Een dubbele naad is niet zomaar een sluiting in de conservenindustrie, het is de belangrijkste barrière tussen uw product en de buitenwereld. In het geval van fabrikanten van voedingsmiddelen, dranken en industriële goederen bepaalt de productintegriteit van deze naad de houdbaarheid, veiligheid en merkreputatie.
Toch benaderen de meeste managers kwaliteitscontrole en lijningenieurs de kwestie van inspectie van dubbele naden vanuit een reactief perspectief. Ze besteden veel aandacht aan defecten in dubbele naden - ze registreren de metingen, noteren de fout en voeren het product af. Meten is niet de oplossing, hoewel het een essentieel onderdeel is van het kwaliteitscontroleproces. Meten is niet het antwoord, hoewel het een essentieel onderdeel is van het kwaliteitscontroleproces.
Om nul defecten te hebben, moet je je manier van denken over inspectie veranderen in optimalisatie. De gegevens van een dubbele naadinspectie zijn niet alleen een goedkeurings- of afkeurcijfer, het is een diagnoserapport over de gezondheid van je naaimachine. Elke verandering in de naaddikte, overlapping of lengte van de lichaamshaak is een directe indicatie dat een bepaald mechanisch onderdeel, een rol, een lifter of een naaikop, moet worden vervangen.
De gids is bedoeld voor productiemanagers en ingenieurs die de kloof willen overbruggen tussen naadinspectiegegevens en machinemachines. We bekijken hoe we metingen van de productkwaliteit kunnen omzetten in mechanische wijzigingen die geïmplementeerd kunnen worden, zodat uw productielijn nauwkeurig en efficiënt werkt.
De kerndefinitie van dubbele naad
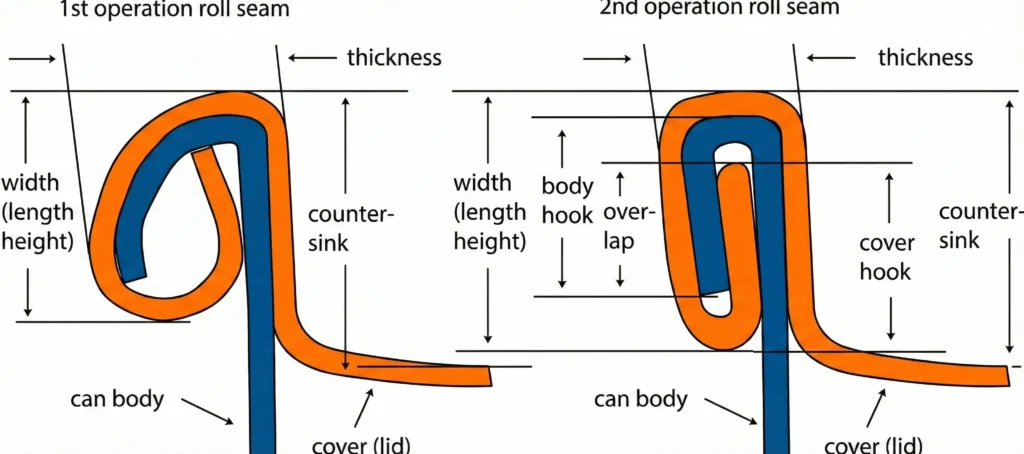
De dubbele naad is een hermetische afsluiting die wordt gecreëerd door 5 lagen metaal mechanisch in elkaar te laten grijpen. Deze lagen bestaan uit drie lagen van de uiteinden van het blik (het deksel) en twee lagen van de romp van het blik. In wezen moeten deze stukken metaal op de juiste manier worden gevouwen om lekkage te voorkomen.
