Los principales tipos de etiquetadoras que todo responsable de envasado debe conocer
Existe una desconexión fundamental en la adquisición moderna de envases: la selección de equipos de etiquetado basada en las velocidades anunciadas en lugar de en la física del producto. Este desajuste provoca microparadas crónicas, tasas de rechazo inaceptablemente altas debido a etiquetas torcidas y gastos operativos inflados. Para lograr una integración perfecta y proteger la eficacia general de los equipos (OEE), los responsables de producción deben descifrar la arquitectura mecánica de los sistemas de etiquetado. Esta completa guía desglosa los principales tipos de máquinas de etiquetado, su mecánica física subyacente y los parámetros estratégicos necesarios para eliminar los tiempos de inactividad y garantizar una presentación impecable de la marca en el lineal de venta.
Adaptación de las etiquetadoras a la geometría de los envases y a la lógica de aplicación
El principal filtro para seleccionar una etiquetadora nunca es su rendimiento; es la geometría física y la estabilidad de su envase. La forma del producto determina los sistemas de manipulación mecánica necesarios para estabilizarlo durante el milisegundo crucial de la aplicación de la etiqueta. No adaptar la arquitectura de la máquina a la geometría del envase garantiza el fracaso de la aplicación.
| Geometría de los contenedores | Mecanismo de tratamiento requerido | Aplicaciones industriales típicas |
|---|---|---|
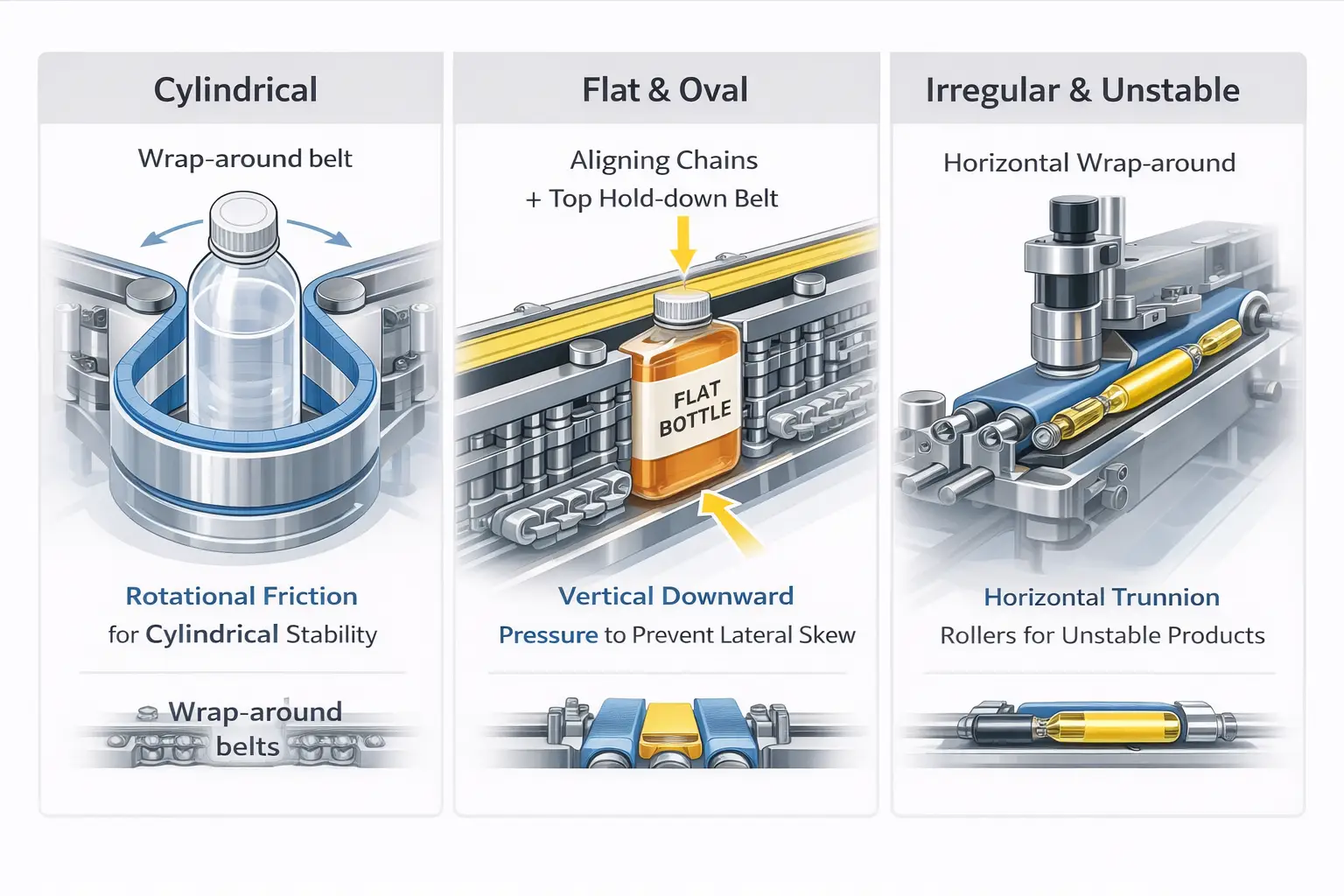
| Cilíndrico (Estable) | Cintas envolventes en línea o giratorias / rodillos de posicionamiento de 3 puntos | Botellas de bebidas, tarros de vidrio, latas de hojalata/aluminio llenas, latas de aerosol |
| Plana y ovalada (multifacética) | Alineación de cadenas + Cinta de sujeción superior (fundamental para evitar la inclinación) | Botellas de champú, jarras de aceite de motor, recipientes de detergente, envases de cosméticos |
| Irregular e inestable | Etiquetadoras envolventes horizontales, rodillos de muñón o sistemas de pucks personalizados | Tubos de pintalabios, ampollas de vidrio, tubos flexibles, viales |
Compatibilidad de la geometría de los contenedores
Contenedores cilíndricos
