The Main Labeling Machine Types Every Packaging Manager Must Know
A fundamental disconnect exists in modern packaging procurement: selecting labeling equipment based on advertised speeds rather than product physics. This misalignment leads to chronic micro-stops, unacceptably high rejection rates due to skewed labels, and inflated operational expenses. To achieve seamless integration and protect Overall Equipment Effectiveness (OEE), production managers must decode the mechanical architecture of labeling systems. This comprehensive guide breaks down the core labeling machine types, their underlying physical mechanics, and the strategic parameters necessary to eliminate downtime and ensure flawless brand presentation on the retail shelf.
Matching Labeling Machines to Container Geometry and Application Logic
The primary filter for selecting a labeling machine is never its throughput; it is the physical geometry and stability of your container. The shape of the product dictates the mechanical handling systems required to stabilize it during the crucial millisecond of label application. Failing to match the machine architecture to the container geometry guarantees application failure.
| Container Geometry | Required Handling Mechanism | Typical Industrial Applications |
|---|---|---|
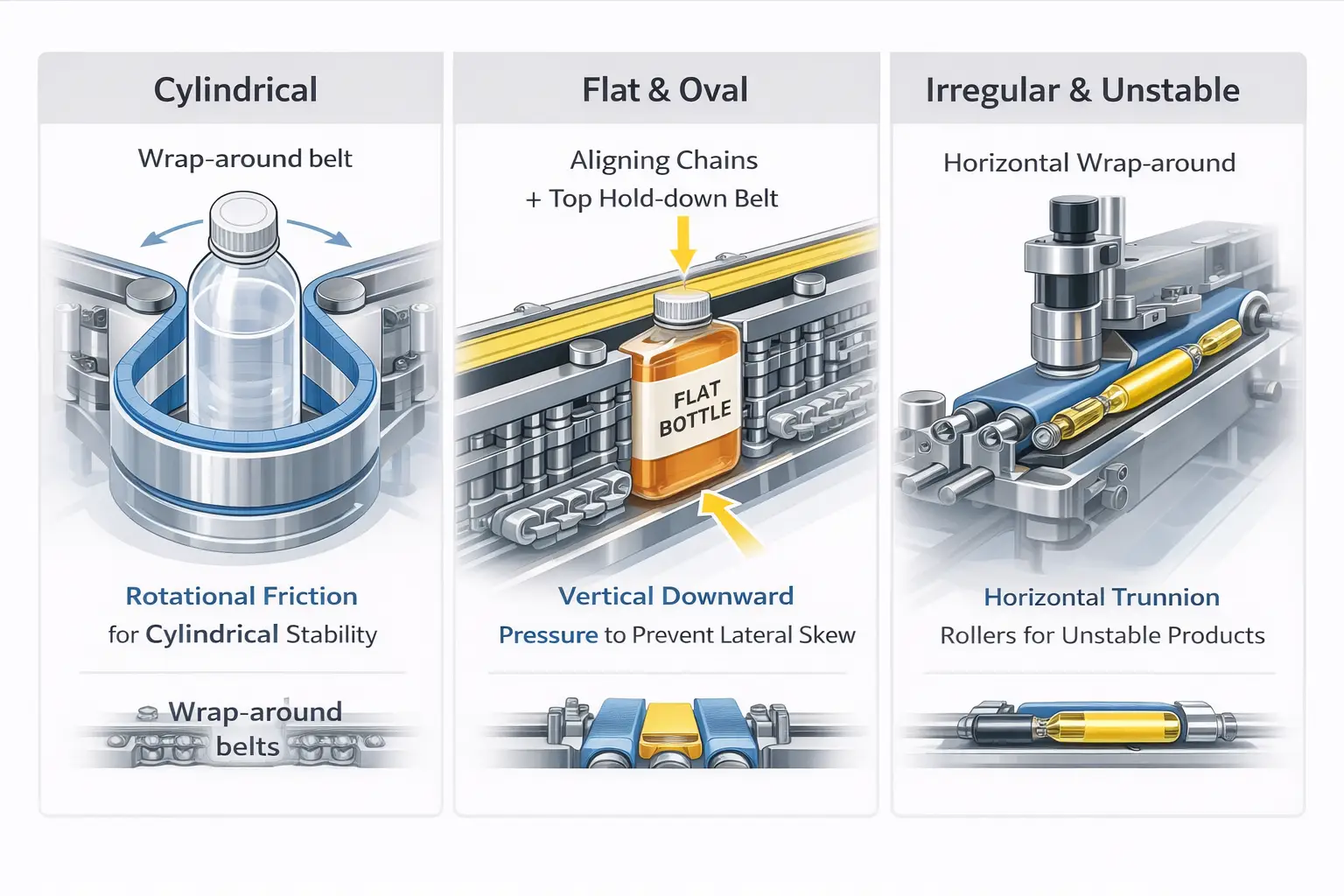
| Cylindrical (Stable) | Inline or Rotary wrap-around belts / 3-point positioning rollers | Beverage bottles, glass jars, filled tin/aluminum cans, aerosol cans |
| Flat & Oval (Multi-faceted) | Aligning chains + Top hold-down belt (Critical for skew prevention) | Shampoo bottles, motor oil jugs, detergent containers, cosmetic flats |
| Irregular & Unstable | Horizontal wrap-around labelers, trunnion rollers, or custom puck systems | Lipstick tubes, glass ampoules, soft squeeze tubes, vials |
Container Geometry Compatibility
Cylindrical Containers
For stable, upright cylinders like standard beverage bottles and glass jars, the industry standard is the wrap-around labeler. These machines rely on rotational friction. The container travels down a conveyor and encounters a rotating sponge belt or a three-point positioning mechanism (comprising a drive roller, a backing roller, and a pressure roller). As the label web dispenses the leading edge of the label onto the container, the rotational mechanism spins the bottle, wrapping the label flawlessly around its circumference. The engineering challenge here lies in managing the taper (draft angle) of glass or plastic bottles; even a one-degree taper requires a specialized tilting applicator head and conical wrap-around belts to prevent the label from spiraling upward or downward during application.
Flat & Oval Containers