Het naaiproces verloopt in twee stappen. De eerste structuur wordt gemaakt door in de eerste bewerking de dekhaak om de lichaamshaak te krullen. Deze lagen worden samengedrukt om een gasdichte afdichting te vormen tijdens de tweede bewerking. Deze mechanische vergrendeling is wat begrepen moet worden om het falen van een naad te diagnosticeren. Als de fysieke overlapping van deze vijf lagen niet voldoende is, of als de vorming bij de tweede bewerking te los is, krijg je een lekkende dubbele naad.
Inspecteren: Visuele vs. destructieve methoden
Kwaliteitscontrole moet in twee stappen gebeuren: ten eerste regelmatige niet-destructieve visuele inspecties om grove fouten op te sporen en ten tweede periodieke destructieve tests om de interne integriteit te garanderen met gespecialiseerde apparatuur voor naadinspectie.
- Visuele inspectie (niet-destructief)
Frequentie: Elke 15-30 minuten bij het naaistation.
Doel: Om grove machinefouten of "drift" vroeg genoeg te detecteren voordat het kritisch wordt.
De operators moeten het blikje fysiek draaien en de naad aanraken. Je bent op zoek naar:
- Droop: Een gladde projectie van de naad naar beneden bij de kruising.
- Vee: Een scherpe "V"-vormige uitsteeksel, duidt vaak op een losse naad van de eerste operatie.
- Scherpe naad: Een scherpe rand op de bovenrand van het blikje aan de binnenkant van de naad (wijst op problemen met de spanklauw).
- Skidders/Deadheads: Bewijs dat het blikje afgleed tijdens het dubbel naaien.
- Sloopinspectie (Destructief)
Frequentie: Aan het begin van de dienst (eerste dienst), bij het wisselen van de dienst en na elke 4 uur.
Doel: Om de interne dubbele naadcomponenten en dichtheid te meten.
De procedure:
- Sectie: Snijd met een speciale naadzaag een dwarsdoorsnede van de naad. Zo kun je het blikje op de bliknaadinspectie-apparatuur zetten om Overlap, Body Hook en Cover Hook te meten.
- Strippen: Trek de rest van de afdekhaak van het blikje af met een naadstripper (of tang).
- Strakheidclassificatie: Controleer de binnenkant van de bushaak en de verwijderde afdekhaak. Je zult zien dat sommige naadbewerkingen rimpels achterlaten. Een aanzienlijke naadafdruk is vaak een goed teken.
- Geen kreukels (100% Strakheid): Ideaal (of zelfs te strak).
- Lichte rimpels (90% Strakheid): Normale indicatie van voldoende strakheid.
- Diepe rimpels die doorlopen tot op de bodem (Los): FOUT.
Inspectiemetingen koppelen aan de mechanismen van de naaimachine
Nu je je metingen hebt, hoe gebruik je ze?
Je naden moeten een bepaald tolerantiebereik hebben om te voldoen aan wettelijke vereisten zoals de FDA (21 CFR 113) of industrienormen zoals de ISBT. Maar het is nog niet het halve werk om een getal buiten de specificaties te zien. Je moet weten aan welke bout je moet draaien.
De kritieke industrienormen (veilige zones) worden in de volgende tabel direct gekoppeld aan de machineonderdelen die ze controleren. Dit is uw belangrijkste diagnostische redenering voor de kwaliteit van dubbele naden.
