Un doble cierre no es sólo un cierre en la industria conservera, es la barrera más importante entre su producto y el mundo exterior. En el caso de los fabricantes de alimentos, bebidas y productos industriales, la integridad del producto de esta costura determina la vida útil, la seguridad y la reputación de la marca.
No obstante, la mayoría de los responsables de control de calidad e ingenieros de línea abordan la cuestión de la inspección de la doble costura desde una perspectiva reactiva. Prestan mucha atención a los defectos de doble costura: registran las mediciones, registran el fallo y desechan el producto. La medición no es la respuesta, aunque es una parte vital del proceso de control de calidad.
Para tener cero defectos, necesita cambiar su mentalidad hacia la inspección a la optimización. Los datos de una inspección de doble costura no son sólo una calificación de apto/no apto, sino un informe de diagnóstico de la salud de su máquina de coser. Cualquier cambio en el grosor de la costura, el solapamiento o la longitud del gancho del cuerpo es una indicación directa de que es necesario cambiar una pieza mecánica concreta, un rodillo, un elevador o un mandril de cierre.
La guía está dirigida a directores de producción e ingenieros que deseen salvar la distancia entre los datos de inspección de las costuras y la mecánica de las máquinas. Estudiaremos la forma de convertir las mediciones de calidad del producto en cambios mecánicos que puedan aplicarse, para que su línea de producción funcione con precisión y eficacia.
Definición básica de doble costura
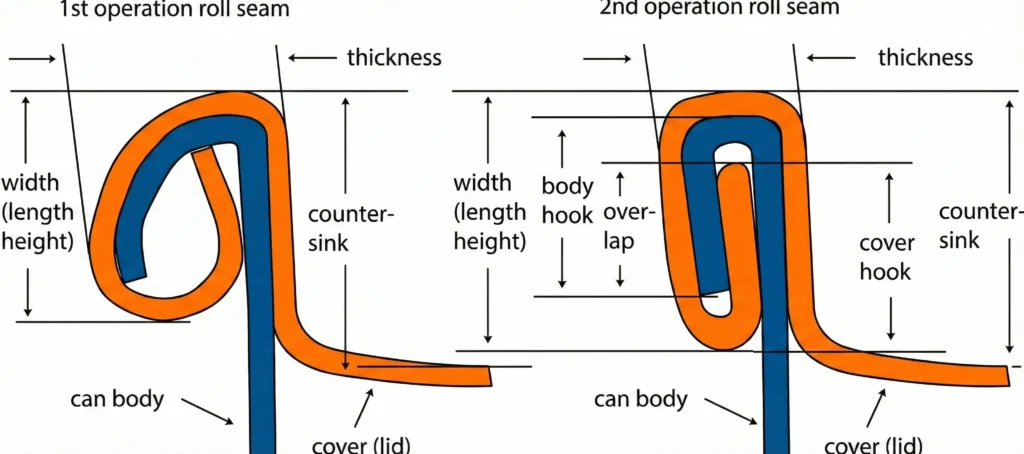
La doble costura es un cierre hermético que se crea entrelazando mecánicamente 5 capas de metal. Estas capas son tres capas de los extremos de la lata (la tapa) y dos capas del cuerpo de la lata. Básicamente, estas piezas de metal deben doblarse correctamente para evitar fugas.
El proceso de costura se realiza en dos operaciones. La estructura inicial se forma enrollando el gancho de la funda alrededor del gancho del cuerpo en la primera operación. Estas capas se aprietan entre sí para formar un cierre hermético al gas en la segunda operación. Este enclavamiento mecánico es lo que hay que entender para diagnosticar el fallo de una costura. En caso de que el solapamiento físico de estas cinco capas no sea suficiente, o la formación de la segunda operación sea demasiado floja, se acabará teniendo una doble costura con fugas.
Cómo inspeccionar: Métodos visuales y destructivos
El control de calidad debe realizarse en dos vertientes: en primer lugar, inspecciones visuales periódicas no destructivas para detectar fallos graves y, en segundo lugar, pruebas destructivas periódicas para garantizar la integridad interna utilizando equipos especializados de inspección de costuras.
- Inspección visual (no destructiva)
Frecuencia: Cada 15-30 minutos en la estación de costura.
Propósito: Detectar fallos graves de la máquina o "Deriva" con la suficiente antelación antes de que se convierta en algo crítico.
