Veelvoorkomende problemen met Multiheadwegers en basisoplossingen
Een multiheadweger voert een reeks gesynchroniseerde bewegingen uit die mechanische trillingen, evaluatie van weegcellen en een voorgeprogrammeerde softwareberekening of algoritme omvatten. Wanneer de productie wordt stopgezet, moet het onderhoudspersoneel bepalen of het probleem te wijten is aan mechanische binding, een verlies van elektrische signalen of een softwareprobleem van de machine. De rest van de handleiding geeft een overzicht van de stappen voor probleemoplossing bij multiheadwegers met betrekking tot storingen aan de basislijn van de unit. Als de storing verder reikt dan de weegunit en invloed heeft op verpakkingsapparatuur verderop in de productieketen, zoals transportbanden, moeten operators een breder advies inwinnen. probleemoplossing verpakkingsmachine referentie om de volledige productiestroom te herstellen.
Onnauwkeurige gewichten en nulpuntsafwijkingen oplossen
Onnauwkeurig wegen is de neiging van individuele emmers om altijd productgewichten boven of onder de gegeven parameter te registreren. Dit falen creëert een nalevingsprobleem en veroorzaakt financieel verlies, met negatieve gevolgen voor de productconsistentie. De belangrijkste oorzaak van mechanische fouten is de aanwezigheid van materiaalresten in de weegtrechter of emmers. Wanneer materiaal aan de wanden van een emmer blijft kleven, registreert de load cell de toegevoegde massa als onderdeel van de nieuwe productlading tijdens het weegproces.
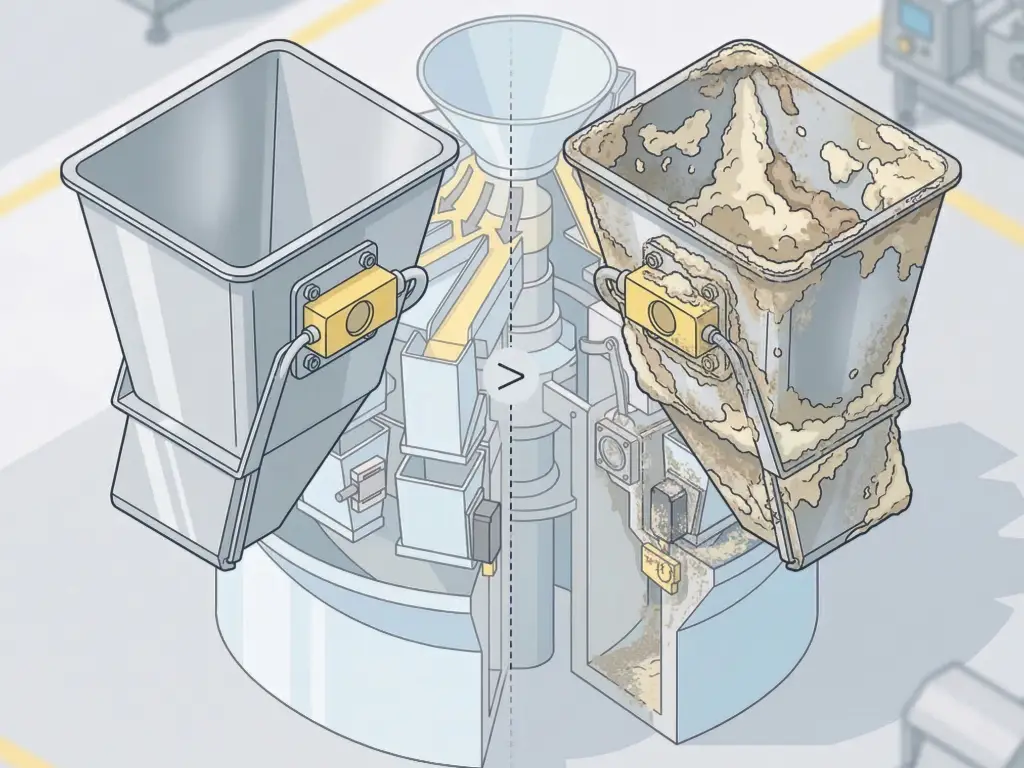
Nulpuntsdrift is een elektrisch fenomeen dat veroorzaakt wordt door factoren zoals temperatuurveranderingen, omgevingsomstandigheden, overmatige fysieke belasting of voortdurende trillingen, waardoor de basisspanning van de loadcel gaat afwijken. In dergelijke gevallen moeten technici eerst alle emmers volledig legen om morsen te voorkomen. Start vervolgens het automatische nulstelproces met behulp van de human-machine interface (HMI) of het touchscreen bedieningspaneel. Als het nulpunt niet stabiel blijft, is een volledige kalibratie nodig. Voor een volledige kalibratie moet een gecertificeerd standaardgewicht (meestal 500 g of 1000 g) in elke weegbak worden geplaatst en moet het gewicht worden geregistreerd in de geavanceerde regelsystemen. Daarnaast moeten operators ervoor zorgen dat het frame van de load cell niet wordt beïnvloed door bijvoorbeeld een sterke tocht van de airconditioning, een werkende luchtcompressor in de buurt of andere omgevingsveranderingen die trillingen kunnen veroorzaken.
