
Een gids voor dubbele naad: Mechanica, kwaliteit en apparatuurkeuze
De laatste grens op het gebied van kwaliteitscontrole is de integriteit van een verpakking. De dubbele naad is al meer dan een eeuw de ultieme standaard voor het afdichten van metalen verpakkingen in de verpakkingsindustrie. In de voedsel- en drankenindustrie is het geen kwestie van mechanisch belang om de technische details van de dubbele naad te kennen, of het nu gaat om een startende ambachtelijke brouwerij of een multinationale voedselverwerker; het is een essentieel onderdeel van voedselveiligheid, houdbaarheid en merkbescherming.
Deze gids gaat in op de mechanische principes van de dubbele naad, de belangrijkste kwaliteitsparameters en biedt een leidraad voor de selectie van apparatuur die het operationele risico tijdens het hele inblikproces vermindert.
Inhoudsopgave
Wat is een dubbele naad in metalen verpakkingen?
Een dubbele naad is een zeer precieze mechanische verbinding die wordt gemaakt door de randen van een blikje en een deksel (uiteinde) in elkaar te laten grijpen tijdens het naaiproces. In tegenstelling tot hitteverzegeling in plastic verpakkingen of friction-fit van een snapcap, is de dubbele naad gebaseerd op de onomkeerbare vervorming van metaallagen om een fysieke barrière te vormen.
Het belangrijkste doel van deze naadbewerking is het creëren van een hermetische afdichting. Technisch gezien is een hermetische afdichting een afdichting die luchtdicht is en volledig ondoordringbaar voor externe verontreinigingen zoals gassen, vocht en micro-organismen. Dankzij deze blikafdichting kunnen bederfelijke producten in de voedingsindustrie jarenlang commercieel steriel blijven bij kamertemperatuur.
De dubbele naad is een driedimensionale architectuur. Het is niet alleen een kwestie van metaal vouwen, maar ook van de ruimtes tussen de vouwen controleren. Een paar micron kan een toegangspunt vormen voor aerobe bacteriën, waaronder Clostridium botulinum, om in het lichaam van het blik te komen na het koelproces. Daarom is het belangrijkste punt van het kwaliteitsmanagementsysteem (QMS) van elke blikkennaadlijn het behoud van de integriteit van de dubbele naad.
Kernonderdelen en basisterminologie
Je moet naadgeometrie spreken om een geautomatiseerde naailijn te kunnen besturen. Elk aspect van een dubbele naad vertelt over de kalibratie van de machine en de prestaties van het materiaal.
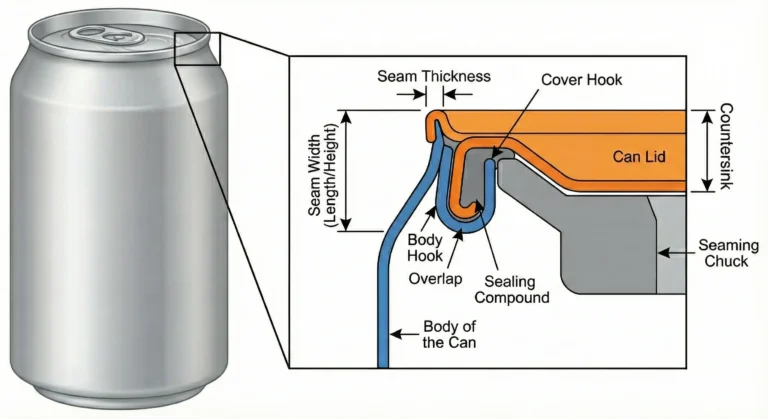
Lichaamshaak: Dit is het deel van het lichaam van de flens dat naar beneden wordt gevouwen tijdens het naaiproces. Het moet een voldoende lange lichaamshaak zijn om overlapping te geven, maar niet te lang om te leiden tot structurele knik.
Dekselhaak (Eindhaak): Dit is het deel van het blikdeksel (de "krul") dat omhoog wordt gevouwen en achter de lichaamshaak wordt geplooid. Een lange dekselhaak zorgt voor een dieper bereik in de vouw en dient als interne afdichting.
Overlapping: Dit is waarschijnlijk de belangrijkste maat bij naadanalyse. De fysieke afstand waarop de dekhaak en de lichaamshaak in elkaar grijpen, staat bekend als de fysieke afstand. Zonder voldoende overlapping mist de naad structurele integriteit.
