La elección del método de envasado y la técnica de llenado adecuados no es una simple adquisición de equipos, sino una inversión de capital multimillonaria que determina el coste global de propiedad durante los próximos diez años. El envasado en caliente es una de las tecnologías más populares y sigue siendo la base de determinadas categorías de productos, especialmente bebidas y alimentos líquidos ácidos. En comparación con otros métodos de conservación, ofrece una forma eficaz de prolongar la vida útil del producto y minimizar el desperdicio de alimentos. Sin embargo, su aplicación con éxito exige un conocimiento estricto de los conceptos termodinámicos, la ciencia de los polímeros y una modelización precisa de los costes. La presente guía ofrece un estudio técnico y financiero detallado del proceso de llenado en caliente, que permitirá a los responsables de la toma de decisiones disponer de la información necesaria para navegar por el proceso de planificación de capacidades, selección de materiales y resolución de problemas en la planta de producción.
Qué es el envasado en caliente: Proceso y principios
Como método eficaz de llenado en caliente, este proceso de esterilización comercial garantiza que un producto líquido o semilíquido caliente se calienta a altas temperaturas, se vierte en un envase cuando está caliente y se sella en un tiempo mínimo. Implica el uso del alto calor y la energía térmica del propio producto para esterilizar la superficie interior del envase y el cierre, impidiendo eficazmente la reproducción de microorganismos nocivos y deteniendo cualquier crecimiento microbiano posterior.
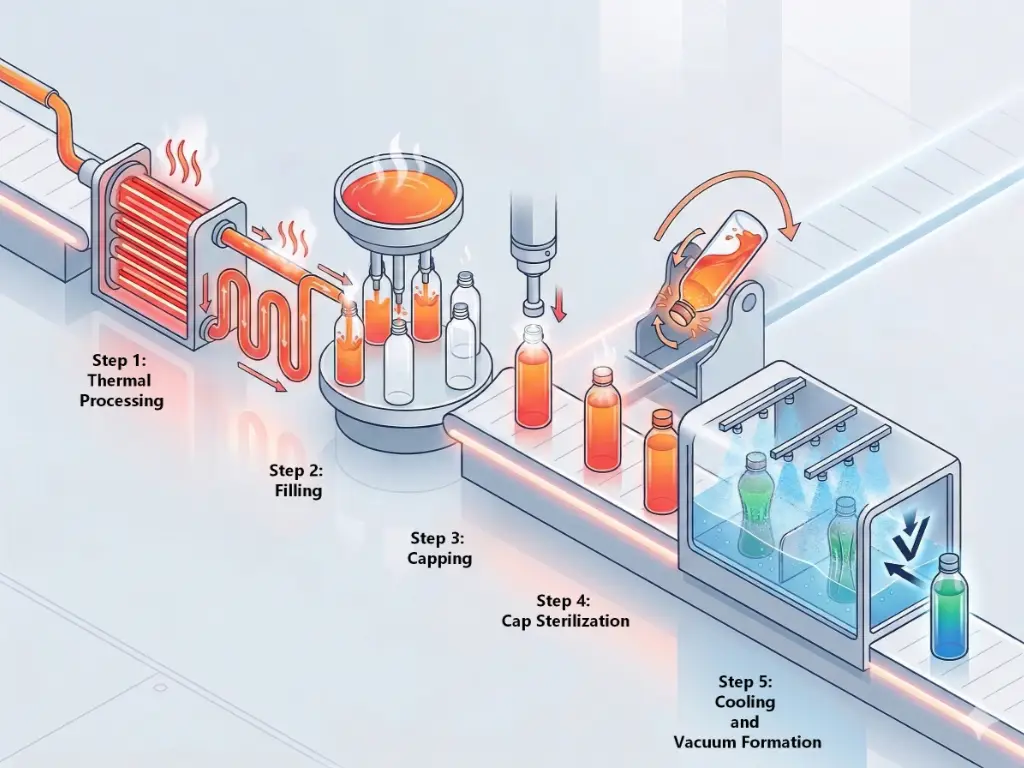
El proceso convencional de llenado en caliente sigue un flujo termodinámico rígido y secuencial:
- Tratamiento térmico (calentamiento): El producto se somete a un intercambiador de calor de placas o tubular, que eleva rápidamente la temperatura del producto a un rango deseado de 82°C a 95°C (180F a 205F). A esta temperatura se mantiene un cierto tiempo de mantenimiento (normalmente de 15 a 30 segundos) para asegurarse de que se destruyen todos los microorganismos nocivos, las bacterias vegetativas y las enzimas de deterioro.
