
Guide de la double couture : Mécanique, qualité et sélection des équipements
La dernière frontière du contrôle de la qualité est l'intégrité d'un conteneur. Depuis plus d'un siècle, la double soudure est la norme ultime de scellage des récipients métalliques dans l'industrie de l'emballage. Dans l'industrie des aliments et des boissons, il ne s'agit pas d'une question d'intérêt mécanique de connaître les détails techniques de la double soudure, qu'il s'agisse d'une brasserie artisanale en démarrage ou d'une multinationale de l'agroalimentaire ; il s'agit d'un élément essentiel de la sécurité alimentaire, de la durée de conservation et de la protection de la marque.
Ce guide examine les principes mécaniques du double serti, les principaux paramètres de qualité et propose un guide pour la sélection d'équipements qui réduisent le risque opérationnel tout au long du processus de mise en conserve.
Table des matières
Qu'est-ce qu'une double soudure dans un emballage métallique ?
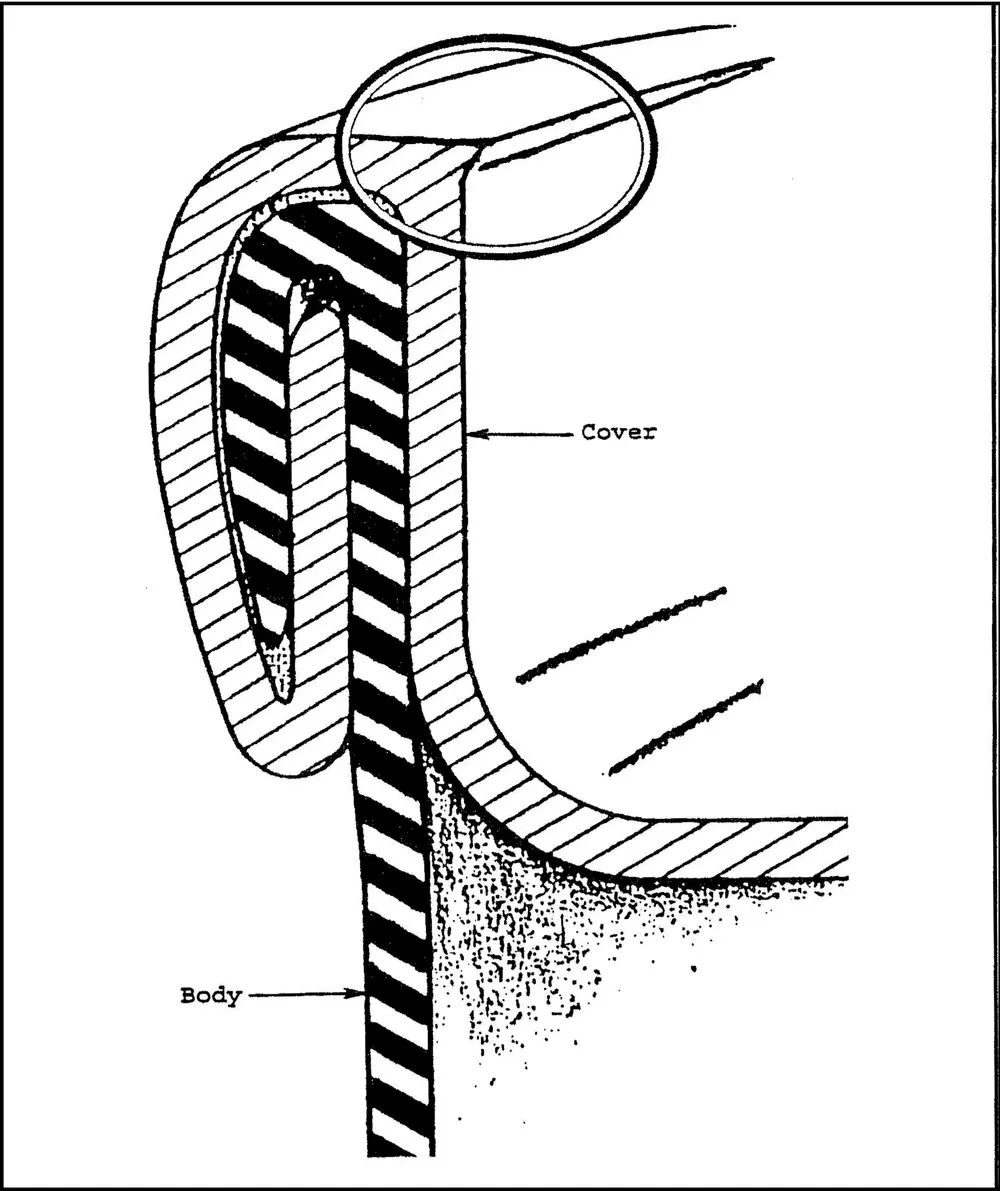
Le double sertissage est un joint mécanique très précis créé par l'emboîtement des bords d'un corps de boîte et d'un couvercle (extrémité) au cours du processus de sertissage. Contrairement au thermoscellage des récipients en plastique ou à la fixation par friction d'un bouchon à pression, le double sertissage repose sur la déformation irréversible des couches métalliques pour former une barrière physique.
L'objectif principal de cette opération de couture est de créer un joint hermétique. Techniquement, un joint hermétique est un joint qui est étanche à l'air et totalement imperméable aux contaminants externes, tels que les gaz, l'humidité et les micro-organismes. C'est ce joint qui permet aux produits périssables de rester commercialement stériles à température ambiante pendant des années dans le contexte de l'industrie alimentaire.