Para los cilindros estables y verticales, como las botellas de bebidas estándar y los tarros de cristal, el estándar del sector es la etiquetadora envolvente. Estas máquinas se basan en la fricción rotativa. El envase desciende por una cinta transportadora y se encuentra con una banda de esponja giratoria o un mecanismo de posicionamiento de tres puntos (compuesto por un rodillo de arrastre, un rodillo de apoyo y un rodillo de presión). Cuando la banda de etiquetas deposita el borde delantero de la etiqueta en el envase, el mecanismo de rotación hace girar la botella, envolviendo la etiqueta perfectamente alrededor de su circunferencia. El reto de ingeniería radica en la gestión de la conicidad (ángulo de inclinación) de las botellas de vidrio o plástico; incluso una conicidad de un grado requiere un cabezal aplicador inclinable especializado y correas envolventes cónicas para evitar que la etiqueta se desplace en espiral hacia arriba o hacia abajo durante la aplicación.
Contenedores planos y ovalados
Al pasar de un cilindro perfecto a un recipiente plano u ovalado -como una botella de champú o una jarra de aceite de motor-, la física de la aplicación cambia radicalmente. Ya no se puede girar el envase. En lugar de ello, las etiquetas deben limpiarse en los laterales a medida que la botella se desplaza linealmente. El fallo de ingeniería más crítico en el etiquetado de botellas planas es la inclinación lateral. Cuando la almohadilla aplicadora o el cepillo de limpieza golpean el lateral de la botella, ejercen una fuerza lateral. Si la botella no está sujeta de forma rígida, pivotará ligeramente sobre el transportador, provocando que la etiqueta se aplique en un ángulo oblicuo. Por lo tanto, una etiquetadora plana u ovalada debe estar equipados con cadenas de alineación (para centrar y orientar perfectamente la botella) y una cinta de sujeción superior (para aplicar presión vertical hacia abajo, bloqueando la botella al transportador contra las fuerzas laterales).
Contenedores irregulares e inestables
Los productos con un centro de gravedad alto o una base demasiado pequeña para mantenerse erguidos sobre un transportador en movimiento, como barras de labios cosméticas, ampollas farmacéuticas o tubos de cosméticos blandos, no pueden procesarse en transportadores verticales estándar. Al intentarlo, los productos caen y se producen atascos catastróficos. La solución mecánica es la etiquetadora horizontal envolvente. En esta arquitectura, los productos se alimentan desde una tolva a rodillos horizontales de muñón. Los productos se colocan planos, sujetos entre los rodillos, y giran horizontalmente a medida que se aplica la etiqueta. En el caso de productos con formas únicas que no pueden rodar, se utilizan sistemas de pucks personalizados (bandejas portadoras) para transportar el artículo a través de la estación de etiquetado con absoluta rigidez.
