7 tipos de cierres de botellas: Correspondencia entre tapones, botellas y taponadoras
La base: Por qué el material del envase dicta su destino de cierre
Existe una peligrosa ilusión en el mundo de las compras de envases B2B: la creencia de que la selección de un tapón de botella es una mera elección estética o funcional básica. Muchos responsables de compras hojean los catálogos pensando: "Quiero un tapón flip-top elegante, negro mate", sin consultar nunca a sus ingenieros de producción. Esta mentalidad de "el diseño es lo primero" es el camino más rápido hacia fallos catastróficos de la línea, fugas en los envíos y una caída en picado de la OEE (Overall Equipment Effectiveness).
He aquí la dura verdad ingenieril de la industria del envasado: un cierre perfecto a prueba de fugas no es un producto que se compra; es una ecuación de tres variables que hay que equilibrar. Esta ecuación consiste en: Tolerancia dimensional del material del envase + diseño de la rosca de cierre + par de aplicación de la máquina Si se desajusta alguna de las variables de esta trinidad, la línea de producción sufrirá roturas de botellas, hilos desgarrados o microfugas que destruirán la vida útil del producto.
Antes incluso de clasificar los 7 tipos de cierres, debemos establecer la ley suprema del envasado: el destino de su cierre está totalmente dictado por el material del sustrato de su envase. ¿Por qué? Debido a un parámetro crítico de fabricación conocido como Tolerancia dimensional.
En el mundo del moldeo por inyección, estirado y soplado (ISBM), una botella rígida de plástico PET puede fabricarse con una tolerancia dimensional muy precisa de ±0,1 mm. Sin embargo, en la industria de fabricación de vidrio, debido a la naturaleza caótica de la sílice fundida y la dinámica térmica, la tolerancia de acabado del cuello de una botella de vidrio puede fluctuar en ±0,5 mm o incluso más.
Piense que es como llevar zapatos. Una botella de PET de alta precisión es como un zapato de vestir de cuero rígido y perfectamente confeccionado, que puede combinar a la perfección con una hebilla metálica rígida y de alta ingeniería (una conexión dura a dura). En cambio, una botella de vidrio es como un pie que cambia ligeramente de forma cada día. Si intentas forzar un tapón de plástico rígido e inflexible en una rosca de vidrio sin un amortiguador que se adapte, fracasará. El vidrio requiere una plantilla gruesa y blanda -un forro compresible especializado- para rellenar los impredecibles huecos microscópicos y garantizar el sellado. Por lo tanto, conocer la rigidez física, el índice de expansión térmica y la tolerancia de fabricación de su botella es el requisito previo absoluto para elegir un tipo de cierre.
Contenedores metálicos: Sistemas de cierre normales frente a presurizados
Al pasar de los polímeros a los envases metálicos (hojalata y aluminio), el paradigma de la ingeniería cambia radicalmente. A diferencia de los plásticos, que poseen memoria viscoelástica y pueden recuperarse de la deformación, la deformación de los metales es permanente. Esto introduce el concepto de fatiga metalúrgica. En los envases metálicos, los sistemas de sellado se dividen estrictamente en dos vías técnicas distintas basadas en la presión interna. Confundir un cierre atmosférico estándar con un sistema de válvula presurizado es una falacia lógica crítica que puede conducir a inversiones en equipos desastrosas.
Juntas normales y de vacío (tapones de corona y de llanta)
Para entornos de presión atmosférica estándar o micronegativa -comúnmente en las industrias de la cerveza, las bebidas y los alimentos enlatados- los tipos de cierre dominantes son los tapones corona y los tapones Lug (también conocidos como tapones Twist-Off).