- Relleno: El producto caliente se bombea al carrusel de llenado. La cuba de llenado y las válvulas suelen estar diseñadas con bucles de recirculación para mantener la temperatura de esterilización necesaria y que el producto siga fluyendo continuamente a través del intercambiador de calor en caso de paradas de la línea. El producto se vacía en el contenedor a temperaturas no inferiores a 82°C.
- Tapado: Se coloca un tapón inmediatamente después de la secuencia de llenado. El vapor producido por el producto caliente sustituye el espacio de cabeza entre el nivel de líquido y el tapón.
- Inversión (Cap Esterilización): El contenedor precintado se desplaza a través de un transportador y de un mecanismo de volteo o inversión. El envase se voltea o invierte durante 2 o 3 minutos. Este movimiento hace que el líquido a 82°C + entre en contacto directo con el interior del tapón y el acabado superior del cuello, lo que garantiza la eliminación de cualquier patógeno que quede en el espacio de cabeza.
- Refrigeración y Vacío Formación: El recipiente se coloca en un túnel de refrigeración multizona. Los recipientes de plástico o las botellas de vidrio se rocían con agua ambiente o refrigerada en un entorno similar a un baño de agua, lo que reduce rápidamente la temperatura interna a unos 35 °C o 40 °C. El líquido se contrae al enfriarse. El líquido se encoge al enfriarse. Al mismo tiempo, el vapor del espacio de cabeza se condensa en agua. Este doble efecto forma un potente gradiente de presión negativa, o vacío, dentro del recipiente cerrado, que garantiza un cierre hermético y excluye el oxígeno.
Se trata de un proceso termodinámico muy eficaz que está limitado por estrictas restricciones bioquímicas. Sólo es aplicable a determinados niveles de pH.
| Categoría de productos | Idoneidad | Justificación |
| Bebidas muy ácidas (zumos de frutas, zumos de verduras, bebidas para deportistas, tés, limonadas) | Ideal | El pH es inferior a 4,5. Una acidez elevada impide el crecimiento de las esporas de Clostridium botulinum. El llenado en caliente destruye fácilmente las bacterias vegetativas, levaduras y mohos restantes. |
| Condimentos muy ácidos (ketchup, salsa de chile, purés de frutas, aderezos a base de vinagre) | Ideal | La alta acidez y las altas temperaturas de procesado consiguen la esterilidad comercial. El calor penetra en el producto viscoso para garantizar un almacenamiento seguro a temperatura ambiente y una vida útil prolongada. |
| Productos poco ácidos (leche, productos lácteos alternativos, caldos de huesos, batidos de proteínas) | No apto | El pH es superior a 4,5. Las temperaturas calientes (95°C) no pueden destruir las esporas de Clostridium botulinum en entornos poco ácidos. Éstos requieren una retorta de alta presión o un procesamiento aséptico debido a la necesidad de tratamiento térmico bajo presión. |
| Bebidas carbonatadas (refrescos, agua con gas, bebidas energéticas carbonatadas) | No apto | El calentamiento libera gas carbónico disuelto. El proceso requiere la formación de vacío, lo que contradice la presión positiva necesaria para la carbonatación en su estado natural. |
Elección de los materiales de envasado en caliente adecuados
El elevado estrés térmico y las condiciones de presión de vacío del proceso de llenado en caliente imponen cargas mecánicas extremas al material de envasado. El envase debe ser capaz de soportar las temperaturas iniciales de hasta 95°C sin fundirse, estirarse o perder estabilidad dimensional, y después soportar la elevada presión atmosférica hacia el interior durante el proceso de enfriamiento. Cada material tiene sus propias propiedades. Los materiales de envasado normales no se utilizarán en estas condiciones, por lo que será necesario evaluar sus necesidades de envasado y las distintas opciones de botellas compatibles.
