
Guía de la doble costura: Mecánica, calidad y selección de equipos
La última frontera del control de calidad es la integridad de un envase. El doble cierre ha sido la norma definitiva de sellado de envases metálicos en la industria del envasado durante más de un siglo. En el sector de la alimentación y las bebidas, no es una cuestión de interés mecánico conocer los tecnicismos del doble cierre tanto si se trata de una cervecera artesanal incipiente como de una multinacional procesadora de alimentos; es una parte esencial de la seguridad alimentaria, la vida útil y la protección de la marca.
Esta guía examina los principios mecánicos del doble cierre, los parámetros clave de calidad y ofrece una guía para la selección de equipos que reduzcan el riesgo operativo en todo el proceso de enlatado.
Índice
¿Qué es un doble cierre en los envases metálicos?
Una doble costura es una unión mecánica muy precisa que se crea entrelazando los bordes de un cuerpo de la lata y una tapa (extremo) durante el proceso de cierre. A diferencia del termosellado en envases de plástico o del ajuste por fricción de una tapa a presión, la doble costura se basa en la deformación irreversible de capas metálicas para formar una barrera física.
El objetivo principal de esta operación de cierre es crear un cierre hermético. Técnicamente, un cierre hermético es un cierre hermético y totalmente impermeable a los contaminantes externos, como gases, humedad y microorganismos. Este sellado de latas es lo que permite que los productos perecederos se mantengan comercialmente estériles a temperatura ambiente durante años en el contexto de la industria alimentaria.
La doble costura es una arquitectura tridimensional. No se trata simplemente de plegar metal, sino de controlar los espacios entre los pliegues. Unas pocas micras pueden crear un punto de entrada para que las bacterias aerobias, incluida la Clostridium botulinum, se introduzcan en el cuerpo del envase tras el proceso de enfriamiento. Así pues, el punto más importante del sistema de gestión de la calidad (SGC) de cualquier línea de cierre de latas es mantener la integridad del doble cierre.
Componentes básicos y terminología
Hay que hablar de geometría de costura para controlar una línea de costura automatizada. Cada aspecto de una costura doble narra la calibración de la máquina y el rendimiento del material.
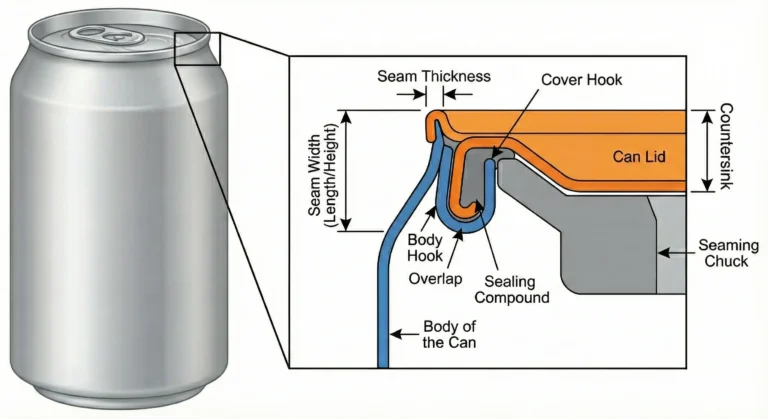
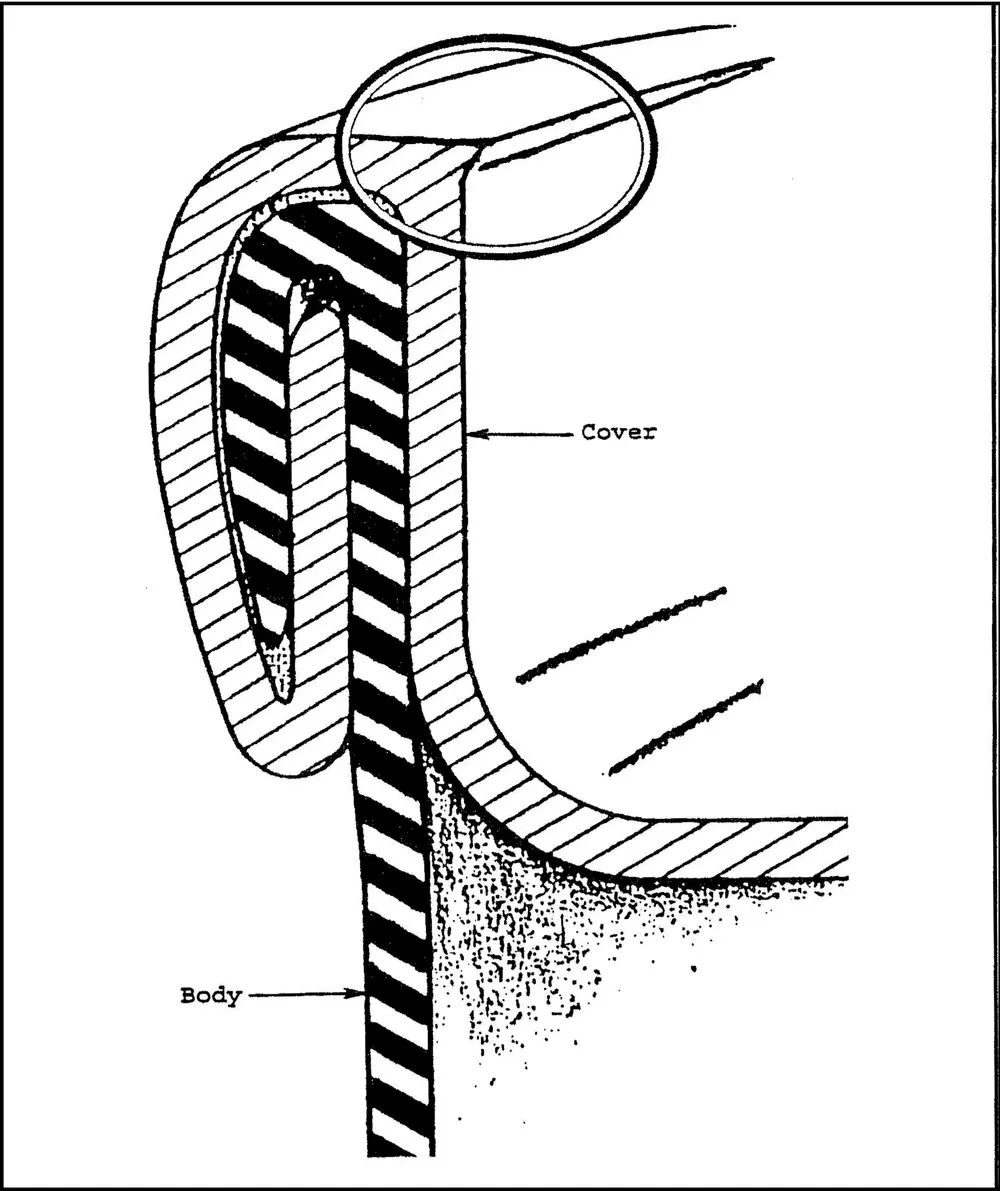
Gancho para el cuerpo: Es la parte del cuerpo de la pestaña de la lata que se dobla hacia abajo en el proceso de cierre. Debe ser un gancho de cuerpo suficientemente largo para dar solapamiento, pero no demasiado largo como para provocar un pandeo estructural.