La double couture est une architecture tridimensionnelle. Il ne s'agit pas simplement de plier du métal, mais de contrôler les espaces entre les plis. Quelques microns peuvent créer un point d'entrée pour les bactéries aérobies, y compris Clostridium botulinum, pour pénétrer dans le corps du récipient après le processus de refroidissement. Ainsi, le point le plus important du système de gestion de la qualité (QMS) de toute ligne de sertissage de boîtes est le maintien de l'intégrité de la double couture.
Composants essentiels et terminologie de base
Il faut parler de la géométrie de la couture pour contrôler une ligne de couture automatisée. Chaque aspect d'une double couture raconte le calibrage de la machine et la performance du matériau.
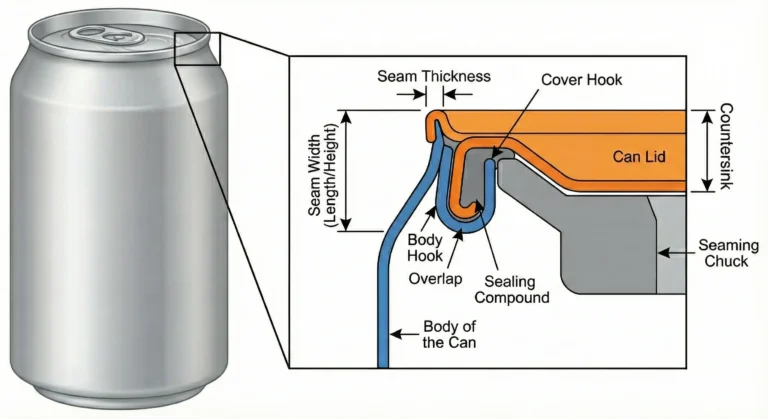
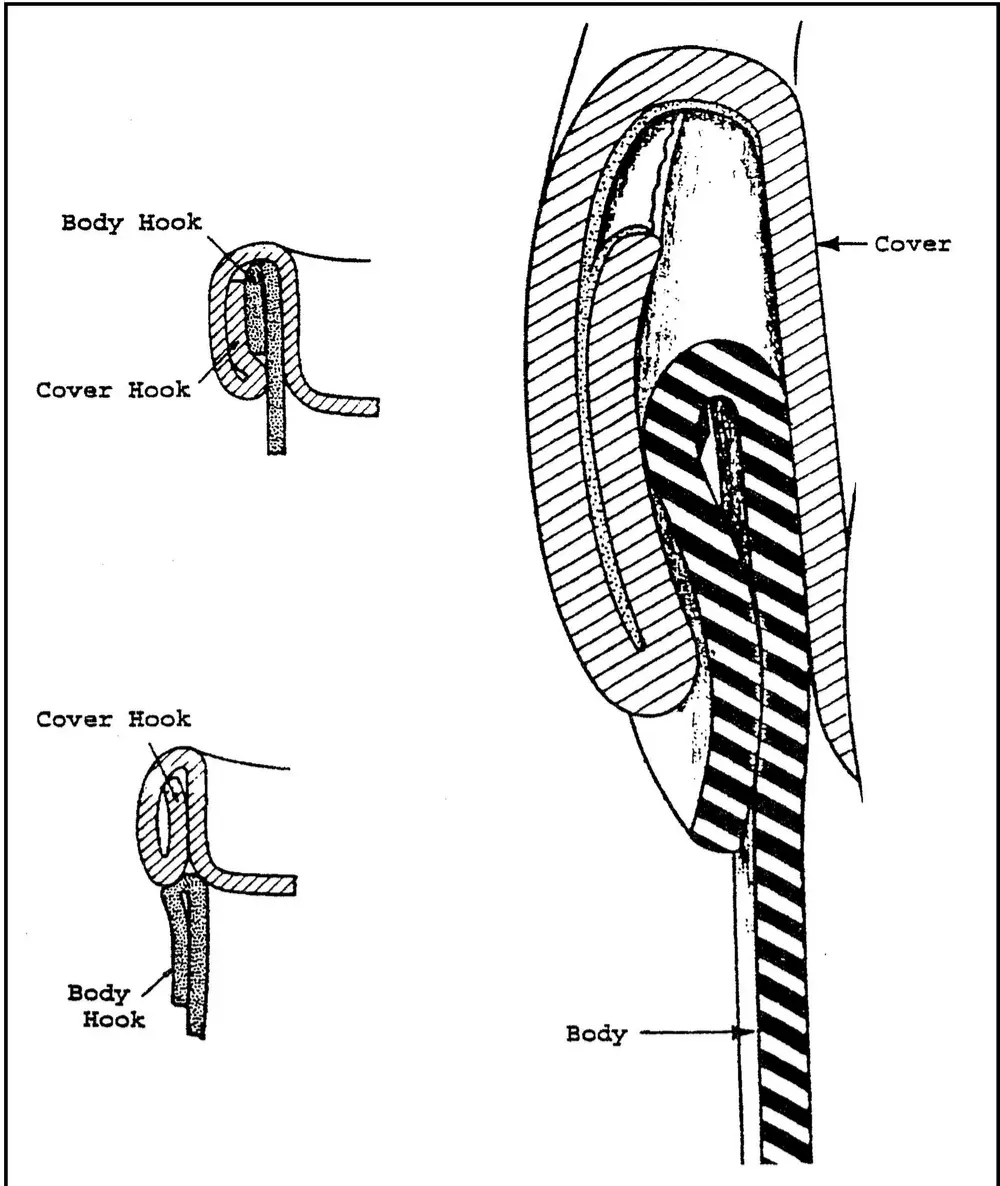
Crochet de corps : Il s'agit de la partie du corps de la collerette de la boîte qui est pliée vers le bas lors du processus de couture. Le crochet du corps doit être suffisamment long pour permettre le chevauchement, mais pas trop pour ne pas provoquer de flambage de la structure.