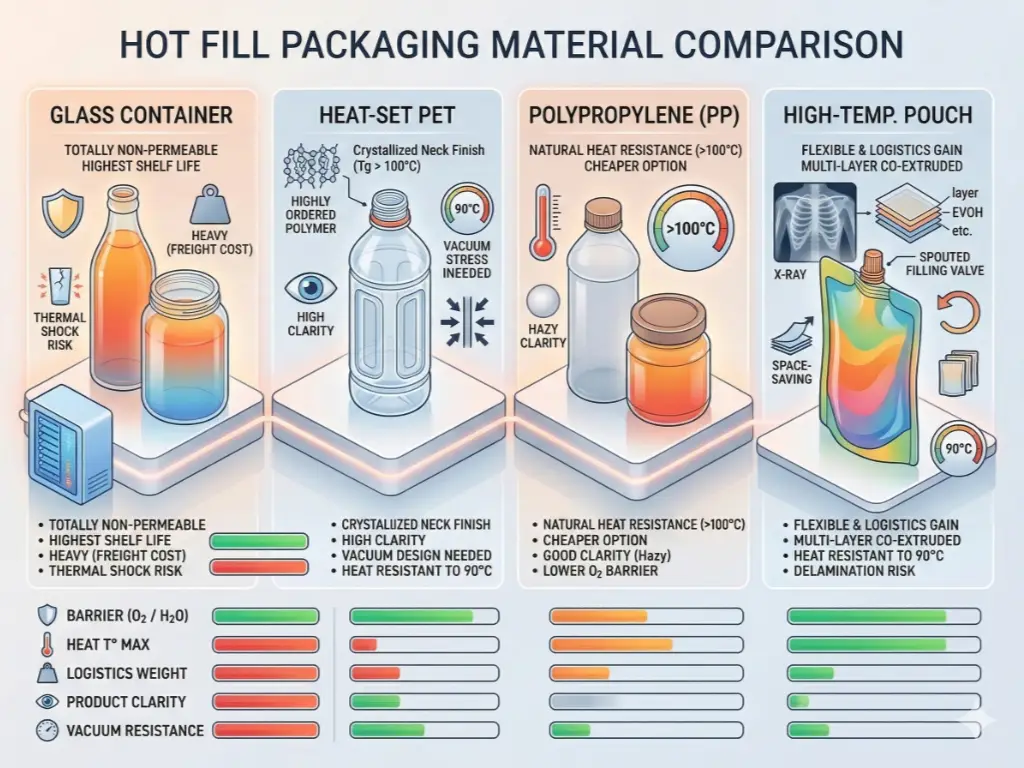
- Contenedores de vidrio
El material de relleno en caliente convencional y más resistente es el vidrio. Es totalmente impermeable, no contiene oxígeno y tiene cero posibilidades de movimiento químico. El vidrio ofrece una barrera al 100% contra la humedad y los gases, lo que garantiza la máxima vida útil. Tanto si utiliza botellas estándar como tarros de vidrio de boca ancha, el vidrio es estructuralmente fácil de soportar las temperaturas más altas y la consiguiente presión de vacío sin agrietarse ni deformarse. Como gran material, el vidrio es, sin embargo, pesado, y esto añade muchos gastos de transporte. También implica prestar mucha atención a la temperatura durante los procesos de llenado y enfriamiento; exponer las botellas de vidrio llenadas en caliente a un cambio brusco de temperatura en el túnel de enfriamiento puede provocar un choque térmico desastroso y la fractura de los envases.