Gancho de tapa (Gancho final): Se trata de la parte de la tapa de la lata (el "rizo") que se dobla hacia arriba y se pliega detrás del gancho del cuerpo. Un gancho de tapa largo proporciona un alcance más profundo en el pliegue, sirviendo como el sello interno.
Se solapan: Esta es probablemente la medida más significativa en el análisis de la costura. La distancia física a la que se entrelazan el gancho de la tapa y el gancho del cuerpo se conoce como distancia física. La costura carece de integridad estructural sin un solapamiento adecuado.
Espesor de la costura: Se trata de la anchura total de la doble costura acabada, que es la anchura de las cinco capas de metal (tres capas de la tapa y dos capas del cuerpo). El grosor excesivo suele ser señal de un rodillo de segunda operación flojo.
SAnchura de la viga (longitud/altura): Es la mayor dimensión de la costura en la dirección del eje vertical de la lata. Las variaciones de anchura pueden indicar problemas de alineación del rodillo o desgaste del mandril.
Avellanador: Es la distancia entre la parte superior de la doble costura y la parte inferior del extremo de la lata. Es una medida importante, ya que indica el grado de ajuste de la tapa de la lata en el mandril de costura.
Compuesto sellante: Se trata de un revestimiento especial y resistente, normalmente de caucho sintético o polímero, que se aplica al rizo del extremo de la lata antes de llegar a la cerradora. Bajo la alta presión de la operación de cierreEste compuesto se introduce en los huecos microscópicos entre los ganchos metálicos bajo la alta presión de la segunda operación y proporciona un cierre hermético al gas.
Cómo se forma el doble cierre
La creación de un doble cierre es un procedimiento mecánico en dos etapas. Consiste en la deformación progresiva y gradual de un recipiente de estaño o aluminio sin fracturar ni rayar los acabados protectores.
La primera operación: Creación del enclavamiento
Comienza con una lata, cargada de producto, que se eleva hasta su lugar. El mandril de cierre se inserta en el avellanado de la tapa, sujetándola firmemente contra el cuerpo de la lata. El rodillo de cierre de la primera operación procede entonces a la lata.
El perfil de enrollado de la primera operación es profundo y estrecho. Su objetivo es enrollar el rizo de la tapa a lo largo del reborde del cuerpo de la lata. El metal se dirige hacia una forma de gancho suelto a medida que la lata gira contra el rodillo. Al final de esta fase, el gancho de la tapa y el del cuerpo están entrelazados, aunque la unión no es hermética. Un corte transversal realizado en este punto daría una forma de S suelta. La primera operación es muy importante; debe quedar lo suficientemente apretada para que los ganchos no queden demasiado cortos para solaparse en la segunda operación.