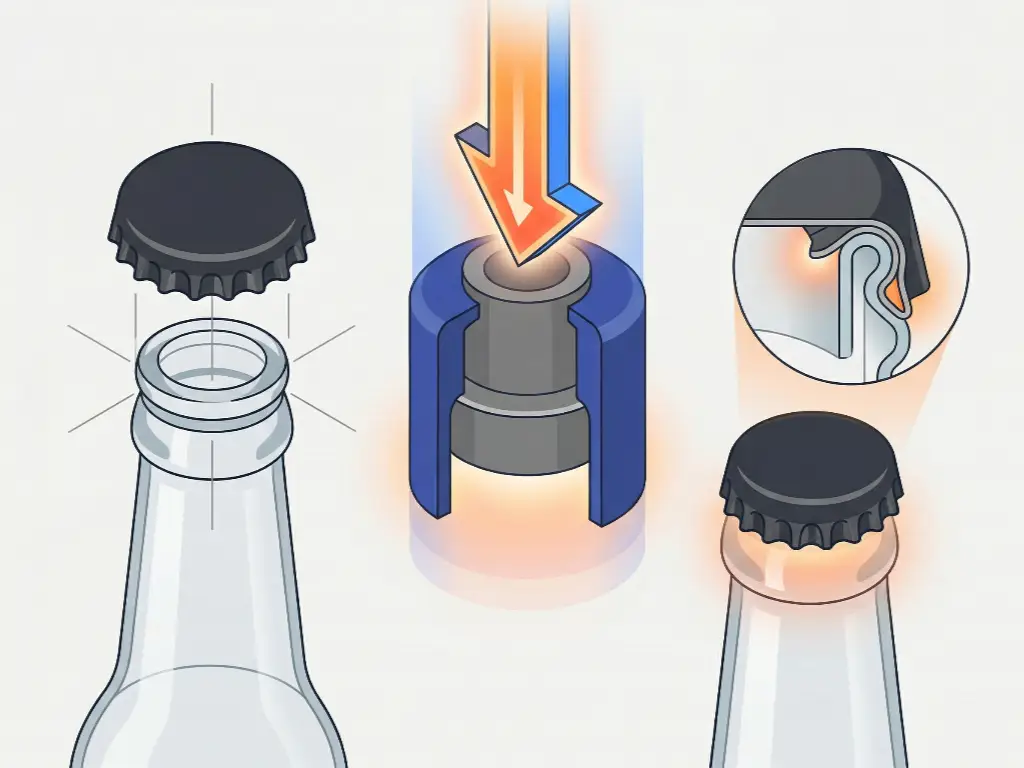
Tapones corona: Utilizado casi exclusivamente en botellas de cerveza de vidrio o botellas de bebidas de aluminio, el tapón corona se basa en una fuerza mecánica completamente diferente a la de un tapón de rosca. Utiliza una taponadora equipada con una campana de engarce especializada de acero endurecido. En una fracción de segundo, la máquina aplica una inmensa fuerza hacia abajo mientras la campana de engarce pliega las 21 ranuras del tapón de hojalata bajo el anillo de cierre del cuello de la botella. Como esto depende de la deformación plástica del metal, la tolerancia de la carga superior del equipo debe ser extraordinariamente precisa. Una desviación de tan sólo un milímetro en la presión descendente puede hacer que las estrías no se plieguen (lo que provoca que la cerveza se aplaste) o que el cuello de cristal se rompa instantáneamente.
Tapones (Twist-Off): Los tapones de orejeta, típicos de los tarros de cristal para mermeladas, salsas y encurtidos, presentan de 3 a 6 orejetas metálicas que encajan con roscas interrumpidas en el acabado del cristal. La brillante ingeniería del tapón de orejeta consiste en que sólo necesita 1/4 de vuelta para bloquearse. Sin embargo, su verdadero mecanismo de cierre se basa en la termodinámica. Estos productos suelen llenarse en caliente. Cuando el producto se enfría dentro del recipiente sellado, se crea un potente vacío. Este vacío tira físicamente del tapón hacia abajo, comprimiendo el revestimiento de plastisol contra el borde de vidrio para crear un cierre hermético. La máquina taponadora (una taponadora de vacío de vapor de línea recta) debe aplicar exactamente la cantidad correcta de torsión de aplicación: si se aplica demasiado poco, el vacío se escapa; si se aplica demasiado, las lengüetas metálicas se doblarán permanentemente y se desprenderán de las roscas de vidrio, arruinando el lote.

Sistemas presurizados (válvulas de aerosol)
En el ámbito de los aerosoles (lacas, lubricantes industriales, cremas de afeitar), el "cierre" ya no es una simple tapa, sino un componente de ingeniería de control de presión muy complejo conocido como válvula de aerosol.
Una válvula de aerosol debe contener y controlar un producto líquido mezclado con un propulsor altamente volátil y presurizado (como GLP, butano o nitrógeno comprimido). El proceso de fabricación de este "cierre" es radicalmente distinto. Requiere un proceso especializado denominado Gaseado por debajo de la taza y engarce.
