En la producción industrial de alimentos de larga conservación, el método de esterilización determina los requisitos técnicos de toda la cadena de producción. Aunque a menudo se considera únicamente un proceso térmico, el proceso de esterilización en retorta es, en esencia, una cuestión de integridad del envasado en la industria alimentaria. El recipiente de esterilización y el equipo de envasado están separados, pero funcionan como un sistema interdependiente. Si el equipo de envasado de la parte delantera no funciona de forma que selle herméticamente el envase y sea capaz de soportar las fuertes presiones positivas y negativas, el proceso de esterilización de la parte trasera funciona como un medio para que el producto falle.
Esta guía explorará los principios del proceso de autoclave, describirá su uso para determinadas categorías de productos alimentarios y examinará la importancia de la interdependencia del sistema de envasado frontal, en particular el equipo de llenado y cierre, y los sistemas de máquinas de autoclave posteriores.
Definición del núcleo: Qué es el procesado en retorta?
¿Qué es exactamente el tratamiento de retorta? El tratamiento de retorta es una forma de esterilización comercial que se aplica a los productos alimentarios que están herméticamente cerrados en un contenedor. También se denomina técnicamente esterilización dentro del envase. A diferencia del procesado aséptico, en el que el producto y el envase se esterilizan de forma aislada y posteriormente se sellan juntos en una atmósfera no contaminada, el procesado en autoclave no funciona así. Se trata de un sistema de alta temperatura y alta presión que se aplica a un envase y que altera su estabilidad biológica para garantizar la seguridad alimentaria.

Este proceso trabaja para obtener la esterilidad comercial, que se define de forma operativa. No significa la eliminación de todos los microorganismos, incluidos los que no suponen una amenaza. Significa la eliminación de cualquier organismo patógeno y deteriorado que pueda crecer a temperatura ambiente, garantizando una vida útil segura.
De estos organismos, el más peligroso es el Clostridium botulinum. Es una bacteria anaerobia, lo que significa que puede vivir y desarrollarse en bolsas y latas selladas; también produce y excreta una potente neurotoxina letal. Utilizamos el proceso de retorta, que emplea vapor a presión o agua caliente para calentar el producto a una temperatura de entre 110°C y 135°C (230°F-275°F). Este rango de temperatura es crucial, ya que las esporas de C. Botulinum son resistentes al calor y sobreviven al punto de ebullición del agua (100°C) y a la presión atmosférica. Se trata de un tratamiento térmico letal. La autoclave es el recipiente de contención que permite que aumente la presión, incrementando así el punto de ebullición para una conservación eficaz de los alimentos.
Productos alimentarios ideales para la tecnología de retorta
La acidez (pH) del producto alimenticio y su estado físico son los principales factores que determinan la idoneidad del tratamiento en autoclave. ¿Para qué se utiliza mejor el tratamiento de autoclave? Sirve para una amplia gama de tipos de alimentos.
Alimentos poco ácidos (pH > 4,6)
Los alimentos poco ácidos procesados mediante un proceso de retorta deben conservarse a temperatura ambiente. En condiciones de baja acidez, las esporas de C. Botulinum pueden germinar y segregar toxinas letales. De ahí que sea obligatorio llevar a cabo un proceso de autoclave a alta temperatura.
- Carne y aves de corral: Las conservas de embutidos, salchichas, estofados de ternera y aves de corral son estables tras la modificación de las fibras musculares. Esto es coherente con las operaciones de llenado de alta viscosidad en las que el envasado al vacío es fundamental.
- Comida húmeda para mascotas: Se trata de una industria en rápido crecimiento. Los productos retornados se envasan casi exclusivamente en latas o bolsas con alto contenido en proteínas y humedad (por ejemplo, salsa con trozos de carne o estilo pan).
- Sopas y salsas listas para consumir: Bases no ácidas como la sopa de nata, el caldo de huesos y las salsas para pasta a base de carne.
- Productos lácteos estables y proteínas vegetales: Leche evaporada en lata, bebidas de café embotelladas o bebidas proteínicas envasadas en recipientes metálicos.
Limitaciones y productos incompatibles
El procesado en retorta es naturalmente inadecuado para alimentos muy ácidos (pH < 4,6) como rodajas de fruta, encurtidos y zumos ácidos. La acidez de estos alimentos inhibe por sí sola el Clostridium botulinum, por lo que el proceso de retorta es innecesario. La temperatura de estos alimentos es inferior a 100 °C. Si se aplican temperaturas de autoclave a frutas muy ácidas, la pectina de la fruta se degradará y la textura resultante será blanda, perdiendo vitaminas sensibles al calor y valor nutritivo.