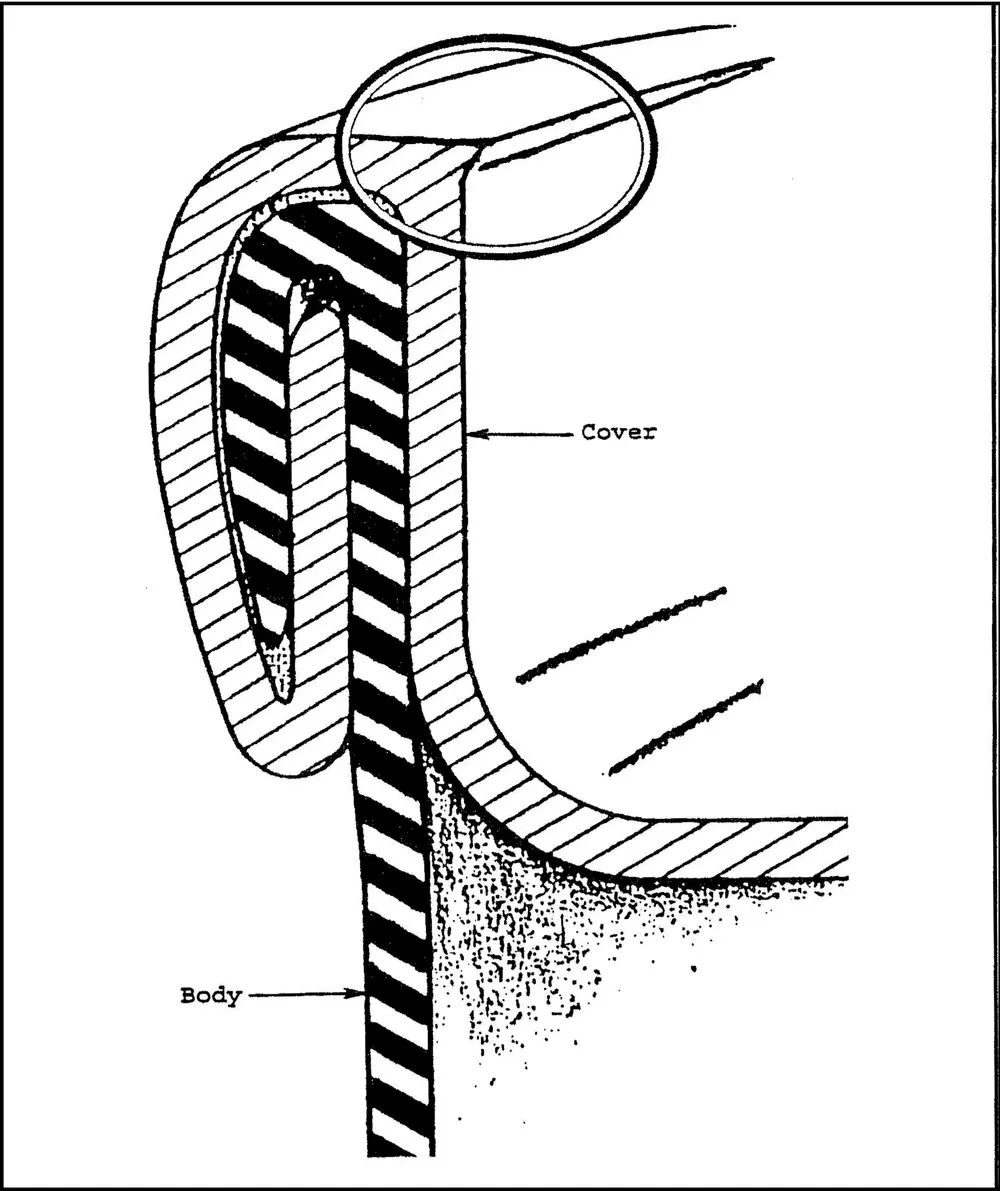
Naaddikte: Dit is de totale breedte van de afgewerkte dubbele naad, die de breedte is van alle vijf lagen metaal (drie lagen van het deksel en twee lagen van de carrosserie). De te grote dikte is meestal een teken van een losse tweede bedieningswals.
SBreedte (lengte/hoogte): Dit is de grootste afmeting van de naad in de richting van de verticale as van het blik. Variaties in de breedte kunnen duiden op problemen met de uitlijning van de rol of op slijtage van de spankop.
Verzinkboor: Dit is de afstand tussen de bovenkant van de dubbele naad en de onderkant van het uiteinde van het blikje. Het is een belangrijke maat omdat het aangeeft in welke mate het deksel van het blikje op de naaimachine past.
Afdichtingsmiddel: Dit is een speciale, taaie coating, meestal een synthetisch rubber of polymeer, die op de krul van het uiteinde van het blik wordt aangebracht voordat het de naaimachine bereikt. Onder de hoge druk van de naadbewerkingDeze verbinding wordt onder de hoge druk van de tweede bewerking in de microscopische holtes tussen de metalen haken geperst en zorgt voor een gasdichte sluiting.
Hoe de dubbele naad wordt gevormd
Het maken van een dubbele naad is een mechanische procedure in twee fasen. Het gaat om de progressieve, geleidelijke vervorming van een tinnen of aluminium verpakking zonder de beschermende afwerkingen te breken of te beschadigen.
De eerste handeling: De vergrendeling maken
Het begint met een blikje, geladen met product, dat op zijn plaats wordt gehesen. De naaiklem wordt in de verzinking van het deksel geplaatst, waardoor het deksel stevig tegen het blikje wordt gedrukt. De naairol van de eerste bewerking gaat dan verder naar het blik.