Aplicación de etiquetas y lógica de cobertura
Etiquetado sencillo y frontal/trasero
Determinar si un producto requiere una sola etiqueta o etiquetas frontales y posteriores dicta el número de cabezales aplicadores y la lógica de sincronización del PLC (controlador lógico programable). El etiquetado frontal y posterior requiere dos cabezales dispensadores que funcionen perfectamente en tándem. La mecánica de empuje y tracción del desbobinador de banda debe calibrarse con precisión para garantizar que, al pasar la botella entre los dos cabezales, ambas etiquetas se apliquen de forma simultánea y simétrica. Una desalineación de incluso un milímetro puede arruinar la simetría estética de un producto de venta al por menor de primera calidad.
Cobertura de etiquetado envolvente
Cuando una etiqueta debe abarcar toda la circunferencia de un envase cilíndrico, la precisión del solapado se convierte en la principal medida de calidad. Si el envase se desliza durante la rotación, o si la tensión de la banda del rollo de etiquetas fluctúa, el borde de salida de la etiqueta no se alineará perfectamente con el borde de entrada, creando un hueco antiestético o una costura desalineada. Los sistemas envolventes de gama alta utilizan orientación servoaccionada para garantizar que la tolerancia de solapamiento se mantenga dentro de un estricto margen de ±1 mm.
Etiquetado de seguridad y de esquina
En industrias muy reguladas como la farmacéutica, la electrónica (envasado 3C) y la cosmética de alta gama, los precintos de seguridad son obligatorios. Las máquinas de etiquetado de esquinas están diseñadas para aplicar una sola etiqueta en dos planos adyacentes de una caja de cartón, normalmente dispensando la etiqueta en el panel superior y utilizando un pisón neumático secundario o un cepillo motorizado para doblar rápidamente la etiqueta restante 90 grados por el panel lateral. La aplicación requiere una precisión extrema, ya que cualquier burbuja o rasgadura del precinto de seguridad durante el plegado provocará el rechazo automático por parte de los sistemas de inspección visual posteriores.
Tecnologías de etiquetado por aplicación y material adhesivo
El método por el que la etiqueta se adhiere al envase define la categoría más amplia de la etiquetadora. Esta elección es un delicado acto de equilibrio entre las limitaciones de presentación visual, las normas del entorno de producción y el gasto operativo (OpEx) a largo plazo impulsado por los costes de los materiales consumibles.
Sistemas autoadhesivos
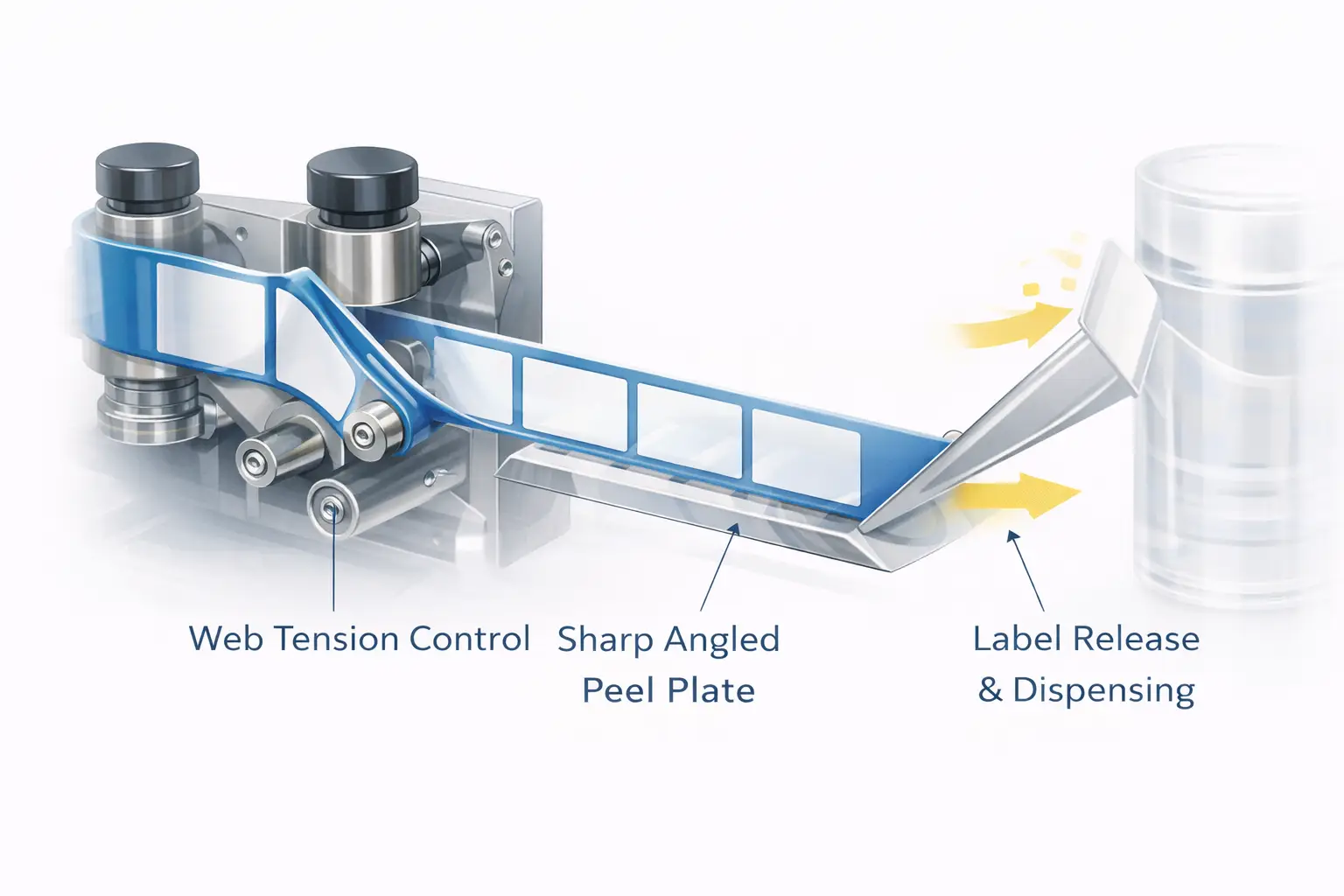