Además, el calor prolongado del autoclave también afecta a la calidad del producto y a los atributos sensoriales de los alimentos. Puede producirse la reacción de Maillard, con los consiguientes cambios de color y sabor. Mientras que los cambios de sabor son deseables en los productos cárnicos (para crear un sabor a cocido/asado), es un inconveniente para los alimentos que requieren frescura y textura crujiente, como las verduras verdes.
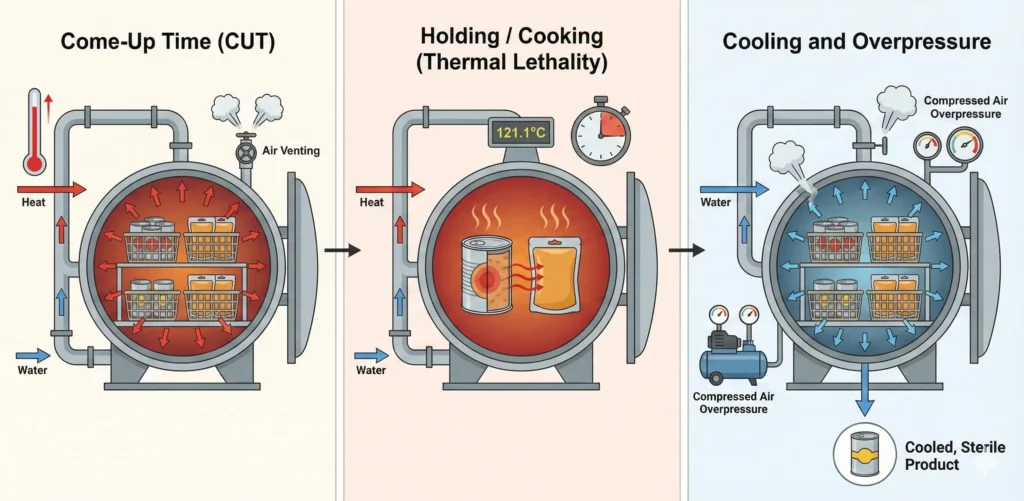
Flujo de trabajo de procesado en retorta en 3 fases
El ciclo operativo de un esterilizador de autoclave se divide en tres fases termodinámicas distintas. Cada fase aplica tensiones físicas al envase, lo que hace necesario un sellado frontal fuerte.
- Tiempo de subida (CUT)
Durante esta etapa, el medio de calentamiento (vapor o agua) entra en la cámara de autoclave. La temperatura interna del recipiente debe alcanzar el objetivo adecuado para la temperatura de procesado. Esto suele implicar un calentamiento rápido para garantizar la eficacia. Un criterio esencial es la ausencia de "puntos fríos". El operario debe garantizar el equilibrio térmico en todo el recipiente para que cada unidad, independientemente de su posición en la cesta, alcance instantáneamente la temperatura objetivo. Las bolsas de aire dentro del recipiente actúan como aislantes y, por lo tanto, deben ventilarse para garantizar una distribución adecuada del calor.
- Conservación / Cocción (letalidad térmica)
La duración viene determinada por el valor F0, que es la letalidad del proceso térmico, y se ajusta el tiempo a 121,1°C (250°F) durante un minuto. Una vez que la temperatura es suficiente, se mantiene durante un tiempo determinado para permitir la penetración del calor. Una vez alcanzada la temperatura objetivo, se mantiene durante un tiempo determinado. El calor debe llegar al centro geométrico, que es el punto de congelación, del alimento. Los alimentos sólidos (calentamiento por conducción) necesitan tiempos de procesado más largos que los alimentos líquidos (calentamiento por convección).
- Refrigeración y sobrepresión
Este paso es el más importante y el más difícil cuando se trata de la conservación de envases. Al retirar el medio de calentamiento e introducir agua fría, la presión dentro de la cámara de autoclave disminuye. Sin embargo, el alimento, dentro del envase, sigue caliente y la presión dentro de la lata o bolsa es alta debido a la creación de vapor en el envase.
Si la presión del recipiente disminuye más rápidamente que la presión interna del recipiente, las fluctuaciones de presión provocarán la rotura del recipiente o la deformación permanente (pandeo) de las paredes laterales del recipiente. Por eso se utiliza la sobrepresión (inyección de aire comprimido en el recipiente) para compensar la presión interna del recipiente hasta que el producto se haya enfriado lo suficiente.