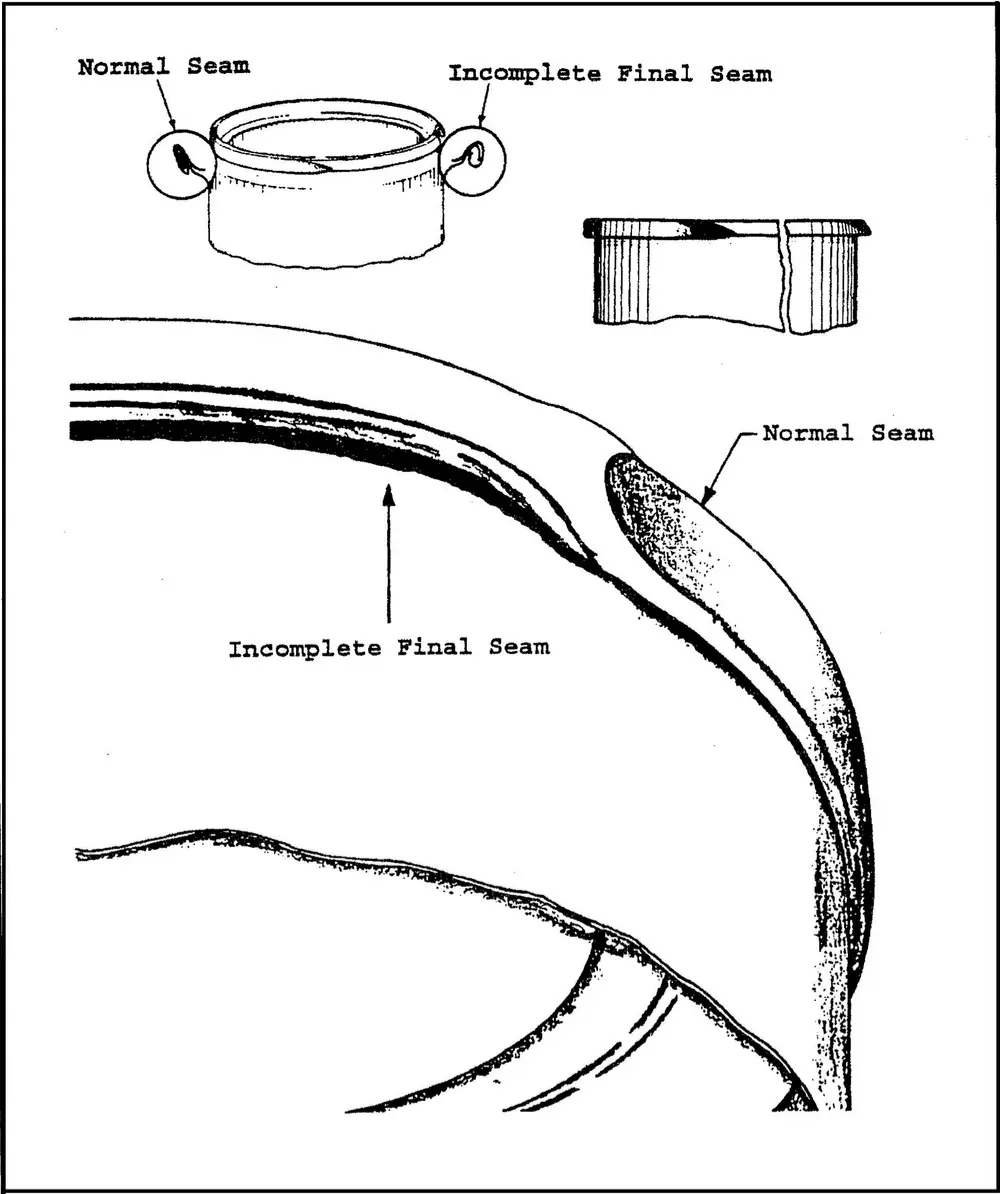
Het walsprofiel van de eerste bewerking is diep en smal. Het doel is om de krul van het deksel langs de flens van het blik te rollen. Het metaal wordt naar een losse haakvorm geleid terwijl het blikje tegen de rol draait. Tegen het einde van deze fase zijn de dekselhaak en de lichaamshaak met elkaar verweven, hoewel de verbinding niet luchtdicht is. Een doorsnede op dit punt geeft een losse S-vorm. De eerste bewerking is erg belangrijk; deze moet strak genoeg zijn zodat de haken niet te kort zijn om elkaar in de tweede bewerking te overlappen.
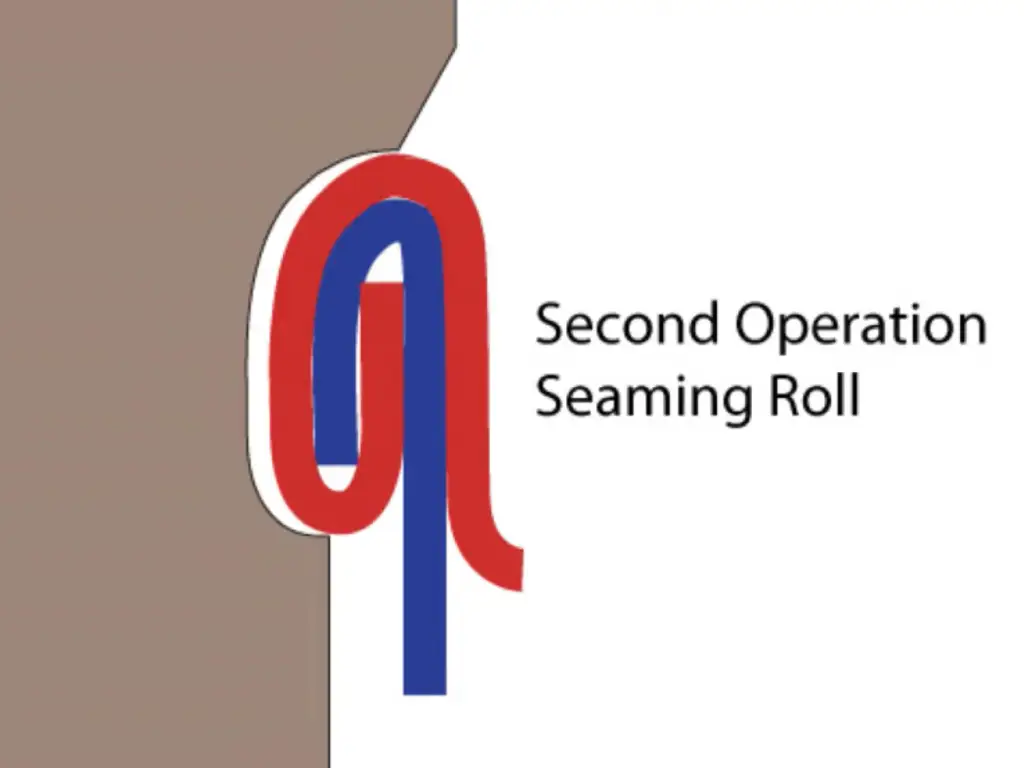
- De tweede bewerking: Eindcompressie
Het profiel van de tweede bedieningswals is vlakker en ondieper. Hij heeft een hogedrukcompressiefunctie. Hij schuift over om de vijflaagse structuur tegen de naaimachine aan te drukken. Deze kracht vermindert de dikte van de naad en dwingt de metalen haken naar elkaar toe.