When transitioning from a perfect cylinder to a flat or oval container—such as a shampoo bottle or a motor oil jug—the physics of application change dramatically. You can no longer spin the container. Instead, the labels must be wiped onto the sides as the bottle moves linearly. The most critical engineering failure in flat bottle labeling is lateral skew. When the applicator pad or wipe-down brush strikes the side of the bottle, it imparts a lateral force. If the bottle is not rigidly secured, it will pivot slightly on the conveyor, causing the label to apply at a skewed angle. Therefore, a flat or oval labeling machine must be equipped with aligning chains (to perfectly center and orient the bottle) and a top hold-down belt (to apply vertical downward pressure, locking the bottle to the conveyor against lateral forces).
Irregular & Unstable Containers
Products with a high center of gravity or a base footprint too small to stand upright on a moving conveyor—such as cosmetic lipsticks, pharmaceutical ampoules, or soft cosmetic tubes—cannot be processed on standard vertical conveyors. Attempting to do so results in fallen products causing catastrophic jams. The mechanical solution is the horizontal wrap-around labeler. In this architecture, products are fed from a hopper into horizontal trunnion rollers. The products lie flat, captured securely between rollers, and are rotated horizontally as the label is applied. For uniquely shaped products that cannot roll, custom puck systems (carrier trays) are utilized to transport the item through the labeling station with absolute rigidity.
Label Application and Coverage Logic
Single and Front/Back Labeling
Determining whether a product requires a single label or front-and-back labels dictates the number of applicator heads and the synchronization logic of the PLC (Programmable Logic Controller). Front and back labeling requires dual dispensing heads operating in perfect tandem. The push-pull mechanics of the web unwinder must be precisely calibrated to ensure that as the bottle passes between the two heads, both labels are applied simultaneously and symmetrically. Misalignment by even a millimeter can ruin the aesthetic symmetry of a premium retail product.
Wrap-Around Labeling Coverage
When a label must encompass the entire circumference of a cylindrical container, overlapping accuracy becomes the primary quality metric. If the container slips during rotation, or if the web tension of the label roll fluctuates, the trailing edge of the label will not align perfectly with the leading edge, creating an unsightly gap or a misaligned seam. High-end wrap-around systems utilize servo-driven orientation to ensure the overlap tolerance remains within a strict ±1mm margin.