- PET termoendurecible (tereftalato de polietileno)
Las botellas normales de PET se deforman y colapsan a temperaturas superiores a 70°C. Para poder utilizar PET en líneas de llenado en caliente, los fabricantes tienen que adquirir PET Heat-Set. Los envases de PET Heat-Set se soplan en moldes calentados y se someten a un acondicionamiento térmico controlado durante el proceso de soplado. El proceso modifica la estructura de las cadenas poliméricas, elevando la temperatura de transición vítrea (Tg) del tipo de plástico y eliminando las tensiones internas. La temperatura máxima de llenado del PET termoendurecido es de 90°C, lo que lo convierte en el plástico más popular para este proceso. Estas botellas de plástico, sin embargo, necesitan un mayor peso de resina (peso en gramos) que las botellas de llenado en frío para ser estructuralmente sólidas, y necesitan tener ciertos diseños geométricos para controlar la presión de vacío y evitar la deformación de las botellas de plástico.
- Polipropileno (PP)
El polipropileno tiene una buena resistencia natural al calor y puede resistir fácilmente temperaturas superiores a 100°C sin necesidad de procedimientos de termofijación. Es un sustituto más barato del PET en algunas aplicaciones de llenado en caliente, sobre todo cuando se utilizan envases grandes o tarros de boca ancha para almacenar salsas y mermeladas. La principal desventaja del PP es que no es tan transparente como el vidrio; es turbio o brumoso en comparación con la transparencia similar al vidrio y el acabado brillante del PET, lo que puede afectar al atractivo en los estantes de los comercios. Además, la barrera al oxígeno del PP es menor que la del PET y puede reducir la vida útil de productos muy sensibles a la oxidación.
- Bolsas de alta temperatura
Aunque el mercado está dominado por multitud de tipos de botellas y envases rígidos, las bolsas flexibles coextruidas multicapa (bolsas con boquilla) están aumentando su cuota de mercado. Estas bolsas están hechas de películas laminadas, que suelen incluir papel de aluminio o capas barrera de EVOH, y están fabricadas para soportar temperaturas de llenado de 90 °C. Son una gran opción y tienen un gran beneficio en logística, ya que las bolsas vacías ocupan una fracción del espacio de almacenamiento de las botellas rígidas vacías. Sin embargo, los materiales flexibles exigen válvulas de llenado muy especializadas para soportar el calor sin fundir la boquilla, y el proceso de enfriamiento debe estar bien regulado para evitar la delaminación de las paredes de la bolsa.
Llenado en caliente frente a otras tecnologías de llenado: Matriz ROI
Los equipos de ingeniería de planta deben comparar el proceso de llenado en caliente con otras tecnologías de esterilización competidoras. Estos sistemas sólo pueden compararse analizando gastos de capital (CAPEX) y gastos de explotación (OPEX).
| Tecnología | Objetivo pH Idoneidad | Conservantes necesarios | Material Resistencia al calor | Retención de sabor y nutrientes |
| Relleno en caliente | Ácido alto (< 4,5) | No | Alta (PET termoendurecible, vidrio) | Moderado a bueno |
| Relleno aséptico | Alta y baja acidez | No | Bajo (PET ligero estándar) | Excelente |
| Retorta | Ácido bajo (> 4,5) | No | Extreme (latas metálicas, bolsas retortables) | Moderado (calentamiento prolongado) |
| Relleno en frío | Ácido alto (< 4,5) | Sí | Bajo (PET ligero estándar) | Excelente |
CAPEX vs. OPEX en diferentes líneas de producción
Los sistemas de llenado en frío son los que menos CAPEX requieren. La maquinaria es mecánicamente sencilla y no necesita intercambiadores de calor, túneles de refrigeración ni transportadores de inversión especiales. El OPEX también es bajo, ya que los fabricantes pueden emplear las botellas de PET estándar más ligeras y baratas. Sin embargo, la necesidad de conservantes químicos restringe el acceso al mercado, ya que los consumidores demandan productos de etiqueta limpia.