Crochet de couverture (Crochet d'extrémité): Il s'agit de la partie du couvercle de la boîte (la "boucle") qui est repliée et pliée derrière le crochet du corps. Un long crochet de couverture permet de pénétrer plus profondément dans le pli et sert de joint interne.
Chevauchement : Il s'agit probablement de la mesure la plus importante dans l'analyse des coutures. La distance physique à laquelle le crochet de la housse et le crochet de la carrosserie s'emboîtent est connue sous le nom de distance physique. Sans un chevauchement adéquat, la couture manque d'intégrité structurelle.
Épaisseur du joint: Il s'agit de la largeur totale du double joint fini, qui correspond à la largeur des cinq couches de métal (trois couches du couvercle et deux couches du corps). Une épaisseur excessive est généralement le signe d'un rouleau de deuxième opération mal fixé.
SLargeur de la poutre (longueur/hauteur): Il s'agit de la plus grande dimension du serti dans le sens de l'axe vertical de la boîte. Des variations de largeur peuvent indiquer des problèmes d'alignement du rouleau ou d'usure du mandrin.
Compte-gouttes: Il s'agit de la distance entre le haut de la double couture et le bas de l'extrémité de la boîte. Il s'agit d'une mesure importante, car elle indique dans quelle mesure le couvercle de la boîte s'adapte au mandrin de sertissage.
Composé d'étanchéité: Il s'agit d'un revêtement spécial et résistant, généralement un caoutchouc synthétique ou un polymère, qui est appliqué sur la boucle de l'extrémité de la boîte avant qu'elle n'atteigne la sertisseuse. Sous la haute pression de la opération de coutureSous l'effet de la haute pression de la deuxième opération, ce composé est introduit dans les vides microscopiques entre les crochets métalliques et assure une fermeture étanche au gaz.
Comment se forme le double joint
La création d'un double joint est une procédure mécanique en deux étapes. Il s'agit d'une déformation progressive et graduelle d'un récipient en étain ou en aluminium, sans fracturer ou érafler les finitions protectrices.
La première opération : Création de l'interverrouillage
La première étape consiste à soulever une boîte de conserve chargée de produit pour la mettre en place. Le mandrin de sertissage est inséré dans l'évidement du couvercle, ce qui permet de serrer fermement le couvercle contre le corps de la boîte. Le rouleau de sertissage de la première opération se dirige alors vers la boîte.
Le profil du rouleau de la première opération est profond et étroit. Il vise à enrouler la boucle du couvercle le long du rebord du corps de la boîte. Le métal est orienté vers une forme de crochet lâche au fur et à mesure que la boîte tourne contre le rouleau. À la fin de cette phase, le crochet du couvercle et le crochet du corps sont entrelacés, bien que le joint ne soit pas étanche. Une coupe transversale réalisée à ce stade donnerait une forme de S lâche. La première opération est très importante ; elle doit être suffisamment serrée pour que les crochets ne soient pas trop courts pour se chevaucher lors de la deuxième opération.
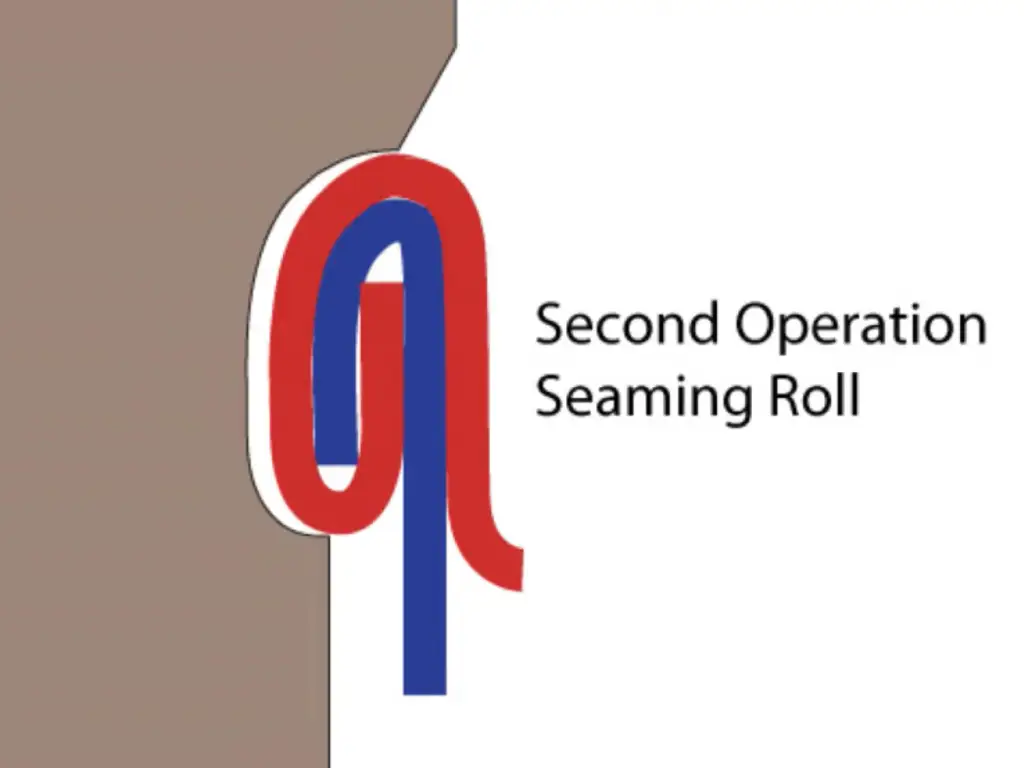
- La deuxième opération : Compression finale
Le profil du rouleau de deuxième opération est plus plat et moins profond. Il a une fonction de compression à haute pression. Il glisse pour aplatir la structure à cinq couches contre le mandrin de sertissage. Cette force diminue l'épaisseur de la couture et rapproche les crochets métalliques.