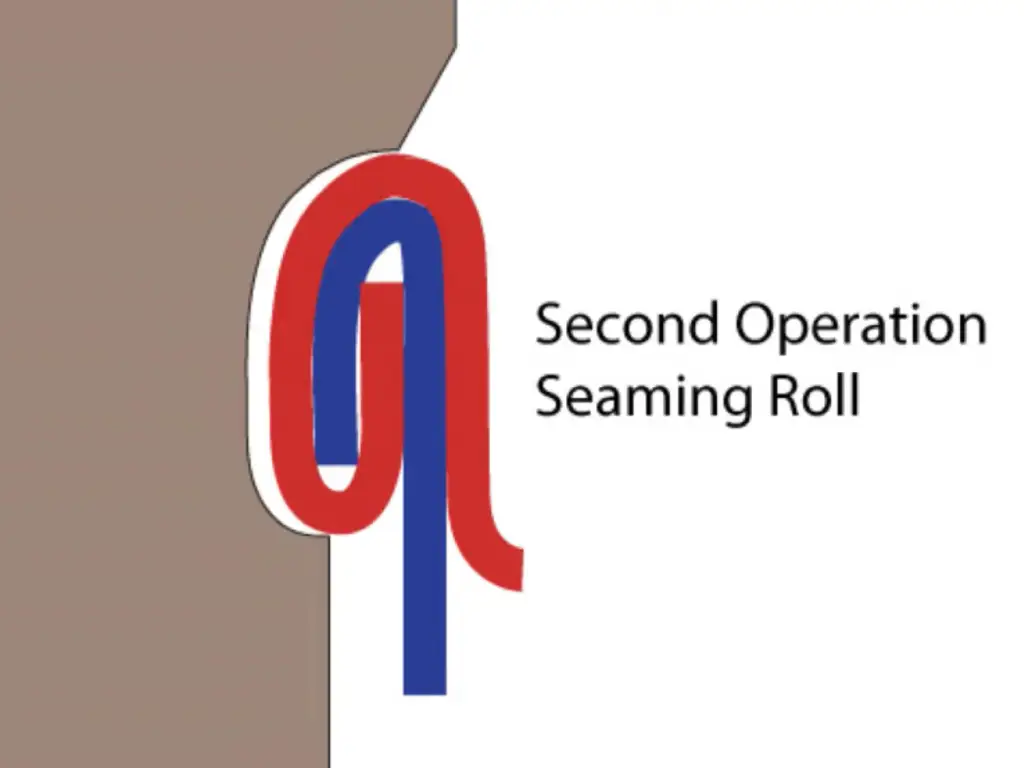
- La segunda operación: Compresión final
El perfil del rodillo de segunda operación es más plano y menos profundo. Tiene una función de compresión de alta presión. Se desliza para aplanar la estructura de cinco capas contra el mandril de cierre. Esta fuerza disminuye el grosor de la costura y junta los ganchos metálicos.
Y lo que es más importante, esta compresión hace que el compuesto de sellado fluya uniformemente por los huecos internos de la costura. La segunda operación es la conversión del enclavamiento mecánico suelto en una unidad sólida y hermética. Cuando la presión es demasiado baja, el compuesto no rellena los huecos y se producen fugas. Una presión excesiva puede hacer que el metal se estire o exprima el compuesto (lo que se conoce como exprimido del compuesto), lo que reduce la vida útil de la junta.

Principales ventajas de la tecnología de doble costura
Aunque se han desarrollado otros tipos de envases, el de doble costura sigue siendo el más favorecido en la conservación a escala industrial por varias razones:
Alta resistencia a la presión interna y externa: Las latas metálicas se utilizan a menudo con bebidas carbonatadas (presión interna) o verduras envasadas al vacío (presión atmosférica externa). La resistencia mecánica para soportar estas fuerzas sin fallar viene dada por los ganchos entrelazados de una doble costura.
Estabilidad térmica: La doble costura es una unión totalmente mecánica. No se basa en adhesivos que puedan degradarse cuando se exponen a altas temperaturas. Esto lo hace adecuado para el proceso de retorta, en el que las latas se exponen a 121 o C (250 o F) o más para alcanzar la esterilidad comercial.
- Preservación de la integridad del producto: Dado que el proceso de doble sellado es en frío (no se necesita calor para unir la tapa), elimina la posibilidad de pérdida de sabor durante el proceso de sellado debido al calor. Esto es especialmente significativo en bebidas de alta gama y nutrientes que son sensibles.
- Operativo Rendimiento: Las máquinas cerradoras rotativas de tipo moderno pueden manipular más de 1.500 latas en un minuto. Esta escalabilidad no tiene parangón con la mayoría de las demás tecnologías de sellado, por lo que es la solución más rentable para la producción en masa.
- Seguridad verificada: La doble costura es una unión mecánica de las más investigadas en ingeniería. Sus modos de fallo son bien conocidos y los procedimientos de inspección normalizados permiten a los fabricantes demostrar la seguridad de sus productos con confianza matemática.
Defectos comunes del doble cierre y sus repercusiones
Aunque la norma más común y más fiable de la industria de envases metálicos es la doble costura, se trata de un proceso mecánico y, por tanto, propenso a desviaciones operativas. Cualquier defecto mecánico puede comprometer el lote.