- Relleno en caliente
El llenado en caliente es una inversión CAPEX moderada. La línea necesita pasteurizadores, válvulas de llenado especiales y enormes túneles de refrigeración. El OPEX, en cambio, es relativamente alto. El proceso consume mucha energía al calentar el producto y luego enfriarlo. Además, la necesidad de PET Heat-Set implica que cada botella de llenado en caliente es mucho más pesada y costosa que una botella de PET ordinaria. El precio de la materia prima plástica constituye una parte significativa del coste de explotación recurrente.
La tecnología aséptica es costosa en términos de CAPEX astronómicos, que pueden ascender a millones de dólares. El proceso esteriliza el producto y el envase por separado y luego los combina en una sala blanca (aislador) estéril y de calidad farmacéutica. El equipo incluye complicados baños de esterilización (con peróxido de hidrógeno o ácido peracético) y sistemas de filtración de aire estéril. El coste de mantenimiento y formación de los operarios es muy elevado. Pero la OPEX aséptica es a pequeña escala. El líquido se enfría antes del llenado, por lo que el proceso utiliza botellas de PET estándar ultraligeras, lo que reduce considerablemente el coste de la resina plástica.
Los alimentos poco ácidos, como la carne, los alimentos para mascotas y los caldos, deben ser sometidos a un proceso de autoclave. El producto se envasa en latas metálicas o bolsas de retorta y luego se carga en enormes recipientes a presión (autoclaves) donde se expone a vapor a 121°C entre 30 y 60 minutos. El CAPEX es alto debido a los pesados recipientes a presión, y el OPEX es extremo debido a la enorme cantidad de energía necesaria para calentar el agua y mantener alta la presión durante los ciclos largos.
Calcular el umbral de rentabilidad de su marca
La elección de llenado en caliente o aséptico es un ejercicio matemático de compensación de volúmenes y costes de material. Los ingenieros deben trazar la intersección de la depreciación CAPEX y la acumulación OPEX.
Tomemos como ejemplo la matriz de decisión de una marca de zumos de alta acidez. Cuando el volumen de producción es inferior a 10 millones de botellas anuales, la opción financiera incuestionable es el llenado en caliente. Los márgenes de beneficio se verían aniquilados por el elevado CAPEX de una línea aséptica, y el mayor coste unitario de las botellas PET Heat-Set puede manejarse con volúmenes bajos.
Pero las matemáticas se invierten a medida que aumenta la escala de producción. El ahorro obtenido al sustituir las botellas de PET estándar de 15 gramos (asépticas) por botellas de PET termofijadas de 28 gramos (llenado en caliente) se multiplica rápidamente cuando el volumen anual supera los 50 millones de botellas. Sólo con el ahorro de millones de dólares en resina plástica y peso de los envíos se recuperará el enorme CAPEX de la máquina aséptica en 24 a 36 meses a partir de este umbral. En el caso de productos poco ácidos, el volumen no importa; el llenado en caliente simplemente no puede garantizar la seguridad alimentaria, y hay que elegir entre aséptico y retorta.
Análisis de fallos y resolución de problemas en el taller
La ingeniería teórica debe traducirse en rendimiento en el taller. Las líneas de llenado en caliente plantean ciertos problemas físicos y termodinámicos, que dan lugar a elevadas tasas de desechos cuando no se controlan bien. Los ingenieros de producción deben evitar los siguientes modos de fallo aplicando parámetros de control estrictos y comprendiendo los pasos esenciales de forma general.
Paneles y distorsión (diseño de paneles al vacío)
Panningeling: el hundimiento incontrolado de la botella de plástico hacia el interior es el defecto visual más común en los envases de llenado en caliente. El volumen del líquido a 85°C se reduce al enfriarse a 35°C. Este efecto se ve incrementado por el vapor que se condensa en el espacio de cabeza, produciendo un fuerte vacío. El exterior de la botella se ve empujado por la presión atmosférica.