Las etiquetadoras sensibles a la presión son la fuerza dominante absoluta en el envasado moderno, sobre todo en los sectores farmacéutico, de cosméticos de primera calidad y de alimentos especiales. Estas máquinas utilizan etiquetas preimpresas suministradas en un rollo continuo de papel soporte. La bobina se enhebra a través de una serie de brazos oscilantes de control de tensión y se tira de ella sobre una "placa peladora" afilada y en ángulo. Como el material de la etiqueta es más rígido que el delgado papel soporte, al tirar bruscamente del papel soporte alrededor de la placa despegadora, la etiqueta se desprende y sale disparada hacia el envase que pasa, donde se limpia inmediatamente o se aplana con un rodillo.
Ventajas e impacto OpEx: La principal ventaja de la tecnología sensible a la presión es su extrema limpieza y su disponibilidad inmediata. No hay pegamento que calentar, no hay que limpiar y no hay riesgo de contaminación del adhesivo, por lo que es obligatoria para las estrictas salas limpias de GMP (Buenas Prácticas de Fabricación). También admite formas de etiqueta muy complejas y aplicaciones transparentes sobre transparentes "sin aspecto de etiqueta". Sin embargo, desde el punto de vista económico, las etiquetas sensibles a la presión tienen un coste consumible por unidad superior al de otros métodos, en gran parte debido al soporte de silicona desperdiciado que debe rebobinarse y desecharse continuamente.
Tecnologías de retractilado
Cuando una marca requiere una cobertura gráfica de 360 grados de arriba abajo en un envase complejo curvado en 3D (como una botella de bebida deportiva contorneada o un pulverizador con forma de reloj de arena), las etiquetas adhesivas planas no pueden ajustarse a la geometría sin arrugarse gravemente. La solución de ingeniería es la etiquetadora de manguitos retráctiles. Esta máquina desenrolla un tubo continuo de película de polímero (normalmente PETG o PVC), lo corta a la longitud precisa mediante un conjunto de cuchillas giratorias y dispara la funda hacia el envase mediante un mandril descendente.
Una vez enfundado, el envase pasa por un túnel de termorretracción. Los túneles de vapor son los preferidos para curvas complejas, ya que proporcionan una transferencia de calor uniforme de 360 grados, forzando al polímero a encogerse y ajustarse perfectamente a la topografía del envase. Los túneles de calor radiante eléctrico también se utilizan para aplicaciones más sencillas o cuando la humedad del vapor está prohibida. Crucial: La funda retráctil es el sólo método viable de gran volumen para decorar latas de aluminio vacías y sin presión, ya que aplicar presión lateral mecánica a una lata vacía la aplastaría.
Sistemas de cola húmeda y termofusibles
Para productos de gran volumen y escaso margen, es fundamental reducir el coste unitario de la etiqueta. Aquí es donde sobresalen los sistemas de cola húmeda y cola caliente.