| Parameter & veilige zone (standaard) | Definitie en waarom het belangrijk is | Machineonderdeel besturen |
| Lichaamshaak(Spec ± 0,15 mm) | Def: Flens naar beneden gebogen. Kritiek: Essentieel voor het maken van de interlockstructuur. | Eerste bedieningsrol (Hoogte en diepte van de groef). |
| Overlap(> 1,0 mm / 0,040″) | Def: Lengte van vergrendeling tussen haken. Kritiek: De primaire barrière tegen het binnendringen van bacteriën (Leakers). | Tweede bedieningsrol & hefdruk (primair) Ook beïnvloed door de 1e Op-geometrie. |
| Strakheid(> 75% - 80%) | Def: Afwezigheid van kreukels op de omslaghaak. Kritiek: Zorgt ervoor dat de afdichtingspasta holtes vult. | Tweede operatierol Profiel (Spanningsinstelling en veerdruk). |
| Verzinkboor(Spec ± 0,15 mm) | Def: Diepte van naad tot onderkant deksel. Kritiek: Beïnvloedt de naadsterkte en drukweerstand. | Chuck hoogte en uitlijning (en stabiliteit van de hefveer). |
| Dekselhaak (Spec ± 0,15 mm) | Def: Deksel naar boven gebogen. Kritiek: Werkt met Body Hook om overlap te creëren. | Eerste bedieningsrol (Interactie met Chuck) |
De eerste bewerking: De haken vormen (body & cover haak)
De dubbele naad is gebaseerd op de eerste bewerking. Deze bepaalt hoeveel materiaal er overblijft voor de uiteindelijke seal. Het gaat met name om de lichaamshaak en de dekhaak. Dit zijn de twee metalen structuren die uiteindelijk met elkaar moeten worden verbonden. Een goede naad van de eerste bewerking is cruciaal. Als ze in dit stadium te kort of vervormd zijn, zal de tweede bewerking het blikje niet kunnen redden.
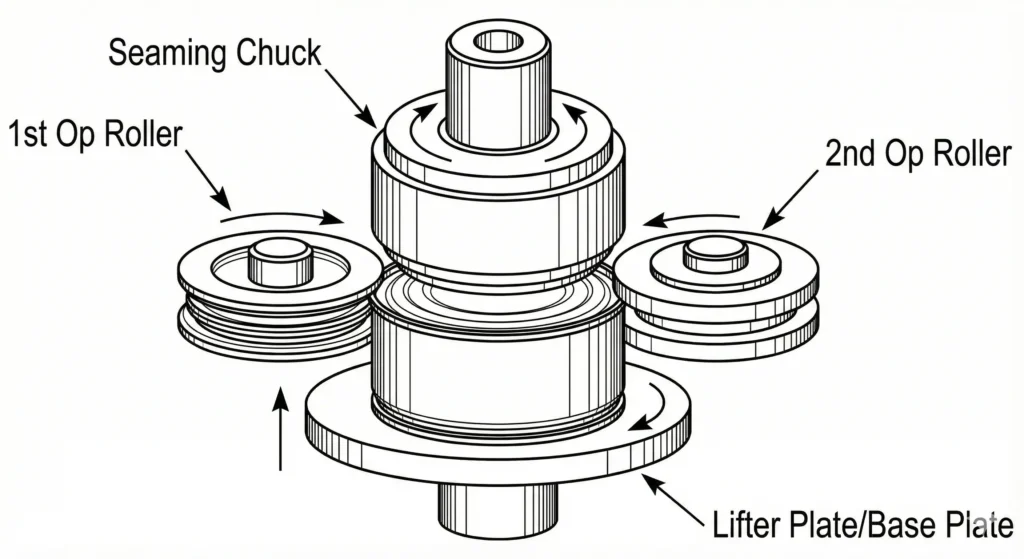
Deze haken worden alleen geproduceerd door de eerste bedieningswals. De rol duwt de krul van het deksel onder de rand van de flens van het bliklichaam. De hoeveelheid gebogen materiaal hangt af van de diepte van de rol ten opzichte van de klauwplaat (pinhoogte) en het profiel van de groef van de rol.
Als je Body Hook niet consistent is, kijk dan niet naar de tweede bedieningsrol. Je moet de eerste bedieningsrol controleren. Wiebelt de rol door slijtage van het lager? Geeft de aandrijfnok van de rol gelijkmatige druk?