Nog belangrijker is dat deze compressie ervoor zorgt dat de afdichtingspasta gelijkmatig uitvloeit over de interne holtes van de naad. De tweede bewerking is het omzetten van de losse mechanische verbinding in een vaste, hermetische eenheid. Als de druk te laag is, vult de compound de holtes niet en lekt de compound. Een te hoge druk kan ertoe leiden dat het metaal uitrekt of de compound eruit perst (de zogenaamde compound squeeze), waardoor de levensduur van de afdichting afneemt.

Belangrijkste voordelen van de Double Seaming-technologie
Hoewel er andere soorten verpakkingen zijn ontwikkeld, is de dubbele naad om een aantal redenen nog steeds het meest favoriete type conservering op industriële schaal:
Hoge weerstand tegen interne en externe druk: Metalen blikjes worden vaak gebruikt voor koolzuurhoudende dranken (interne druk) of vacuümverpakte groenten (externe atmosferische druk). De mechanische sterkte om deze krachten zonder defecten te weerstaan, wordt geleverd door de in elkaar grijpende haken van een dubbele naad.
Thermische stabiliteit: De dubbele naad is een volledig mechanische verbinding. Hij is niet gebaseerd op lijmen die kunnen degraderen bij blootstelling aan hoge temperaturen. Hierdoor is het geschikt voor het retortproces waarbij blikken worden blootgesteld aan 121 o C (250 o F) of meer om commerciële steriliteit te bereiken.
- Behoud van productintegriteit: Omdat het dubbelnaadproces koud is (er is geen warmte nodig om het deksel te hechten), is er geen kans op smaakverlies tijdens het sealproces door warmte. Dit is vooral belangrijk bij dranken van hoge kwaliteit en voedingsstoffen die gevoelig zijn.