Tamper-Evident and Corner Labeling
In heavily regulated industries like pharmaceuticals, electronics (3C packaging), and premium cosmetics, tamper-evident seals are mandatory. Corner labeling machines are engineered to apply a single label across two adjacent planes of a carton—typically dispensing the label onto the top panel and utilizing a secondary pneumatic tamp or motorized brush to swiftly fold the remaining label 90 degrees down the side panel. The compliance application requires extreme precision, as any bubbling or tearing of the security seal during the fold will trigger automatic rejection by downstream vision inspection systems.
Labeling Technologies by Adhesive Application and Material
The method by which the label adheres to the container defines the broader category of the labeling machine. This choice is a delicate balancing act between visual presentation constraints, production environment standards, and the long-term operational expenditure (OpEx) driven by consumable material costs.
Pressure Sensitive (Self-Adhesive) Systems
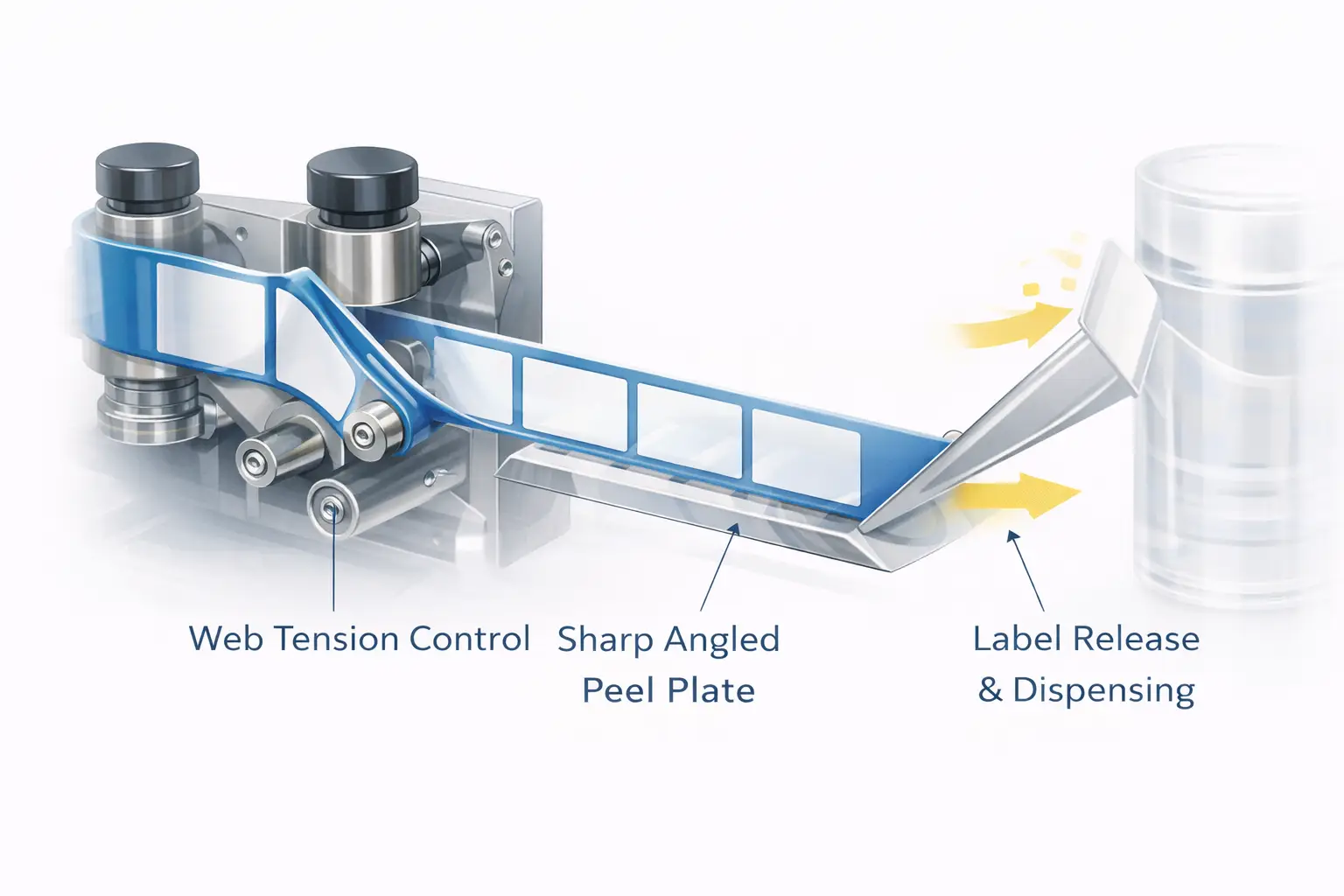
Pressure-sensitive labelers are the absolute dominant force in modern packaging, particularly within the pharmaceutical, premium cosmetic, and specialty food sectors. These machines utilize pre-printed labels supplied on a continuous roll of release liner (backing paper). The web is threaded through a series of tension-control dancer arms and pulled over a sharp, angled “peel plate.” Because the label material is stiffer than the thin backing liner, pulling the liner sharply around the peel plate causes the label to detach and shoot forward onto the passing container, where it is immediately wiped or rolled flat.