De tweede bewerking: De afdichting maken (overlap en dichtheid)
De haken zitten los nadat ze gevormd zijn. De tweede bewerking is de oorzaak van overlap (de werkelijke afdichtingsafstand) en naaddichtheid (de samendrukking van de afdichtingsmassa). De overlap kan niet direct worden gemeten zonder het blik door te snijden, maar wordt berekend aan de hand van de lengtes van de haken en de dikte van de naad. De dichtheid wordt bepaald door de naad af te pellen en te kijken of de afdekhaak rimpels vertoont.
De tweede bedieningswals regelt dit. Het profiel van deze rol is platter dan dat van de eerste. Het is zijn taak om de plooien die in stap één zijn gemaakt glad te strijken zodat er een strakke naad ontstaat.
Een van de fouten die worden gemaakt is het toepassen van de verkeerde hoeveelheid druk in dit geval om een lek te dichten. Een te hoge druk kan het metaal te veel uitrekken, waardoor een losse naad ontstaat of de overlap afneemt (een fout die bekend staat als uitstralen). Het doel is de juiste compressie. Hiervoor is een stabiele naaikop nodig. Als de walsdruk varieert als gevolg van een ineffectieve motorbesturing, dan zul je een ongelijkmatige dichtheid zien in één enkele productierun.
De structurele basis: Verzinking & Naadhoogte
De afstand tussen de bovenkant van de naad en het vlakke paneel van het deksel is de verzonken diepte. De verticale maat van de buitenafmetingen is de naadhoogte.
Deze metingen geven de verticale stabiliteit van je machine aan. Ze worden gecontroleerd door de naaimachine (perskop) en de heffer (basisplaat).
Het deksel wordt vastgehouden door de klauwplaat en het bliklichaam wordt omhoog geduwd door de lifter. Als de veer van de lifter te zwak is, zal het blikje slippen of naar beneden vallen in de naad, en zal de lichaamshaak lang zijn en de naadhoogte kort. Tenzij de klauwplaat perfect gecentreerd is op de rollen, zal de verzinking ongelijk zijn rond de diameter.
Gids voor probleemoplossing: Diagnose van machinefouten aan de hand van inspectiegegevens
Een defect dat door inspectieapparatuur wordt ontdekt, zorgt ervoor dat de productielijn stopt. Hoe sneller u de oorzaak van het probleem identificeert, hoe minder u betaalt aan stilstand. Hieronder volgt een stappenplan voor de vertaling van algemene defectgegevens naar mechanische oplossingen.
| Defect gedetecteerd | Mechanische oorzaak |
| Scherpe naad | Klauwplaat is te laag ingesteld of lip van klauwplaat is versleten. |
| Lage overlap | De tweede bedieningsrol zit los of de druk van de hefinrichting is laag. |
| Valse naad | Beschadigde flens of lagerspeling (wiebelen). |
| Dode kop (Skidder) | De druk op de heffer is te laag of de Chuck slipt. |
Scherpe naden repareren door de uitlijning van de klauwplaat aan te passen
Je kunt een scherpe rand voelen aan de bovenste binnenrand van de naad. Dit is gevaarlijk voor de consument en snijdt meestal door de naad met onmiddellijke lekkage tot gevolg. Dit is bijna altijd een Chuck-probleem.
- Controleer de verticale uitlijning: De klauwplaat zit waarschijnlijk te laag ten opzichte van de rollen. Hierdoor buigt het metaal te heftig over de lip van de klauwplaat. Je moet de instelling van de pinhoogte verhogen.
- Slijtage inspecteren: Onderzoek de lip van de klauwplaat. Als de rand is afgebrokkeld of ongelijkmatig is afgesleten, snijdt het metaal.
Lage overlap oplossen via rolspanning
De berekening geeft aan dat er niet genoeg overlap is (minder dan 1,0 mm of wat je standaard ook is). Dit betekent dat de haken niet diep genoeg inhaken. Dit vereist een controle in meerdere stappen, waarbij vaak de radius van de dekhaak wordt gecontroleerd.
