Mejora de su línea de envasado: ¿Sigue mereciendo la pena el sellado por conducción?
En el panorama actual de la fabricación hipercompetitiva, Eficacia global de los equipos (OEE) dicta la rentabilidad de una instalación, y la estación de sellado aparece con frecuencia como el cuello de botella crítico y el culpable de las costosas reclamaciones de los clientes. A la hora de actualizar los equipos, los ingenieros y directores de planta se enfrentan a un dilema clásico: seguir con el "sellado por conducción" tradicional, aparentemente rentable, o pasar a un sellado de alta velocidad. Sellado por inducción sistemas? Aunque la estanqueidad por conducción ha mantenido un fuerte arraigo debido a sus sencillos principios mecánicos y a su bajo gasto de capital inicial, la matriz de evaluación cambia drásticamente cuando se pasa de la factura de compra inicial al libro de contabilidad operativo quinquenal de la fábrica en el mundo real.
Cuando se tienen en cuenta los límites máximos de producción, los insoportables tiempos de inactividad por cambio de formato, las tasas de desecho de material y el intenso trabajo manual necesario para el mantenimiento diario, ¿justifica aún el sellado por conducción su lugar en una línea de fabricación moderna y flexible? Esta completa guía de ingeniería elimina los argumentos de marketing habituales de los proveedores para analizar objetivamente los mecanismos físicos subyacentes del sellado por conducción. Exploraremos sus puntos fuertes insustituibles, expondremos sus trampas de ingeniería fatales y le proporcionaremos los datos concretos necesarios para determinar si esta tecnología sigue siendo la adecuada para sus requisitos específicos de envasado.
¿Qué es la estanqueidad por conducción? Comprender el mecanismo de transferencia directa de calor
Para tomar una decisión informada sobre la maquinaria de envasado, primero debemos establecer una base técnica clara. El sellado por conducción no es una tecnología patentada de "caja negra", sino una aplicación directa de la termodinámica fundamental. En esencia, el sellado por conducción se basa en la transferencia térmica física directa para fundir una capa de polímero y adherirla a la abertura de un envase.
Las 4 etapas de la estanqueidad por conducción
A diferencia de los métodos de sellado sin contacto, la conducción requiere un compromiso físico absoluto entre la máquina y el material de envasado. La secuencia física de esta operación puede dividirse objetivamente en cuatro etapas distintas:
