Afmetingen van blikjesetiketten uitgelegd: Exacte formules & machinetoleranties
In de belangrijke wereld van commerciële drank- en voedselverpakkingen is een misrekening van slechts 1/8 inch niet alleen een ontwerpfout, maar ook een catastrofale productiefout. Of u nu een ambachtelijke brouwerij, een speciale koffiebranderij of een geautomatiseerde conservenfabriek runt, gissen naar de afmetingen van uw etiketten leidt onvermijdelijk tot enorme materiaalverspilling, onaanvaardbare machinestoringen en een gecompromitteerde merkesthetiek.
De reis van een digitale PDF proefdruk naar een foutloos fysiek product op een schap in de supermarkt zit vol verborgen technische valkuilen. Variabelen zoals de mechanische grenzen van halfautomatische applicators, de ernstige fysieke vervorming veroorzaakt door hittetunnels en de stille verschuivingen in de wereldwijde toeleveringsketen van aluminium kunnen standaard "sjablonen" onmiddellijk onbruikbaar maken. De industriële verpakkingsstandaarden evolueren voortdurend om aan deze eisen te voldoen.
Deze uitgebreide technische gids gaat voorbij aan amateuristisch ontwerpadvies en duikt rechtstreeks in de industriële realiteit van het verpakken. We ontrafelen de exacte wiskundige formules voor etiketten op platte rollen, de structurele geometrie van krimpsleeves, de precieze methodes voor het meten van onregelmatige blikken en de kritieke toleranties bij machine-invoer die uw productierendement bepalen. Stop met gissen en begin met het ontwerpen van uw verpakking voor een foutloze productie. Ga naar de ultieme maattabel hieronder om aan de slag te gaan.
De ultieme maattabel voor blikjes (drank, voedsel en potjes)
Voordat u een grafisch ontwerp uitvoert of een inkooporder plaatst bij uw drukwerkleverancier, moet u uw dimensionale basiskader vaststellen. De volgende referentiematrix geeft een overzicht van de huidige industriestandaard afmetingen voor de meest gebruikte voedselblikken, aluminium drankblikjes en glazen potten. Maar zoals elke doorgewinterde productiemanager weet, zijn deze cijfers een uitgangspunt en geen universele garantie.
Metalen blikken (3-delig)
#10 Kan
#303 Kan
#300 Kan
Aluminium drankblikjes (2-delig)
16 oz standaard
16 oz glad
12 oz standaard
12 oz glad
8,4 oz Slank
Glazen potten
16 oz pint
8 oz halve liter
De gevaarlijkste valkuil voor startende drankenproducenten is het blik van 16 oz. Historisch gezien waren bijna alle blikjes van 16 oz standaard. 211 formaat. Vanwege periodieke tekorten aan de 211 voorraad hebben veel groothandelaren en mobiele conservenfabrieken deze vervangen door de 207-formaat (16 oz Sleek). De 207 kan heeft exact hetzelfde vloeistofvolume, maar is merkbaar smaller in diameter en groter in fysieke hoogte.
Als u een standaard 211 labelsjabloon (met een breedte van 8,125 inch) blindelings aanbrengt op een blikje met een inhoud van 207 inch, zult u te maken krijgen met een catastrofale fysieke overlap. Het overtollige materiaal veroorzaakt ernstige vervormingen, verkeerde uitlijning en onmiddellijke opstoppingen in uw etiketteermachines. U moet de exacte fysieke SKU van de blanco blikken die bij uw laadperron aankomen, verifiëren voordat u een drukproef goedkeurt.
Het juiste etiketformaat kiezen: Rol etiketten vs. Shrink Sleeves
Voordat u ooit een digitale schuifmaat aanraakt of de omtrek berekent, moet u uw materiaalproces definitief vastleggen. De fundamentele geometrie, de drukmethodologie en de wiskundige formules die worden gebruikt om de afmetingen van uw verpakking te bepalen, verschillen volledig naargelang u een 2D-substraat rond een cilinder wikkelt of een 3D-buis op een vat met contouren krimpt.
Drukgevoelige rollabels en materiaaloverleving
Drukgevoelige (PS) roletiketten vormen de ruggengraat van kleine tot middelgrote drank- en voedselproductie. Deze tweedimensionale etiketten worden geleverd op een doorlopende schutlaag en bieden een ongelooflijke flexibiliteit voor merken met meerdere SKU's, waardoor smaken snel kunnen worden gewisseld en de minimale bestelhoeveelheden (MOQ's) relatief laag zijn. Omdat ze plat zijn, is de berekening van hun afmetingen gebaseerd op eenvoudige vlakke geometrie.