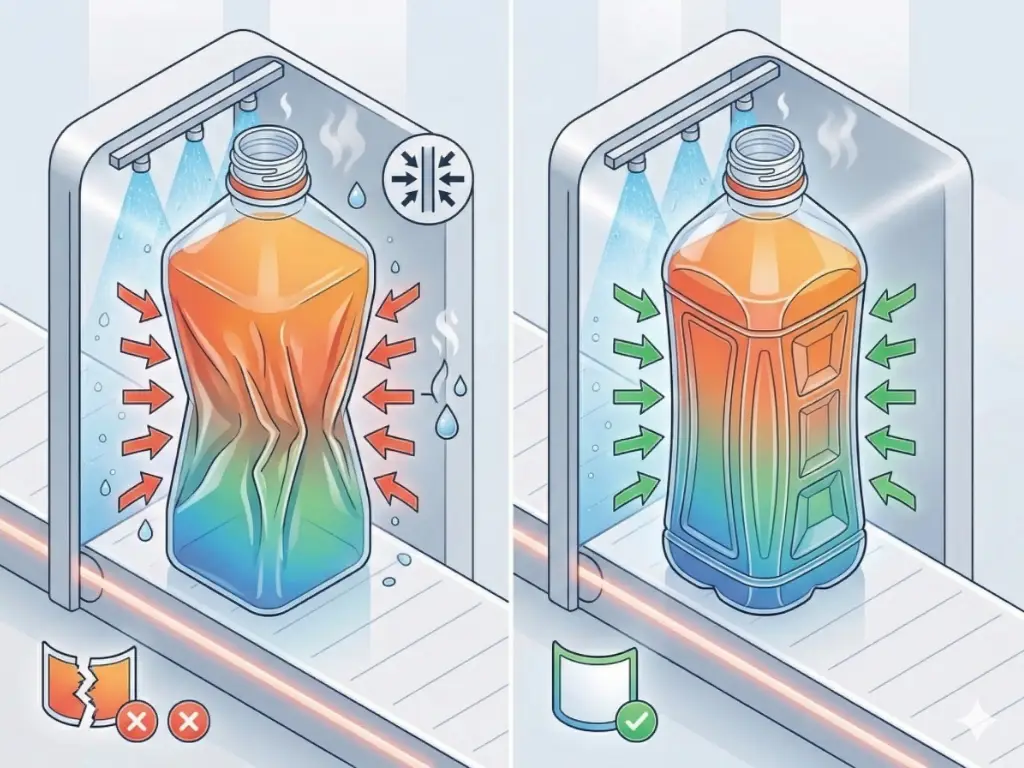
Este esfuerzo de compresión se reparte uniformemente por toda la geometría de las botellas de vidrio circulares. Las botellas de plástico, especialmente las de forma cuadrada o rectangular, no son capaces de soportar esta fuerza por sí solas; sus lados planos se doblarán aleatoriamente, arruinando la zona de aplicación de la etiqueta y haciendo que el producto no pueda venderse.
Para solucionarlo, los ingenieros estructurales crean los llamados paneles de vacío con la forma de la botella de PET. Se trata de ciertas marcas geométricas o curvas, o nervaduras en el cuerpo de la botella. Son puntos artificiales de vulnerabilidad. Cuando se crea el vacío, se hace que estos paneles se doblen hacia dentro uniformemente, absorbiendo la fuerza de contracción y dejando que los pilares estructurales primarios de la botella sean rectos y firmes. Cualquier dimensionamiento inadecuado de estos paneles en comparación con el volumen de llenado y el delta de enfriamiento provocará una distorsión desastrosa.
El papel de los acabados de cuello cristalizados
El polímero PET es un material amorfo estándar que empieza a ablandarse y deformarse a su temperatura de transición vítrea, de unos 70°C. Cuando se vierte líquido a 85°C en una botella de PET normal, el acabado del cuello, o la parte roscada donde se fija el tapón, se deformará. Una fracción de milímetro de deformación afectará al cierre hermético, provocando la entrada de oxígeno, el deterioro del producto y enormes retiradas de productos.