Los operarios deben girar físicamente la lata y tocar la costura. Usted está buscando:
- Droop: Una proyección suave de la costura hacia abajo en el cruce.
- Vee: Un saliente agudo en forma de "V", que suele indicar una costura suelta en la primera operación.
- Costura afilada: Un borde afilado en el borde superior del cuerpo de la lata dentro de la parte superior de la costura (indica problemas de mandril).
- Skidders/Cabezudos: Evidencia de que la lata se deslizó durante la doble costura.
- Inspección de desmontaje (destructiva)
Frecuencia: Al inicio del turno (First-off), cambio de turno, y después de cada 4 horas.
Propósito: Para medir los componentes internos de doble costura y el índice de estanqueidad.
El procedimiento:
- Seccionamiento: Con una sierra especial para costuras, corte una sección transversal de la costura. Esto le permitirá colocar la lata en el equipo de inspección de costuras de latas para medir la superposición, el gancho del cuerpo y el gancho de la tapa.
- Decapado: Despegue el resto del gancho de la tapa del cuerpo de la lata utilizando un pelacosturas (o unas tenazas).
- Índice de estanqueidad: Compruebe el interior del gancho del cuerpo de la lata y el gancho de la tapa extraída. Verá que algunas operaciones de costura han dejado arrugas. Una impresión de costura importante suele ser una buena señal.
- Sin arrugas (100% Estrechez): Ideal (o incluso demasiado ajustado).
- Ligeras arrugas (90% Estanqueidad): Indicación normal de tensión adecuada.
- Arrugas profundas que se extienden hasta la parte inferior (Suelto): FRACASO.
Vinculación de las métricas de inspección con la mecánica de la cerradora
Ahora que ya tienes tus medidas, ¿cómo las utilizas?
Sus costuras deben tener un cierto margen de tolerancia para cumplir los requisitos normativos como la FDA (21 CFR 113) o las normas industriales como la ISBT. Pero ver un número fuera de especificación no es ni la mitad de la batalla. Debe saber qué tornillo girar.
Los Estándares Críticos de la Industria (Zonas Seguras) están directamente mapeados a los Componentes de la Máquina que los controlan en la siguiente tabla. Este es su principal razonamiento de diagnóstico para la calidad de la doble costura.
| Parámetro y zona segura (estándar) | Definición y su importancia | Control de piezas de la máquina |
| Gancho para el cuerpo(Espec ± 0,15 mm) | Def: Brida doblada hacia abajo. Criticidad: Esencial para crear la estructura de enclavamiento. | Primer rollo de operación (Altura y profundidad de la ranura). |
| Solapamiento(> 1,0 mm / 0,040″) | Def: Longitud de enclavamiento entre ganchos. Criticidad: La principal barrera contra la entrada de bacterias (fugas). | Rodillo de segunda operación y presión del elevador (primario) También se ve afectada por la geometría de la 1ª Op. |
| Tensión(> 75% - 80%) | Def: Ausencia de arrugas en el gancho de la cubierta. Criticidad: Garantiza que el compuesto de sellado rellene los huecos. | Segundo rollo de operación Perfil (Ajuste de apriete y presión del muelle). |
| Avellanador(Espec ± 0,15 mm) | Def: Profundidad desde la parte superior de la costura hasta el suelo de la tapa. Criticidad: Afecta a la fuerza de la costura y a la resistencia a la presión. | Altura y alineación del mandril (y la estabilidad del muelle del elevador). |
| Gancho de tapa (Espec ± 0,15 mm) | Def: Curvatura del párpado hacia arriba. Criticidad: Funciona con Body Hook para crear superposiciones. | Primer rollo de operación (Interactúa con Chuck) |
La primera operación: Formación de los ganchos (gancho del cuerpo y de la tapa)
La doble costura se basa en la primera operación. Decide cuánto material queda para utilizar en el cierre final. En concreto, constituye el gancho del cuerpo y el gancho de la tapa. Estas son las dos estructuras metálicas que finalmente tendrán que conectarse entre sí. Una buena costura en la primera operación es crucial, si son demasiado cortas o están deformadas en esta fase, la segunda operación no podrá rescatar la lata.