Clasificación de los esterilizadores de retorta según el método de calentamiento
Según los distintos formatos de envases, es necesario utilizar un tipo específico de autoclave para garantizar la eficacia y la seguridad del envase. La elección del equipo backend dicta los requisitos de la línea de envasado frontend. He aquí los principales tipos de sistemas de autoclave:
| Método de calentamiento | Mecanismo | Aplicación principal | Principales ventajas y limitaciones |
| Retortas de vapor | El vapor saturado se inyecta directamente en el recipiente; utiliza el calor latente de vaporización. | Latas de metal rígido (Acero o aluminio) | Ventajas: Rápida transferencia de energía. Contras: Requiere una extracción absoluta de aire. Generalmente inadecuado para envases flexibles debido a la falta de control de la sobrepresión durante la fase de calentamiento (riesgo de estallido). |
| Agua pulverizada / Cascada | El agua sobrecalentada se pulveriza desde boquillas atomizadoras o en cascada desde la parte superior del recipiente (a veces denominada pulverización de agua de vapor). | Flexible y frágil (bolsas retortables, bandejas de plástico, tarros de cristal) | Ventajas: Permite un control independiente de la temperatura y un control preciso de la sobrepresión durante el calentamiento y el enfriamiento, protegiendo las juntas frágiles. La distribución del calor es muy uniforme. Contras: Sistema de circulación de agua algo más complejo que el de vapor. |
| Inmersión en agua | Las cestas de productos se sumergen completamente en agua sobrecalentada (lo que se conoce como inmersión total en agua). | Formas irregulares (Grandes contenedores o formas que necesitan apoyo de flotabilidad) | Ventajas: La flotabilidad reduce la tensión estructural en el contenedor; proporciona la distribución de temperatura más uniforme. Contras: Requiere calentar una gran masa térmica de agua, lo que supone un mayor consumo de energía y agua. |
Alineación de los equipos de envasado frontal con la esterilización en retorta
Al diseñar una línea de procesado de alimentos, hay que considerar todo el sistema como una sola unidad. El recipiente de esterilización funciona basándose en el supuesto de que el envase que está procesando está completamente sellado. Si el equipo de envasado frontal es incapaz de producir un sellado que pueda soportar el calor y la presión extremos, el proceso de autoclave acabará fallando. Por lo tanto, dentro de una línea de autoclave, el envase de autoclave desempeña el papel más crítico en materia de seguridad, ya que incluso pequeños defectos de sellado pueden provocar roturas de latas a alta presión o contaminación microbiana. En consecuencia, el proceso de autoclave determina el equipo de llenado y sellado.
Latas de metal: Sellado al vacío y doble cierre de precisión
Cuando se trata de envases metálicos rígidos retortables, el factor más crítico es la estanqueidad mecánica del doble cierre, ya que es la única protección contra el riesgo de contaminación. La costura atmosférica estándar es insuficiente para las aplicaciones de retorta.
- Vacío y Presión negativa Sellado: Las cerradoras de alto rendimiento deben ser capaces de sellar al vacío o a presión negativa. Este proceso elimina el oxígeno del espacio libre antes de sellar la tapa. Esto es fundamental por dos razones: para evitar el deterioro oxidativo de los alimentos o para mantener un vacío que impida que los extremos de las latas se abulten (pandeo) cuando el contenido interno se expanda durante la fase de calentamiento.
- Precisión de doble costura: Para que el solapamiento del gancho del cuerpo y del gancho de la tapa cumpla las normas del sector (calc a >50%), la luz y las calibraciones de los rodillos de la cerradora deben ajustarse adecuadamente para producir una costura uniforme en toda la longitud que recorre la cerradora. Cuando la masilla se debilita a 121°C, el cierre debe mantenerse lo suficientemente firme como para contener el producto herméticamente. Por lo tanto, la cerradora debe estar equipada con piezas de máquina de mayor calidad artesanal para garantizar que los rodillos ejercen la misma presión sobre el producto de forma adecuada y uniforme.
Levapack aborda estos requisitos críticos de esterilización mediante precisión ingeniería. Nuestras cerradoras al vacío y con inyección de nitrógeno utilizan componentes mecanizados por CNC, lo que garantiza un solapamiento de doble costura uniforme, esencial para soportar la esterilización a 121°C. Construidas en acero inoxidable 304/316 de gran espesor, las máquinas Levapack resisten la corrosión en entornos de retorta húmedos, a la vez que ofrecen un bajo nivel de oxígeno residual (<3%) para una mayor vida útil de los alimentos. Con más de 18 años de experiencia al servicio de las PYME de todo el mundo, ofrecemos soluciones de sellado servoaccionadas personalizables que garantizan que cada lata entre en el recipiente de esterilización de forma herméticamente segura.