De Master Roll Label Breedte Formule
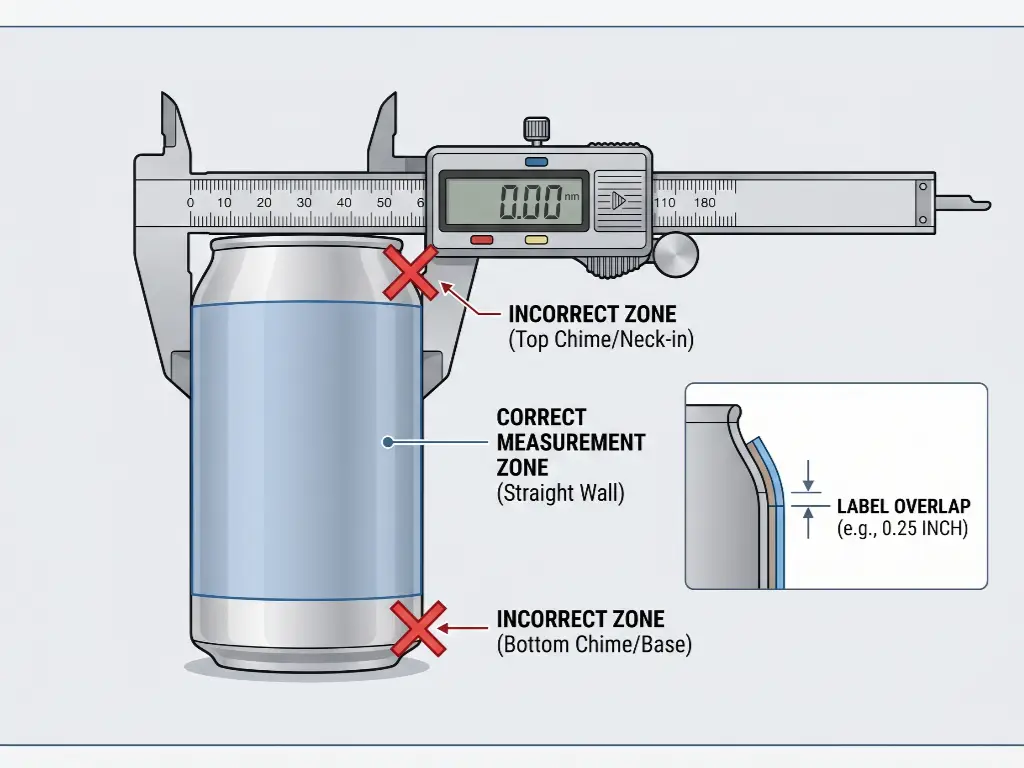
Flat Label Breedte = (Gemeten buitendiameter × 3,1416) + 0,25″ Overlap
Om deze formule correct uit te voeren, moet je een industriële digitale schuifmaat gebruiken om de buitendiameter van het blikje strikt op zijn rechte wand sectie. Meet niet in de buurt van de bovenste of onderste rondingen. Vermenigvuldig die exacte diameter met Pi (3,1416) om je perfecte wiskundige omtrek te vinden. Tot slot moet je de overlapping toevoegen. Een overlap van 1/4″ (0,25 inch) is de absolute gouden industriestandaard. Deze overlap dient als het kritieke ankerpunt waar de lijm zich vastgrijpt aan zijn eigen voorkant en het label op zijn plaats houdt.
Een perfecte wiskundige maat betekent echter niets als het materiaal in de echte wereld uiteenvalt. Een kritisch faalpunt voor nieuwe merken is de "Ice Bucket Test" of standaard logistiek in de koudeketen. Als een blikje drank van een commerciële koelkast van 3°C (38°F) wordt overgebracht naar een omgeving van 24°C (75°F), treedt er onmiddellijk agressieve condensatie op. De buitenkant van het aluminium blikje gaat overvloedig zweten.
Als je een standaard papieren etiket gebruikt, zelfs met een basisvernis, zal het water de papiervezels binnendringen, waardoor je kwaliteitsmerk binnen enkele minuten verandert in een afbladderende, pulpachtige ramp. Voor elk product dat wordt gekoeld of vochtig is, moet u het volgende specificeren BOPP materiaal. Witte BOPP of Clear BOPP-folies, gecombineerd met een agressieve waterbestendige acrylkleefstof en een zware UV-laminering (mat of glanzend), stoten condensatie volledig af, zodat je merkidentiteit intact blijft vanaf de koelkast tot in de hand van de consument.