Para evitarlo, las botellas PET de llenado en caliente deben tener un acabado de cuello cristalizado. El cuello de la botella se expone a un intenso calentamiento por infrarrojos durante el proceso de fabricación, pero el cuerpo está cubierto. Este calor localizado hace que las cadenas de polímero del cuello se orienten en una estructura cristalina muy ordenada. El resultado estético es que el cuello adquiere un color blanco opaco. Esta estructura cristalina mejora la resistencia al calor del acabado del cuello a más de 100°C, lo que hace que los hilos permanezcan dimensionalmente estables y sólidos como una roca cuando se realiza el llenado y tapado a alta temperatura.

Sobrecocción y pérdida de sabor en túneles de enfriamiento
La eficacia del túnel de enfriamiento es lo que determina la calidad de un producto envasado en caliente. Cuando el producto se deja a 85°C durante demasiado tiempo, sufre una grave degradación térmica. Esto provoca la reacción de Maillard (oscurecimiento del líquido), la pérdida de nutrientes delicados como la vitamina C, lo que afecta a las propiedades nutricionales, y la modificación de compuestos de sabor delicados, lo que afecta al sabor del producto. De hecho, el producto se cuece en la botella.
Los túneles refrigerados deben utilizar un gradiente de temperatura multizona preciso. Una botella a 85°C colocada directamente en agua enfriada a 5°C experimentará un choque térmico, que puede agrietar el vidrio o producir una contracción imprevisible del plástico. La temperatura debe reducirse gradualmente en el túnel (por ejemplo, Zona 1 60°C, Zona 2 40°C, Zona 3 25°C). Los ingenieros deben medir constantemente la temperatura central de la botella. Los líquidos viscosos son malos conductores del calor; es decir, el líquido de la pared de la botella se enfría rápidamente, y el centro del líquido está destructivamente caliente. Hay que calcular las presiones de las bombas, los ángulos de las boquillas pulverizadoras y los tiempos de permanencia de los transportadores para garantizar una eliminación rápida y uniforme del calor.
Dominar los nichos de mercado y los productos Hot Fill difíciles
La tecnología de llenado en caliente se basa en el zumo y el té estándar. El verdadero punto fuerte de ingeniería de una línea de envasado es cuando se utiliza para procesar materiales multifásicos o de alta viscosidad.
Manipulación de partículas en relleno caliente
Para procesar salsas muy ácidas con partículas grandes como, por ejemplo, semillas de chile, dados de fruta en mermelada o trozos de verdura en salsa, es necesario un tratamiento especial de los fluidos. Las válvulas de gravedad normales o los caudalímetros de alta velocidad aplastarán las partículas o estarán sujetos a continuos puentes y atascos.

El sistema debe utilizar bombas de desplazamiento positivo o llenadoras de pistón de válvula rotativa para garantizar la integridad de las partículas. El tamaño del orificio de la boquilla de llenado debe diseñarse para que no sea inferior al doble del diámetro de la pieza sólida más grande. Además, es importante mantener una suspensión homogénea de partículas sólidas en el tanque de retención. Cuando la agitación es excesivamente violenta, las partículas se rompen; cuando es demasiado lenta, los sólidos se sedimentan, de modo que las primeras botellas sólo tendrán líquido y las últimas sólo tendrán sólidos. El sistema debe disponer de agitadores de superficie rascada muy regulados y de bajo cizallamiento en la tolva calentada.
Superar los retos de la alta viscosidad
El ketchup, los jarabes concentrados y las pastas espesas plantean graves problemas de penetración térmica. La viscosidad es un serio obstáculo para las corrientes de convección en el líquido. Los intercambiadores de calor de placas normales no pueden utilizarse durante la primera fase de calentamiento; la pasta espesa se quemará en las placas, lo que provocará incrustaciones y detendrá la producción. Los intercambiadores de calor tubulares o de superficie rascada son necesarios con productos de alta viscosidad para limpiar físicamente el producto de las paredes calentadas, evitar que se queme y proporcionar una distribución uniforme de la temperatura.