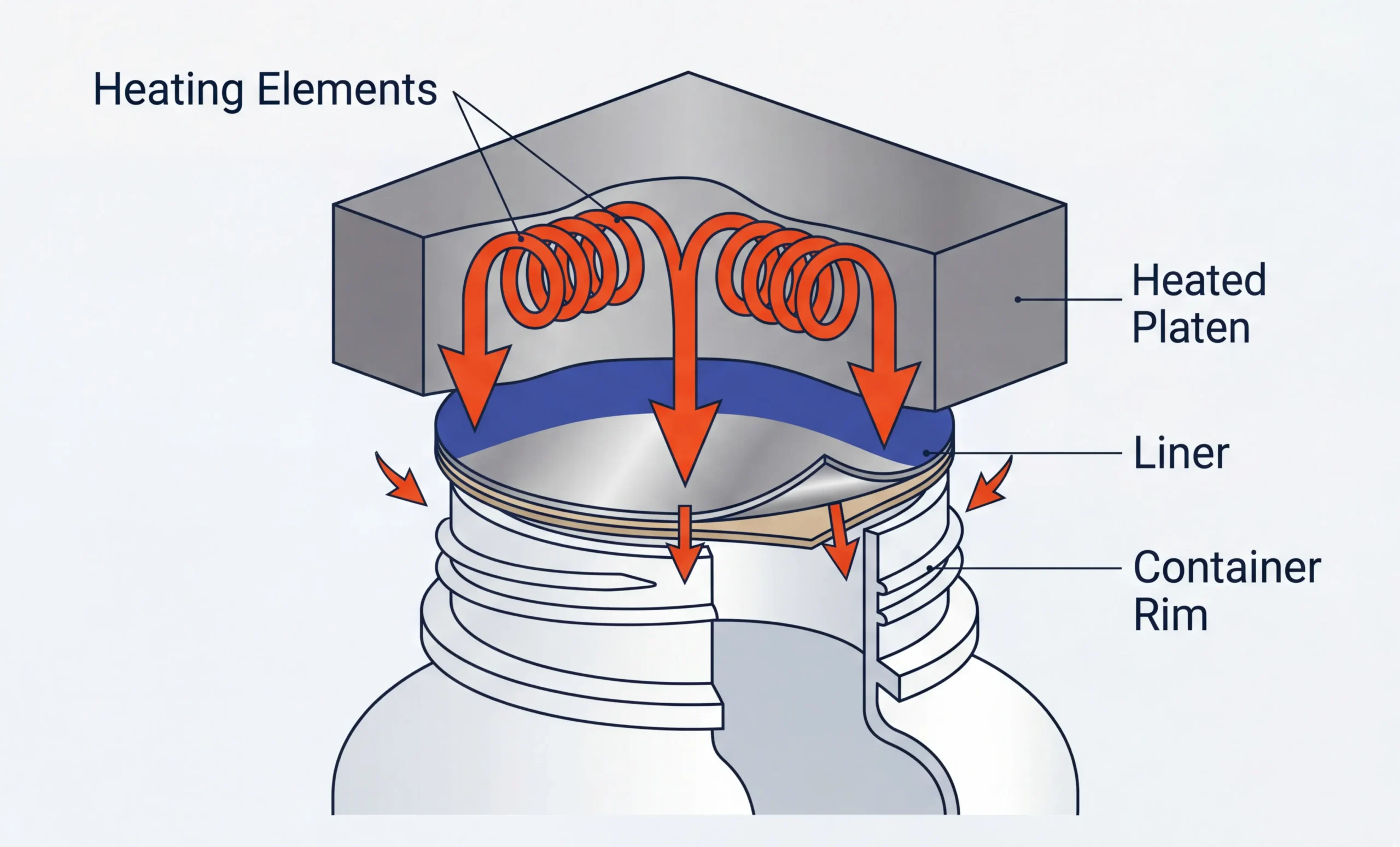
- Generación de calor: Un elemento calefactor eléctrico interno genera energía térmica de forma continua, elevando la temperatura de una platina de metal sólido hasta un punto de ajuste preciso y predeterminado.
- Actuación física: Un cilindro mecánico o neumático impulsa el cabezal de sellado calentado hacia abajo, presionándolo firmemente contra la parte superior del envase y la camisa de sellado.
- Transferencia térmica: La energía calorífica viaja directamente desde la superficie metálica caliente, penetrando a través de las capas externas del material de sellado (como la lámina o el soporte de papel) mediante contacto físico directo.
- Fusión y curado de polímeros: El calor alcanza la capa inferior de polímero termosellable, elevándola por encima de su punto de fusión. Una vez que el cabezal calentado se retrae, el polímero se enfría rápidamente y se solidifica, formando una cierre hermético con el borde del recipiente.
Comprender este proceso pone de relieve la absoluta necesidad de tres variables críticas que impulsan la operación: Temperatura, Presióny Tiempo de permanencia. Mientras que la temperatura y la presión son algo ajustable, Tiempo de permanencia-(el tiempo que el cabezal caliente debe permanecer en contacto con la lámina) es una ley física ineludible. Dado que los polímeros son aislantes térmicos naturales, la transferencia de calor es intrínsecamente lenta. En la mayoría de las aplicaciones industriales, una selladora por conducción requiere un tiempo físico de permanencia de entre 1,0 y 3,0 segundos para lograr un sellado hermético fiable.
Para conceptualizar esto en un escenario cotidiano familiar, considere el funcionamiento de una máquina laminadora de oficina estándar o el uso de una plancha doméstica para aplicar una calcomanía de transferencia de calor a una camiseta. No basta con golpear la plancha caliente contra el tejido y esperar que el pegamento se adhiera. Debe presionar la plancha con firmeza (presión) y mantenerla así durante varios segundos (tiempo de permanencia) para que el calor penetre en las capas y funda el adhesivo (temperatura). Si falta alguno de estos tres elementos, la unión falla. El contacto físico directo y el tiempo adecuado son los requisitos previos no negociables para la transferencia de calor por conducción.