Krimpkousen: 360 graden dekking en vervormingspercentages
Als een merk een grafische bedekking van 360 graden en van rand tot rand nodig heeft die naadloos aansluit op de complexe rondingen van de verpakking, zijn krimpsleeves de ultieme oplossing. Meestal gemaakt van PETG of PVC-folies, worden deze hoezen plat gedrukt, gefelst tot een doorlopende buis, over de verpakking gegoten en door een zeer gecontroleerde stoom- of stralingshittunnel gevoerd om strak tegen het metaal te krimpen.
Gooi de Pi-formule onmiddellijk weg. Krimpsleeves gebruiken geen standaard breedte- en hoogtematen. In plaats daarvan worden ze gemaakt met behulp van twee totaal verschillende meetmethoden:
- Layflat breedte (LFW): De breedte van de huls als hij helemaal platgedrukt is. Dit wordt berekend door de breedste omtrek van het blikje te nemen, daar een sliptolerantie aan toe te voegen (meestal 2-4 mm zodat de huls soepel over het blikje kan glijden) en te delen door twee.
- Snijlengte: De verticale lengte van de niet gekrompen hoes voordat deze door de hittetunnel gaat. Omdat de folie zowel verticaal als horizontaal krimpt (zij het in verschillende verhoudingen), moet de snijlengte iets langer zijn dan de uiteindelijke gewenste visuele hoogte.
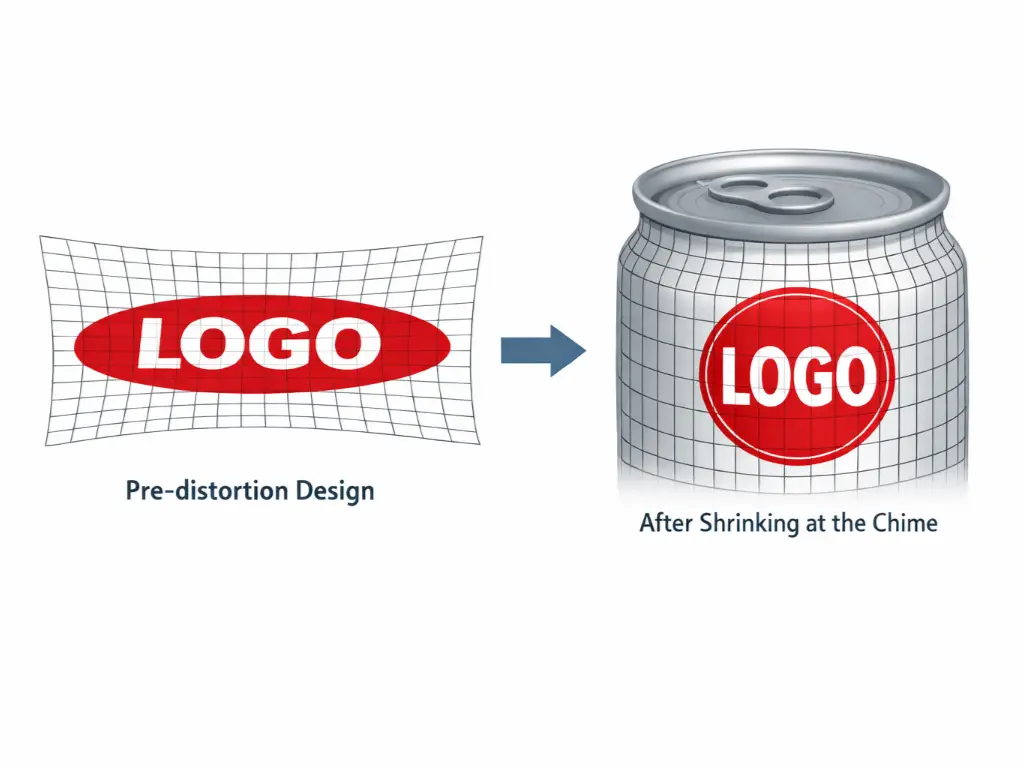
Het meest meedogenloze aspect van het ontwerpen van krimpsleeves is Vervorming (krimpsnelheid). Terwijl de plastic buis agressief krimpt om de zware binnenwaartse rondingen aan de boven- en onderkant van het blikje te omhelzen - gebieden die bekend staan als de "Chime" of "Neck-down" - worden de gedrukte afbeeldingen uitgetrokken en uitgerekt. Als u een perfect rond logo in de buurt van de gong plaatst in uw vlakke ontwerpbestand, zal het na de hittetunnel veranderen in een lelijke, uitgerekte ovaal. Prepress verpakkingsingenieurs moeten gespecialiseerde 3D grid mapping software gebruiken om het artwork opzettelijk in omgekeerde richting te "vervormen", zodat de afbeeldingen er na het krimpen van het plastic voor het oog van de consument mathematisch perfect uitzien.