En este entorno de alto riesgo, la selladora no se limita a empujar un tapón hacia abajo. Crea un sello temporal sobre la abertura de la lata, inyecta el propelente altamente inflamable bajo una inmensa presión y, a continuación, expande instantáneamente una pinza metálica dentro de la copa de la válvula para engarzarla hacia fuera contra la curvatura de la lata de hojalata o aluminio. Elegir una válvula de aerosol significa que su línea de producción debe adaptarse a las estrictas normas a prueba de explosiones (Ex-proof). Las máquinas taponadoras estándar no pueden adaptarse para ello; intentarlo constituye una grave violación de la seguridad. La barrera de entrada no es sólo el coste de la válvula, sino el enorme gasto de capital que requieren los sistemas neumáticos a prueba de explosivos y la infraestructura de la cámara de gas.
Cierres de botellas de vidrio: Rigidez y variaciones de alta tolerancia
El vidrio es el rey indiscutible de los envases premium y domina los sectores de bebidas espirituosas, aceites esenciales, cosméticos y productos farmacéuticos de gama alta. Sin embargo, desde la perspectiva de un ingeniero de envases, el vidrio es una pesadilla de rigidez e inconsistencia. Según las directrices estructurales establecidas por el Glass Packaging Institute (GPI), las roscas de vidrio tienen tolerancias dimensionales significativamente mayores que las de los plásticos moldeados por inyección. Además, el vidrio tiene una flexibilidad nula; si el par de apriete de una máquina taponadora es demasiado agresivo, el vidrio no cederá, simplemente se hará añicos. Para superar este doble reto, se han diseñado tipos de tapones específicos que actúan como amortiguadores y rellenadores de huecos.
Corchos, tapones y tapones de rosca CT de capa gruesa
En el caso de los líquidos de alto valor, como el vino, los perfumes y los aceites esenciales agresivos, el objetivo principal del cierre es rellenar los cráteres microscópicos y las superficies irregulares inherentes a los acabados de vidrio moldeado.
Los tapones de corcho natural y de polímero sintético lo consiguen mediante compresión radial. Una máquina taponadora especializada comprime el tapón hasta un diámetro menor que el de la botella, lo inserta y deja que se expanda, presionando con fuerza contra las paredes irregulares de vidrio para crear un sello.
En el caso de los envases de vidrio roscados, el tapón estándar de rosca continua (CT) debe ir equipado con un revestimiento especializado de alta compresibilidad. En este caso, el estándar de oro es el Gorro forrado de plastisol. El plastisol es una resina líquida a base de PVC que se introduce en un tapón metálico y se cuece hasta formar una junta sólida y gomosa. Cuando se utiliza en aplicaciones de llenado en caliente o se pasa por una taponadora de vapor, el plastisol se ablanda momentáneamente. Al apretar el tapón, el plastisol reblandecido se adapta perfectamente a la topografía única e irregular de ese borde de vidrio concreto. Una vez que se enfría, se endurece para formar un sellado al vacío impenetrable y a medida. Este es el motivo exacto por el que se oye ese "pop" agudo y satisfactorio al abrir un tarro de mermelada o salsa para pasta de primera calidad en el supermercado. Ese sonido es la prueba auditiva de un sellado al vacío perfecto entre el plastisol y el vidrio.
Tapas de aluminio ROPP y sistemas Lug/Twist-Off
Cuando se trata de licores, vinos y bebidas carbonatadas en vidrio, la norma del sector es el tapón de aluminio Roll-On Pilfer-Proof (ROPP). Entender cómo funciona un tapón ROPP requiere un cambio fundamental en la forma de ver los cierres roscados.
Esta es la cruda realidad: Cuando un tapón ROPP se coloca en una botella de vidrio en la línea de producción, no tiene rosca alguna. No es más que una carcasa de aluminio lisa y sin rosca.

La magia, y el desafío extremo de ingeniería, reside por completo en el cabezal de la taponadora ROPP. A medida que el revestimiento liso de aluminio se asienta sobre la botella de vidrio, desciende el cabezal taponador. Dentro de este cabezal, unos bloques de presión accionados por resorte presionan firmemente para comprimir el revestimiento contra el borde de vidrio. Simultáneamente, un conjunto de "rodillos roscadores" giratorios empuja mecánicamente el aluminio blando hacia el interior, siguiendo físicamente las roscas de vidrio existentes y enrollando el aluminio para que coincida perfectamente con ellas. Un segundo conjunto de "rodillos de remetido" se desliza por debajo del anillo de cierre del cristal para crear la banda a prueba de manipulaciones.