- Operationeel Doorvoer: Moderne roterende sealmachines kunnen meer dan 1500 blikken per minuut verwerken. Deze schaalbaarheid is ongeëvenaard met de meeste andere sealtechnologieën en daarom is het de meest kosteneffectieve oplossing voor massaproductie.
- Geverifieerde beveiliging: De dubbele naad is een mechanische verbinding die een van de meest onderzochte verbindingen in de techniek is. De faalwijzen zijn goed bekend en gestandaardiseerde inspectieprocedures stellen fabrikanten in staat om de veiligheid van hun producten met wiskundig vertrouwen aan te tonen.
Veel voorkomende gebreken aan dubbele naden en hun gevolgen
Hoewel de meest voorkomende en meest vertrouwde industriestandaard van metalen containers het dubbel naaien is, is het een mechanisch proces en daarom gevoelig voor operationele afwijkingen. Elk mechanisch defect kan leiden tot batchcompromittering.
- Valse naad: Dit is een ernstige fout waarbij de dekhaak en de lichaamshaak niet in elkaar grijpen. Ze worden slechts samengedrukt. Aan de oppervlakte ziet de naad er misschien normaal uit, maar hij heeft geen enkele structurele integriteit en zal lekken bij de minste druk.
- Droop: Een droop is een plaatselijke gladheid of uitsteeksel onderaan de dubbele naad. Dit gebeurt meestal wanneer een deel van de dekhaak afglijdt en niet ingestopt is. Dit vormt een punt waar bacteriën kunnen binnendringen.
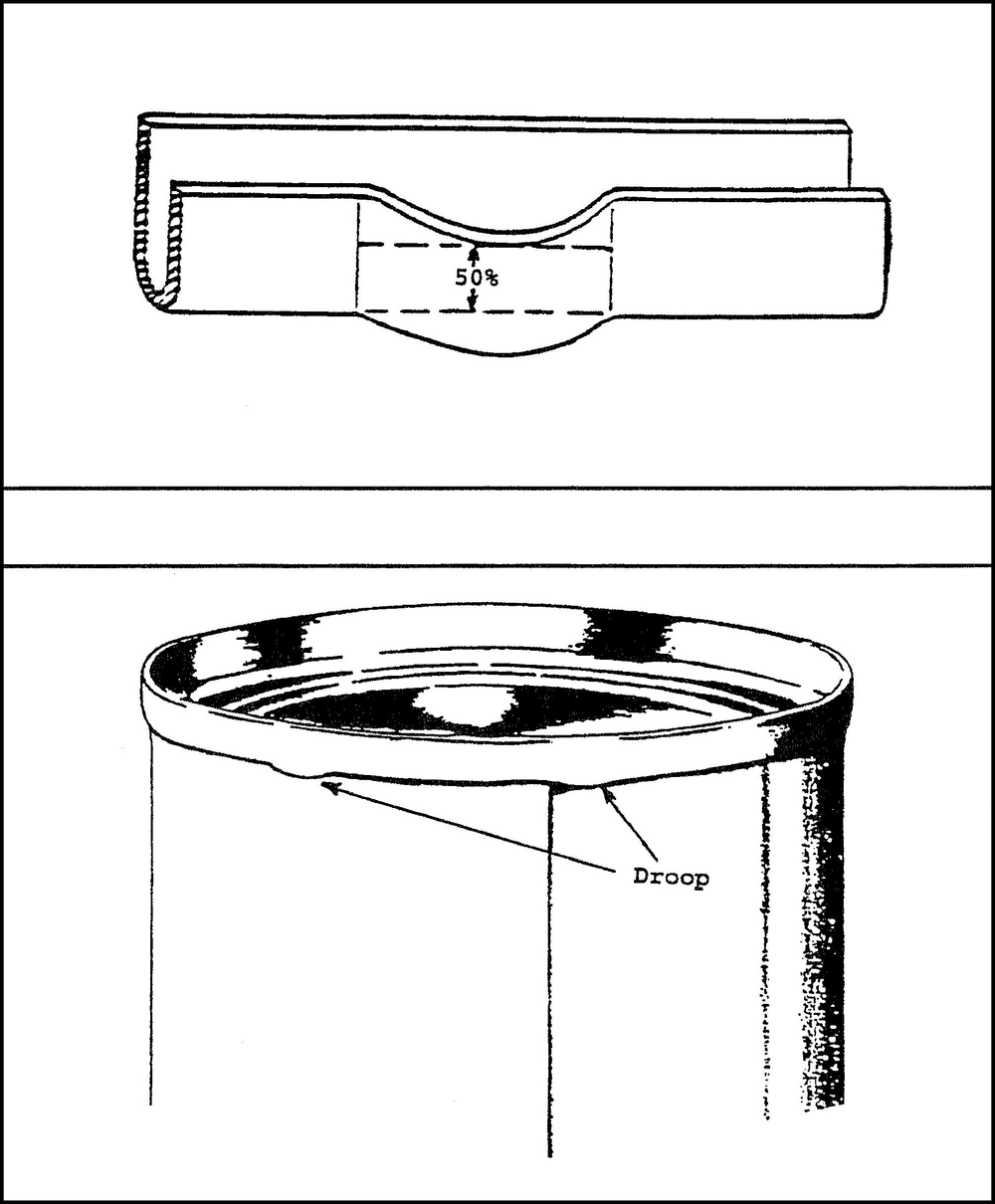
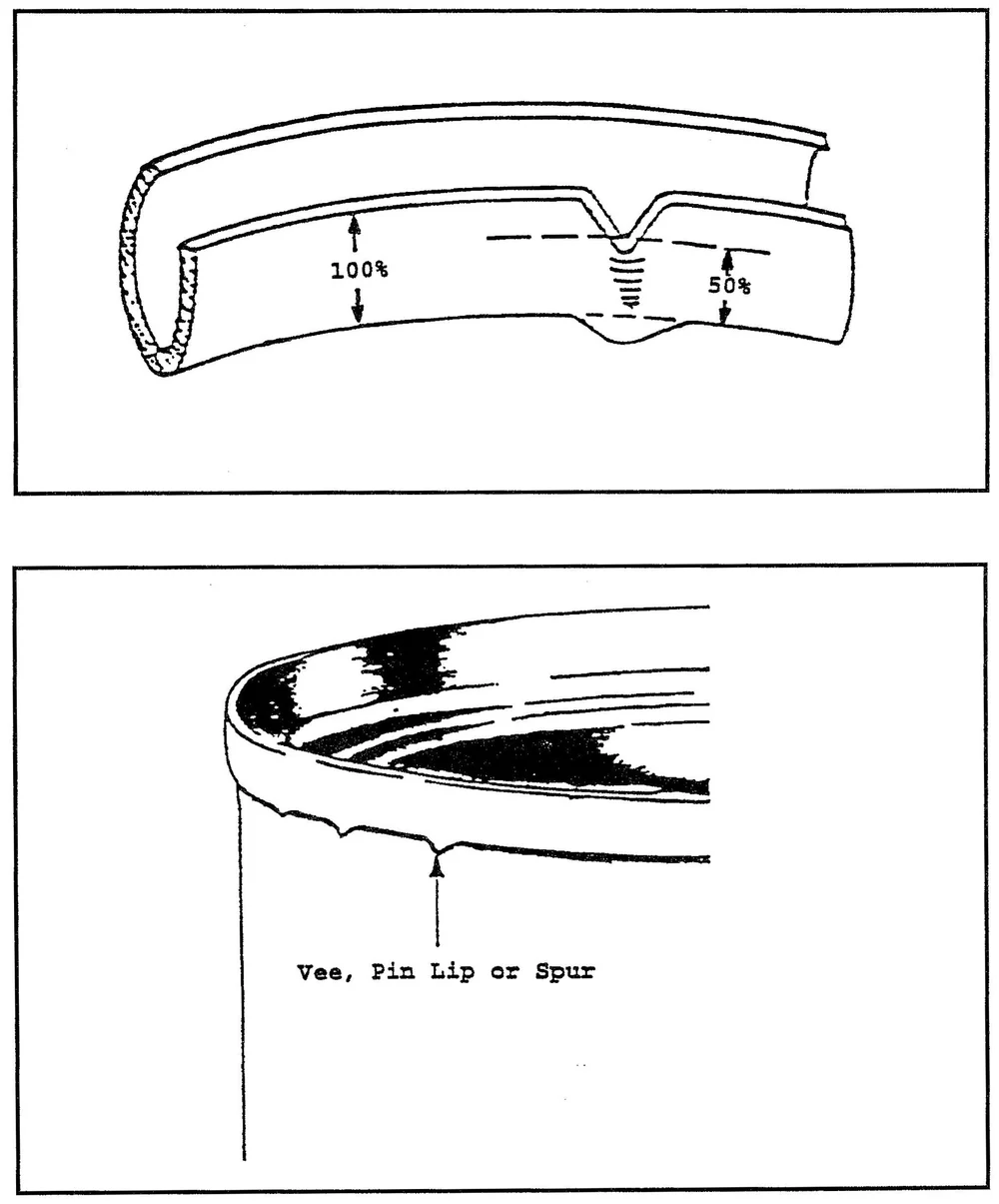
- Vee (Spring over): Dit zijn kleine V-vormige uitsteeksels onderaan de naad. Ze komen meestal voor in de buurt van de zijnaad van een driedelig blikje. Ze tonen aan dat de felsrollen niet dezelfde druk konden uitoefenen op het zwaardere metaal van de zijnaad.