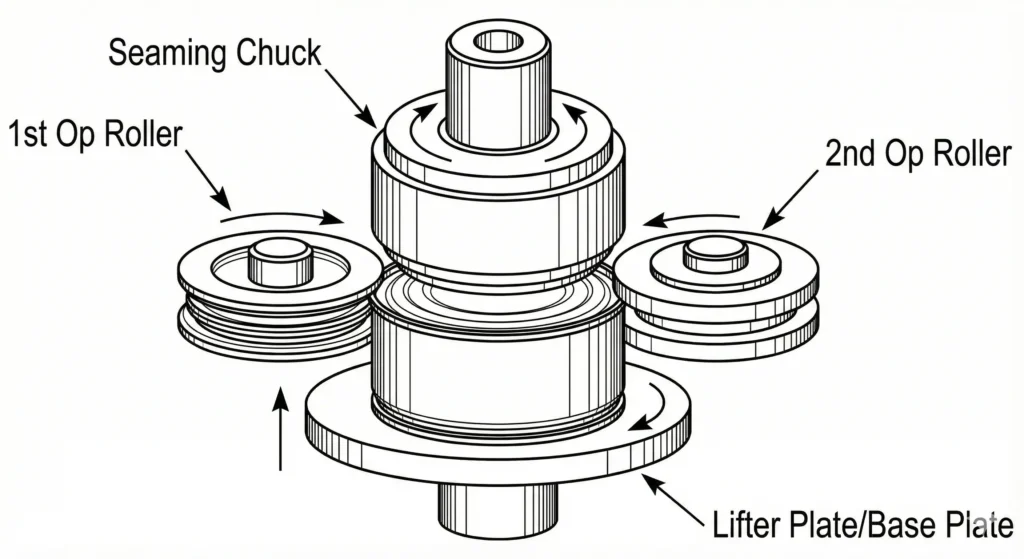
Estos ganchos son producidos únicamente por el primer rodillo de operación. El rodillo fuerza la curvatura de la tapa por debajo del borde de la pestaña del cuerpo de la lata. La cantidad de material curvado depende de la profundidad del rodillo en comparación con el mandril (altura del pasador) y del perfil de la ranura del rodillo.
En caso de que su Gancho de Cuerpo no sea consistente, no mire el segundo rollo de operación. Debe comprobar el primer rodillo de funcionamiento. ¿Se tambalea el rodillo debido al desgaste del cojinete? ¿La leva de accionamiento del rodillo ejerce una presión uniforme?
La segunda operación: Creación del sello (solapamiento y estanqueidad)
Los ganchos quedan sueltos una vez formados. En la segunda operación se produce el solapamiento (la distancia real de sellado) y la estanqueidad de la costura (la compresión del compuesto sellador). El solapamiento no puede medirse directamente sin cortar la lata, pero se calcula utilizando la longitud de los ganchos y el grosor de la costura. La estanqueidad se determina pelando la costura y examinando el gancho de la tapa para ver si tiene arrugas.
El segundo rodillo de funcionamiento lo controla. El perfil de este rodillo es más plano que el del primero. Su tarea consiste en alisar los pliegues realizados en el primer paso para crear una costura ajustada.
Uno de los errores que se cometen es aplicar una cantidad incorrecta de presión, en este caso para sellar una fuga. Una presión excesiva puede estirar demasiado el metal, creando una costura floja o disminuyendo el solape (un defecto conocido como planchado). El objetivo es una compresión adecuada. Esto implica un cabezal de cierre estable. Cuando la presión del rodillo varía como resultado de un control ineficaz del motor, se observará un apriete desigual en una sola tirada de producción.
La base estructural: Avellanado y altura de la costura
La distancia entre la parte superior de la costura y el panel plano de la tapa es la profundidad de avellanado. La medida vertical de las dimensiones externas es la altura de la costura.
Estas medidas son las señales de la estabilidad vertical de su máquina. El mandril de costura (cabezal de la prensa) y el elevador (placa base) las controlan.
La tapa es sujetada por el mandril y el cuerpo de la lata es empujado hacia arriba por el elevador. Cuando el muelle del elevador es demasiado débil, la lata patinará o se caerá en la costura, y el gancho del cuerpo será largo y la altura de la costura corta. A menos que el mandril esté perfectamente centrado en los rodillos, el avellanado será desigual alrededor del diámetro.