- Controleer de druk in de hefinrichting: Wanneer het blikje naar beneden glijdt, wordt de lichaamshaak niet gevormd. Zet meer spanning op de veer op de bodemplaat.
- Pas de tweede bedieningsrol aan: Als de haken elkaar niet overlappen maar wel lang genoeg zijn, kan de tweede bedieningsrol niet diep genoeg drukken. De rol moet worden vastgedraaid om een zichtbare drukrand te krijgen.
- Waarschuwing: Niet te strak aandraaien. Te strak aandraaien leidt tot het uitrekken van het metaal en het verminderen van de overlap. Het is een fijn evenwicht waarvoor een stabiel machineframe nodig is.
Valse naden corrigeren: Lager- en flensproblemen
De naad lijkt onberispelijk aan de buitenkant, maar bij demontage blijkt dat de lichaamshaak en de dekselhaak elkaar niet eens geraakt hebben. Het blikje is niet verzegeld. Dit is een ernstige veiligheidsfout. Dit is meestal te wijten aan mechanische slop of een verkeerde uitlijning in de cyclus.
- Lagers controleren: Als rollagers speels zijn, kan de rol terugstuiteren wanneer hij de naad van het blik raakt en zal hij niet samendrukken.
- Controleer de invoer: Als de busflens verbogen is voordat hij de naaimachine raakt, grijpen de haken niet in. Controleer de timing van het sterwiel en de revolver.
Geïntegreerd kwaliteitsprotocol: Dagelijkse Setup & Inspectie Workflow
Routine is het gevolg van consistentie. Om defecten te verminderen, moet je van de inspectie van dubbele naden een onderdeel maken van je dagelijkse werkproces voor het instellen van de machine. Dit protocol zorgt ervoor dat je niet langer slechte blikken moet vangen, maar slechte blikken moet voorkomen.
Fase 1: Machinecontrole vóór de start (de visuele methode)
De operator moet een visuele controle uitvoeren voordat de machine één blikje laat draaien. Niet het blik wordt gemeten, maar de paraatheid van de machine.
- Puincontrole: Controleer de rollen en klauwplaat op aluminiumstof of lak. Dit vuil wijzigt de effectieve diameter van het gereedschap en verandert de afmetingen van de naad.
- Gereedschapsconditie: Inspecteer de klauwplaatlip visueel op spanen.
- Smering: Laat alle bewegende onderdelen smeren.
Fase 2: De "eerste uit"-kalibratie (de destructieve methode)
Begin niet met de volledige productie zonder een uitsplitsing met gebruik van de juiste naadinspectie-instrumenten.
- Warming-up: Laat de machine 5-10 minuten draaien. Naaimachines zetten iets uit als ze opwarmen; instellingen op een koude machine zullen afwijken.
- De afbraak: Neem de eerste 3 opeenvolgende blikken. Voer een volledige destructieve test uit.
- Kalibratie: Als de dichtheid niet 100% (of uw standaard) is, verander dan meteen de veerkracht van de 2e bedieningsrol. Ga pas verder als de eerste monsters perfect zijn.
Fase 3: Intervalmonitoring (niet-destructief en monsterneming)
Wanneer de productie is gestart, kun je niet alle blikken ontmantelen.
- Frequentie: Controleer na elke 30 minuten bij hogesnelheidslijnen (zoals onze modellen met 50 blikjes/minuut). Bij langzamere lijnen kan een uur voldoende zijn.
- Gegevensregistratie: Documenteer deze intervallen. Als je een trend opmerkt (bv. de naadhoogte neemt geleidelijk toe), dan betekent dit dat de machine aan het driften is (een borgmoer kan loszitten of de lifterveer wordt warm).
Inspectiegereedschap selecteren voor snelle machinekalibratie
Handmatige hulpmiddelen en geautomatiseerde systemen zijn vaak onderwerp van discussie. We raden klanten aan om gereedschappen te selecteren op basis van hun feedbacksnelheid en niet op basis van hun technologie. Dit is bedoeld om ervoor te zorgen dat de operator snel over de gegevens kan beschikken zodat hij/zij de machine kan bijstellen.