Sellado por conducción frente a sellado por inducción: Una comparación técnica directa
El debate entre el sellado por conducción y por inducción se reduce a menudo a un argumento demasiado simplificado de "qué máquina es mejor". Sin embargo, desde el punto de vista de la ingeniería, ninguna de las dos tecnologías es intrínsecamente superior en el vacío. El verdadero factor diferenciador reside en cómo sus respectivos mecanismos de generación de calor dictan sus escenarios de aplicación apropiados. Al deconstruir la tecnología objetivamente, elevamos el debate de las especificaciones básicas de la máquina a la arquitectura de procesos de alto nivel.
Mecanismos de generación de calor: Calentamiento externo frente a calentamiento interno
La diferencia más profunda entre las dos tecnologías es el flujo direccional de la energía térmica.
Sellado por conducción (calentamiento externo)
Como se ha establecido, la conducción es un proceso "de fuera hacia dentro". Se basa en conducción térmica directa. Un bloque metálico macizo se calienta a alta temperatura, y ese calor se empuja con fuerza a través de las capas superiores del material de envasado hasta alcanzar la capa adhesiva de la parte inferior. La fuente de calor es totalmente externa al envase.
Analogía: Como cocinar un huevo en una sartén. El calor debe transferirse lentamente hacia arriba a través de la parte inferior.
Sellado por inducción (calentamiento interno)
La inducción, por el contrario, es un proceso "de dentro hacia fuera". Es un proceso sin contacto tecnología que utiliza un Campo electromagnético. Las ondas magnéticas atraviesan inofensivamente la tapa de plástico e inducen corrientes de Foucault exclusivamente dentro de la capa de papel de aluminio, fundiendo el revestimiento de polímero desde el interior.
Analogía: Es como calentar un huevo en el microondas. La energía excita directamente las moléculas del interior, provocando un rápido calentamiento interno.
Límites de velocidad de producción y eficiencia de la línea
Dado que los mecanismos fundamentales de generación de calor son tan distintos, sus capacidades respectivas en una línea de producción de alta velocidad existen en estratosferas completamente diferentes. La ineludible física del "tiempo de permanencia" actúa como un techo duro en el rendimiento de los sistemas de conducción.
| Métrica (dimensión de evaluación) | Sellado por conducción | Sellado por inducción |
|---|---|---|
| Velocidad máxima de línea | Lento a moderado (normalmente 30 - 60 CPM por cabeza) | Alto a ultraalto (fácilmente 100 - 300+ CPM) |
| Funcionamiento continuo | Intermitente/Stop-and-Go (Requiere que los contenedores hagan una pausa para presionar físicamente) | Continuo/En línea (los contenedores se mueven ininterrumpidamente por el transportador) |
| Tiempo de calentamiento / enfriamiento | Extenso (requiere más de 30 minutos para calentar las planchas de metal pesado) | Instantáneo (la electrónica de estado sólido no necesita calentamiento) |
Para traducir estas especificaciones a las matemáticas de una fábrica del mundo real, consideremos una instalación encargada de cumplir una cuota diaria de 100.000 botellas en un turno estándar de 8 horas. Esto requiere un rendimiento sostenido de aproximadamente 208 contenedores por minuto (CPM).
Una selladora por inducción en línea continua estándar puede satisfacer sin esfuerzo este requisito de 208 CPM, ocupando aproximadamente de uno a dos metros de espacio en la cinta transportadora. Para conseguir exactamente el mismo rendimiento utilizando el sellado por conducción, no se puede engañar a la física del tiempo de permanencia de 1,5 segundos. Un solo cabezal de conducción alcanza un máximo de aproximadamente 40 CPM. Por lo tanto, para alcanzar los 208 CPM, la instalación tendría que invertir en un enorme sistema de conducción rotativa multicabezal que contuviera de 6 a 8 estaciones de sellado individuales. Esto no sólo aumenta exponencialmente la complejidad mecánica y los requisitos de mantenimiento, sino que también consume una enorme cantidad de espacio de fábrica muy caro sólo para igualar el rendimiento de una sola bobina de inducción compacta.