Este proceso es la prueba definitiva de la calibración de la máquina. Si la presión del muelle de carga superior está ajustada demasiado alta, el cuello de vidrio rígido se romperá instantáneamente en peligrosos fragmentos en la línea. Si los rodillos de roscado están demasiado flojos, el tapón girará libremente y tendrá fugas. Por lo tanto, la compra de tapones ROPP es totalmente secundaria; la verdadera inversión es en un sistema de husillo de taponado ROPP altamente sofisticado y calibrado con precisión.
Botellas de PET y plástico rígido: Roscas de precisión para sistemas de alta velocidad
El tereftalato de polietileno (PET) es la espina dorsal absoluta de las modernas industrias de bebidas, cuidado personal y productos químicos domésticos. Dado que el PET se moldea por soplado y estirado por inyección, el acabado de su cuello (la zona roscada) es increíblemente preciso, lo que permite realizar operaciones de tapado de alta velocidad y alto par. La alta precisión conlleva la exigencia de un alto rendimiento. Al utilizar PET, el enfoque de ingeniería se desplaza hacia la maximización de la tasa de botellas por minuto (BPM) y la integración de sistemas complejos de dispensación de fluidos sin causar atascos en la línea.
Tapones CT estándar, a prueba de niños (CRC) y a prueba de manipulaciones (TE)
Los tapones de plástico estándar de rosca continua (CT) y los cierres con precinto de seguridad (TE) prosperan en las botellas de PET. El precinto TE depende de una interacción mecánica específica: al apretar el tapón en la botella, el precinto TE debe deslizarse sobre un "anillo de bloqueo" designado en el cuello de PET. El material de PET debe ser lo suficientemente rígido como para forzar la banda sobre el anillo sin que el cuello de la botella se flexione o colapse hacia el interior.
Sin embargo, el verdadero desafío de la ingeniería se plantea con los cierres de seguridad para niños (CRC), utilizados habitualmente para productos farmacéuticos y sustancias químicas peligrosas. La industria moderna del envasado persigue agresivamente el "aligeramiento", reduciendo el peso en gramos de las botellas de PET para ahorrar costes de resina y mejorar los márgenes de sostenibilidad. Esto crea un grave conflicto mecánico.

Un tapón CRC estándar utiliza un mecanismo de "empuje hacia abajo y giro", con una carcasa exterior y una carcasa interior roscada conectadas por un conjunto de dientes de engranaje entrelazados accionados por resorte. Para engranar estos dientes y apretar con éxito el tapón en la botella, la taponadora automática debe aplicar una enorme fuerza de apriete. Fuerza de carga superior de 40 a 50 libras directamente al cuello de la botella.
Los compradores aficionados asumen que "el PET es lo suficientemente duro". Esto es un error fatal. Si aplica 50 libras de carga dinámica superior a una botella de PET agresivamente aligerada, toda la estructura sufrirá un "pandeo": la botella colapsará violentamente y se aplastará como una lata de refresco en la cinta transportadora. Si su producto requiere un cierre CRC, debe colaborar con los ingenieros para reforzar la estructura de la botella. Geometría del hombro e incorporar un robusto y espeso Anillo de sujeción al cuello para absorber y distribuir físicamente el brutal impacto de carga superior de la taponadora.
Bombas dosificadoras y pulverizadores de gatillo
Para lociones, champús y limpiadores de superficies domésticas de alta viscosidad, los tapones estándar se sustituyen por complejas bombas dosificadoras y pulverizadores de gatillo. Aunque ofrecen una mayor comodidad para el consumidor, introducen variables caóticas en la producción automatizada.
El parámetro crítico aquí es el tubo de inmersión interno. En primer lugar, el "corte del tubo de inmersión" (ya sea un corte en V o un ángulo inclinado) y su longitud exacta deben coincidir perfectamente con la geometría "push-up" interna de la base de la botella de PET. Si no es así, la bomba no extraerá los últimos 10% del costoso producto, lo que provocará graves quejas de los consumidores.
En segundo lugar, estos tubos de inmersión largos y curvados son una auténtica pesadilla para las líneas de producción automatizadas. En el envasado a alta velocidad, los tapones deben clasificarse y orientarse en una cuba clasificadora de tapones vibratoria o centrífuga antes de deslizarse por una rampa hasta el cabezal taponador. Los tubos de inmersión largos se enredan constantemente, provocando atascos masivos en el recipiente clasificador, lo que hace que toda la línea multimillonaria se detenga por completo. Si opta por bombas dispensadoras, no puede escatimar en equipamiento; su proveedor de maquinaria debe poseer tecnología de clasificación de élite antiatascos diseñada específicamente para tubos de arrastre.