En la fase de llenado, los productos viscosos no son fáciles de mover, por lo que se utilizan cilindros de pistón neumáticos o servoaccionados de alta presión para empujar el material dentro del recipiente. Debe perfilarse la velocidad de llenado. La dosificación a alta presión provocará salpicaduras y el atrapamiento de bolsas de aire en la pasta. El aire atrapado se expande y contrae aleatoriamente, arruinando la precisión del sellado al vacío y añadiendo oxígeno que acelera el deterioro. La llenadora debe basarse en un método de llenado ascendente, en el que la boquilla se hunde hasta el fondo del envase y asciende en correspondencia precisa con el nivel ascendente del líquido.
Cómo elegir la máquina de llenado en caliente adecuada
Adquisición de equipos de llenado en caliente requiere alinear las capacidades mecánicas con la estrategia empresarial a largo plazo. Los responsables de la toma de decisiones deben evaluar tres parámetros críticos antes de finalizar las especificaciones:
- Para empezar, la alineación de la capacidad debe basarse en una eficiencia operativa (OEE) realistay no en velocidades máximas teóricas. Cuando una línea tiene una velocidad nominal de 200 botellas por minuto, el túnel de refrigeración aguas abajo debe tener la capacidad termodinámica de eliminar el calor a esa velocidad específica; un cuello de botella en la refrigeración hará que toda la línea se afloje.
- En segundo lugar, el sistema debe ser compatible con futuras hojas de ruta de productos. Una máquina que se haya comprado con el único propósito de diluir líquidos tendrá que reequiparse con un coste elevado en caso de que el departamento de marketing decida introducir una salsa con muchas partículas. Indique desde el principio las llenadoras de pistón de desplazamiento positivo y las válvulas rotativas de gran diámetro en caso de que se prevean matrices complejas.
- En tercer lugar, evaluar el nivel de automatización de la limpieza in situ (PIC). Las líneas de llenado en caliente se utilizan para procesar productos pegajosos, con alto contenido en azúcar o muy aromatizados. El procedimiento de limpieza manual garantiza un tiempo de inactividad prolongado y un alto riesgo de contaminación bacteriana. Exija procedimientos CIP completos, automatizados y controlados por PLC con caudales validados, dosificación de productos químicos y registro de temperatura para garantizar un saneamiento total entre cambios de lote.
¿Cómo puede Levapack resolver los complejos retos del envasado en caliente?
Uno de los retos más importantes del procesamiento térmico es mantener la eficacia de la línea cuando se manipulan productos de alta viscosidad o pastas con muchas partículas. Aunque los equipos estándar son suficientes para los líquidos poco viscosos, las salsas complejas requieren sistemas diseñados con precisión para evitar la obstrucción de las válvulas, la dosificación irregular y las incoherencias térmicas. Por este motivo, Levapack, proveedor de maquinaria de envasado personalizada, es una opción estratégica para las instalaciones que desean eliminar los cuellos de botella en la producción y ampliar la fiabilidad operativa.
Al procesar salsas espesas, condimentos con tropezones o pastas viscosas, las embutidoras estándar suelen tener problemas de estrés térmico y dosificación imprecisa. Levapack ingenieros soluciones especializadas de envasado de salsas en caliente diseñadas para eliminar exactamente estos cuellos de botella. Utilizando una robusta tecnología de llenado por pistón y acero inoxidable 304/316 de alta resistencia, nuestras máquinas soportan sin esfuerzo temperaturas extremas y partículas pesadas sin atascarse. Desde configuraciones personalizadas de boquillas hasta precisos controles servoaccionados que ofrecen una precisión de llenado inferior a 1%, le ayudamos a construir una línea resistente y automatizada que se adapta perfectamente a PET, vidrio y latas, garantizando una integridad del producto sin concesiones y la máxima eficacia operativa.