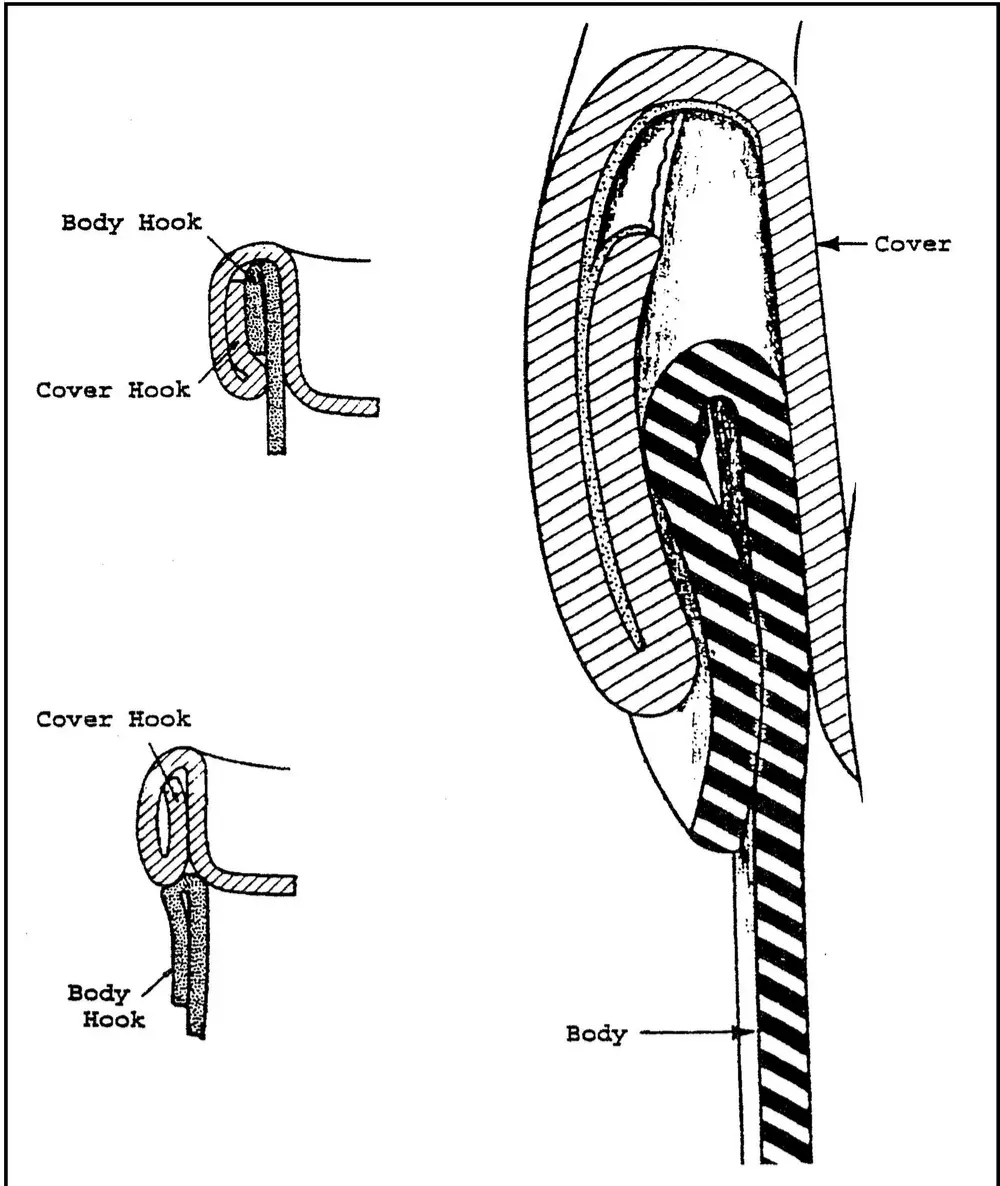
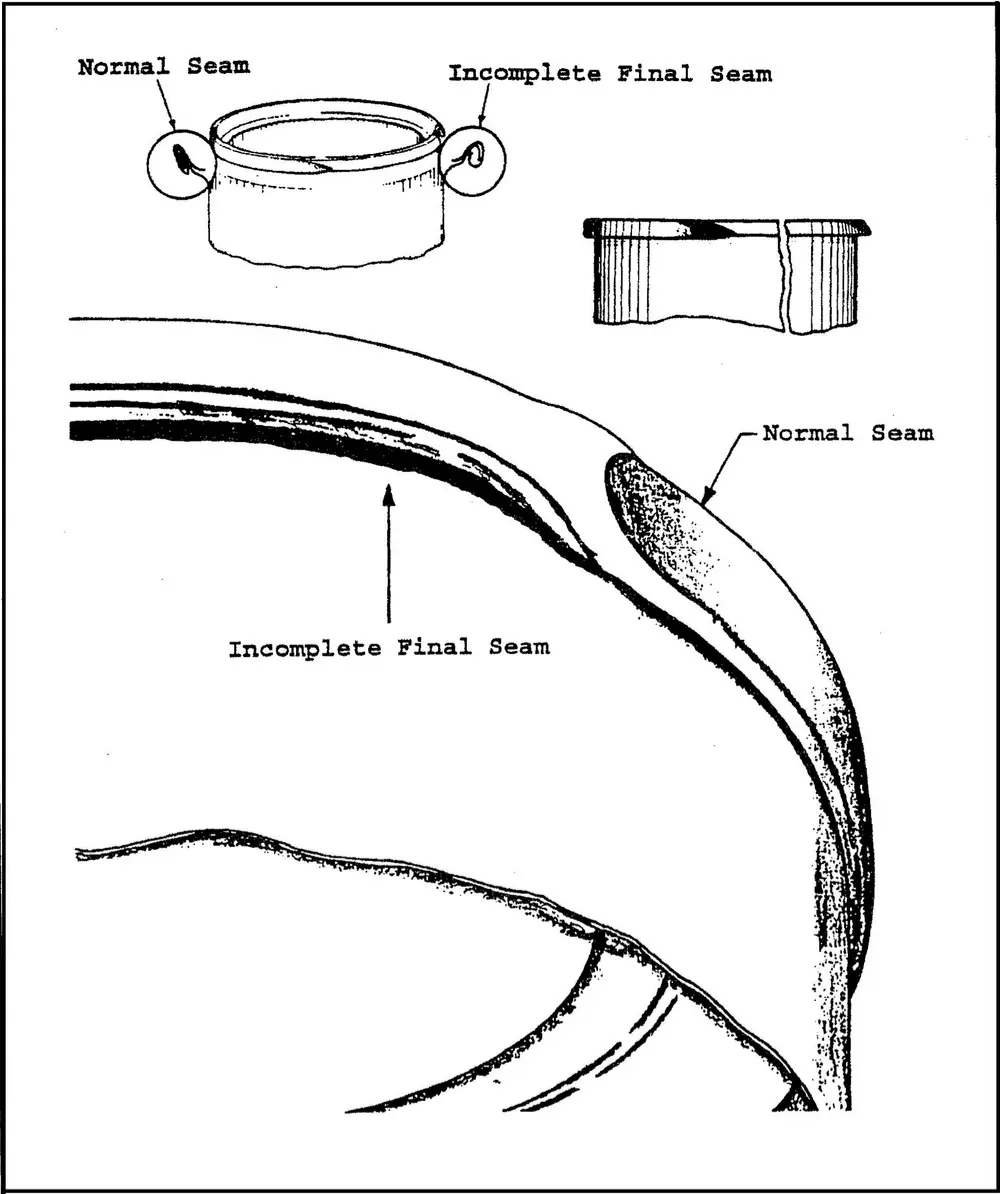
- Falsa costura: Se trata de un fallo grave en el que el gancho de la tapa y el gancho del cuerpo no se entrelazan. Simplemente se juntan a la fuerza. A primera vista, la costura puede parecer normal, pero su integridad estructural es nula y se producirá una fuga a la mínima presión.