- Handgereedschap (micrometers/ schuifmaten):
- Voordelen: Goedkoop, duurzaam.
- Minpunten: Subjectieve (verschillend gemeten door verschillende operators), trage en handmatige gegevensregistratie.
- Gebruikscasus: Het beste voor het opstarten van kleine volumes of als back-up.
- Geautomatiseerde vision-systemen (naadmonitors):
- Voordelen: Objectieve, extreem snelle, digitale gegevensopslag.
- Minpunten: Hogere initiële kosten.
- Gebruikscasus: Essentieel voor elke serieuze productielijn waar traceerbaarheid vereist is.
Het nuttigste hulpmiddel is het hulpmiddel dat in je workflow past. Een geautomatiseerde inspectie-eenheid van 50.000 dollar heeft geen nut als de gegevens worden opgeslagen in een computerkantoor. De naaister moet naast de monitor zitten. Wanneer het systeem een lage lichaamshaak signaleert, moet de operator weten dat hij/zij de eerste operatierol moet inspecteren.
Investeer nooit te veel in technologie die u niet nodig hebt, maar specificeer uw kwaliteitscontrole nooit te laag. Het protocol van een ambachtelijke producent die 20 blikken per minuut sealt, is niet hetzelfde als een drankenfabriek die er 500 sealt.
De volgende matrix kan worden gebruikt om de juiste inspectieopstelling voor uw productieniveau te bepalen:
| Productieschaal | Typische uitvoer (CPM) | Aanbevolen inspectie-instellingen | Waardepropositie |
| Micro- / Pilootlijn | < 15 CPM | Handmatige micrometer + naadzaag | Lage kapitaalkosten: Ideaal voor bedrijven waar operators tussen de cycli door ruim de tijd hebben om blikjes handmatig te meten. |
| MKB / Middelgroot | 20 - 80 CPM | Desktop Video Seam Monitor (VSM) | Nauwkeurigheid en snelheid: Biedt het noodzakelijke digitale controlespoor en elimineert operatorfouten zonder de kosten van inline automatisering. |
| Hoog volume | 100+ CPM | Inline röntgen of volledig automatische visie | Monstername in real-time: Noodzakelijk wanneer de productie te snel gaat voor menselijke monstername; detecteert statistische drift onmiddellijk. |
Conclusie
Inspectie van dubbele naden is geen passieve bezigheid van cijfers schrijven, maar een actieve interactie met je machine. Elke micron variatie in je inspectierecord is een geruis van je machine die je vertelt wat hij wil, of dat nu een rolinstelling, een veer of een klauwplaat is.
Toch is een machine van hoge kwaliteit de basis van een perfecte naad. Een naaimachine die structureel niet stijf is of geen precieze onderdelen heeft, kan met geen enkele aanpassing worden gerepareerd.
Bij Levapack, we verkopen niet alleen machines; we zorgen ook voor stabiliteit. Met CNC-bewerkte onderdelen die tot op 2 µm nauwkeurig zijn, eersteklas servobesturingen en een zware roestvrijstalen constructie zijn onze op maat gemaakte inblikoplossingen gebouwd om shift na shift hun instellingen vast te houden. We ondersteunen fabrikanten in meer dan 100 landen en helpen hen om van het oplossen van problemen naar het optimaliseren van de productie te gaan.
Ben je het beu om oude apparatuur voortdurend aan te passen om door de naadinspecties te komen?
Neem vandaag nog contact op met Levapack. Laten we een uiterst nauwkeurige, foutloze conservenoplossing bespreken die is afgestemd op uw specifieke product en fabrieksindeling. Van poeder tot pasta, wij beschikken over de technische expertise om uw succes te garanderen.