Guía de resolución de problemas: Diagnóstico de averías en máquinas a partir de datos de inspección
Un defecto detectado por el equipo de inspección provocará la parada de la cadena de producción. Cuanto antes identifique la causa del problema, menos pagará en términos de tiempo de inactividad. A continuación se ofrece una hoja de ruta para traducir los datos de defectos comunes en soluciones mecánicas.
| Defecto detectado | Causa mecánica probable |
| Costura afilada | Mandril demasiado bajo o labio del mandril desgastado. |
| Bajo solapamiento | Rodillo de segunda operación suelto o presión del elevador baja. |
| Falsa costura | Brida dañada o juego del rodamiento (bamboleo). |
| Deadhead (Skidder) | La presión del elevador es demasiado baja o el mandril patina. |
Fijación de costuras afiladas ajustando la alineación del mandril
Se puede notar un borde afilado en el borde interior superior de la costura. Esto es peligroso para el consumidor y suele cortar la costura, lo que provoca fugas instantáneas. Casi siempre se trata de un problema de Chuck.
- Compruebe la alineación vertical: Es probable que el mandril esté demasiado bajo en relación con los rodillos. Esto hace que el metal se doble sobre el labio del mandril con demasiada violencia. Tiene que aumentar el ajuste de la altura del pasador.
- Inspeccionar el desgaste: Examine el borde del mandril. Si el borde está astillado o desgastado de forma desigual, cortará el metal.
Solucionar el bajo solapamiento mediante el apriete de los rodillos
El cálculo indica que no hay suficiente solapamiento (menos de 1,0 mm o cualquiera que sea su norma). Esto implica que los ganchos no están enganchando lo suficientemente profundo. Esto implica una verificación en varios pasos, a menudo comprobando el radio del gancho de la tapa.
- Compruebe la presión del elevador: Cuando la lata se desliza hacia abajo, no se forma el gancho del cuerpo. Aplique más tensión al muelle de la placa base.
- Ajustar rollo de segunda operación: Cuando los ganchos no se solapan pero son lo suficientemente largos, el rodillo de la segunda operación no puede presionar lo suficientemente profundo. El rodillo debe ser apretado para asegurar una cresta de presión visible.
- Advertencia: No apriete demasiado. Un apriete excesivo provoca el estiramiento del metal y la reducción del solape. Es un equilibrio fino que necesita un bastidor de máquina estable.
Corrección de juntas falsas: Problemas de cojinetes y bridas
La costura parece impecable por fuera, pero al desmontarla se ve que el gancho del cuerpo y el de la tapa ni siquiera se tocan. La lata no está sellada. Se trata de un grave fallo de seguridad. Suele deberse a una inclinación mecánica o a un desajuste en el ciclo.
- Compruebe los rodamientos: Cuando los rodamientos de rodillos son juguetones, el rodillo puede rebotar cuando golpea la costura de la lata y no se comprime.
- Compruebe la alimentación: Si la pestaña de la lata se dobla antes de golpear la cerradora, los ganchos no se engancharán. Compruebe la rueda de estrella y la sincronización de la torreta.
Protocolo de calidad integrado: Configuración diaria y flujo de trabajo de inspección
La rutina es la consecuencia de la coherencia. Para reducir los defectos, tiene que hacer que la inspección del doble cierre forme parte del flujo de trabajo diario de preparación de la máquina. Este protocolo le lleva del negocio de atrapar latas defectuosas al negocio de prevenir latas defectuosas.
Fase 1: Comprobación de la máquina antes del arranque (método visual)
El operario debe realizar una auditoría visual antes de que la máquina ejecute una lata. No se mide la lata, sino la preparación de la máquina.
- Comprobación de escombros: Compruebe los rodillos y el mandril para ver si hay polvo de aluminio o laca. Estos restos modifican el diámetro efectivo del utillaje y cambian las dimensiones de la costura.
- Estado del utillaje: Inspeccione visualmente el labio del mandril en busca de virutas.
- Lubricación: Lubrique todas las piezas móviles.
Fase 2: Calibración "inicial" (método destructivo)
No comience la producción completa sin un desmontaje utilizando las herramientas adecuadas para la inspección de costuras.
- Calentamiento: Ponga la máquina en marcha durante 5-10 minutos. Las costureras se expanden ligeramente a medida que se calientan; los ajustes realizados en una máquina fría se desviarán.
- El derribo: Tome las 3 primeras latas consecutivas. Realice una prueba destructiva completa.
- Calibración: Cuando la estanqueidad no sea 100% (o su estándar), cambie inmediatamente la fuerza del muelle del rodillo de la 2ª operación. No continúe hasta que las primeras muestras sean perfectas.