- Dode kop (slip): Als de naaimachine tijdens het naaien op het deksel van het blikje glijdt, wordt dit een deadhead genoemd. De naad is niet volledig gevormd omdat het blikje niet meer op de juiste snelheid draait. Dit kan te wijten zijn aan een gebrek aan lifterdruk of een beschadigde klauwplaat.
- Cutover (scherpe naad): Dit is een scherpe rand aan de bovenkant van de naad, meestal aan de binnenkant van de klauwplaatwand. Deze scherpe rand geeft aan dat het metaal te veel is samengedrukt tussen de wals en de klauwplaat. Snijwonden kunnen leiden tot metaalbreuk en onmiddellijke afdichtingsfalen.
De gevolgen van deze gebreken zijn immens. Eén partij lekkende producten kan bederf van producten veroorzaken, besmetting van de omgeving in het magazijn en in het ergste geval door voedsel overgedragen ziekten die een merk permanent kunnen beschadigen.
Kritische factoren om de integriteit van de naad te garanderen
Nu we weten dat deze defecten mogelijk zijn, is de volgende vraag: Hoe voorkomen we ze? Om dubbele naden van hoge kwaliteit te krijgen, moeten de naaimachine, het materiaal en de procesomgeving perfect op elkaar zijn afgestemd.
Mechanische opstelling en materiaalspecificaties
De Seamer is een fijn gereedschap. Alle onderdelen moeten op een fractie van een millimeter nauwkeurig worden gekalibreerd.
- Rol- en klauwplaatgeometrie: De profielen van de rol moeten worden gecontroleerd om er zeker van te zijn dat ze niet versleten zijn. Het walsprofiel zal na verloop van tijd eroderen als gevolg van metaal op metaal contact, wat resulteert in losse naden. De meeste van de huidige installaties zijn bekleed met rollen met een coating van titaniumnitride of keramiek om hun levensduur te verlengen.
- Druk op de hefplaat: Dit is de kracht die ervoor zorgt dat het blikje in de klauwplaat wordt geduwd. Deze moet in balans zijn. Als de kracht te laag is, gaat het blikje slippen (deadhead). Als de kracht te groot is, zal het blikje knikken door de verticale belasting.
- Materiaal Consistentie: De hardheid en dikte van het metaal moeten uniform zijn. Als het metalen uiteinde harder is dan de specificatie, zal het niet meegeven met de walskracht wat resulteert in ondiepe haken en onvoldoende overlap. Een veel voorkomende oorzaak van dubbele naaddefecten is het gebruik van een goedkoper metalen deksel zonder de naaimachine opnieuw af te stellen.
Procesparameters en productieomgeving
De behandeling van het product op de lijn voor en tijdens het naaiproces beïnvloedt ook de kwaliteit:
- Overlappingsbeheer: De belangrijkste veiligheidsindicator is Overlap. Deze wordt bepaald door de grootte van de carrosserie- en afdekhaken. Technische normen vereisen normaal gesproken een overlap van minimaal 55 procent om als veilig te worden beschouwd.
- Productverontreiniging: Als er voedsel of vloeistof op de flens wordt gemorst voordat deze wordt gelast, kan dit in de lasnaad terechtkomen. Deze val laat het metaal niet in elkaar grijpen en vormt een lekroute. Dit komt vooral voor bij snelvullijnen waar vloeistoffen kunnen spatten.
- Headspace en Vacuüm: Tijdens heet afvulproces ondergaat het blikje een kleine verandering in grootte door temperatuursveranderingen. De naaimachine moet worden aangepast aan de temperatuur van het metaal tijdens het sealen om de compressie constant te houden.
Inspectiecontrolelijst op drie niveaus voor naadkwaliteit
Een effectief kwaliteitsgarantieprogramma maakt gebruik van een gegradeerd systeem om fouten op te sporen voordat ze de consument bereiken, van niet-destructieve observatie tot intensief laboratoriumonderzoek.
Niveau 1: Visuele inspectie
Dit is de eerste verdedigingslinie en moet door de operator na elke 15-30 minuten worden gedaan. De operator zoekt naar duidelijke externe aanwijzingen van problemen:
- Krassen of schaafplekken op het naadoppervlak.
- Plaatselijke vervormingen (druppels of aders).
- Scherpe randen aan de bovenkant van de klauwplaatwand (cutovers).
- Tekenen van "slippen" waar de klauwplaat tegen het deksel is geslepen. Hoewel visuele inspectie niet kan worden gebruikt om vast te stellen dat een naad goed is, kan het gemakkelijk worden gebruikt om vast te stellen dat een naad slecht is en kan de productie onmiddellijk worden gestopt.