Advantages & OpEx Impact: The primary advantage of pressure-sensitive technology is its extreme cleanliness and immediate readiness. There is no glue to heat up, no messy cleanup, and no risk of adhesive contamination—making it mandatory for strict GMP (Good Manufacturing Practice) cleanrooms. It also supports highly complex label shapes and clear-on-clear “no-label look” applications. However, from a cost perspective, pressure-sensitive labels carry a higher per-unit consumable cost compared to other methods, largely due to the wasted silicone backing liner which must be continuously rewound and discarded.
Shrink Sleeve Technologies
When a brand requires 360-degree, top-to-bottom graphic coverage on a complex, 3D-curved container (such as a contoured sports drink bottle or an hourglass-shaped trigger spray), flat adhesive labels cannot conform to the geometry without severe wrinkling. The engineering solution is the shrink sleeve labeler. This machine unwinds a continuous tube of polymer film (typically PETG or PVC), cuts it to the precise length using a rotary knife assembly, and shoots the sleeve down onto the container via a descending mandrel.
Once sleeved, the container passes through a heat shrink tunnel. Steam tunnels are preferred for complex curves as they provide uniform, 360-degree heat transfer, forcing the polymer to shrink and conform perfectly to the container’s topography. Electric radiant heat tunnels are also used for simpler applications or where moisture from steam is prohibited. Crucially: Shrink sleeving is the only viable high-volume method for decorating empty, unpressurized aluminum cans, as applying mechanical side-pressure to an empty can will crush it.
Wet Glue and Hot Melt Systems
For high-volume, low-margin products, driving down the per-unit cost of the label is paramount. This is where wet glue and hot melt systems excel.
Wet Glue (Cold Glue) Labelers: Historically the backbone of the beverage industry, wet glue machines extract individual cut-and-stack paper labels from a magazine. A rotating pallet transfers a thin layer of cold, water-based or resin adhesive onto the label before it is wiped onto the container. Wet glue is exceptionally resilient in cold, damp environments, making it the standard for glass beer bottles that undergo severe condensation.
Hot Melt (Roll-Fed) Systems: Dominating the bottled water and carbonated soft drink (CSD) industries, hot melt machines use continuous rolls of inexpensive BOPP (Biaxially Oriented Polypropylene) film. The machine cuts the film, and a vacuum drum transfers it past a glue roller that applies a microscopic strip of hot melt adhesive only to the leading and trailing edges of the label. The label is then wrapped around the bottle at blistering speeds. By eliminating the backing liner entirely and minimizing glue usage, hot melt systems offer the lowest possible consumable OpEx, allowing high-speed lines to run continuously with minimal material overhead.
Core Components Dictating Precision and Speed
Two machines may look identical on the factory floor, yet one operates flawlessly for a decade while the other causes daily bottlenecks, skewed labels, and rejected batches. The differentiator lies hidden beneath the stainless steel chassis: the electrical drive architecture and the sensory detection systems.