Plus important encore, cette compression permet au produit d'étanchéité de s'écouler uniformément à travers les vides internes du joint. La deuxième opération consiste à transformer l'emboîtement mécanique lâche en une unité solide et hermétique. Lorsque la pression est trop faible, le composé ne remplit pas les vides et il y a des fuites. Une pression excessive peut entraîner l'étirement du métal ou l'expulsion du composé (ce que l'on appelle l'expulsion du composé), ce qui réduit la durée de vie du joint.

Principaux avantages de la technologie de la double couture
Bien que d'autres types d'emballages aient été développés, la double soudure reste le type de conservation le plus privilégié à l'échelle industrielle, et ce pour plusieurs raisons :
Résistance élevée à la pression interne et externe : Les boîtes métalliques sont souvent utilisées pour les boissons gazeuses (pression interne) ou les légumes emballés sous vide (pression atmosphérique externe). La résistance mécanique permettant de supporter ces forces sans défaillance est assurée par les crochets imbriqués d'un double serti.
Stabilité thermique: Le double joint est une liaison entièrement mécanique. Il n'est pas basé sur des adhésifs qui peuvent se dégrader lorsqu'ils sont exposés à des températures élevées. Il convient donc au processus d'autoclave où les boîtes sont exposées à 121 °C ou plus pour atteindre la stérilité commerciale.
- Préservation de l'intégrité des produits : Comme le processus de double sertissage est froid (aucune chaleur n'est nécessaire pour coller le couvercle), il élimine la possibilité de perte d'arôme pendant le processus de scellage en raison de la chaleur. Ceci est particulièrement important pour les boissons haut de gamme et les nutriments sensibles.