Vibratorproblemen en verstoppingen in de feeder verhelpen
Het toevoersysteem bestaat uit een hoofdkegelvibrator en verschillende lineaire trilbakken, die het bulkproduct gelijkmatig verdelen voor een nauwkeurige weging van bulkgoederen. Het eerste punt van diagnose als het product niet aankomt bij de weegbakken zijn de trilmotoren. Als de hoofdvibrator niet functioneert, moeten technici de stroomtoevoer naar de solid-state relais op de aandrijfprintplaat inspecteren en de bedradingsverbindingen binnen de elektrische systemen controleren.
Als de vibrator werkt en het product niet stroomt, zijn de amplitude-instellingen meestal onjuist of is er een verstopping. Verstoppingen kunnen zich voordoen in de toevoerbak wanneer de bulktoevoersnelheid van de emmerelevator stroomopwaarts groter is dan de dispersiesnelheid van de bovenste conus, waardoor de gestage productiestroom wordt onderbroken. In dit geval moeten de technici de verstopping handmatig verwijderen en de toevoersnelheid vertragen. Het is ook goed om te kijken naar de fysieke opening tussen de elektromagneet en de trilarm. Door continu gebruik kunnen de bevestigingsbouten losraken, waardoor deze spleet kan veranderen. Om de spleet terug te brengen naar de afstandsspecificatie van de fabrikant, wordt een standaard voelermaat gebruikt. Dit herstelt ook de juiste frequentie en amplitude van de trillingen, zodat de feeders optimaal werken.
Storingen in trechter en fotocel verhelpen
Hopperproblemen ontstaan wanneer de mechanische deuren ongelijkmatig openen of sluiten. Dit veroorzaakt een zeer slechte productstroom en kan er zelfs voor zorgen dat het product voortijdig of niet op het juiste moment wordt afgevoerd. Dit kan gebeuren met de terugloopveren, door weinig of geen smering op de verbindingen van het stangenstelsel, als de motor, pneumatische cilinders of roerwerken slecht zijn. Om de deuren te openen, moeten de technici de deuren vastpakken om de weerstand op te merken. Als het stangenwerk vastzit, is een smeermiddel voor voedingsmiddelen nodig. Als de servo- of stappenmotor een hoog geluid maakt, moet de driver of motor worden vervangen.
De foto-elektrische sensoren geven het niveau van het bulkproduct aan de bovenkant van de dispersiekegel aan. Als deze sensoren falen, zal het systeem ofwel geen product meer krijgen ofwel overlopen. Stof dat de sensor bedekt of het uitlijnen van de sensor zijn de meest voorkomende elektrische problemen bij dit type systeem. De operators moeten de sensorlenzen afvegen met een droge, antistatische doek en ervoor zorgen dat de zender en ontvanger perfect op één lijn liggen. Als de sensor nog steeds geen materiaal detecteert, moet de kabelboom worden geïnspecteerd op door washdown aangebrachte afgeknelde draden.