Etiquetadoras de cola húmeda (cola fría): Históricamente la columna vertebral de la industria de bebidas, las máquinas de cola húmeda extraen etiquetas de papel individuales cortadas y apiladas de un almacén. Una paleta giratoria transfiere una fina capa de adhesivo frío a base de agua o resina sobre la etiqueta antes de pasarla por el envase. La cola húmeda es excepcionalmente resistente en entornos fríos y húmedos, lo que la convierte en el estándar para las botellas de cerveza de vidrio que sufren una fuerte condensación.
Sistemas de fusión en caliente: Las máquinas de fusión en caliente, que dominan los sectores del agua embotellada y los refrescos carbonatados (CSD), utilizan rollos continuos de película de BOPP (polipropileno de orientación biaxial) de bajo coste. La máquina corta el film y un tambor de vacío lo transfiere a un rodillo de cola que aplica una tira microscópica de adhesivo termofusible. sólo a los bordes anterior y posterior de la etiqueta. A continuación, la etiqueta se envuelve alrededor de la botella a una velocidad vertiginosa. Al eliminar por completo el soporte y minimizar el uso de cola, los sistemas de fusión en caliente ofrecen el menor gasto operativo de consumibles posible, lo que permite que las líneas de alta velocidad funcionen de forma continua con una mínima sobrecarga de material.
Componentes básicos que dictan precisión y velocidad
Dos máquinas pueden parecer idénticas en la fábrica, pero una funciona a la perfección durante una década, mientras que la otra provoca diariamente atascos, etiquetas torcidas y lotes rechazados. El factor diferenciador se esconde bajo el chasis de acero inoxidable: la arquitectura de accionamiento eléctrico y los sistemas de detección sensorial.
Sistemas de accionamiento: Motores paso a paso frente a servomotores
El motor de dispensado de una etiquetadora sensible a la presión -el mecanismo responsable de empujar la etiqueta fuera de la placa peladora en el microsegundo exacto en que llega la botella- funciona con un motor paso a paso o con un servomotor. Comprender esta distinción es la evaluación técnica más importante que debe hacer un director de envasado.
| Parámetros de ingeniería | Motor paso a paso (bucle abierto) | Servomotor (bucle cerrado) |
|---|---|---|
| Mecanismo de control | Lazo abierto (recibe órdenes de impulsos, sin mecanismo de realimentación de posición) | Bucle cerrado (realimentación continua de la posición en tiempo real mediante encoders integrados) |
| Rendimiento óptimo | Escala baja a media (< 150 botellas por minuto) | Escala media a ultraalta (200 - 1000+ botellas por minuto) |
| Precisión y fiabilidad | Propenso a "pasos perdidos" bajo alto par, causando desviación de colocación. | Autocorrección dinámica de la posición. Mantiene una tolerancia estricta de ±1 mm. |
La realidad de la ingeniería: Un motor paso a paso funciona a ciegas. El PLC le dice que gire exactamente 1.000 pasos para dispensar una etiqueta. Si la resistencia mecánica (como un rollo de etiquetas pesado o un pico de tensión) hace que el motor se salte físicamente 5 pasos, el motor no lo sabe. La siguiente etiqueta se dispensa tarde, y el error se agrava a lo largo del turno hasta que las etiquetas se pierden por completo el área de destino. Por el contrario, un servomotor incorpora un codificador. Se comunica constantemente con el PLC, verificando su posición física exacta miles de veces por segundo. Si se retrasa una fracción de milímetro, consume instantáneamente más corriente para corregir la discrepancia. Para cualquier línea que funcione a más de 200 BPM, o líneas que requieran una tolerancia de ±1 mm, los servoaccionamientos de bucle cerrado son un requisito absolutamente innegociable.
Tecnologías de sensores y detección de materiales
El PLC de una etiquetadora actúa como su cerebro, pero los sensores son sus ojos. Si el sensor no puede identificar con precisión el espacio entre etiquetas en la banda, la máquina dispensará de forma errática, desperdiciando rollos enteros de etiquetas y deteniendo la producción.
Opacidad convencional: El caballo de batalla estándar de la industria es el sensor fotoeléctrico (comúnmente llamado ojo eléctrico). Emite un haz de luz a través de la banda de la etiqueta. El papel soporte por sí solo deja pasar la luz, pero el papel soporte más la etiqueta de papel bloquean la luz. El sensor registra esta diferencia en la intensidad de la luz para identificar el hueco de la etiqueta.