- Opérationnel Débit: Les sertisseuses rotatives modernes peuvent traiter plus de 1 500 boîtes en une minute. Cette évolutivité est sans commune mesure avec la plupart des autres technologies de scellage et constitue donc la solution la plus rentable pour la production de masse.
- Sécurité vérifiée : La double couture est un joint mécanique qui fait l'objet de l'une des recherches les plus poussées dans le domaine de l'ingénierie. Ses modes de défaillance sont bien connus et les procédures d'inspection normalisées permettent aux fabricants de démontrer la sécurité de leurs produits avec une confiance mathématique.
Défauts courants du double joint et leurs conséquences
Bien que la norme industrielle la plus courante et la plus fiable pour les conteneurs métalliques soit le double sertissage, il s'agit d'un processus mécanique et donc sujet à des déviations opérationnelles. Tout défaut mécanique peut compromettre le lot.
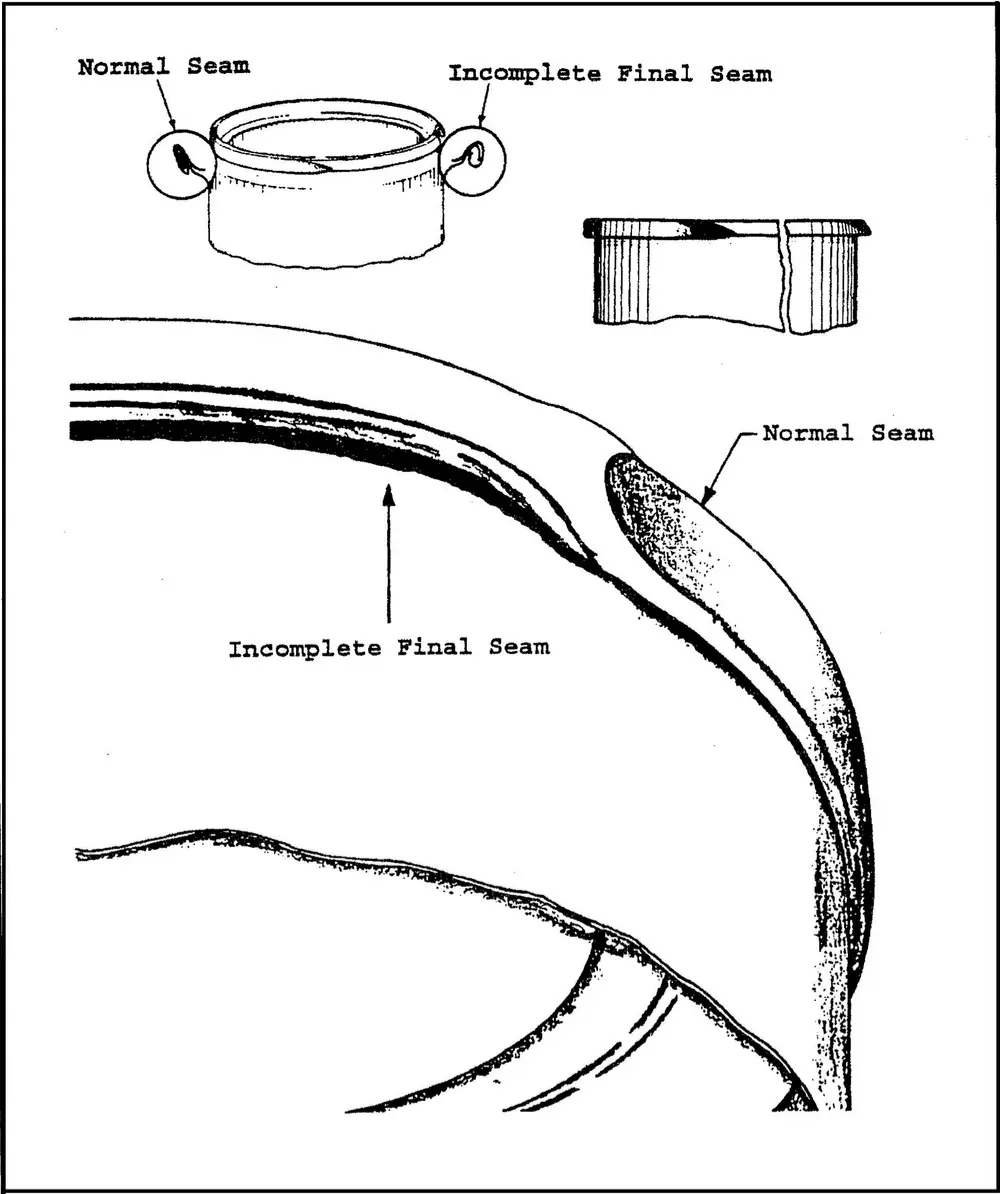
- Fausse couture : Il s'agit d'une défaillance grave dans laquelle le crochet du couvercle et le crochet du corps ne s'emboîtent pas. Ils sont simplement forcés à s'emboîter. En surface, la couture peut sembler normale, mais elle n'a aucune intégrité structurelle et fuira à la moindre pression.
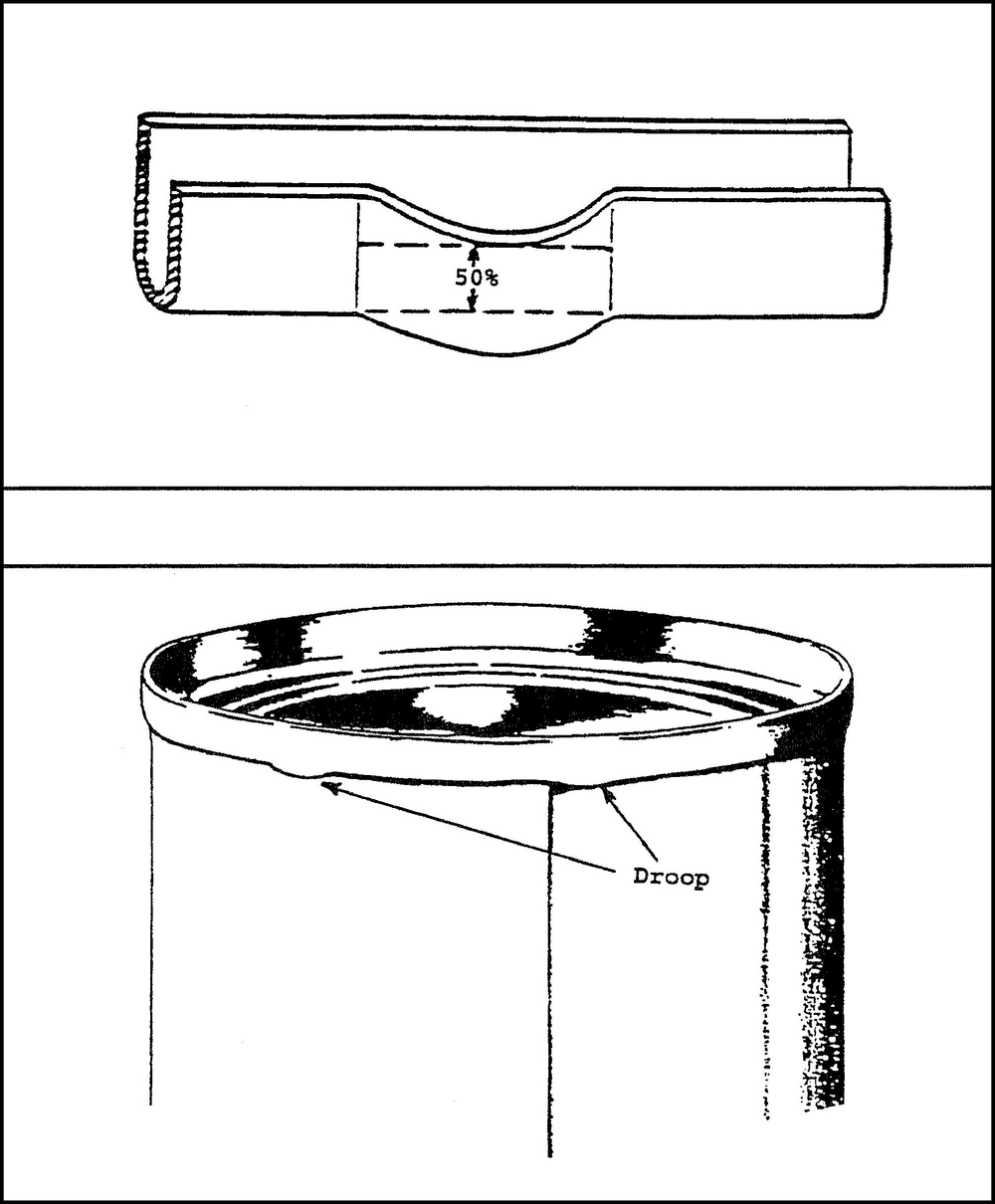
- Droop : Un affaissement est un lissage localisé ou une saillie au bas de la double couture. Cela se produit normalement lorsqu'une partie du crochet de couverture glisse et n'est pas repliée. Cela constitue un point d'intrusion bactérienne possible.
