In the dynamic and ever-evolving realm of food packaging, the integration of nitrogen packing technology represents a significant paradigm shift. The efficacy of this innovation is underscored by empirical data: snacks encapsulated within a nitrogen atmosphere boast a shelf life that is triple that of those packaged through conventional methodologies. Consider, for instance, the quintessential bag of chips – ordinarily, its textural integrity wanes after a mere month; however, when enveloped in a nitrogen-rich environment, its freshness and crispness are remarkably preserved for an approximate duration of three months. This technological advancement transcends mere flavor preservation; it is pivotal in curtailing food wastage and optimizing cost-efficiency.
For commercial entities, this translates to an extended retail shelf life, thereby enhancing the value proposition for both merchants and consumers. In the current competitive market landscape, the adoption of nitrogen packing technology is not merely an advantageous strategy but a quintessential element for maintaining market relevance and aligning with consumer expectations. Therefore, for those navigating the food packaging industry, the adoption of nitrogen packing is not just a prudent decision, but a strategic imperative. This article will delineate a curated list of five preeminent suppliers of nitrogen packing machines, tailored to suit your business requisites.
Levapack

Recommendation Rating: ☆☆☆☆☆
Location: Guangzhou, China
Founding Year: 2008
Main Markets: Worldwide
Specific Description:
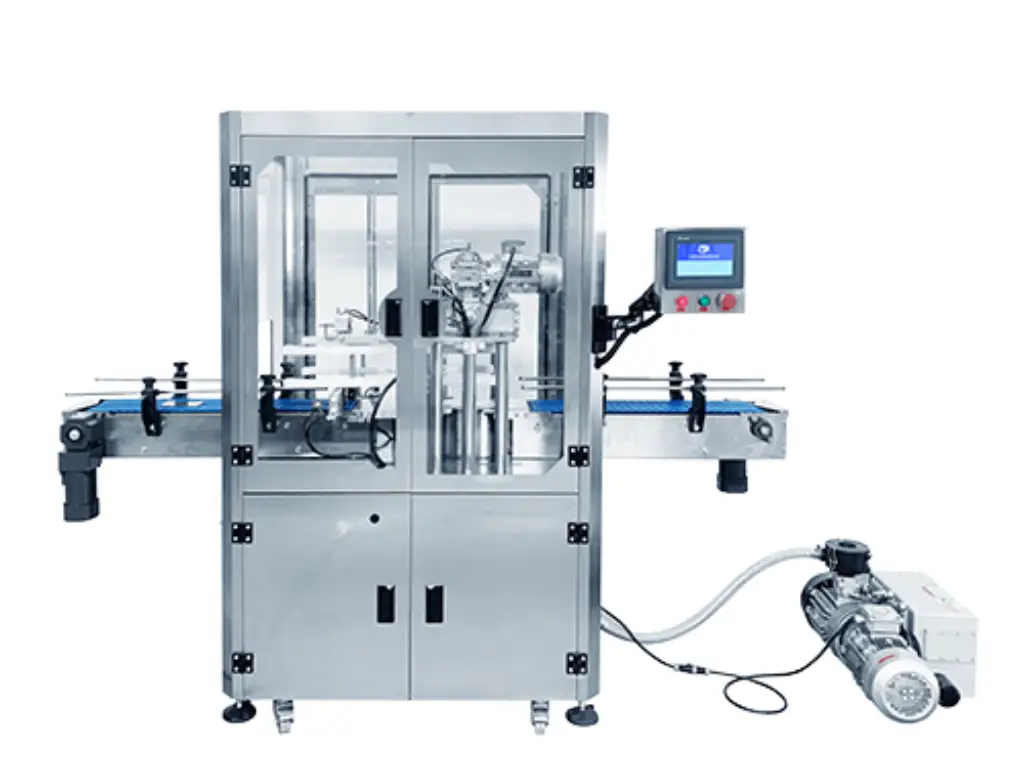
In the specialized domain of nitrogen packing machinery, Levapack distinguishes itself with the introduction of the LPE-FVC10 model, a paragon of versatility and engineering prowess. This unit proficiently accommodates an array of container types, including tin, aluminum, plastic, and paper, thereby offering a multifaceted solution to diverse packaging requirements. The operational sequence initiates with an intricate vacuuming process to eradicate potential contaminants, such as germs, oxygen, and moisture. Subsequently, the container is infused with nitrogen gas, meticulously lowering the oxygen concentration within to a mere 3%. This rigorous procedure is instrumental in augmenting the shelf life and maintaining the pristine condition of the encapsulated products.
The LPE-FVC10 stands as a testament to Levapack’s unwavering dedication to excellence and innovation. Engineered with premium-grade stainless steel (either #304 or #316), it epitomizes durability while adhering to the most stringent food safety regulations. Its sophisticated architecture encompasses a sealing head, a hermetic sealing chamber, a vacuum room, and dual seaming rollers, collectively ensuring a streamlined and efficient operation. The machine demonstrates optimal functionality within a temperature spectrum of 0 to 45 degrees Celsius and a humidity range of 35 to 85%, reflecting its versatility in adapting to diverse operational environments.
Levapack’s commitment to bespoke solutions and client-centric services has cemented its status as an industry vanguard. Since its inception in 2008, the company has refined its proficiency in nitrogen filling and vacuum sealing technologies, presenting machines that are not only efficacious but also user-intuitive. Their formidable R&D capabilities enable them to devise customized solutions for a global clientele, further augmented by comprehensive technical support and superior service offerings. Levapack’s dedication to merging affordability with high-caliber quality and customer satisfaction renders the LPE-FVC10 model an exemplary selection for enterprises seeking dependable and efficient nitrogen packing solutions with CE certification.
ProMach