El reto de la transparencia: Las industrias cosmética y de bebidas utilizan mucho las etiquetas de film transparente "sin etiqueta". Si se pasa una etiqueta transparente sobre un soporte de PET transparente a través de un sensor fotoeléctrico, la luz pasa directamente a través de ambos. La máquina no puede "ver" la etiqueta y bobinará continuamente todo el rollo en el suelo. Para procesar materiales de film transparente, es necesario mejorar la arquitectura eléctrica. La solución es un sensor ultrasónicoque lanza ondas sonoras de alta frecuencia a través de la banda y mide la atenuación acústica (la diferencia microscópica de grosor entre el revestimiento solo y el revestimiento con la etiqueta). Alternativamente, un sensor capacitivo que mide la varianza dieléctrica de los materiales y resulta excepcionalmente fiable para etiquetas transparentes con estampado metálico o tintas metálicas densas.
Selección de equipos: Velocidad, integración y cambio
Adquirir una etiquetadora basándose únicamente en métricas de rendimiento aisladas es una trampa peligrosa. En una planta de fabricación moderna, la etiquetadora es un nodo dentro de un ecosistema interconectado. Su verdadero valor viene dictado por la fluidez con la que se sincroniza con los equipos anteriores y posteriores, y por la rapidez con la que puede reconfigurarse para diferentes tiradas de producto.
Etiquetadoras independientes frente a sistemas sincronizados en línea
Operaciones autónomas: Las etiquetadoras manuales y semiautomáticas suelen alcanzar un máximo de 30 a 50 BPM. Estas unidades autónomas requieren que un operario cargue manualmente una botella, accione un pedal o un microinterruptor y descargue el producto acabado. Aunque son muy rentables y adecuadas para laboratorios de I+D, cervecerías artesanales o fabricación discreta de bajo volumen, su dependencia del ritmo humano limita gravemente el rendimiento e introduce la variabilidad del error humano en la consistencia de la colocación a lo largo de un turno prolongado.
Sistemas llave en mano sincronizados en línea: Para la producción a escala industrial, la etiquetadora debe estar totalmente integrada en el flujo de transporte. Arquitecturas lineales (en línea) procesan las botellas a medida que se desplazan por un transportador recto, lo que representa el punto óptimo para las líneas de rendimiento medio-alto que funcionan entre 50 y 300 BPM. Ofrecen un excelente equilibrio entre velocidad y simplicidad mecánica. Para los gigantes mundiales de las bebidas que trabajan a 400 o más de 1.000 BPM, la física lineal llega a su límite. Estas líneas requieren Etiquetadoras rotativas de estrella. Las botellas se desvían desde el transportador principal a un enorme carrusel de giro continuo en el que placas de botellas individuales mecánicas o servoaccionadas hacen girar perfectamente el envase mientras varias estaciones de etiquetado aplican etiquetas en el anverso, el reverso y el cuello simultáneamente a velocidades impresionantes.
Integración y controles de línea
Una etiquetadora que funcione en vacío es inútil. El autómata de la máquina debe establecer un sólido diálogo de E/S (entrada/salida) con la llenadora anterior y la encajadora posterior. Si la encajadora posterior se atasca, la etiquetadora debe recibir instantáneamente una señal de parada para evitar que los envases se amontonen, se aplasten entre sí y provoquen una catástrofe masiva en la línea.
Además, la integración avanzada requiere control de velocidad en cascada. Si la llenadora anterior reduce su velocidad de 200 BPM a 150 BPM debido a un cambio en la viscosidad del producto, el sistema de seguimiento por codificador de la etiquetadora debe desacelerar dinámicamente su transportador y sus cabezales dispensadores para adaptarse perfectamente al nuevo ritmo. La integración física es igualmente crítica; una altura incorrecta del transportador o la falta de mesas de acumulación (zonas de amortiguación) del tamaño adecuado antes y después de la etiquetadora provocarán frecuentes microparadas (ciclos de arranque-parada), lo que degrada drásticamente la vida útil de los motores y destruye la OEE de la línea.
Mecanismos de cambio rápido para una flexibilidad multisectorial
Para los envasadores por contrato (OEM/ODM) que gestionan diversas carteras de productos, una máquina que funciona a 300 BPM pero tarda cuatro horas en ajustarse a una nueva forma de botella es un lastre financiero. La flexibilidad mecánica de la máquina repercute directamente en el balance final.
Al evaluar una máquina para líneas multi-SKU, priorice mecanismos de ajuste sin herramientas. Los operarios no deberían necesitar llaves inglesas o Allen para ajustar los raíles guía, la altura del cabezal aplicador o las posiciones de los sensores. Las máquinas de alta calidad utilizan volantes emparejados con indicadores digitales de posición (contadores SIKO). Si va a cambiar de una botella redonda de 500 ml a una botella cuadrada de 1 l, el operario sólo tiene que girar los volantes hasta los ajustes numéricos previamente documentados en el libro de recetas. Si se combinan con piezas de cambio rápido (como las estrellas magnéticas o los raíles guía encajables), pueden aplicarse los principios SMED (Single-Minute Exchange of Die), reduciendo un agotador cambio mecánico de 2 horas a un proceso predecible y repetible de 15 minutos, con lo que se ahorran horas de tiempo de producción rentable.