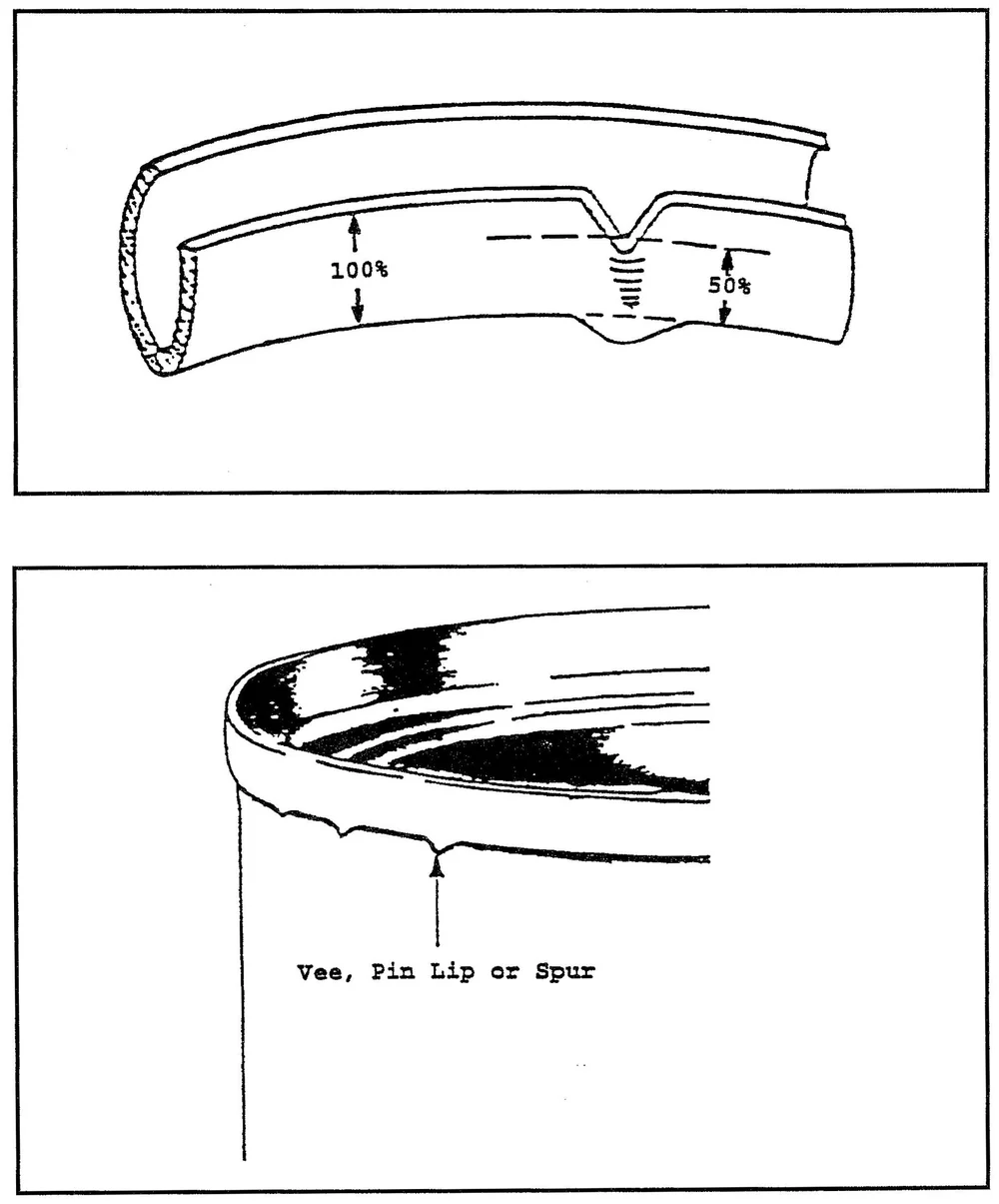
- Droop: Un descuelgue es un alisado o saliente localizado en la parte inferior de la doble costura. Normalmente se produce cuando una parte del gancho de cobertura se desliza y no queda remetida. Esto forma un punto de posible intrusión bacteriana.