Evaluación del verdadero ROI: CAPEX vs. OPEX en sistemas de conducción
Cuando se presentan opciones de equipamiento al departamento financiero, el sellado por conducción suele parecer increíblemente atractivo sobre el papel. Sin embargo, evaluar el rendimiento de la inversión (ROI) basándose únicamente en el gasto de capital (CAPEX) es una trampa peligrosa que enmascara la hemorragia operativa a largo plazo en la planta de producción. Para comprender realmente el coste, debemos analizar el gasto operativo (OPEX).
La ilusión del bajo gasto de capital inicial (CAPEX)
Es un hecho objetivo que la máquina base (chasis desnudo) de una selladora neumática por conducción de un solo cabezal es significativamente más barata que un sistema de sellado por inducción de estado sólido refrigerado por agua. Para una empresa de nueva creación o una instalación que trabaje con un solo producto en volúmenes bajos, esta baja barrera de entrada resulta muy atractiva.
Sin embargo, los costes ocultos residen en el "ecosistema de herramientas" necesario. El sellado por conducción requiere Troqueles calefactores a medida. Dado que el cabezal metálico debe adaptarse perfectamente al diámetro y contorno exactos del labio del envase para aplicar una presión uniforme, cada tamaño de botella requiere su propio cabezal de cierre metálico mecanizado con precisión mediante CNC. Además, el accionamiento constante depende de complejas Sistemas neumáticos (compresores de aire, cilindros y válvulas) que requieren un mantenimiento continuo, lubricación y eventual sustitución debido al desgaste mecánico.
Adquirir una selladora por conducción es muy parecido a comprar una impresora de inyección de tinta barata. La impresora en sí está muy subvencionada y es barata, pero usted se ve obligado a comprar cartuchos de tinta patentados y muy caros (troqueles calefactores personalizados) durante el resto de la vida útil de la máquina. Si su línea de productos se amplía para incluir cinco nuevas formas de botella el año que viene, debe encargar y comprar cinco nuevos bloques calefactores personalizados.
El asesino de la OEE: Cambios de herramientas y retrasos en el calentamiento
Aunque el coste de los troqueles personalizados es doloroso, palidece en comparación con el devastador impacto que tiene el sellado por conducción en el tiempo de actividad de la máquina durante los cambios de producto. En el envasado por contrato moderno o en la fabricación ágil, una línea puede tener que cambiar de tamaño de envase varias veces al día.
Desglosemos rigurosamente los plazos de un cambio de utillaje de conducción estándar:
- Paso 1: Enfriamiento (30 - 45 minutos). El bloque calefactor metálico existente se encuentra a una temperatura abrasadora de 200°C. Antes de que un técnico pueda desatornillarlo y retirarlo sin riesgo de sufrir quemaduras graves, la máquina debe apagarse y dejar que el calor se disipe de forma natural.
- Paso 2: Intercambio físico de herramientas (10 minutos). El operario desatornilla el cabezal antiguo, alinea el nuevo troquel personalizado y lo bloquea en el conjunto neumático.
- Paso 3: Calentamiento y estabilización (30 minutos). La máquina se enciende de nuevo. El nuevo y denso bloque metálico debe absorber calor lentamente hasta que el controlador PID interno confirme que se ha estabilizado a la nueva temperatura objetivo.
- Paso 4: Calibración de la presión (10 minutos). La carrera neumática descendente debe reajustarse con precisión para tener en cuenta la altura de la nueva botella y el grosor del nuevo troquel, garantizando una presión perfecta sin aplastar el envase.
Este proceso consume habitualmente entre 80 y 95 minutos de puro tiempo muerto. Ahora, aplique esto a un escenario de planta de producción: Una planta tiene un programa muy flexible que requiere 3 cambios de producto al día. Utilizando una máquina de conducción, la planta está sacrificando más de 4 horas diarias de tiempo de producción sólo esperando a que el metal se caliente y se enfríe. Si el coste combinado del tiempo de inactividad de la línea (salarios de los operarios, gastos generales y pérdida de beneficios de producción) se estima de forma conservadora en $500 por hora, esta selladora por conducción "barata" está quemando activamente $2.000 cada día. En pocos meses, los exorbitantes gastos de explotación eclipsan por completo el ahorro inicial en gastos de capital que supone no comprar una máquina de inducción.