Hoe labelafmetingen meten voor aangepaste of onregelmatige blikken
Zodra je afstapt van het standaard cilindrische drankblikje, veranderen de regels van de verpakkingstechniek drastisch. Aangepaste en onregelmatige verpakkingen, zoals rechthoekige blikjes voor lunchgerechten, afgeplatte ovale blikjes voor zeevruchten of sterk taps toelopende industriële emmers, kunnen niet worden behandeld met een "meet de omtrek en verpak hem" mentaliteit. Het aanbrengen van gespannen substraten op scherpe geometrische hoeken of complexe rondingen nodigt uit tot catastrofale structurele defecten.
Paneellabels voor vierkante en platte blikken
Vierkante of rechthoekige blikken, die vaak gebruikt worden voor hoogwaardige eetbare oliën, vleeswaren en speciale theesoorten, vormen een unieke fysische uitdaging. Als je een enkel, doorlopend, drukgevoelig etiket rond vier hoeken van 90 graden probeert aan te brengen, creëer je ernstige "geheugen"-spanning in de folie. Het etiketsubstraat wil van nature terugkeren naar zijn vlakke toestand. Na verloop van tijd, of tijdens kleine schokken in verzenddozen, zorgt deze spanning ervoor dat het etiket gaat "wapperen" en heftig loskomt van de hoeken.
De professionele oplossing is om helemaal af te zien van de volledige wrap en een Label voor- en achterpaneel strategie (twee afzonderlijke stickers). Wanneer je de vlakke kant van het blik meet, moet je labelbreedte definitief stoppen met voor de hoekradius begint. Een gouden regel voor onregelmatige verpakkingen is "smaller is veiliger". Zorg ervoor dat de rand van uw etiket volledig op het platte vlak rust; als er ook maar een millimeter van het etiket in de gebogen hoek kruipt, biedt u een hefboompunt voor schil- en wrijvingsschade.
Top etiketten en kartonnen hoezen voor zeevruchtenblikjes
Afgeplatte, ovale blikjes - de wereldwijde standaard voor premium sardines, ansjovis en kaviaar - lijden onder een ernstig gebrek aan verticaal onroerend goed. De zijwanden van deze blikjes zijn vaak minder dan een centimeter hoog en hebben agressieve, doorlopende rondingen. Het is fysiek onmogelijk, en wettelijk niet conform, om de verplichte FDA/USDA voedingsinformatie, streepjescodes en merkvermeldingen op deze microscopische zijwanden aan te brengen met standaard kleefmiddelen.
Om deze geometrie te overwinnen, zetten merken twee specifieke strategieën in:
- Het bovenste paneellabel: Een nauwkeurig gestanst label dat uitsluitend op het vlakke, verzonken gedeelte van het deksel wordt aangebracht. Bij de meting moet rekening worden gehouden met de binnenste rand van de naad, zodat het label perfect in de vlakke bak valt zonder over de metalen randen te rijden.
- De kartonnen hoes: De meest hoogwaardige en effectieve oplossing. In plaats van lijm wordt er een zware kartonnen sleeve om de buitenafmetingen van het blik gewikkeld. Om dit te berekenen moet je de totale lengte van de bovenzijde, de onderzijde en beide zijwanddiktes opmeten en, wat heel belangrijk is, een overlapping van 15 mm toevoegen op de plek waar de industriële lijm de huls aan de onderkant samenbindt.
Professionele dielijnen voor conische blikken aanschaffen
Tapse of conische blikken (waarbij de bovendiameter breder of smaller is dan de bodemdiameter) vormen de ultieme maatuitdaging. Als een taps toelopend 3D-object wordt uitgepakt in een 2D-vlak, vormt het geen rechthoek maar een wiskundig nauwkeurige, gebogen waaiervorm (een geometrisch frustum).
Het enige aanvaardbare protocol voor taps toelopende blikken is contact opnemen met de fabrikant van de verpakking en de officiële CAD-tekening opvragen. Als die niet beschikbaar is, moet de fysieke verpakking met een laser worden gescand door een verpakkingsingenieur die CAD-software gebruikt om wiskundig een exacte conische diellijn te genereren zonder foutmarge.
Machine compatibiliteit: Afwikkelrichtingen en labeltoleranties
Een prachtig ontworpen, perfect berekend etiket is volkomen waardeloos als je fabrieksmachines het niet kunnen verwerken. De overgang van het scherm van de grafisch ontwerper naar de realiteit van een draaiende productielijn brengt zware mechanische beperkingen met zich mee. Begrijpen hoe labels worden afgeleverd en hoe machines ze aanbrengen is de laatste barrière voor operationeel succes.