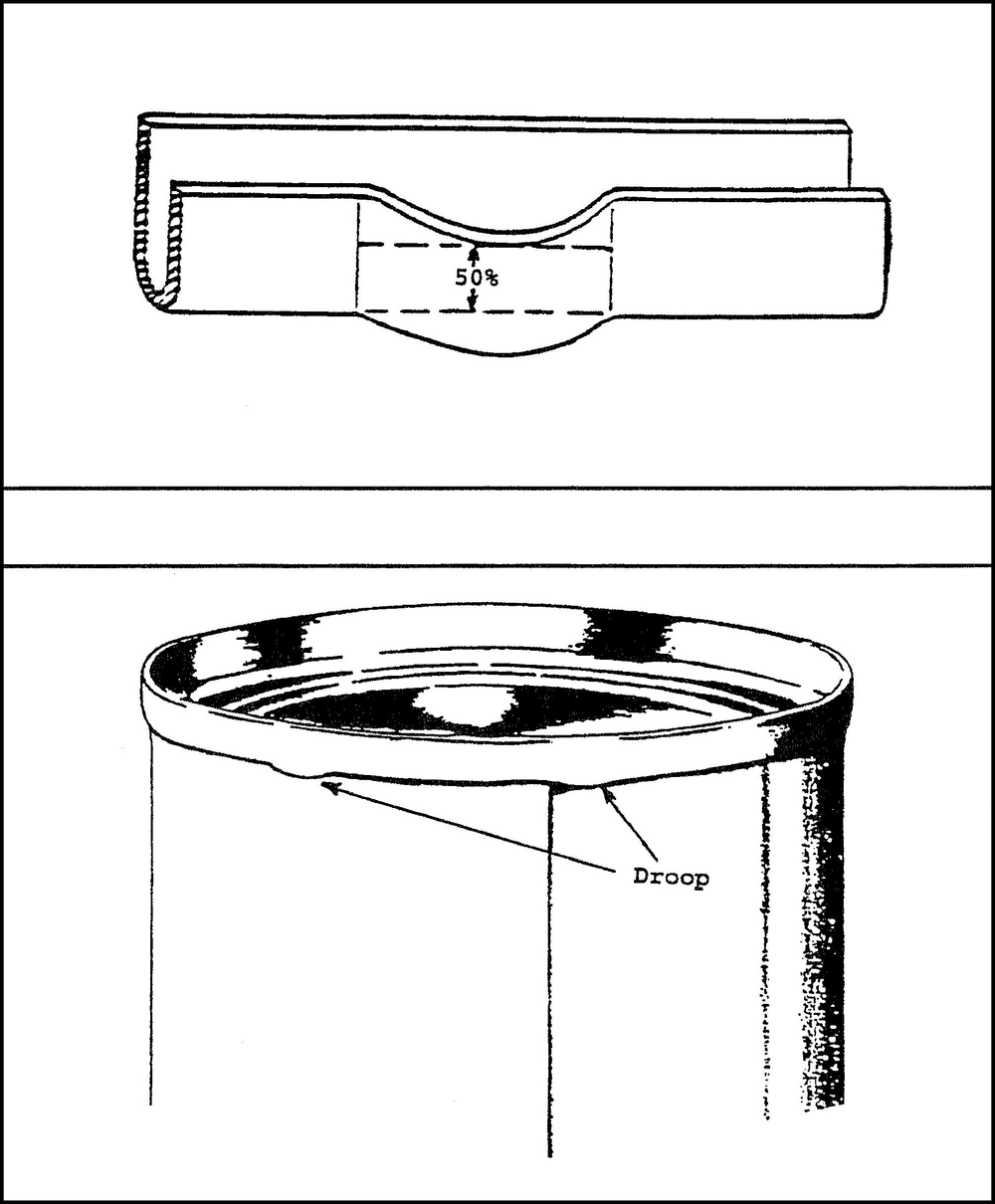
- Vee (Saltar por encima): Son pequeñas protuberancias en forma de V en la parte inferior de la costura. Suelen producirse cerca de la costura lateral de una lata de tres piezas. Demuestran que los rodillos de cierre no podían soportar la misma presión al pasar sobre el metal más pesado de la costura lateral.
- Deadhead (Derrape): Cuando el mandril de costura resbala sobre la tapa de la lata en el proceso de costura, se denomina costura muerta. La costura no está completamente formada porque la lata ha dejado de girar a la velocidad adecuada. Esto puede deberse a la falta de presión del elevador o a un mandril dañado.