Aplicaciones industriales y limitaciones específicas de los materiales
Las máquinas de uso general no sobreviven en entornos industriales extremos. Los distintos mercados verticales imponen rígidos tabúes físicos e inflexibles normas reglamentarias que dictan estrictamente la ingeniería de las máquinas.
Etiquetado de alimentos, bebidas y latas de aluminio
Los equipos utilizados en instalaciones de alimentos y bebidas deben resistir protocolos de saneamiento agresivos. El chasis de la máquina debe estar fabricado en acero inoxidable 304 o 316 con armarios eléctricos totalmente cerrados con clasificación IP65 o IP67 para soportar lavados a alta presión y agentes de limpieza cáusticos sin cortocircuitos.
El tabú de las latas de aluminio: Existe una limitación física crítica en el envasado de bebidas en relación con las latas de aluminio. Una lata de aluminio vacía y sin presurizar tiene una gran resistencia axial (de arriba abajo), pero prácticamente nula resistencia radial (de lado a lado). No se pueden aplicar etiquetas autoadhesivas a latas de aluminio vacías utilizando cintas envolventes estándar. La presión lateral de la esponja de limpieza aplastará instantáneamente las finas paredes, lo que se traducirá en una tasa de rechazo 100%. El etiquetado a presión de las latas debe realizarse estrictamente a continuación, después de la lata se ha llenado, dosificado con nitrógeno líquido (si no está carbonatada) y sellado, lo que le confiere la presión interna necesaria para soportar la mecánica de etiquetado. Si tiene que decorar latas vacías antes de llenarlas, la tecnología de manguito retráctil (que no aplica presión lateral) es la única solución de ingeniería.
Cumplimiento de la normativa farmacéutica y cosmética
El sector farmacéutico se rige por marcos normativos de tolerancia cero. Los sistemas de etiquetado deben cumplir las estrictas normas GMP y los requisitos de la parte 11 del CFR 21 de la FDA, que exigen una trazabilidad rigurosa de los datos, firmas electrónicas y registros de auditoría. Para cumplir la normativa, los etiquetadores farmacéuticos suelen integrar Sistemas de impresión y aplicación (P&A)-incorporación de impresoras de transferencia térmica directamente en el cabezal de etiquetado para imprimir dinámicamente códigos de lote, fechas de caducidad y códigos de barras matriciales serializados 2D en cada etiqueta inmediatamente antes de su aplicación. Esto se combina con cámaras de inspección de visión artificial de alta velocidad que realizan la verificación óptica de caracteres (OCV) para rechazar al instante cualquier botella con un código de barras borroso o una etiqueta que falte.
En la industria cosmética de gama alta, el reto es puramente estético. El aspecto "transparente sobre transparente" de gama alta requiere aplicar etiquetas transparentes sobre vidrio o acrílico transparentes sin que quede atrapada ni una sola burbuja de aire microscópica. Esto exige mecanismos especializados de limpieza con rasquetas de alta densidad y un control extremo de la tensión mediante servomotores para garantizar que la etiqueta quede perfectamente plana, ya que el más mínimo defecto visual daña la percepción de la marca.
Estructura de costes y eficiencia operativa (OpEx vs. CapEx)
Adquirir una etiquetadora basándose únicamente en métricas de rendimiento aisladas es una trampa peligrosa. En una planta de fabricación moderna, la etiquetadora es un nodo dentro de un ecosistema interconectado. Su verdadero valor viene dictado por la fluidez con la que se sincroniza con los equipos anteriores y posteriores, y por la rapidez con la que puede reconfigurarse para diferentes tiradas de producto.
Gasto inicial de capital (CapEx)
El CapEx inicial de una máquina de etiquetado viene dictado por su arquitectura de accionamiento y la geometría del bastidor. Pasar de una máquina lineal accionada por motor paso a paso a un sistema lineal totalmente servoaccionado aumentará el precio de compra inicial, pero garantiza la estabilidad a alta velocidad. El salto a una etiquetadora rotativa multiestación de alta velocidad representa una enorme inversión de CapEx sólo apta para plantas de bebidas a escala industrial en las que la enorme producción justifique la amortización. Además, los módulos personalizados necesarios alteran significativamente el CapEx. La integración de sistemas de manipulación de pucks personalizados para botellas inestables, la adición de sopladores de aire ionizado para eliminar la electricidad estática de las etiquetas de film transparente o la instalación de cámaras de inspección de visión industrial Cognex o Keyence incrementarán el gasto inicial, pero son inversiones necesarias para garantizar una producción sin defectos.