Scenario's voor geavanceerde probleemoplossing per materiaalsoort
Standaardmethoden voor probleemoplossing zijn vaak niet succesvol wanneer bepaalde materiaaleigenschappen worden aangetroffen. Verschillende producten gedragen zich anders ten opzichte van roestvrijstalen oppervlakken en de omringende atmosfeer. Een materiaalspecifieke aanpak voor het oplossen van problemen met multiheadwegers minimaliseert de uitvaltijd aanzienlijk bij moderne verpakkingsprocessen.
Poeders: Storing door sensorstof en begassing
Fijnstoffen zoals zuigelingenvoeding, proteïnepoeder en gemalen koffie veroorzaken grote hoeveelheden stof in de lucht tijdens het toevoerproces. Er ontstaat een snelle stofophoping op de foto-elektrische sensoren, die een vals alarm veroorzaakt en de toevoerelevator stopt. Stofproblemen moeten worden aangepakt door plaatselijke stofafzuigkappen boven de hoofddispersiekegel te installeren en door gesloten trechters te ontwerpen.
Bovendien worden poeders extreem beïnvloed door de luchtstroom eromheen. Daarom worden hoogwaardige poeders meestal aangesloten op vacuüm- en stikstofspoelmachines (Nitrogen Flushing Seamer) om de restzuurstof onder 3% te houden. De snelle stroom stikstofgas veroorzaakt tegendruk in het verpakkingsgebied. Dit veroorzaakt een opwaartse luchtstroom die de weegemmers een fractie van een millimeter kan optillen, waardoor de celnauwkeurigheid van de weegschalen onmiddellijk wordt vernietigd. Om hier iets aan te doen, worden er luchtschotten tussen de weger en de verpakkingsmachine geplaatst. De software van de weger moet ook worden aangepast om een langere stabilisatievertraging (bezinktijd) in te bouwen waarna het eindgewicht wordt geregistreerd. De apparatuur moet stof- en explosiebestendig zijn om de vluchtige poederomgevingen aan te kunnen.
Korrels en snacks: Minimaliseren van breuk en precisieproblemen
Specifieke producten vormen een uitdaging als het gaat om fysieke schade of problemen met combinatieverhoudingen, zoals aardappelchips, koekjes en gemengde noten. Producten hebben de neiging om te breken als er te veel mechanische kracht wordt uitgeoefend bij de toevoer of als de valhoogte te hoog is. Om breuk te voorkomen, verlagen operators de lijnamplitude van lineaire vibratoren. Een hoge amplitude zorgt ervoor dat breekbare items breken en versplinteren tegen de metalen pannen, en de operator wordt aangeraden om de amplitude aan te passen tot een niveau waarop het product niet stuitert maar glijdt. Het wordt ook aanbevolen dat de valhoogte van de weegbak naar de timingtrechter en van de timingtrechter naar de verpakkingsmachine zo klein mogelijk is. De botskracht kan ook worden verminderd door schuine glijgoten of speciale ringvormige vangplaten te installeren.
Nauwkeurigheidsproblemen bij gemengde korrelige producten, zoals mengsels van walnoten en rozijnen, kunnen worden teruggevoerd op ongelijkmatige verspreiding van de producten. Verschillende noten hebben een verschillende dichtheid en dit vereist een andere aanpak. Technici moeten de lineaire feeders op verschillende tijden instellen. Kleinere en dichtere materialen moeten zo worden afgesteld dat ze minder vaak en met kortere trillingsstoten vallen, terwijl volumineuzere en lichtere materialen continu moeten worden getrild. Deze benadering kan ook worden toegepast op volumetrische bekervullers en specifieke configuraties van een beperkt aantal koppen (zoals multiheadwegers met 14 of 20 koppen) om verhoudingen in balans te brengen.