Drive Systems: Stepper vs. Servo Motors
The dispensing engine of a pressure-sensitive labeler—the mechanism responsible for pushing the label off the peel plate at the exact microsecond the bottle arrives—is powered by either a stepper motor or a servo motor. Understanding this distinction is the single most important technical evaluation a packaging manager must make.
| Engineering Parameter | Stepper Motor (Open-Loop) | Servo Motor (Closed-Loop) |
|---|---|---|
| Control Mechanism | Open-Loop (Receives pulse commands, no position feedback mechanism) | Closed-Loop (Continuous real-time position feedback via integrated encoders) |
| Optimal Throughput | Low to Medium scale (< 150 Bottles Per Minute) | Medium to Ultra-High scale (200 – 1000+ Bottles Per Minute) |
| Precision & Reliability | Prone to “missed steps” under high torque, causing placement drift. | Dynamically auto-corrects position. Maintains strict ±1mm tolerance. |
The Engineering Reality: A stepper motor operates blindly. The PLC tells it to rotate exactly 1,000 steps to dispense one label. If mechanical resistance (like a heavy label roll or tension spike) causes the motor to physically miss 5 steps, the motor does not know. The next label is dispensed late, and the error compounds over the shift until labels are completely missing the target area. Conversely, a servo motor features a built-in encoder. It constantly communicates with the PLC, verifying its exact physical position thousands of times per second. If it lags by a fraction of a millimeter, it instantly draws more current to correct the discrepancy. For any line running over 200 BPM, or lines requiring ±1mm tolerance, closed-loop servo drives are an absolute non-negotiable requirement.
Sensor Technologies and Material Detection
A labeling machine’s PLC acts as its brain, but the sensors are its eyes. If the sensor cannot accurately identify the gap between labels on the web, the machine will dispense erratically, wasting entire rolls of labels and halting production.
Conventional Opacity: The standard industry workhorse is the photoelectric sensor (commonly called an electric eye). It emits a light beam through the label web. The backing liner alone allows light through, but the liner plus the paper label blocks the light. The sensor registers this difference in light intensity to identify the label gap.
The Transparent Challenge: The cosmetic and beverage industries heavily utilize “no-label look” clear film labels. If you run a clear label on a clear PET liner through a photoelectric sensor, the light passes straight through both. The machine cannot “see” the label, and it will continuously spool the entire roll onto the floor. To process transparent film materials, the electrical architecture must be upgraded. The solution is an ultrasonic sensor, which blasts high-frequency sound waves through the web and measures the acoustic attenuation (the microscopic difference in thickness between the liner alone versus the liner with the label). Alternatively, a capacitive sensor can be deployed, which measures the dielectric variance of the materials, proving exceptionally reliable for clear labels that feature metallic foil stamping or dense metallic inks.
Equipment Selection: Speed, Integration, and Changeover
Procuring a labeling machine based purely on isolated performance metrics is a dangerous trap. In a modern manufacturing facility, the labeler is a node within an interconnected ecosystem. Its true value is dictated by how smoothly it synchronizes with upstream and downstream equipment, and how rapidly it can be reconfigured for different product runs.
Standalone Labelers vs. Inline Synchronized Systems
Standalone Operations: Manual and semi-automatic labelers generally max out at around 30 to 50 BPM. These standalone units require an operator to manually load a bottle, trigger a foot pedal or micro-switch, and unload the finished product. While highly cost-effective and suitable for R&D labs, craft breweries, or low-volume discrete manufacturing, their reliance on human pacing severely limits throughput and introduces human-error variability in placement consistency over a long shift.
Inline Synchronized Turnkey Systems: For industrial-scale production, the labeler must be fully integrated into the conveyor flow. Linear (Inline) architectures process bottles as they travel down a straight conveyor, representing the sweet spot for medium-to-high throughput lines running between 50 and 300 BPM. They offer an excellent balance of speed and mechanical simplicity. For global beverage giants pushing 400 to over 1,000 BPM, linear physics hit their limit. These lines require Rotary Starwheel Labelers. Bottles are diverted from the main conveyor into a massive, continuously spinning carousel where individual mechanical or servo-driven bottle plates rotate the container perfectly while multiple labeling stations apply front, back, and neck labels simultaneously at breathtaking speeds.