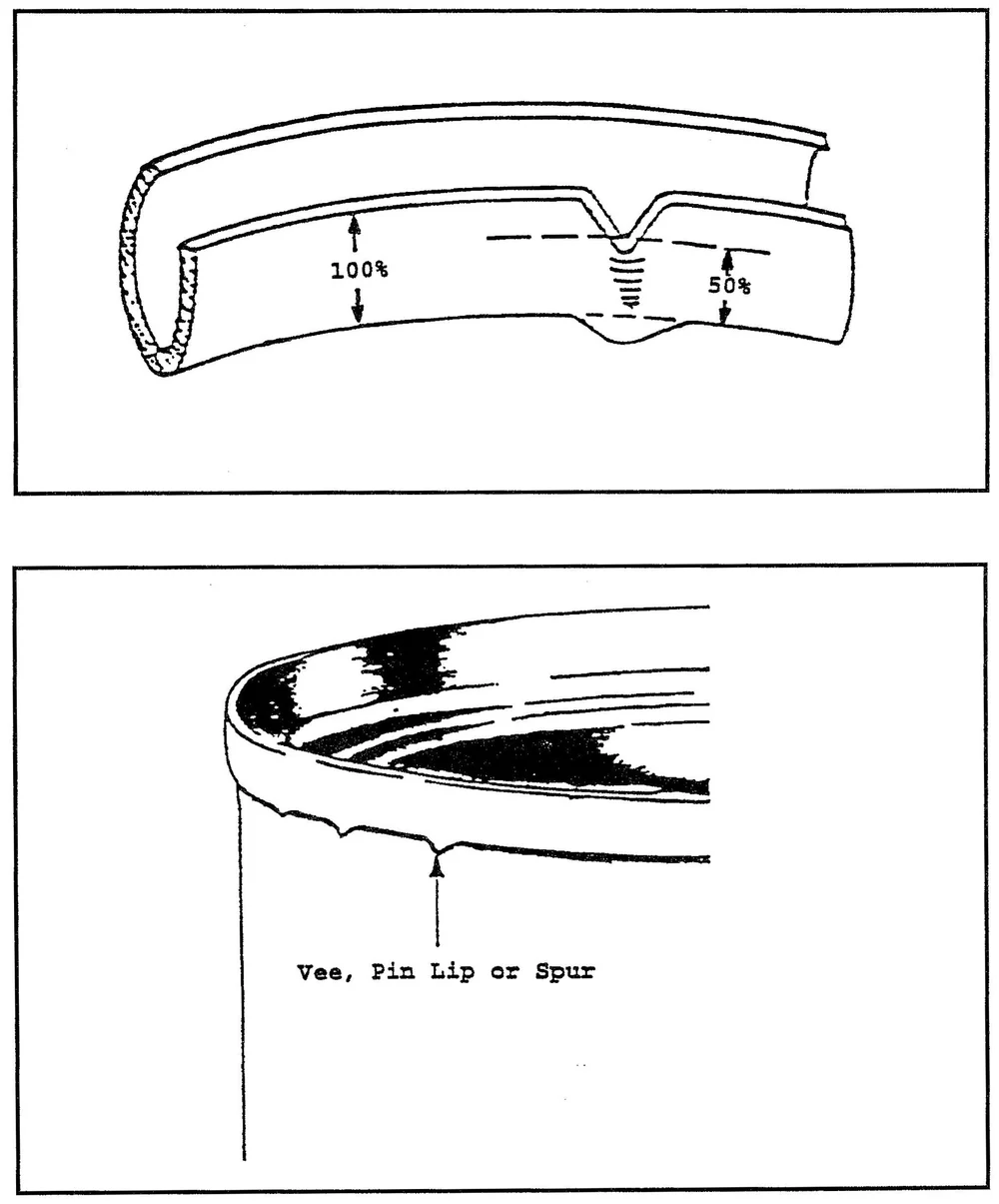
- Vee (Jump Over) : Il s'agit de petites protubérances en forme de V au bas de la couture. Elles se situent généralement à proximité du joint latéral d'une boîte de conserve à trois pièces. Elles montrent que les rouleaux de sertissage ne pouvaient pas supporter la même pression lorsqu'ils passaient sur le métal plus lourd de la soudure latérale.
- Tête morte (dérapage) : Lorsque le mandrin de sertissage glisse sur le couvercle de la boîte au cours du processus de sertissage, on parle de tête morte. Le serti n'est pas complètement formé car la boîte ne tourne plus à la bonne vitesse. Cela peut être dû à un manque de pression de l'élévateur ou à un mandrin endommagé.
- Coupe (joint vif) : Il s'agit d'une arête vive sur le dessus de la soudure, généralement à l'intérieur de la paroi du mandrin. Ce bord tranchant indique que le métal a été excessivement comprimé entre le rouleau et le mandrin. Les coupures peuvent entraîner une fracture du métal et une défaillance instantanée du joint.
Les effets de ces défauts sont immenses. Un lot de fuites peut entraîner la détérioration des produits, la contamination de l'environnement dans l'entrepôt et, dans le pire des cas, des maladies d'origine alimentaire qui peuvent nuire de façon permanente à une marque.