PE y botellas flexibles: Resolver el dilema de la carga superior
El polietileno de alta densidad (HDPE) y el polietileno de baja densidad (LDPE) son los materiales elegidos cuando el consumidor tiene que exprimir el producto: piense en limpiadores faciales, lociones corporales, miel y ketchup. La contradicción central de la ingeniería es evidente: la botella está diseñada intencionadamente para ser blanda y flexible, pero la maquinaria industrial necesaria para sellarla funciona con una fuerza bruta e implacable. Además, los materiales de PE son muy susceptibles a los cambios termodinámicos extremos durante el tránsito mundial.
Cierres de dispensación Snap-Top, Flip-Top y Friction-Fit
Para facilitar a los consumidores el manejo con una sola mano en la ducha o la cocina, las botellas exprimibles de PE suelen utilizar tapones Snap-Top, Flip-Top o Champiñón. A diferencia de los tapones de rosca, estos cierres no requieren torsión giratoria. En su lugar, se aplican mediante una máquina llamada Snap Capper o Press-On Capper, que "golpea" verticalmente o presiona el tapón directamente sobre el cuello de la botella utilizando la fuerza de impacto.

Esto nos lleva al dilema de la carga superior. ¿Cómo se aplica una fuerza vertical inmensa a una botella diseñada para aplastarse? La respuesta está en la Anillo de sujeción al cuello. Justo debajo de las roscas (o el cordón de cierre) de una botella de PE, debe haber un anillo de plástico prominente, rígido y saliente. En una línea de producción profesional, la taponadora dispone de "pinzas de cuello" mecánicas especializadas o de una rueda de estrella que se desliza físicamente bajo este anillo de soporte. Cuando el cilindro neumático martillea el tapón a presión hacia abajo, la violenta fuerza es absorbida totalmente por las pinzas de la máquina que sujetan el robusto anillo del cuello, evitando por completo el blando cuerpo de la botella que se encuentra debajo. Sin esta sinergia precisa entre la máquina y la botella, golpear una botella de PE con una taponadora a presión es como pisotear un acordeón vacío: la botella se doblará instantáneamente, derramando loción por el suelo de la sala limpia.
El riesgo de fallo de la junta: expansión térmica y estanquidad por inducción
La amenaza más insidiosa para las botellas de PE flexible no se produce en la fábrica, sino dentro de un contenedor de transporte a 60 ºC (140 ºF) que cruza el Océano Pacífico. Esta amenaza se deriva de la falta de coincidencia de los coeficientes de dilatación térmica.
A menudo, una botella de PE flexible se combina con un tapón rígido de polipropileno (PP). El PP y el PE se expanden y contraen a velocidades completamente diferentes cuando se someten a altas temperaturas. Durante el tránsito mundial, el intenso calor hace que el cuello de la botella de PE se ablande y se expanda de forma diferente que el tapón de PP. Esto provoca un fenómeno conocido como "retroceso", en el que el tapón, una vez apretado, se desenrosca físicamente, provocando fugas catastróficas y pérdidas de producto a nivel de palé.
Aunque las defensas mecánicas básicas, como la junta interior de "pinza de cangrejo" (un labio de plástico flexible que se encaja en el interior del orificio de la botella) ofrecen cierta protección, son insuficientes para el estrés térmico extremo. La solución de ingeniería B2B definitiva, el estándar de oro absoluto para el transporte internacional, es Sellado por inducción.
El sellado por inducción no se basa en roscas mecánicas para retener el líquido, sino que utiliza el electromagnetismo. En el interior del tapón se coloca un revestimiento de inducción especializado (compuesto de cartón de celulosa, cera, papel de aluminio y una capa de sellado térmico de polímero). Después de apretar el tapón en la botella de PE, ésta pasa por debajo de un cabezal de sellado por inducción. La máquina emite un campo electromagnético de alta frecuencia que crea corrientes parásitas en el papel de aluminio. Esto calienta instantáneamente la lámina, fundiendo la capa de polímero directamente en el labio de la botella de PE. Ya no sólo se cierra la botella, sino que se realiza una soldadura plástica a nivel molecular. De este modo se crea una barrera hermética y a prueba de manipulaciones que es completamente inmune al retroceso, la vibración y la dilatación térmica, garantizando el tránsito a prueba de fugas de 100%.