Natte voedingsmiddelen en pasta's: Residu & Washdown-kortsluitingen
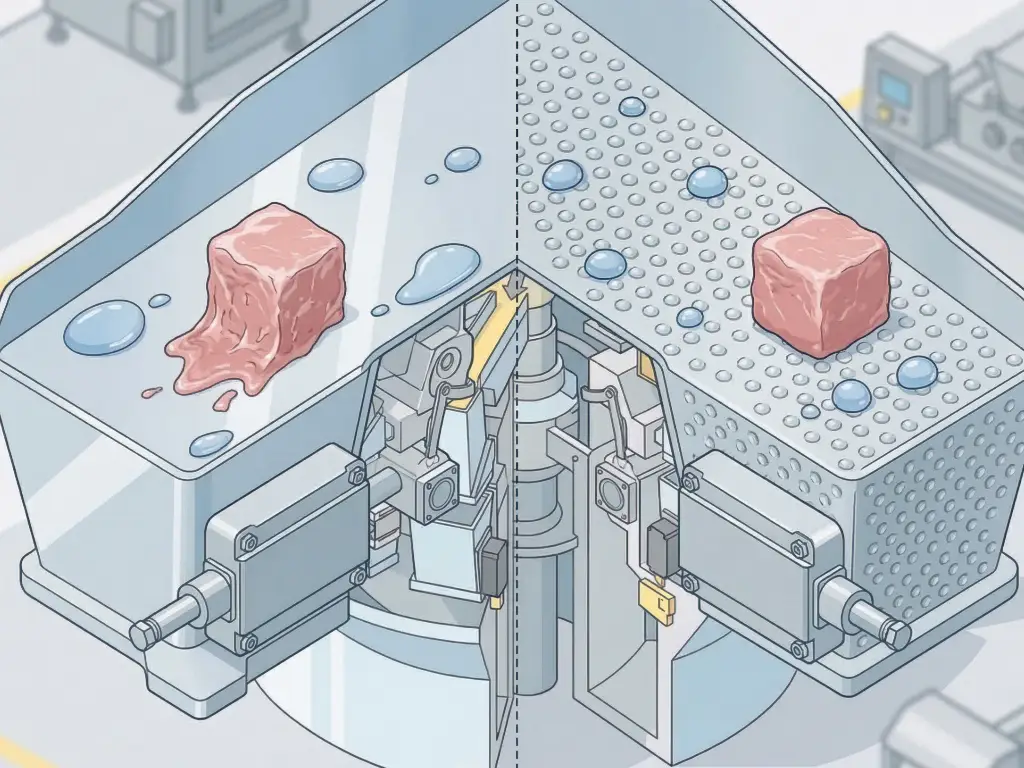
Vochtige voedingsmiddelen zoals brokken huisdiervoer, vlees en kant-en-klaarmaaltijden leveren aanzienlijke hechtings- en reinigingsproblemen op. Natte materialen hebben een hoge oppervlaktespanning en zullen waarschijnlijk aan roestvrij staal blijven kleven. In gevallen waarin probleemoplossers herhaaldelijke overgewichtfouten ervaren als gevolg van contact met natte toepassingen, is de meest definitieve oplossing om het contactoppervlak aan te passen. Het is de taak van de technicus om standaard hoppers te vervangen door hoppers van gedimd (getextureerd) roestvrij staal om dit probleem te verhelpen. Er wordt gezegd dat het gekartelde oppervlak zorgt voor een lager contactoppervlak met een vacuümafdichting en metaal, waardoor de afdichting wordt verbroken zodat het product zonder beperking kan stromen.
Bij de verwerking van natte voedingsmiddelen is het bovendien nodig om zware wasbeurten onder hoge druk uit te voeren, met bijtende reinigings- en waschemicaliën. In deze omstandigheden is de meest voorkomende reden voor het volledig uitvallen van het systeem dat er water in de elektronica is gedrongen, waardoor de load cells en aandrijfmotoren kortsluiting hebben gemaakt. Dit is een groot probleem bij het oplossen van problemen en om dit te voorkomen moeten technici de waterafdichtingen (O-ringen) van alle motorbehuizingen en load cell aansluitdozen controleren. Controleer de ontluchtingsventielen van de load cell op condensatie. Machines die natte voeding gebruiken, moeten de droogprocedures volgen die zijn beschreven voordat de voeding wordt gewassen.