Consumibles y costes ocultos de inactividad (OpEx)
La verdadera sangría financiera en una línea de envasado se esconde en los gastos operativos. Cuando se analizan los consumibles, las etiquetas sensibles a la presión conllevan un sobrecoste inherente porque se paga por el soporte de silicona, que al final se enrolla como residuo y se tira. Por el contrario, los sistemas de termofusión por bobina utilizan film BOPP sin soporte, lo que ofrece un coste por botella significativamente inferior, convirtiéndolo en la única opción lógica para productos de gran volumen y bajo margen, como el agua embotellada.
Sin embargo, el coste OpEx oculto más destructivo es el tiempo de inactividad causado por equipos baratos. Una máquina de etiquetado económica que dependa de motores paso a paso de bucle abierto perderá con frecuencia la sincronización. Esto hace que las etiquetas se apliquen arrugadas o desalineadas. No sólo se pierde el coste de la etiqueta desperdiciada y el producto estropeado dentro de la botella, sino que también se incurre en el coste de mano de obra de detener la línea, limpiar el atasco, recalibrar la máquina y reiniciarla. Cuando una máquina causa 15 minutos de inactividad por turno en una línea de 200 BPM, se pierden 3.000 unidades de producción al día. A lo largo de un año fiscal, las pérdidas financieras derivadas de una mala OEE eclipsan el ahorro generado por la compra de la máquina más barata.
Conclusión: Una lista de control estratégica para su inversión
- Paso 1: Filtrado geométrico sin concesiones: Defina claramente la forma, estabilidad y rigidez de su contenedor. Deje que la física dicte la arquitectura de manipulación. Respete los tabúes del sector, como no aplicar nunca presión lateral mecánica a latas de aluminio vacías y sin presurizar.
- Paso 2: Alinear el rendimiento con la arquitectura eléctrica: Asigne su objetivo de botellas por minuto (BPM) al mecanismo de accionamiento. Si su línea supera las 150 BPM, rechace los motores paso a paso y exija servosistemas de bucle cerrado para evitar la deriva a alta velocidad. Adapte la tecnología del sensor (fotoeléctrico o ultrasónico) explícitamente a la opacidad del sustrato de la etiqueta.
- Paso 3: Ordenar una prueba de aceptación en fábrica (FAT): No cierre nunca un contrato de compra basándose en un folleto. Exija que el fabricante pruebe sus botellas y rollos de etiquetas de producción real en su planta, comprobando la precisión declarada, las capacidades de OEE y los tiempos de cambio reales antes de que se envíe el equipo.
Los equipos de bajo coste disponibles en el mercado suelen fallar bajo el riguroso estrés de un funcionamiento industrial continuo 7×24, sufriendo pérdidas de potencia del motor y tiempos de inactividad crónicos. Como fabricante líder de tecnología de etiquetado de primer nivel en China, LevaPack se especializa en soluciones de alta precisión diseñadas específicamente para latas redondas, latas de hojalata y tarros.
Nuestros equipos estrella, como el cuerpo de lata y tapa etiquetadoras sensibles a la presión, rechaza los componentes comprometidos. Cada unidad está estrictamente equipada con un ecosistema eléctrico de bucle cerrado que presenta PLC de Panasonic, pantallas táctiles HMI de Kunlun Tongtai y sensores de detección de etiquetas de Leuze.. Integrada con una estructura mecánica rígida de 3 polos ajustables, esta arquitectura garantiza una autocorrección inteligente y una detección perfecta de las etiquetas que faltan, evitando por completo las fugas de etiquetas y el desperdicio de material.
Tanto si necesita una unidad independiente de alta resistencia como una línea de envasado llave en mano totalmente integrada y personalizada, desde el llenado y el cierre hasta el etiquetado, los ingenieros de LevaPack le ofrecen una estabilidad sin concesiones.
Ingeniería de precisión para producción continua a alta velocidad 7×24
¿Está preparado para eliminar los tiempos de inactividad y proteger su OEE? Aproveche nuestra tecnología de etiquetado de alta precisión para garantizar una presentación impecable de la marca en cada estante.
Explore nuestras soluciones personalizadas