Posities van afrollen van etiketrollen decoderen (#1 - #8)
Wanneer je roletiketten koopt, worden ze niet als losse vellen geleverd; ze zijn strak om een kartonnen kern gewikkeld (meestal 3 inch in diameter). De specifieke oriëntatie van het artwork als het uit deze kern komt, staat bekend als de Ontspannen Richting. De wereldwijde verpakkingsindustrie gebruikt een gestandaardiseerd numeriek systeem van positie #1 tot positie #8.
Uw etiketteerapparatuur is een onbuigzaam systeem. Het verwacht dat het etiket in een zeer specifieke richting wordt ingevoerd. Bij de meeste cilindrische etiketteermachines draait de machine het blik verticaal en wikkelt het etiket horizontaal. Dit betekent dat uw automatische of halfautomatische etiketteermachine vereist fundamenteel Positie #3 (Rechterkant voorlopend) of Positie #4 (Linkerrand voorlopend).
Als de inkoopmanager nalaat de handleiding van de etiketteermachine te controleren en de standaardinstelling van de printer accepteert (die vaak positie #1, bovenrand voorlopend), zijn de resultaten rampzalig. De etikettenfolie wordt loodrecht op het mechanisme van de machine ingevoerd. Als je een Top Edge Leading-rol toepast op een horizontale wikkelmachine, zullen de optische sensoren onmiddellijk vastlopen of zullen 100.000 blikken volledig zijwaarts geëtiketteerd worden. De enige remedie is om de productie stil te leggen en een ploeg te betalen om kilometers etikettenfolie met de hand op te rollen.
Toleranties bij rolinvoer voor halfautomatische etiketteerders
Veel KMO's beginnen hun verpakkingsreis met halfautomatische tafelmodel etiketteermachines, zoals de alomtegenwoordige MT-30. Hoewel ze kosteneffectief zijn, hebben deze op wrijving gebaseerde rolmachines ongelooflijk nauwe mechanische toleranties en zijn ze zeer gevoelig voor menselijke invoerfouten. Hoewel ze kostenefficiënt zijn, hebben deze op wrijving gebaseerde rolmachines ongelooflijk nauwe mechanische toleranties en zijn ze zeer gevoelig voor menselijke invoerfouten.
De 0,25″ Overlap Spanningslimiet: Eerder stelden we vast dat een overlap van 0,25″ (1/4″) de maximaal toegestane standaard is. De reden hiervoor ligt in de rollen van de machine. Wanneer het etiket rond het blikje wordt gewikkeld en zichzelf overlapt, ontstaat er een microscopische fysieke "hobbel" die bestaat uit twee lagen BOPP-folie en lijm. Als de overlap groter is dan 0,25″ - laten we zeggen 0,5″ - dan zullen de applicatierollers dat verlengde dubbeldikke gebied te lang vasthouden. Hierdoor ontstaat een groot spanningsverschil, waardoor de achterste rand van het label naar beneden draait, wat resulteert in een lelijke spiraal (Verkeerde registratie) of enorme luchtbellen onder de film.
De Chime Hazard Boundary: De hoogte van je label moet streng gereguleerd worden om binnen de Rechte muur van het blik. Aluminium blikjes hebben een "Chime" of "Neck-down" - de gebogen overgang waar het blikje smaller wordt bij het bovenste deksel en de onderste koepel. Er moet een minimale visuele veiligheidsafstand van 0,125″ (1/8") zijn tussen de boven- en onderrand van het etiket en het begin van de metalen kromming. Als een halfautomatische roller een plat, stijf BOPP-label op de gebogen klokkenspeler probeert te drukken, kan het overtollige materiaal volgens de wetten van de fysica nergens heen. Het zal onmiddellijk over zichzelf heen vouwen, waardoor een permanente, onomkeerbare dode rimpel ontstaat die de esthetische waarde van het product volledig vernietigt.
Upgrade naar precisieautomatisering
Levapack richt zich volledig op het leveren van hoogwaardige, geautomatiseerde conserven- en verpakkingsoplossingen voor wereldwijde KMO's. Door wrijvingsrollen te vervangen door geavanceerde servogestuurde technologie en precisie-engineering op 2 μm-niveau, maken onze geautomatiseerde etiketteer- en naaisystemen volledig komaf met door mensen veroorzaakte rimpels en overlappingsfouten.
Wij zorgen ervoor dat elk blikje dat van uw lijn rolt een onberispelijk, eersteklas merkimago heeft voor de consument. Stop met vechten tegen machinetoleranties en begin met het schalen van uw output.