- Corte (costura afilada): Se trata de un borde afilado en la parte superior de la costura, normalmente en el interior de la pared del mandril. Este borde afilado muestra que el metal se ha apretado excesivamente entre el rodillo y el mandril. Los cortes pueden provocar la fractura del metal y el fallo instantáneo de la junta.
Los efectos de estos defectos son inmensos. Un lote de fugas puede provocar el deterioro de los productos, la contaminación del entorno en el almacén y, en el peor de los casos, enfermedades transmitidas por los alimentos que pueden perjudicar permanentemente a una marca.
Factores críticos para garantizar la integridad de la costura
Una vez sabido que estos defectos son posibles, la siguiente pregunta que surge es: ¿Cómo evitarlos? Para conseguir un doble cierre de alta calidad, la cerradora, el material y el entorno del proceso deben estar perfectamente alineados.
Configuración mecánica y especificaciones de los materiales
El Seamer es una herramienta fina. Todas las piezas deben calibrarse a una fracción de milímetro.
- Geometría del rodillo y del mandril: Debe comprobarse que los perfiles de los rodillos de cierre no estén desgastados. El perfil del rodillo se erosionará con el tiempo como resultado del contacto metal con metal, lo que dará lugar a costuras sueltas. La mayoría de las instalaciones actuales están revestidas con rodillos revestidos de nitruro de titanio o cerámica para aumentar su vida útil.
- Presión de la placa de elevación: Es la fuerza que hace que el cuerpo de la lata se introduzca en el mandril. Debe estar equilibrada. Si es demasiado baja, la lata patinará. Si es excesiva, el cuerpo de la lata se doblará debido a la carga vertical.
- Material Coherencia: La dureza y el grosor del metal deben ser uniformes. Cuando el extremo metálico es más duro de lo especificado, no cederá a la fuerza de laminado, lo que dará lugar a ganchos poco profundos y solapamientos inadecuados. Una causa frecuente de defectos de doble costura es el cambio a una tapa metálica más barata sin recalibrar la cerradora.
Parámetros del proceso y entorno de producción
La manipulación del producto en la línea antes y durante el proceso de cierre también afecta a la calidad:
- Gestión de solapamientos: El principal indicador de seguridad es el solapamiento. Viene determinado por el tamaño de los ganchos del cuerpo y la cubierta. Las normas técnicas exigen normalmente un solapamiento mínimo del 55% para considerarse seguro.
- Contaminación del producto: En caso de que se derrame comida o líquido sobre la brida antes del sellado, puede quedar atrapado en la junta. Esta trampa no permite que el metal se entrelace y forma una vía de fuga. Esto es especialmente frecuente en líneas de llenado rápido donde es probable que salpiquen líquidos.
- Headspace y Vacío: Durante los procesos de llenado en caliente, la lata sufre un ligero cambio de tamaño debido a los cambios de temperatura. La cerradora debe ajustarse teniendo en cuenta la temperatura del metal durante el tiempo de sellado para mantener constante la compresión.
Lista de comprobación de inspección de tres niveles para la calidad de la costura
Un programa eficaz de garantía de calidad emplea un sistema graduado para identificar los errores antes de que lleguen al consumidor, pasando por la observación no destructiva al examen intenso en laboratorio.
Nivel 1: Inspección visual
Esta es la primera línea de defensa y el operador debe realizarla cada 15-30 minutos. El operador busca indicios externos aparentes de problemas:
- Arañazos o rozaduras en la superficie de la costura.
- Distorsiones localizadas (gotas o venas).
- Bordes agudos en la parte superior de la pared del mandril (recortes).
- Signos de "patinaje" cuando el mandril se ha apoyado contra la tapa. Aunque la inspección visual no puede utilizarse para establecer que una costura es buena, sí puede utilizarse fácilmente para establecer que una costura es mala, y la producción puede detenerse inmediatamente.
Nivel 2: Medición externa
Los técnicos miden las dimensiones externas con la ayuda de equipos especiales, como un micrómetro de costuras o un medidor digital de costuras: grosor de la costura, anchura de la costura y profundidad del avellanado. Estas medidas se registran en un gráfico de control estadístico de procesos (SPC). Cuando el grosor empieza a desviarse, significa que los rodillos de cierre se están desgastando o que los ajustes de presión están cambiando. Esto permite realizar un mantenimiento proactivo en lugar de reactivo.
Nivel 3: Desmontaje/Pruebas destructivas
Así es como se puede comprobar realmente el sellado. Se toma una muestra de cada cabezal de cierre. Un técnico retira físicamente la tapa del gancho del cuerpo con una herramienta conocida como "teardown". Durante el desmontaje, se realizan mediciones de:
Longitud del gancho del cuerpo y de la tapa.
Cálculo del solapamiento.
Clasificación de las arrugas (firmeza): El técnico inspecciona el gancho de la cubierta en busca de arrugas. Un índice de arrugas alto (normalmente superior a 30%) indica que la costura no fue comprimida con suficiente fuerza por el rodillo de segunda operación.
Imágenes transversales: Los monitores de vídeo de la costura se utilizan ahora en muchas plantas de gran volumen. La costura se corta, se pule y se coloca bajo un microscopio. A continuación, todos los parámetros internos se miden automáticamente con una precisión de micras mediante software.