Fase 3: Control a intervalos (no destructivo y por muestreo)
Cuando se inicia la producción, no se pueden desmontar todas las latas.
- Frecuencia: Compruébelo cada 30 minutos en líneas de alta velocidad (como nuestros modelos de 50 latas/minuto). En el caso de líneas más lentas, una hora puede ser suficiente.
- Registro de datos: Documente estos intervalos. Si observa una tendencia (por ejemplo, la altura de la costura aumenta gradualmente), significa que la máquina se está desviando (una tuerca de bloqueo podría estar floja o el muelle del elevador se está calentando).
Selección de herramientas de inspección para la calibración rápida de máquinas
Las herramientas manuales y los sistemas automatizados suelen ser objeto de debate. Recomendamos a los clientes que seleccionen las herramientas en función de su velocidad de respuesta, más que de su tecnología. Con ello se pretende garantizar que el operario disponga de los datos con prontitud para poder realizar ajustes en la máquina.
- Herramientas manuales (micrómetros/calibradores):
- Pros: Barato, duradero.
- Contras: Registro de datos subjetivo (medido de forma diferente por distintos operadores), lento y manual.
- Caso práctico: Lo mejor para arranques de bajo volumen o como copia de seguridad.
- Sistemas de visión automatizados (monitores de costura):
- Pros: Almacenamiento digital de datos objetivo y extremadamente rápido.
- Contras: Mayor coste inicial.
- Caso práctico: Imprescindible para cualquier línea de producción seria en la que se requiera trazabilidad.
La herramienta más útil es la que se adapta a su flujo de trabajo. Una unidad de inspección automatizada de 50.000 dólares no sirve de nada cuando los datos se almacenan en una oficina informática. El costurero debe estar junto al monitor. Cuando el sistema señala un gancho de cuerpo bajo, el operario debe ser consciente de que tiene que inspeccionar el primer rodillo de operación.
Nunca invierta demasiado en tecnología que no necesite, pero nunca subespecifique su control de calidad. No es lo mismo el protocolo de un productor artesanal que sella 20 latas por minuto que el de una fábrica de bebidas que sella 500.
La siguiente matriz puede utilizarse para identificar la configuración de inspección adecuada para su nivel de producción:
| Escala de producción | Producción típica (CPM) | Configuración de inspección recomendada | Propuesta de valor |
| Línea Micro / Piloto | < 15 CPM | Micrómetro manual + Sierra de costura | Bajo coste de capital: Ideal para empresas en las que los operarios disponen de tiempo suficiente para medir las latas manualmente entre ciclos. |
| PYME / Medianas empresas | 20 - 80 CPM | Monitor de vídeo de escritorio (VSM) | Precisión y velocidad: Proporciona la pista de auditoría digital necesaria y elimina los errores del operario sin el coste de la automatización en línea. |
| Gran volumen | 100+ CPM | Rayos X en línea o visión totalmente automática | Muestreo en tiempo real: Necesario cuando la producción avanza demasiado rápido para el muestreo humano; detecta la deriva estadística al instante. |
Conclusión
La inspección de doble costura no es una actividad pasiva de escribir números, sino que es una interacción activa con su maquinaria. Cualquier micra de variación en su registro de inspección es un murmullo de su máquina diciéndole lo que quiere, ya sea el ajuste de un rodillo, un muelle o un mandril.
No obstante, una máquina de alta calidad es la base de una costura perfecta. Una cerradora que no sea estructuralmente rígida o que tenga componentes de precisión no se puede arreglar con ningún tipo de ajuste.
En Levapack, no sólo vendemos máquinas, sino que proporcionamos estabilidad. Con componentes mecanizados por CNC con una precisión de 2μm, servocontroles de primera calidad y construcción de acero inoxidable de alta resistencia, nuestras soluciones de enlatado personalizadas están diseñadas para mantener sus ajustes turno tras turno. Prestamos asistencia a fabricantes de más de 100 países, ayudándoles a pasar de la resolución de problemas a la optimización de la producción.
¿Está cansado de retocar constantemente los equipos antiguos sólo para pasar las inspecciones de las juntas?
Póngase en contacto con Levapack hoy mismo. Hablemos de una solución de enlatado de alta precisión y sin defectos adaptada a su producto específico y al diseño de su fábrica. Desde el polvo a la pasta, tenemos la experiencia en ingeniería para sellar su éxito.