Niveau 2: Externe meting
Technici meten de externe afmetingen met behulp van speciale apparatuur zoals een naadmicrometer of een digitale naadmeter: naaddikte, naadbreedte en verzinkdiepte. Deze worden gemeten in een Statistical Process Control (SPC) grafiek. Als de dikte begint af te wijken, betekent dit dat de felsrollen versleten zijn of dat de drukinstellingen veranderen. Dit maakt proactief onderhoud mogelijk in plaats van reactief onderhoud.
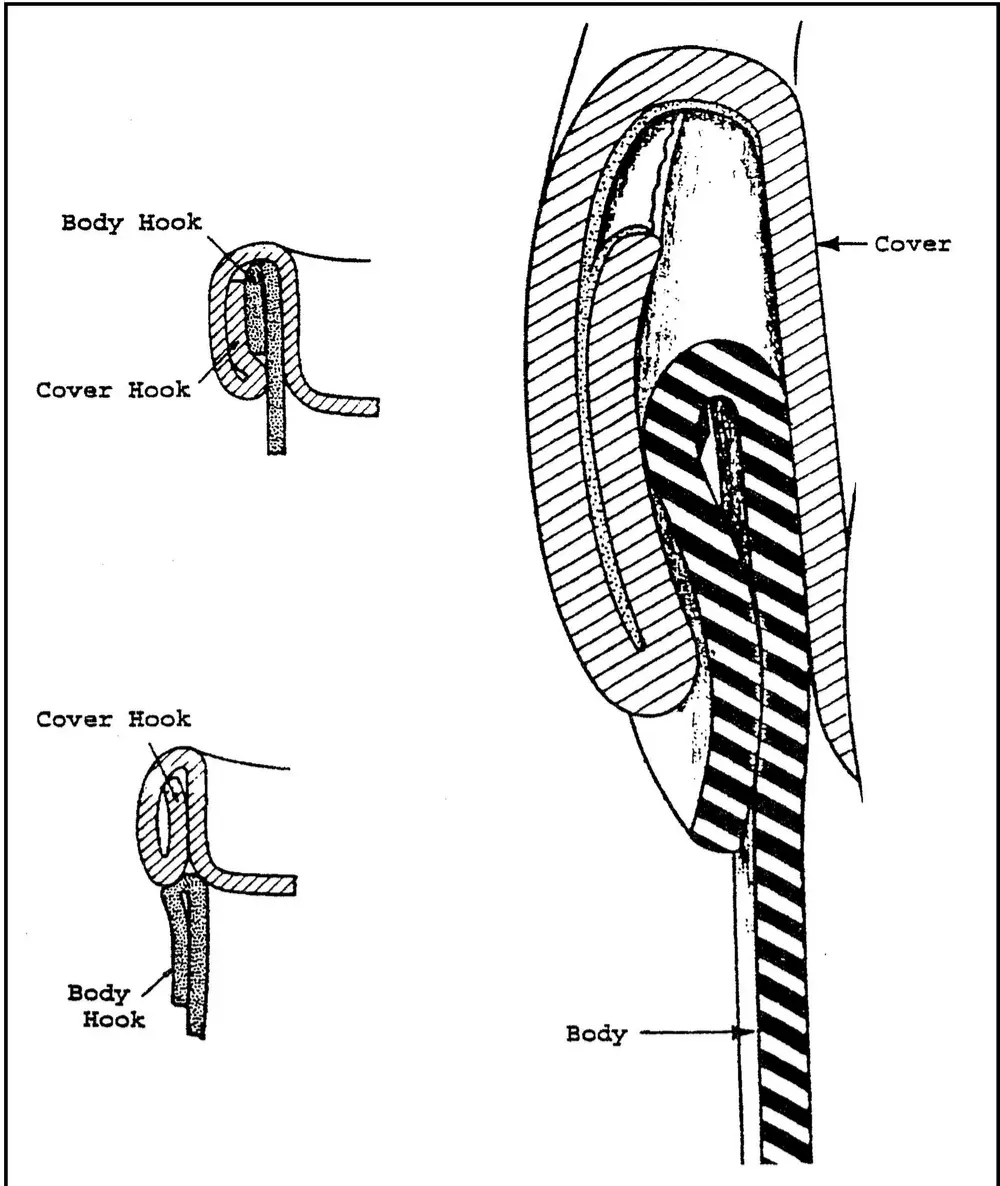
Niveau 3: Sloop/destructief onderzoek
Zo kan de afdichting echt worden gecontroleerd. Van elke naaikop wordt een monster genomen. Een technicus verwijdert de dekhaak van de lichaamshaak fysiek met een gereedschap dat bekend staat als een teardown. Tijdens een teardown werden metingen gedaan van:
Haaklengte van de body en de cover.
Berekening van overlap.
Rimpelscore (strakheid): De technicus inspecteert de coverhaak op rimpels. Een hoge kreukwaarde (meestal meer dan 30%) geeft aan dat de naad niet strak genoeg werd samengedrukt door de tweede bedieningsrol.
Transversale beeldvorming: Video naadmonitoren worden nu in veel volumefabrieken gebruikt. De naad wordt gesneden, gepolijst en onder een microscoop gelegd. Alle interne parameters worden dan automatisch gemeten met een nauwkeurigheid op microniveau met behulp van software.