Doble sellado frente a otras tecnologías de sellado
Las latas metálicas utilizadas en la industria son las de doble cierre, por su especial capacidad para soportar altas presiones y temperaturas. No obstante, cuando piense en otros tipos de materiales de envasado o envases, debe conocer las demás tecnologías del mercado.
| Tecnología | Mecanismo | Materiales primarios | Principales desventajas |
|---|---|---|---|
| Doble costura | Enclavamiento mecánico | Estaño, aluminio, PET | Requiere una calibración mecánica precisa. |
| Sellado térmico | Fusión térmica | Envases de plástico, Laminados | Susceptible a "quemaduras" o uniones débiles. |
| Sellado por inducción | Calentamiento electromagnético | Láminas de plástico/vidrio | Sólo funciona con recipientes no metálicos. |
| Sellado por ultrasonidos | Vibración molecular | Termoplásticos, compuestos | Elevado coste del equipo; limitado a materiales específicos. |
Aunque el termosellado es un gran método de envasado flexible, no es tan resistente como el doble cierre. El sellado por inducción ofrece una gran prueba de manipulación y debe tener un envase no metálico para permitir el paso del campo electromagnético.
Elegir el equipo adecuado para cerrar latas
La elección de una cerradora es una inversión de capital a largo plazo. Una decisión inadecuada se traducirá en años de costoso mantenimiento y desperdicio de productos. Su selección debe basarse en los siguientes criterios:
- Escala y velocidad de producción: Ajuste el índice de latas por minuto (CPM) de la máquina a su línea de llenado. Un desequilibrio en este caso forma un cuello de botella en las operaciones. Las cerradoras rotativas con cabezales múltiples son la única solución posible para las líneas de alta velocidad (más de 200 CPM) para garantizar el mismo tiempo de permanencia en cada lata.
- Versatilidad de los contenedores: La flexibilidad de las SKU es una ventaja competitiva en el mercado actual. ¿Es la máquina capaz de trabajar con varios diámetros y alturas? Busque diseños con cambio rápido para que su equipo pueda cambiar mandriles y rodillos en menos de 30 minutos.
- Ingeniería higiénica: En el caso de alimentos y bebidas, la máquina debe tener clasificación Washdown. Esto implica una construcción en acero inoxidable (304 o 316) y un diseño que no tenga puntos muertos donde puedan desarrollarse bacterias o moho.
- Precisión Ingeniería: Investigue las tolerancias de fabricación de la propia cerradora. Las máquinas fabricadas con piezas mecanizadas por CNC y rodamientos de alta calidad son más repetibles, es decir, la lata número 1.000.000 tendrá la misma calidad de costura que la primera.
- Inteligencia e integración: ¿Dispone la máquina de los sensores de ausencia de lata, ausencia de tapa o detección de atasco? ¿Es capaz de exportar datos al sistema ERP de su fábrica? La curva de aprendizaje de los nuevos operarios se ha reducido enormemente con las modernas cerradoras controladas por PLC que disponen de interfaces de pantalla táctil.
El equipo más costoso no es el que tiene el precio más alto, sino el que se avería en temporada alta.
En Levapack, diseñamos nuestros sistemas para cumplir exactamente este estándar dominando la tecnología de doble costura. Utilizamos mecanizado CNC de precisión de 2μm para los componentes críticos e integramos componentes electrónicos de primera clase de Siemens y Schneider. Compatibilidad es nuestra piedra angular.nuestras máquinas están diseñadas para manipular diversos materiales -incluida la hojalata, el aluminio y el PET- y diversos tamaños, desde pequeñas precintadoras de lotes de 10 latas hasta líneas industriales a gran escala. Nuestro objetivo para los clientes es ofrecerles algo más que una máquina; les proporcionamos una solución de línea de producción de envasado a medida.
Cuando elige nuestra tecnología, está invirtiendo en una garantía de 16 meses y una red de asistencia global que garantiza que su línea nunca se detenga. Nuestro equipo de ingenieros aporta más de 15 años de experiencia en montaje manual a cada unidad, lo que garantiza que sus objetivos de producción se cumplan con absoluta seguridad mecánica.
Preguntas frecuentes
¿Con qué frecuencia debo calibrar mi cerradora?
La calibración debe verificarse al comienzo de cada turno. Los rodillos y mandriles deben auditarse al menos una vez cada trimestre, en función de su volumen de producción, y deben someterse a una auditoría mecánica completa.
¿Por qué es más importante el solapamiento que el grosor de la costura?
El grosor puede estar dentro de las especificaciones aunque los ganchos no estén entrelazados. La única medida real de la unión física entre el cuerpo y la tapa es el solapamiento. Si no hay solapamiento, no hay estanqueidad.
¿Puedo cerrar latas de PET con la misma maquinaria que las latas de metal?
Puede aplicarse el mismo principio mecánico, pero los rodillos deben perfilarse de forma especial para su uso en PET. El plástico no actúa como el metal cuando está sometido a presión y necesita un método especial de tacto suave para evitar que se agriete.
¿Afecta el lavado con nitrógeno al doble cierre?
La mecánica de la costura no se ve alterada por el nitrógeno en sí, pero la integración relleno-costura es más complicada. Debe asegurarse de que el oxígeno se elimina en unos milisegundos antes de que comience la operación inicial.
¿Cuál es la causa más común de "fugas" en una nueva configuración?
Normalmente se trata de una presión inadecuada de la placa del elevador o de un rodillo mal alineado en la primera operación. Cuando la operación inicial no posiciona correctamente la curva S, la segunda operación no podrá corregirlo.