Compatibilidad de los contenedores: Cuando la conducción es la única opción (y cuando falla)
A pesar de los inconvenientes operativos, es fundamental afirmar que la estanqueidad por conducción no está obsoleta. Sigue siendo una tecnología vital porque, en determinados escenarios de ingeniería muy específicos, es la sólo solución viable. Por el contrario, hay situaciones en las que aplicar el sellado por conducción es una receta para el desastre absoluto.
El punto dulce: Diafragmas planos, formas extrañas y tapas metálicas
Dado que la inducción depende de campos magnéticos y tapones roscados para funcionar, la conducción sigue siendo la campeona indiscutible en aplicaciones en las que no se dan estos requisitos previos. El dominio absoluto del sellado por conducción incluye:
- Sellado de diafragma plano (sin tapa): El ejemplo más clásico es el vaso de yogur, la monodosis de café o el bol de fideos instantáneos. No hay tapón de rosca que sujete la lámina durante la inducción. La conducción es obligatoria en este caso, ya que el troquel calentado presiona físicamente la lámina precortada directamente sobre el borde del recipiente desnudo.
- Total cierres metálicos: Si su producto utiliza un tapón de acero macizo o de aluminio grueso, el sellado por inducción resulta físicamente imposible. El tapón metálico absorberá el campo electromagnético, sobrecalentando el propio tapón y pudiendo fundir las roscas, mientras que el campo magnético no llega al revestimiento interior. La conducción es la única forma de conducir el calor a través de un cierre metálico.
- Formas no redondas e impares extremas: Las bobinas de inducción generan campos magnéticos circulares o elípticos uniformes. Si está sellando un envase cuadrado complejo de esquinas afiladas o una botella de forma única, las corrientes de Foucault no se distribuirán uniformemente, lo que provocará puntos fríos y fugas en las esquinas. Las matrices de conducción pueden mecanizarse con precisión para adaptarse perfectamente a cualquier perfil geométrico.
Cuando uno camina por el pasillo de un supermercado y ve botellas de café de vidrio de primera calidad de Starbucks con tapones metálicos de hojalata, o ensaladeras refrigeradas listas para consumir con formas únicas y sellos de película, está observando la necesaria aplicación de la tecnología de conducción.

La trampa de la tolerancia del labio de cristal (Retos entre rígidos)
Sin embargo, existe un grave punto ciego de ingeniería del que rara vez se habla en los folletos: El peligro del "contacto rígido con rígido". Esto es especialmente devastador cuando se intenta utilizar el sellado por conducción en recipientes de vidrio.
En la fabricación del vidrio, ninguna botella es perfectamente perfecta. El "acabado" (el labio superior de sellado del tarro de vidrio) contiene intrínsecamente ondulaciones microscópicas y tolerancias dimensionales: pequeñas colinas y valles que miden fracciones de milímetro. Cuando una matriz de conducción de acero perfectamente plana y rígida presiona sobre un labio de vidrio rígido y ligeramente irregular, las leyes de la física plantean un terrible dilema.
Si la presión neumática es demasiado baja, el metal rígido sólo entrará en contacto con las "colinas" del labio de vidrio, dejando intactos los "valles". El resultado es una transferencia de calor insuficiente, una fusión incompleta y canales microscópicos que provocan microfugas y deterioro inmediatos. Por el contrario, si un operario aumenta agresivamente la presión neumática intentando forzar el metal plano contra el vidrio irregular para cerrar esos huecos, la fuerza de rígido a rígido supera fácilmente los límites estructurales del envase, provocando una rotura catastrófica del vidrio directamente en la línea de producción. Dado que la conducción requiere una inmensa fuerza física, es inherentemente hostil a los envases con escasa tolerancia dimensional.
Control de parámetros: Optimización de la ventana de sellado para reducir a cero las microfugas
Si el perfil específico de su producto -como una tarrina de postre sin tapón o un producto con tapón metálico- dicta que el sellado por conducción es su único camino a seguir, la supervivencia depende del dominio de la delicada calibración de la máquina. Establecer un proceso fiable requiere un profundo conocimiento del comportamiento de los polímeros y de la dinámica térmica.