Recommendation Rating: ☆☆☆☆
Location: Cincinnati, Ohio, USA
Founding Year: 1998
Main Markets: North America, Europe, Asia
Specific Description:
ProMach, an eminent entity in the packaging and processing solutions sector, has carved a niche for itself in the nitrogen packing machine landscape. Boasting a comprehensive array of services encompassing filling, bottling, capping, and beyond, ProMach’s offerings particularly shine in the nitrogen packing domain, catering adeptly to sectors such as food, beverage, pharmaceuticals, and various others. The nitrogen packing systems provided by ProMach are distinguished by their meticulous precision, incorporating state-of-the-art nitrogen flushing and vacuum sealing technologies. This precision is paramount in preserving the freshness and integrity of products, especially in the food and chemical industries.
Strategically headquartered in Cincinnati, Ohio, ProMach extends its reach globally, with a significant presence across North America, Europe, South America, and Asia. This global footprint enables ProMach to serve an extensive clientele, ranging from Fortune 500 conglomerates to burgeoning smaller enterprises. Their nitrogen packing machines are designed for peak performance, embodying flexibility and cutting-edge technology. This ensures flawless sealing capabilities and uniform quality, indispensable for safeguarding product integrity and longevity.
ProMach’s dedication to pioneering advancements is palpably reflected in their nitrogen packing solutions. Their offerings are not merely proficient in nitrogen flushing but are also engineered for user-friendly operation and unwavering reliability. These solutions are meticulously crafted to accommodate a spectrum of packaging requirements, from diminutive pouches to substantial containers, thus providing versatility to meet diverse market demands. With an emphasis on optimizing operational uptime and offering integrated solutions, ProMach positions itself as a premier provider for entities in search of efficient, reliable, and high-caliber nitrogen packing machinery.
KHS Group

Recommendation Rating: ☆☆☆☆☆
Location: Dortmund, Germany
Founding Year: 1868
Main Markets: Worldwide
Specific Description:
KHS Group, a paramount leader in the arena of innovative filling and packaging technologies, particularly distinguishes itself in the nitrogen packing machine sector. Anchored in Dortmund, Germany, with a global operational footprint, KHS proffers cutting-edge, dependable, and supremely efficient packaging solutions, inclusive of nitrogen filling machines, serving the beverage, food, and non-food sectors.
The forte of KHS resides in their avant-garde nitrogen filling systems, which form a cornerstone of their expansive array of filling and packaging solutions. These systems are meticulously engineered to conform to the exacting standards requisite in various industry sectors, guaranteeing pinpoint precision in nitrogen filling across a diverse range of containers including glass, PET, kegs, and cans. The nitrogen packing machines from KHS represent an exemplary fusion of German engineering acumen and innovative prowess, ensuring rapid operation while maintaining unwavering standards of quality and accuracy.
KHS has carved out a niche as a trailblazer in this field, with the development and fabrication of advanced filling and packaging systems at their quintet of production facilities in Germany. These systems are customized to the unique requirements of a global client base, underscoring KHS’s commitment to satisfying the specific demands of customers across the globe. The company’s dedication to furnishing environmentally sustainable and energy-efficient solutions elevates their nitrogen packing machines beyond mere packaging apparatus to instruments of sustainable and responsible manufacturing practices.
JBT Corporation