La matriz de ingeniería: Alinear botella, tapa, CapEx y máquinas
Una vez deconstruida la compleja interacción entre la física de los materiales, la torsión y la dinámica térmica, ha llegado el momento de sintetizar estos datos en una lógica de adquisición B2B procesable. La matriz que se muestra a continuación acorta la distancia entre la estética del envase y la realidad de la línea de producción, garantizando que su gasto de capital (CapEx) se destina a la maquinaria adecuada para su combinación específica de envase y cierre.
| Material de la botella | Tipo de tapa dominante | Fuerza primaria de taponado | Coste estimado de utillaje y MOQ | Taponadora recomendada |
|---|---|---|---|---|
| Vidrio (Alta rigidez, baja tolerancia) | Tapones con revestimiento de plastisol / Aluminio ROPP | Par de apriete preciso / Presión de giro lateral | Bajo (estándar) / Alto (relieve personalizado) | Taponadora de vacío de vapor / Rodillo de husillo ROPP |
| PET (rígido, alta tolerancia) | Estándar CT / CRC (Child Resistant) | Par rotativo + carga superior extrema | Bajo (acabados de cuello normalizados) | Taponadora de mandril giratorio de alta velocidad (con control de par) |
| PE/HDPE (compresión flexible) | Dispensación Snap-Top / Flip-Top | Impacto vertical (a presión) | Media a alta (bisagras de molde complejas) | Tapadora a presión neumática (requiere sujeción por el cuello) |
| Latas de Composite/Tinplate | Tapas cosidas / Lámina despegable | Doble engatillado | Alto (Requiere MOQ de gran volumen) | Cerradora de latas por vacío y nitrógeno |
El balance final del ingeniero jefe: No confíe nunca en la "perfección estática" de un tapón de muestra apretado a mano sobre su mesa. La verdadera prueba de un sistema de envasado sólo se produce a 300 botellas por minuto (BPM) después de que la maquinaria haya funcionado en caliente durante ocho horas. Antes de firmar cualquier contrato de compra de equipos, debe exigir una rigurosa FAT (Prueba de aceptación en fábrica) de su proveedor de maquinaria utilizando exactamente sus botellas, tapones y líquido simulado. Establezca con ellos un estricto contrato de rendimiento basado en la OEE (Overall Equipment Effectiveness) y en una tasa de desechos cercana a cero. Si un proveedor se niega a realizar una FAT exhaustiva, aléjese inmediatamente.
Este compromiso inflexible con la fiabilidad de ingeniería y la rigurosa validación FAT es exactamente la razón por la que fabricantes de PYMES, coenvasadores de élite y marcas de nutrición de alto valor de más de 100 países confían en nosotros. Levapack con sus líneas de envasado más críticas.
Cuando está sellando líneas de polvo propensas a explosiones con lavado de nitrógeno, configurando pesadoras multicabezal de alta velocidad para frutos secos de primera calidad o requiriendo sellados de esterilización impecables para enlatado húmedo de alimentos para mascotas, su margen de error es exactamente cero. Levapack no sólo vende máquinas, sino que diseña soluciones llave en mano. Con el respaldo de 18 años de experiencia en maquinaria de envasado especializada, nuestro centro de fabricación CNC de 4.000 metros cuadrados mecaniza los componentes con una asombrosa precisión de 2ºm.
Mediante la integración de servotecnología Siemens y Schneider de primer nivel en nuestras tapadoras, cerradoras y llenadoras, garantizamos el control exacto del par de torsión y la gestión de la carga superior necesarios para cualquier tipo de cierre descrito en esta guía. Tanto si se trata de delicados tapones de orejetas de vidrio, cierres CRC de PET de alta velocidad o complejos cierres de latas de aluminio, respaldamos nuestras líneas automatizadas con una garantía de 16 meses líder en el sector y ofrecemos pruebas FAT totalmente transparentes y documentadas en vídeo antes de que su máquina abandone nuestras instalaciones.
Deje de adivinar con su CapEx y de arriesgar la vida útil de su producto. Tráiganos hoy mismo sus combinaciones de botellas y tapones más complejas y deje que nuestros ingenieros, con más de 15 años de experiencia en montaje de precisión, diseñen la línea de envasado impecable que su marca se merece.