Equilibrar el triángulo de oro: Tiempo, temperatura y presión
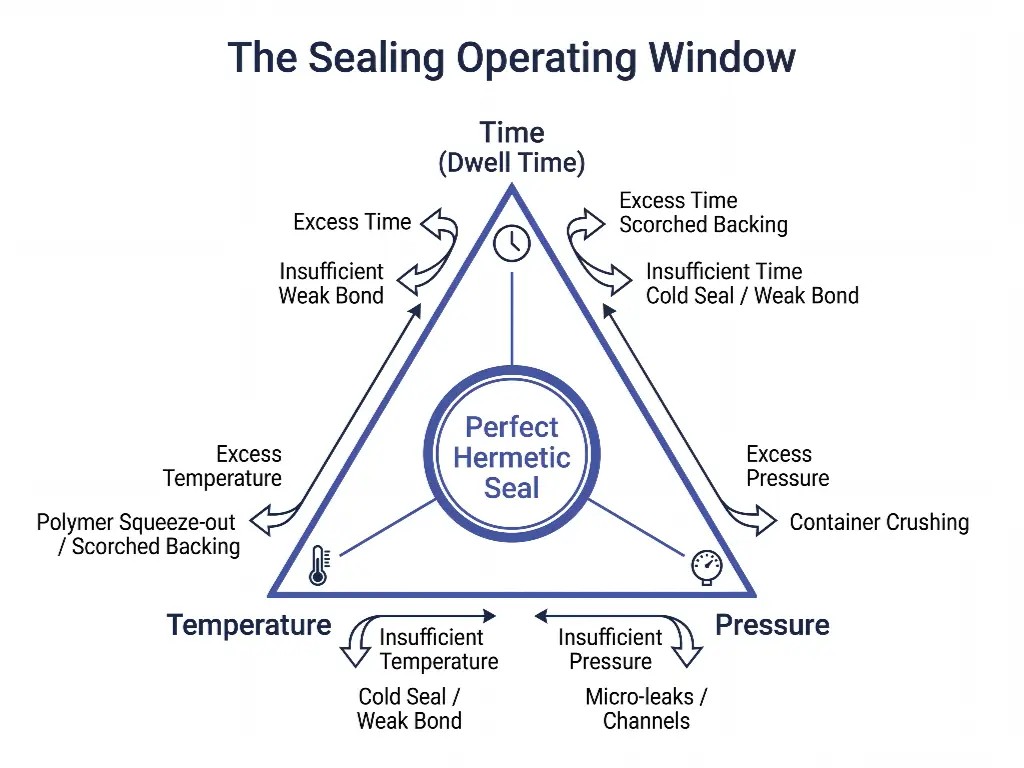
En ingeniería de envasado, nos referimos al rango aceptable de ajustes de la máquina como "Ventana de funcionamiento". Para el sellado por conducción, esta ventana viene definida por la estricta interacción de tiempo, temperatura y presión. Estos tres parámetros están inextricablemente vinculados; no se puede modificar uno sin compensar con otro.
Un error común cometido por operadores de línea inexpertos es intentar aumentar artificialmente la velocidad de producción (reduciendo el Tiempo de permanencia) simplemente girando el dial de Temperatura más arriba. Esto provoca un grave desequilibrio de los parámetros. Mientras que la capa de adhesivo puede fundirse más rápido, el calor excesivo a menudo causa "Scorched Backing" - quemando la capa superior de papel o polímero del soporte, destruyendo las propiedades de barrera y creando una estética quemada. Además, una temperatura excesiva combinada con una presión elevada provoca el "Squeeze-out", en el que el polímero líquido es violentamente empujado fuera de entre el labio y la lámina, creando hebras desordenadas que contaminan el troquel del utillaje y provocan sellados débiles y quebradizos.
Por el contrario, una temperatura o presión insuficientes producen "sellados fríos", en los que el polímero se vuelve pegajoso pero no consigue reticularse con el material del envase, lo que permite despegar el precinto sin resistencia. Encontrar el triángulo de oro requiere pruebas pacientes y empíricas para cada nuevo lote de materiales de envasado.