Line Integration and Controls
A labeler operating in a vacuum is useless. The machine’s PLC must establish a robust I/O (Input/Output) handshake with the upstream filler and the downstream case packer. If the downstream packer jams, the labeler must instantly receive a stop signal to prevent containers from piling up, crushing each other, and causing a massive line catastrophe.
Furthermore, advanced integration requires speed cascading control. If the upstream filler slows down from 200 BPM to 150 BPM due to a product viscosity change, the labeler’s encoder tracking system must dynamically decelerate its conveyor and dispensing heads to match the new pace flawlessly. Physical integration is equally critical; improper conveyor height matching or the lack of properly sized accumulation tables (buffer zones) before and after the labeler will result in frequent micro-stops (start-stop cycling), which drastically degrades the lifespan of the motors and destroys the line’s OEE.
Quick Changeover Mechanisms for Multi-SKU Flexibility
For contract packagers (OEM/ODM) managing diverse product portfolios, a machine that runs at 300 BPM but takes four hours to adjust for a new bottle shape is a financial liability. The mechanical flexibility of the machine directly impacts the bottom line.
When evaluating a machine for multi-SKU lines, prioritize tool-free adjustment mechanisms. Operators should not need wrenches or Allen keys to adjust guide rails, applicator head height, or sensor positions. High-quality machines utilize handwheels paired with digital position indicators (SIKO counters). If you are switching from a 500ml round bottle to a 1L square bottle, the operator simply turns the handwheels to the pre-documented numerical settings in the recipe book. Coupled with quick-release change parts (like magnetic starwheels or snap-in guide rails), SMED (Single-Minute Exchange of Die) principles can be applied, slashing a grueling 2-hour mechanical changeover down to a predictable, repeatable 15-minute process, thereby salvaging hours of profitable production time.
Industrial Applications and Material-Specific Constraints
General-purpose machines do not survive in extreme industrial environments. Different vertical markets impose rigid physical taboos and uncompromising regulatory standards that strictly dictate machine engineering.
Food, Beverage, and Aluminum Can Labeling
Equipment deployed in food and beverage facilities must survive aggressive sanitation protocols. The machine chassis must be constructed of 304 or 316-grade stainless steel with fully enclosed, IP65 or IP67 rated electrical cabinets to withstand high-pressure washdowns and caustic cleaning agents without short-circuiting.
The Aluminum Can Taboo: There is a critical physical constraint in beverage packaging regarding aluminum cans. An empty, unpressurized aluminum can has high axial strength (top-down) but virtually zero radial strength (side-to-side). You cannot apply pressure-sensitive labels to empty aluminum cans using standard wrap-around belts. The lateral pressure from the wipe-down sponge will instantly crush the thin walls, resulting in a 100% scrap rate. Pressure-sensitive labeling of cans must strictly occur downstream, after the can has been filled, dosed with liquid nitrogen (if non-carbonated), and seamed, giving it the internal pressure required to withstand the labeling mechanics. If you must decorate empty cans before filling, shrink sleeve technology (which applies no lateral pressure) is the only engineered workaround.
Pharmaceuticals and Cosmetics Compliance
The pharmaceutical sector operates under zero-tolerance regulatory frameworks. Labeling systems here must comply with strict GMP standards and FDA 21 CFR Part 11 requirements, which mandate rigorous data traceability, electronic signatures, and audit trails. To achieve compliance, pharmaceutical labelers frequently integrate Print & Apply (P&A) systems—incorporating thermal transfer printers directly onto the labeling head to dynamically print lot codes, expiration dates, and 2D serialized matrix barcodes on every label immediately before application. This is paired with high-speed Machine Vision inspection cameras that perform OCV (Optical Character Verification) to instantly reject any bottle with a smudged barcode or missing label.
In the premium cosmetics industry, the challenge is purely aesthetic. The high-end “clear-on-clear” look requires applying transparent labels to transparent glass or acrylic without trapping a single microscopic air bubble. This demands specialized, high-density squeegee wipe-down mechanisms and extreme servo-driven tension control to ensure the label lays down perfectly flat, as even the slightest visual defect damages brand perception.