Software Parameter Aanpassingen voor Optimale Nauwkeurigheid
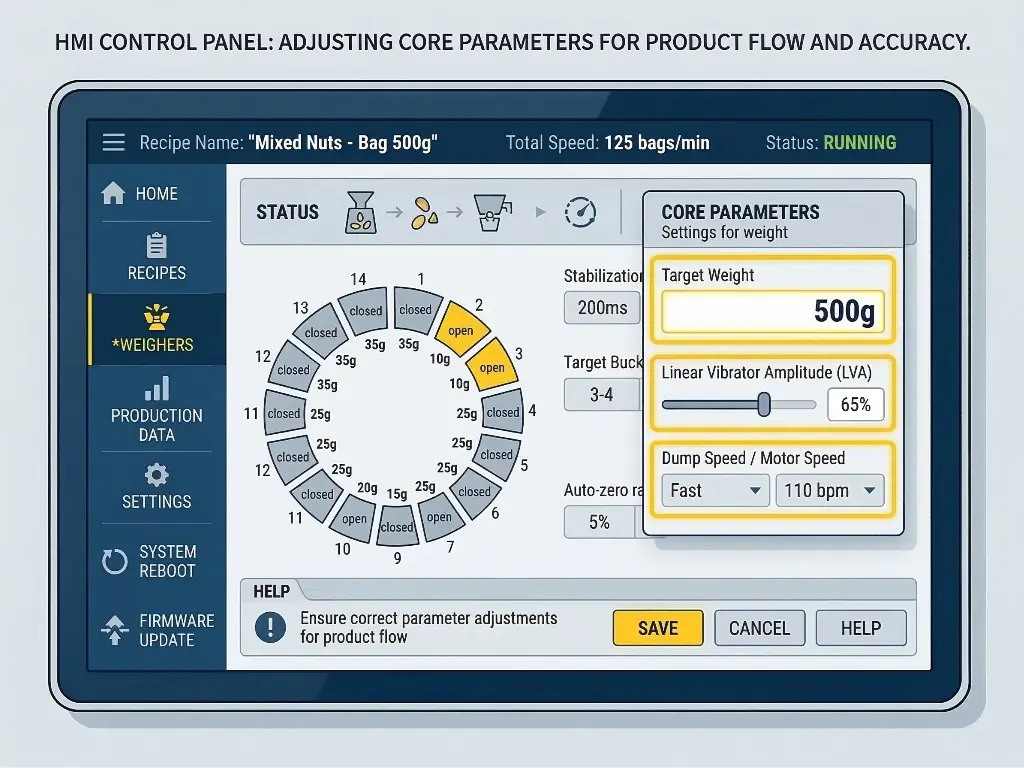
Veel schijnbaar mechanische of elektrische problemen zijn het gevolg van een verkeerde configuratie van de software. Nieuwere multiheadwegers zijn complexe machines gebaseerd op MCU-technologie en slimme touchscreens (meestal 7 inch of groter). Operators moeten weten hoe ze een aantal van de belangrijkste parameters binnen het besturingssysteem moeten aanpassen zodat ze goed overeenkomen met de productstroom. Als parameters verkeerd zijn ingesteld, of als er sprake is van softwarebeschadiging waardoor het systeem opnieuw moet worden opgestart of een firmware-update nodig is, zal de machine problemen lijken te hebben, zoals continu stoppen of een gewichtscombinatie niet kunnen detecteren. De volgende tabel beschrijft de meest relevante parameters, hun rol en de gevolgen van onjuiste instellingen.