Materiales de revestimiento adecuados a la fuente de calor
El tipo de revestimiento de sellado que adquiera es tan importante como la propia máquina. Dado que los gradientes térmicos son completamente diferentes, debe asegurarse de que los materiales de la manga están diseñados explícitamente para el calor conductivo.
Los distintos polímeros poseen puntos de fusión muy diferentes. El polietileno (PE) se funde con relativa facilidad, mientras que el polipropileno (PP) y el tereftalato de polietileno (PET) requieren una energía térmica mucho mayor. Una advertencia crítica para los equipos de compras: Nunca dé por sentado que puede utilizar los restos de revestimientos de sellado por inducción en una máquina de conducción. Los revestimientos de inducción están diseñados para absorber el calor internamente desde la capa de lámina que irradia hacia el exterior. Los revestimientos de conducción requieren soportes especializados resistentes al calor, diseñados para soportar el contacto directo con una plancha metálica de 200°C sin fundirse, pegarse a la matriz ni desgarrarse. El uso de un material inadecuado provocará la contaminación inmediata de la placa calentada, lo que obligará a detener la línea para realizar un extenso proceso de raspado y limpieza.
La matriz de decisiones del ingeniero: Seleccionar la tecnología adecuada para su línea
La matriz de decisión "si-entonces
En última instancia, la elección de la tecnología de estanquidad no debe basarse nunca en preferencias arbitrarias o en el coste básico de la máquina, sino en una evaluación rígida y basada en datos de la arquitectura específica de su producto y de sus objetivos operativos. Para simplificar esta compleja elección de ingeniería, utilice esta matriz:
- SI sus envases incluyen recipientes sin tapa (diafragmas planos), requieren cierres totalmente metálicos o utilizan formas geométricas extremas no redondas... LUEGO Sellado por conducción es su solución de ingeniería obligatoria.
- SI sus instalaciones exigen un rendimiento de alta velocidad (>100 CPM), requieren un funcionamiento continuo en línea, utilizan tapones de rosca de plástico estándar o exigen la máxima eficiencia energética... LUEGO Sellado por inducción es la opción superior indiscutible.
Como regla práctica ampliamente aceptada por los expertos: si su programa de producción dicta que su línea debe someterse a cambios de utillaje más de dos veces al día, o si sus normas de control de calidad exigen una tolerancia de defectos/fugas inferior a 0,1%, debe abandonar inmediatamente la idea de un equipo de conducción tradicional de un solo cabezal y consultar a un completo Guía de compra de selladoras por inducción para orientar su presupuesto hacia soluciones de producción flexibles y altamente automatizadas.
Sin embargo, hay un salto lógico crucial que muchos directores de fábrica pasan por alto. Cuando uno se encuentra ajustando sin cesar los parámetros de temperatura, presión y tiempo de una única estación de sellado, pero sigue sin poder alcanzar la OEE o los índices de defectos que necesita, el problema subyacente rara vez es la propia máquina de sellado. El verdadero cuello de botella casi siempre radica en la falta de sincronización entre el llenado anterior y el sellado posterior. Esto es especialmente crítico en las operaciones de alto valor. Si procesa productos sensibles en polvo (como preparados para lactantes o proteína de suero) que conllevan graves riesgos de explosión de polvo y requieren un estricto control del oxígeno residual, o si envasa alimentos húmedos (como comida para mascotas o platos preparados) que exigen una rigurosa esterilización en retorta, obsesionarse con una máquina de sellado independiente es un ejercicio inútil. Estos productos complejos requieren un enfoque holístico que abarque el llenado a prueba de polvo, la inyección de nitrógeno al vacío y el sellado de alta integridad, todo ello trabajando al unísono.
¿No está seguro de si su recipiente requiere conducción o si puede optimizarse para inducción a alta velocidad?
Deje de adivinar sus parámetros. Envíe muestras de sus envases y materiales a nuestro laboratorio de envasado. Realizaremos una prueba de cierre hermético completa y gratuita y trazaremos una hoja de ruta procesable para su línea de producción.
Contacte con nuestro equipo