Facteurs critiques pour garantir l'intégrité du joint
Sachant que ces défauts sont possibles, la question suivante se pose : Comment les éviter ? Pour obtenir une double couture de haute qualité, la sertisseuse, le matériau et l'environnement du processus doivent être parfaitement alignés.
Configuration mécanique et spécifications des matériaux
Le Seamer est un outil de qualité. Toutes les pièces doivent être calibrées à une fraction de millimètre près.
- Géométrie du rouleau et du mandrin : Les profils des rouleaux de sertissage doivent être vérifiés pour s'assurer qu'ils ne sont pas usés. Le profil du rouleau s'érode avec le temps en raison du contact métal sur métal, ce qui entraîne un relâchement des coutures. La plupart des installations actuelles sont équipées de rouleaux revêtus de nitrure de titane ou de céramique pour augmenter leur durée de vie.
- Pression de la plaque de levage : C'est la force qui fait que le corps de la boîte est poussé dans le mandrin. Elle doit être équilibrée. Si elle est trop faible, la boîte dérape (tête morte). Si elle est excessive, le corps de la boîte sera déformé par la charge verticale.
- Matériau Cohérence: La dureté et l'épaisseur du métal doivent être uniformes. Si l'extrémité du métal est plus dure que la spécification, elle ne cédera pas à la force de laminage, ce qui se traduira par des crochets peu profonds et un chevauchement inadéquat. Une cause fréquente de défauts de double couture est le remplacement d'un couvercle en métal moins cher sans recalibrage de la sertisseuse.
Paramètres du processus et environnement de production
La manipulation du produit sur la ligne avant et pendant le processus de couture a également une incidence sur la qualité :
- Gestion des chevauchements : Le principal indicateur de sécurité est le chevauchement. Il est déterminé par la taille des crochets du corps et de la couverture. Les normes techniques exigent normalement un minimum de 55 % de chevauchement pour être considérées comme sûres.
- Contamination du produit : Si des aliments ou des liquides se répandent sur la bride avant le sertissage, ils peuvent être piégés dans le joint. Ce piège ne permet pas au métal de s'imbriquer et constitue une voie de fuite. Cette situation est particulièrement fréquente dans les lignes de remplissage rapide où les liquides sont susceptibles d'éclabousser.
- Espace de tête et Le vide: Pendant les processus de remplissage à chaud, la boîte subit une légère modification de sa taille en raison des changements de température. La sertisseuse doit être réglée pour tenir compte de la température du métal au moment du scellage afin de maintenir la compression constante.
Liste de contrôle à trois niveaux pour la qualité du serti
Un programme d'assurance qualité efficace utilise un système graduel pour identifier les erreurs avant qu'elles n'atteignent le consommateur, en passant par une observation non destructive à un examen approfondi en laboratoire.
Niveau 1 : Inspection visuelle
Il s'agit de la première ligne de défense et l'opérateur doit le faire toutes les 15 à 30 minutes. L'opérateur recherche les signes extérieurs apparents d'un problème :
- Rayures ou éraflures sur la surface de la couture.
- Distorsions localisées (chutes ou veines).
- Arêtes aiguës sur la partie supérieure de la paroi du mandrin (coupes).
- Signes de "dérapage" lorsque le mandrin s'est écrasé contre le couvercle. Bien que l'inspection visuelle ne permette pas d'établir qu'une couture est bonne, elle peut facilement permettre d'établir qu'une couture est mauvaise, et la production peut être arrêtée immédiatement.
Niveau 2 : Mesures externes
Les techniciens mesurent les dimensions externes à l'aide d'un équipement spécial tel qu'un micromètre de serti ou une jauge de serti numérique : l'épaisseur du serti, la largeur du serti et la profondeur du chanfrein. Ces dimensions sont mesurées dans un diagramme de contrôle statistique du processus (SPC). Lorsque l'épaisseur commence à dériver, cela signifie que les rouleaux de sertissage s'usent ou que les réglages de pression changent. Cela permet une maintenance proactive par opposition à une maintenance réactive.
Niveau 3 : Démontage/essais destructifs
C'est ainsi que l'étanchéité peut être réellement vérifiée. Un échantillon est prélevé sur chaque tête de sertissage. Un technicien retire physiquement le crochet de couverture du crochet de corps à l'aide d'un outil appelé "teardown". Au cours du démontage, des mesures ont été effectuées :
Longueur du crochet du corps et de la couverture.
Calcul du chevauchement.
Indice de froissement (étanchéité) : Le technicien vérifie que le crochet de la couverture n'est pas froissé. Un taux de froissement élevé (généralement supérieur à 30%) indique que la couture n'a pas été suffisamment comprimée par le rouleau de deuxième opération.
Imagerie transversale : Les moniteurs vidéo de serti sont désormais utilisés dans de nombreuses usines à grand volume. Le serti est coupé, poli et placé sous un microscope. Tous les paramètres internes sont ensuite mesurés automatiquement avec une précision de l'ordre du micron à l'aide d'un logiciel.