| Parameter Naam | Functiebeschrijving | Problemen oplossen Symptoom bij onjuiste instelling |
| Doelgewicht | Het uiteindelijke gewenste gewicht voor de verpakking (bijv. 10g tot 3000g). | De machine kan geen combinatie vinden en leegt regelmatig emmers. |
| Doelemmer Aantal | Het ideale aantal emmers gecombineerd om het doelgewicht te bereiken (meestal 3 tot 5). | Lage snelheid (als deze te hoog is ingesteld) of slechte nauwkeurigheid (als deze te laag is ingesteld). |
| Lineair Vibrator Amplitude | Regelt de kracht van de trilling die het product naar de toevoertrechters brengt. | Producthonger (te laag) of productoverloop/-breuk (te hoog). |
| Gewicht enkele bak | De machine weigert voortdurend verpakkingen of combinaties die mislukken. | Het product raakt verstrikt in deuren (te snel) of de productie vertraagt (te langzaam). |
| Dumpsnelheid / Motorsnelheid | De snelheid waarmee de trechterdeuren openen en sluiten. | Het geschatte gewicht van het product dat in één emmer wordt gevoerd. |
| Stabilisatietijd | De gewichtsdrempel die het systeem automatisch negeert als residu. | Zeer onnauwkeurige, fluctuerende gewichten door het aflezen van de slagkracht. |
| Auto-nulbereik | Geleidelijke gewichtsafwijking; het systeem houdt geen rekening met normale stofafzetting. | Machine kan geen combinatie vinden; emmers worden vaak geleegd. |
Essentieel dagelijks onderhoud om storingen te voorkomen
De meest effectieve methode om continue productie te garanderen is het opzetten van een strikt onderhoudssysteem. Zorgroutines elimineren de hoofdoorzaken van slijtage en loadceldrift. Een gestandaardiseerd onderhoudssysteem kan meer dan 70% aan operationele fouten elimineren en voorkomen dat triviale problemen tot complete systeemstoringen leiden. Het inplannen van een professioneel onderhoudsadvies voor uw essentiële apparatuur wordt sterk aangeraden.
- Dagelijkse schoonmaaknormen: Aan het einde van elke productieploeg wordt van je verwacht dat je het product verwijdert uit de weegbakken, de vultrechters en de lineaire trilgoten. Was alle onderdelen zodanig dat je de productophoping volledig hebt verwijderd. Zorg ervoor dat je alle suiker- en olieresten wegspoelt en verwijdert, omdat deze 's nachts een harde korst kunnen vormen die de emmers zwaarder kan maken. Nadat je helemaal klaar bent met schoonmaken en voordat je het apparaat weer in elkaar zet, moet je de onderdelen volledig drogen met perslucht. Als er vocht op de onderdelen zit, kan dit druppelen en kortsluiting veroorzaken op de elektrische onderdelen of de bedieningsmodule.
- Routine-inspectiepunten: Voer visuele controles uit op mechanische en elektrische onderdelen voordat de machine wordt ingeschakeld. Inspecteer de foto-elektrische sensoren en verwijder stof of productresten die het signaal belemmeren. Let op mechanische verbindingen, terughaalveren, lagers en scharnieren van de trechterdeur die versleten of los zijn. Losse onderdelen veroorzaken mechanisch gerammel, wat de zeer gevoelige krachtopnemers registreren als gewichtsveranderingen.
- Periodieke kalibratieprocedures: Voer ten minste wekelijks een volledige kalibratie van het nulpunt uit terwijl de machine leeg is. Voer na het nulstellen een gewichtstest uit op alle afzonderlijke hoppers om de lineaire respons op de load cells te beoordelen. Door deze kalibratieresultaten consequent te registreren, wordt de actieve achteruitgang van de krachtopnemers zichtbaar en kan de faciliteitsmanager onderdelen bestellen voor vervanging voordat er tijdens kantooruren een grote storing optreedt.
Gids voor het kiezen van een betrouwbare weger
Facility managers zijn vaak meer tijd en geld kwijt aan het repareren van apparatuur die ze in eerste instantie hadden kunnen vermijden door meer tijd te besteden aan het analyseren van hun apparatuurbehoeften. De behoeften aan apparatuur moeten worden geëvalueerd in de aankoopfase en de behoeften aan apparatuur moeten worden gebaseerd op strenge industriële normen. Hoogwaardige industriële apparatuur heeft minder operationele storingen en een superieure duurzaamheid. In de aankoopfase, wanneer een multiheadweger kopen van een volledig assortiment apparatuur, zijn er een paar belangrijke factoren om te overwegen die helpen bij de eerste stap van het verwijderen van laagwaardige apparatuur.