Dubbele naadafdichting vs. andere afdichtingstechnieken
De metalen blikken die in de industrie worden gebruikt, zijn de dubbelnaadse vanwege hun speciale capaciteit om hoge drukken en temperaturen te weerstaan. Als je echter denkt aan andere soorten verpakkingsmaterialen of containers, moet je je bewust zijn van de andere technologieën op de markt.
| Technologie | Mechanisme | Primaire materialen | Belangrijkste nadeel |
|---|---|---|---|
| Dubbele naad | Mechanische vergrendeling | Tin, aluminium, PET | Vereist nauwkeurige mechanische kalibratie. |
| Hitteafdichting | Thermische fusie | Plastic verpakkingen, Laminaten | Gevoelig voor "doorbranden" of zwakke verbindingen. |
| Inductie Afdichting | Elektromagnetische verwarming | Folievoeringen op plastic/glas | Werkt alleen met niet-metalen containers. |
| Ultrasoon afdichten | Moleculaire trilling | Thermoplasten, composieten | Hoge materiaalkosten; beperkt tot specifieke materialen. |
Hoewel heatsealen een geweldige flexibele verpakkingsmethode is, is het niet zo sterk als een dubbele naad. Inductiesealen biedt een goede beveiliging tegen knoeien en moet een niet-metalen verpakking hebben om het elektromagnetische veld door te laten.
De juiste apparatuur voor blikjes stikken kiezen
De keuze van een naaimachine is een kapitaalinvestering op lange termijn. Een verkeerde beslissing leidt tot jarenlang duur onderhoud en verspilling van producten. Uw keuze moet gebaseerd zijn op de volgende criteria:
- Productieschaal en -snelheid: Pas de Cans Per Minute (CPM)-classificatie van de machine aan uw afvullijn aan. Een onbalans vormt in dit geval een knelpunt in de werkzaamheden. Roterende naaimachines met meerdere koppen zijn de enige mogelijke oplossing voor lijnen met hoge snelheden (meer dan 200 CPM) om dezelfde verblijftijd op elk blik te garanderen.
- Veelzijdigheid van containers: SKU-flexibiliteit is een concurrentievoordeel in de huidige markt. Kan de machine met verschillende diameters en hoogtes werken? Zoek ontwerpen met Quick Changeover, zodat je team binnen 30 minuten van klauwplaat en rol kan wisselen.
- Hygiënische techniek: In het geval van voedsel en dranken moet de machine een Washdown Rated hebben. Dit betekent een roestvrijstalen constructie (304 of 316) en een ontwerp dat geen dode hoeken heeft waar bacteriën of schimmel zich kunnen ontwikkelen.
- Precisie Techniek: Onderzoek de productietoleranties van de naaimachine zelf. Machines die zijn gemaakt met CNC-bewerkte onderdelen en lagers van hoge kwaliteit zijn beter herhaalbaar, d.w.z. het 1.000.000ste blikje zal dezelfde kwaliteit naad hebben als het eerste.
- Intelligentie en integratie: Heeft de machine de sensoren No Can, No Cover of Jam Detection? Kan de machine gegevens exporteren naar het ERP-systeem van uw fabriek? De leercurve van nieuwe operators is sterk verminderd met moderne PLC-gestuurde naaimachines met touch-screen interfaces.
De duurste apparatuur is niet de apparatuur met het hoogste prijskaartje, maar de apparatuur die kapot gaat tijdens het hoogseizoen.
Bij Levapack, we ontwerpen onze systemen om precies aan deze standaard te voldoen door de dubbele naad technologie te beheersen. We maken gebruik van 2 μm CNC precisiebewerking voor kritieke onderdelen en integreren elektronica van wereldklasse van Siemens en Schneider. Compatibiliteit is onze hoeksteen.Onze machines zijn ontworpen voor verschillende materialen, waaronder blik, aluminium en PET, en voor verschillende formaten, van kleine batchsealers voor 10 blikken tot grootschalige industriële lijnen. Ons doel voor klanten is om meer te bieden dan alleen een machine; wij bieden een op maat gemaakte verpakkingsproductielijn oplossing voor u.
Als u voor onze technologie kiest, investeert u in een garantie van 16 maanden en een wereldwijd ondersteuningsnetwerk dat ervoor zorgt dat uw lijn nooit stopt. Ons team van ingenieurs brengt meer dan 15 jaar ervaring in handmatige assemblage in elke eenheid, zodat uw productiedoelen worden gehaald met absolute mechanische zekerheid.
FAQs
Hoe vaak moet ik mijn naaimachine kalibreren?
De kalibratie moet aan het begin van elke dienst worden gecontroleerd. Rollen en klauwplaten moeten minstens één keer per kwartaal worden gecontroleerd, afhankelijk van het productievolume, en moeten volledig mechanisch worden gecontroleerd.
Waarom is overlap belangrijker dan de dikte van de naad?
De dikte kan binnen de specificaties vallen, zelfs als de haken niet in elkaar grijpen. De enige echte maat voor de fysieke verbinding tussen de body en het deksel is overlap. Als er geen overlap is, is er geen afdichting.
Kan ik PET-blikken op dezelfde manier naaien als metalen blikken?
Hetzelfde mechanische principe kan worden toegepast, maar de rollen moeten op een speciale manier worden geprofileerd voor gebruik in PET. Plastic gedraagt zich onder druk niet als metaal en heeft een speciale zacht aanvoelende methode nodig om scheuren te voorkomen.
Heeft stikstofspoeling invloed op de dubbele naad?
Het naadmechanisme wordt niet veranderd door de stikstof zelf, maar de integratie tussen vulstof en naden is ingewikkelder. U moet ervoor zorgen dat de zuurstof binnen enkele milliseconden wordt verwijderd voordat de eerste bewerking begint.
Wat is de meest voorkomende oorzaak van "lekken" in een nieuwe opstelling?
Het is meestal een onjuiste druk op de lichterplaat of een onjuist uitgelijnde rol bij de eerste bewerking. Als de S-curve bij de eerste operatie niet goed gepositioneerd is, kan dit bij de tweede operatie niet gecorrigeerd worden.