Cost Structure and Operational Efficiency (OpEx vs. CapEx)
Procuring a labeling machine based purely on isolated performance metrics is a dangerous trap. In a modern manufacturing facility, the labeler is a node within an interconnected ecosystem. Its true value is dictated by how smoothly it synchronizes with upstream and downstream equipment, and how rapidly it can be reconfigured for different product runs.
Initial Capital Expenditure (CapEx)
The baseline CapEx of a labeling machine is dictated by its drive architecture and frame geometry. Upgrading from a stepper-driven linear machine to a fully servo-driven linear system will increase the initial purchase price, but it guarantees high-speed stability. Leaping to a high-speed multi-station rotary labeler represents a massive CapEx investment suitable only for industrial-scale beverage plants where the massive output justifies the amortization. Furthermore, necessary custom modules significantly alter CapEx. Integrating custom puck handling systems for unstable bottles, adding ionized air blowers to eliminate static electricity from clear film labels, or bolting on Cognex or Keyence industrial vision inspection cameras will compound the initial expenditure, but these are necessary investments to guarantee zero-defect output.
Consumables and Hidden Downtime Costs (OpEx)
The true financial bleed in a packaging line hides in the OpEx. When analyzing consumables, pressure-sensitive labels carry an inherent cost premium because you are paying for the silicone backing liner, which is ultimately spooled up as waste and thrown away. In contrast, hot melt roll-fed systems use liner-less BOPP film, offering a significantly lower per-bottle cost, making it the only logical choice for high-volume, low-margin products like bottled water.
However, the most destructive hidden OpEx cost is downtime caused by cheap equipment. A budget labeling machine relying on open-loop stepper motors will frequently lose synchronization. This causes labels to apply wrinkled or misaligned. Not only do you lose the cost of the wasted label and the ruined product inside the bottle, but you also incur the labor cost of halting the line, cleaning the jam, recalibrating the machine, and restarting. When a machine causes 15 minutes of downtime per shift on a line rated for 200 BPM, you are bleeding 3,000 units of lost production daily. Over a fiscal year, the financial losses from poor OEE dwarf the savings generated by buying the cheaper machine.
Conclusion: A Strategic Checklist for Your Investment
- Step 1: Uncompromising Geometry Filtering: Clearly define the shape, stability, and rigidity of your container. Let the physical physics dictate the handling architecture. Respect industry taboos—such as never applying mechanical side-pressure to empty, unpressurized aluminum cans.
- Step 2: Align Throughput with Electrical Architecture: Map your target Bottles Per Minute (BPM) to the drive mechanism. If your line exceeds 150 BPM, reject stepper motors and demand closed-loop servo systems to prevent high-speed drift. Match your sensor technology (Photoelectric vs. Ultrasonic) explicitly to your label substrate opacity.
- Step 3: Mandate a Factory Acceptance Test (FAT): Never finalize a procurement contract based on a brochure. Demand that the manufacturer tests your actual production bottles and label rolls on their floor, proving out the stated precision, OEE capabilities, and true changeover times before the equipment ships.
Off-the-shelf, budget equipment routinely fails under the rigorous stress of 7×24 continuous industrial operation, suffering from motor step-loss and chronic downtime. As a premier manufacturer of top-tier labeling technology in China, LevaPack specializes in high-precision solutions specifically engineered for round cans, tinplate cans, and jars.
Our flagship equipment, such as the can body and cap pressure-sensitive labelers, rejects compromised components. Every unit is strictly equipped with a closed-loop electrical ecosystem featuring Panasonic PLCs, Kunlun Tongtai HMI touchscreens, and Leuze label detection sensors. Integrated with a rigid 3-pole adjustable mechanical structure, this architecture guarantees intelligent auto-correction and seamless missing-label detection, completely avoiding label leaking and material waste.
Whether you require a heavy-duty standalone unit or a fully integrated Turnkey packaging line customized from filling and seaming through to labeling, LevaPack engineers deliver uncompromising stability.
Precision Engineering for 7×24 Continuous High-Speed Production
Ready to eliminate downtime and protect your OEE? Leverage our high-precision labeling technology to ensure flawless brand presentation on every shelf.
Explore Our Custom Solutions