- Materiaal en structurele integriteit: Het fysieke frame bepaalt de stabiliteit van de apparatuur op lange termijn. Kopers moeten ervoor zorgen dat het machineframe en de precisiecomponenten die in contact komen met het product, gemaakt zijn van voedselveilig 304 of 316 roestvrij staal met een dikte van 1,5 tot 2 mm. Dit lost de meeste problemen op die te maken hebben met trillingen van de apparatuur tijdens het werken op hoge snelheid, metaalmoeheid als gevolg van continu gebruik en ernstige corrosie in de agressieve omgevingen waar veel zout of zuur wordt verwerkt.
- Precisie machinale bewerking en assemblage: Stabiele werking wordt gefabriceerd en niet alleen geassembleerd. Inzicht in de productiemethoden van de fabrikant is erg belangrijk. Zoek naar fabrikanten met CNC-verspaning op geavanceerd niveau. (Er wordt gefreesd, gedraaid en geslepen). Kernonderdelen moeten bijvoorbeeld 2 μm nauwkeurig zijn. Dergelijke fenomenen van hoge precisie verminderen slijtage, wrijving en vastlopen van onderdelen van apparaten. De assemblage moet ook worden uitgevoerd door senior ingenieurs met voldoende ervaring (bijvoorbeeld 15 jaar handmatige precisieassemblage) om ervoor te zorgen dat de koppelingen en load cells goed zijn uitgelijnd.
- Betrouwbaarheid van elektrische componenten: Besturingssystemen met elektrische circuits zijn de meest voorkomende zwakke punten en storingen. Kopers moeten geen risico's nemen met fundamentele elektrische onderdelen. Eis dat alle belangrijke componenten (PLC's, relais, schakelaars) van de beste wereldwijde fabrikanten zijn: Siemens, SMC, Schneider, SEW, DELTA, AIRTAC, enzovoort. Geavanceerde machines moeten ook zoveel mogelijk gebruik maken van slimme servomotoren. De levensduur van servosystemen wordt verlengd en ze zijn ook voorzien van automatische foutcorrectie en foutwaarschuwing vooraf, waardoor het onderhoud afneemt.
- Garantie & ondersteuningsnetwerk: Mechanische slijtage is een normaal onderdeel van de levenscyclus van een product en daarom is het van cruciaal belang om na te gaan of leveranciers after-sales service kunnen bieden. Gebruik garanties op lange termijn als minimumvereiste. Overweeg leveranciers die verder gaan dan de standaardpraktijk in de branche en garanties tot 16 maanden bieden. Eis daarnaast wereldwijde, 24-7, zeven dagen per week technische ondersteuning via videogesprekken en/of chat. Leveranciers die gedetailleerde bedienings- en onderhoudshandleidingen, installatiehandleidingen en diagnose op afstand via de machine-interface leveren, zullen helpen de last op het onderhoudspersoneel van de faciliteit te verlichten.
Investeren in apparatuur die aan zulke hoge eisen voldoet, betekent investeren in een uiterst betrouwbaar productiemiddel dat jarenlang een snelle en uiterst nauwkeurige productie zal leveren voor een breed scala aan verpakkingen en een verscheidenheid aan materialen.
Om de exacte mechanica en interne systemen te begrijpen die ervoor zorgen dat deze precisieverpakkingsmachines zo effectief werken, lees je deze uitgebreide gids over de werkingsprincipe multiheadweger. Ontdek hoe geavanceerde techniek en slim ontwerp zorgen voor nauwkeurig wegen in zowel de food- als non-foodsector. Raadpleeg voor specifieke uitdagingen op het gebied van intern transport de senior engineers van Levapack om een nauwkeurige, betrouwbare weegoplossing te configureren die is afgestemd op uw productielijn.