Recommendation Rating: ☆☆☆☆
Location: Chicago, Illinois, USA
Founding Year: 1884
Main Markets: Global
Specific Description:
JBT Corporation, an eminent architect of global technology solutions, occupies an authoritative position within the food and beverage sector, with distinguished expertise in the realm of nitrogen flush packaging systems. Established in the year 1884 and headquartered in the illustrious metropolis of Chicago, Illinois, JBT has perpetually maintained lead predictive within the spectrum of pioneering and brilliance, engineering state-of-the-art mechanisms tailored intricately for the delicate requisites of alimentary and potable industries.
At the heart of JBT’s esteemed product portfolio lies their sophisticated nitrogen flush packaging apparatus, which stands as a corporeal testament to their fervor for technological advancement and an unwavering commitment to customer satisfaction. These contrivances are pivotal in securing the conservation and encasement of a broad assortment of edible commodities, acutely concentrating on safeguarding the freshness and original condition of products rich in proteins and those composed of aqueous substances. Conceived with meticulous attention to detail, JBT’s machinery adeptly administers the nitrogen gas insertion procedure— an imperative stratagem for mitigating the deleterious effects of oxygen and humidity on susceptible perishables.
JBT’s equipment is hewn with the dual imperatives of precision and dependability, ensuring consistently exact nitrogen displacement within the packaging, an essential component in prolonging the consumables’ marketability and complying with stringent standards of quality assurance. Furthermore, the design of JBT Corporation’s apparatus espouses user-centric principles, mandating only nominal maintenance, which elevates their appeal. This harmonization of operational efficacy, intuitive design elements, and unwavering performance cements JBT’s nitrogen flush packaging systems as the paragon for entities striding towards augmenting their operational dexterity, while simultaneously upholding the paramount principles of product excellence and security.
Sidel

Recommendation Rating: ☆☆☆☆
Location: Octeville-sur-Mer, Normandy
Founding Year: 1965
Main Markets: Worldwide
Specific Description:
Sidel, an eminent figure in the global packaging solution sphere, truly excels in the nitrogen packing machine domain. Boasting a venerable legacy of nearly 170 years, Sidel has been steadfast in its mission to revolutionize factory operations through the deployment of state-of-the-art systems, sophisticated production line engineering, and groundbreaking technological innovations. As a premier provider of packaging equipment and services for materials such as PET, cans, glass bottles, and more, Sidel caters to a wide array of industries including, but not limited to, food, beverage, home, and personal care products.
The nitrogen packing machines offered by Sidel stand as a manifestation of their deep-seated comprehension of client requirements and market trends. These machines are meticulously crafted to deliver precision and efficiency, attributes that are quintessential for preserving product quality and prolonging shelf life. Embodying their ethos, “Performance through Understanding,” Sidel’s machinery is intricately tailored to align with specific performance metrics and sustainability objectives.
Sidel’s expansive global footprint, bolstered by the zeal and expertise of over 5500 dedicated employees, empowers the company to furnish solutions that markedly elevate the performance of production lines and the businesses they serve. The nitrogen packing machines from Sidel are distinguished by their exceptional reliability, adaptability, and user-friendly interface. They are particularly proficient in executing the nuanced process of nitrogen infusion across diverse packaging modalities, guaranteeing that each product packaged adheres to the utmost standards of quality and safety.
The Importance of Nitrogen Packing in Modern Packaging

Within the sophisticated arena of modern packaging technology, nitrogen flush packaging occupies an indispensable role. This method stands as an essential determinant in the enhancement of the shelf stability of comestible items, efficaciously impeding oxidative reactions, and ensuring the conservation of the products’ intrinsic attributes. For enterprises seeking to leverage these benefits to their competitive advantage, the procuration of a nitrogen flush packaging apparatus from a reputable supplier is quintessential. This decision transcends a mere logistical transaction and emerges as a strategic imperative that can drastically influence the durability and pristine condition of perishables. The adoption of nitrogen flush packaging techniques is emblematic of a corporation’s dedication to maintaining the apotheosis of quality, adherence to sustainable practices, and a spirit of innovation. Thus, the astute discernment in enlisting a supplier reflects a critical component of organizational prowess in operational management.
Final Thoughts
In the quest to amalgamate both efficiency and superlative quality within the domain of packaging, purveyors of nitrogen packing machines distinguish themselves as vanguards of the industry. Their steadfast dedication to pioneering advancements, exceptional craftsmanship, and unwavering pursuit of customer fulfillment solidifies their status as essential partners in the field of packaging. Regardless of the magnitude of one’s enterprise, ranging from nascent ventures to well-entrenched multinational conglomerates, these suppliers proffer an extensive array of bespoke solutions engineered to meet your specific packaging exigencies. It is imperative to recognize that the judicious selection of the appropriate packaging mechanism is a salient factor that critically influences the triumphant performance of your product within the competitive marketplace, thereby accentuating the paramount importance of electing a meritorious gas nitrogen packing machine supplier.