Tarros de vidrio: Prevención del choque térmico y espacio libre
El vidrio presenta retos termodinámicos únicos debido a su rigidez y fragilidad.
- Control del espacio cefálico: La máquina de llenado tiene que ser capaz de gestionar los volúmenes con precisión porque, al ser el vidrio no extensible, el espacio es lo único que puede llenarse de producto. Si no hay espacio suficiente, el tarro se romperá o la tapa se saldrá durante el proceso de calentamiento. A menudo se opta por llenadoras de pistón con servocontrol debido a su precisión volumétrica en relación con estas aplicaciones.
- Cap Seguridad: El liner tiene que ablandarse y el vacío tiene que establecerse primero para un sellado adecuado. El vacío es lo único que mantiene el revestimiento en su sitio alrededor del acabado del vidrio sin que se suelte. De lo contrario, la presión interna de sellado al vacío acumulada en el interior de la autoclave será excesiva para que las lengüetas puedan sujetarse y el tapón saltará.

Bolsas retortables: Servocontrol e integridad del sellado
Los envases flexibles, como las bolsas, son los más sensibles a las diferencias de presión.
- Eliminación de aire residual: La presencia de aire en el interior de una bolsa autoclave es fundamental. El aire se expande a una velocidad mucho mayor que el agua o los alimentos. Por lo tanto, si la máquina de envasado no es lo suficientemente eficaz a la hora de eliminar el aire sobrante, la bolsa se hinchará en la autoclave y luego reventará. Por lo tanto, las envasadoras de autoclave, tanto las prefabricadas como las de sellado de formas, deben ser capaces de eliminar el aire residual son las que cuentan con envasadoras al vacío eficientes.
- Estabilidad servoaccionada: Las líneas modernas incorporan tecnología de servomotor para controlar la apertura, el llenado y el sellado de las bolsas. Esta tecnología permite que la boca de la bolsa se abra a una anchura exacta y que las boquillas de llenado se introduzcan completamente en la bolsa, eliminando cualquier posibilidad de que el llenado se contamine en la zona de sellado. La contaminación de la zona de sellado con residuos de alimentos creará un sellado imperfecto durante el proceso de sellado a alta temperatura.
Alternativas de esterilización: Comparación de los métodos comunes de esterilización
La esterilización en retorta no es la única opción para la conservación de alimentos. El tipo de método de esterilización elegido se basa en la acidez, viscosidad y vida útil deseada del producto. La siguiente tabla compara el proceso de esterilización en retorta con sus principales alternativas para facilitar la selección del proceso.
| Característica | Procesado en retorta | Pasteurización | Procesado aséptico | Relleno en caliente |
| Lógica de procesos | Envase→Calor (en contenedor) | Paquete→ Calor (Baja Temp) | Heat→Package (Separado) | Heat→Package (Rellenar en caliente) |
| Objetivo principal | Esporas de Clostridium botulinum | Patógenos / Levaduras | Esporas y bacterias | Levaduras / Mohos |
| Temperatura | Alta (110°C - 135°C) | Moderado (< 100°C) | Ultra Alta (135°C - 150°C) | Alta (85°C - 95°C) |
| pH ideal | Ácido bajo (> 4,6) | Ácido alto (< 4,6) | Ambos (alta y baja acidez) | Ácido alto (< 4,6) |
| Productos típicos | Carne enlatada, Comida para mascotas, Sopas | Tazas de fruta, Encurtidos | Leche UHT, zumo | Té, Ketchup, Salsas |
| Coste del equipo | Moderado | Bajo | Muy alta | Bajo |
| Límites de envasado | Debe soportar altas temperaturas/presión | Embalaje estándar | Envasado estéril complejo | Botella resistente al calor |
Conclusión: Integración de la cerradora en la línea de retorta
La eficacia de una línea de autoclaves viene definida por la sincronización entre la producción continua de las máquinas de envasado y la naturaleza de procesamiento por lotes de los recipientes de esterilización. Esto requiere equipos que no solo sean rápidos, sino también robustos y adaptables a diversos tipos de materiales (sólidos, pastosos, líquidos).
Para los fabricantes que amplían su producción de alimentos de larga conservación, la integración de la infraestructura Retort-Ready es un requisito fundamental para la calidad y seguridad del producto, no una mejora opcional. Más allá de las cerradoras autónomas, Levapack se especializa en la ingeniería de líneas de envasado personalizadas adaptadas a sus limitaciones específicas de rendimiento y disposición. Póngase en contacto con Levapack hoy mismo para analizar sus parámetros de producción y diseñar una solución coherente, desde el llenado hasta el sellado, que se ajuste perfectamente a sus objetivos de esterilización.