Le double joint par rapport à d'autres technologies d'étanchéité
Les boîtes métalliques utilisées dans l'industrie sont les boîtes à double soudure en raison de leur capacité particulière à résister à des pressions et des températures élevées. Néanmoins, si vous envisagez d'autres types de matériaux d'emballage ou de conteneurs, vous devez connaître les autres technologies disponibles sur le marché.
| Technologie | Mécanisme | Matériaux primaires | Inconvénient majeur |
|---|---|---|---|
| Double couture | Verrouillage mécanique | Etain, aluminium, PET | Nécessite un étalonnage mécanique précis. |
| Scellement par la chaleur | Fusion thermique | Récipients en plastique, laminés | Susceptibles d'être "brûlés" ou d'avoir des liaisons faibles. |
| Scellement par induction | Chauffage électromagnétique | Films d'accompagnement sur plastique/verre | Ne fonctionne qu'avec des récipients non métalliques. |
| Scellement par ultrasons | Vibration moléculaire | Thermoplastiques, composites | Coût élevé de l'équipement ; limité à des matériaux spécifiques. |
Bien que le thermoscellage soit une excellente méthode d'emballage flexible, il n'est pas aussi solide qu'une double soudure. Le scellage par induction offre une excellente garantie d'inviolabilité et nécessite un contenant non métallique pour permettre au champ électromagnétique de passer à travers.
Choisir le bon équipement de sertissage de boîtes
Le choix d'une sertisseuse est un investissement à long terme. Une décision inappropriée se traduira par des années d'entretien coûteux et de gaspillage de produits. Votre choix doit être basé sur les critères suivants :
- Échelle et vitesse de production : Adaptez le nombre de boîtes par minute (CPM) de la machine à votre ligne de remplissage. Un déséquilibre dans ce cas forme un goulot d'étranglement dans les opérations. Les sertisseuses rotatives à têtes multiples sont la seule solution possible pour les lignes à grande vitesse (plus de 200 CPM) afin de garantir le même temps d'arrêt sur chaque boîte.
- Polyvalence des conteneurs : La flexibilité de l'UGS est un avantage concurrentiel sur le marché actuel. La machine est-elle capable de travailler avec différents diamètres et différentes hauteurs ? Trouvez des modèles à changement rapide pour que votre équipe puisse changer les mandrins et les rouleaux en moins de 30 minutes.
- Ingénierie hygiénique : Dans le cas des aliments et des boissons, la machine doit être homologuée pour le lavage à grande eau. Cela implique une construction en acier inoxydable (304 ou 316) et une conception qui ne présente aucun point mort où des bactéries ou des moisissures pourraient se développer.
- Précision Ingénierie : Étudiez les tolérances de fabrication de la sertisseuse elle-même. Les machines fabriquées à l'aide de pièces usinées par CNC et de roulements de haute qualité sont plus reproductibles, c'est-à-dire que la 1 000 000e boîte aura la même qualité de couture que la première.
- Intelligence et intégration : La machine est-elle équipée des capteurs No Can, No Cover ou Jam Detection ? Peut-elle exporter des données vers le système ERP de votre usine ? La courbe d'apprentissage des nouveaux opérateurs a été considérablement réduite grâce aux sertisseuses modernes commandées par automate programmable et dotées d'interfaces à écran tactile.
L'équipement le plus coûteux n'est pas celui qui affiche le prix le plus élevé, mais celui qui tombe en panne au moment de la haute saison.
Chez Levapack, nous concevons nos systèmes pour répondre à cette norme exacte en maîtrisant la technologie de la double couture. Nous utilisons l'usinage CNC de précision 2μm pour les composants critiques et intégrons des composants électroniques de classe mondiale de Siemens et Schneider. Compatibilité est notre pierre angulaire.nos machines sont conçues pour traiter différents matériaux - notamment le fer blanc, l'aluminium et le PET - et différentes tailles, des petites scelleuses de lots de 10 boîtes aux lignes industrielles à grande échelle. Notre objectif pour nos clients est de leur fournir plus qu'une simple machine ; nous leur proposons une solution de ligne de production d'emballages sur mesure.
Lorsque vous choisissez notre technologie, vous investissez dans une garantie de 16 mois et dans un réseau d'assistance mondial qui garantit que votre ligne ne s'arrête jamais. Notre équipe d'ingénieurs apporte plus de 15 ans d'expérience dans l'assemblage manuel à chaque unité, garantissant que vos objectifs de production sont atteints avec une certitude mécanique absolue.
FAQ
À quelle fréquence dois-je calibrer ma sertisseuse ?
L'étalonnage doit être vérifié au début de chaque équipe. Les rouleaux et les mandrins doivent être contrôlés au moins une fois par trimestre, en fonction de votre volume de production, et doivent faire l'objet d'un audit mécanique complet.
Pourquoi le chevauchement est-il plus important que l'épaisseur du joint ?
L'épaisseur peut être conforme aux spécifications même si les crochets ne s'emboîtent pas. La seule mesure réelle du lien physique entre le corps et le couvercle est le chevauchement. S'il n'y a pas de chevauchement, il n'y a pas de joint.
Puis-je sertir des boîtes en PET avec le même équipement que des boîtes en métal ?
Le même principe mécanique peut être appliqué, mais les rouleaux doivent être profilés d'une manière spéciale pour être utilisés dans le PET. Le plastique n'agit pas comme le métal lorsqu'il est soumis à une pression et nécessite une méthode spéciale de toucher doux pour éviter les fissures.
Le rinçage à l'azote affecte-t-il la double soudure ?
La mécanique de la couture n'est pas modifiée par l'azote lui-même, mais l'intégration de la remplisseuse et de la sertisseuse est plus compliquée. Il faut veiller à ce que l'oxygène soit éliminé quelques millisecondes avant le début de l'opération initiale.
Quelle est la cause la plus fréquente des "fuites" dans une nouvelle installation ?
Il s'agit généralement d'une mauvaise pression de la plaque de levage ou d'un rouleau mal aligné lors de la première opération. Lorsque la première opération ne permet pas de positionner correctement la courbe S, la deuxième opération ne pourra pas la corriger.


