Metal detection technology in food packaging covers a wide range of materials such as flexible plastics, paperboard boxes, metallized film, and rigid containers. Packaging engineers must align the inspection process and technology with the unique physical characteristics of each specific package to ensure high food safety standards. As regards the inspection of non-conductive materials such as standard plastic pouches, a simple electromagnetic calibration is required to establish baseline requirements. As such, with the increasing presence of metal components in compliant packaging, the complexity of the inspection process also increases.
The complexity of the inspection process is, of course, most pronounced with rigid metal containers. A fundamental canning paradox exists in metal detection in food packaging: the direct operational conflict between electromagnetic industrial metal detectors and the metal cans they are meant to inspect.
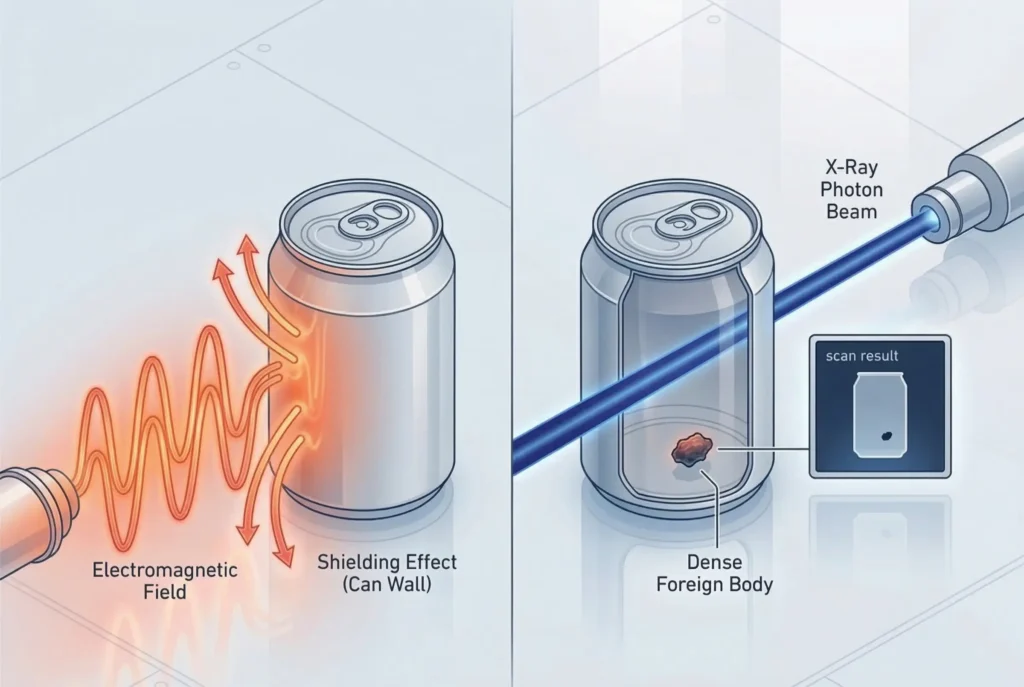
Most food packaging companies put an inspection system at the very end of the production line, where the system scans the finished, sealed package. Using such logic on a canning line makes us lose out on some technology. The can itself generates a huge product effect signal, which is a signal that is produced when a customer or any other external person interacts with a product, and it completely overpowers the sensory baseline of the machinery, which is why the equipment ignores any internal physical contaminants that are shielding the external electromagnetic field. It is impossible to inspect sealed metal cans with electromagnetic coils, as that defies the laws of physics. For that reason, we shall restrict this entire article to dismantling the most complex challenge in the food industry, which is designing a canning facility that has an operational quality control system that is functional, compliant, and economically balanced to prevent costly recalls.
Contaminants and Detector Types
Reliability detection systems are directly related to a well-defined list of metal contaminants grouped by type, as well as the configurations of the sensors. Within food processing, different contaminants generate varying signal magnitudes due to the different metallurgical compositions of the metal types.
| Contaminant Category | Magnetic Permeability | Electrical Conductivity | Detection Difficulty | Common Production Sources |
| Ferrous (Iron, Steel) | Alta | Alta | Lowest | Rust, carbon steel bolts, standard machinery components. |
| Non-Ferrous (Aluminum, Copper, Brass) | Zero | Alta | Moderado | Wire cut-offs, aluminum foil fragments, brass fittings. |
| Stainless Steel (Austenitic grades 304, 316) | Zero / Negligible | Bajo | Highest | Slicer blades, processing screens, wear parts, pump impellers. |
Austenitic stainless steel is the biggest problem for food processors. Because it has no magnetic properties and low thermal conductivity, it produces the lowest signal amplitude in the detection field. Sufficient detection of stainless steel requires maximal calibration of the detection apparatus, combined with the smallest aperture to catch tiny metal particles.
Different stages of the food production process require different form factors of equipment, exploring various types of metal detectors.
| Detector Configuration | Application Point | Typical Product State | Inspection Orientation |
| Transportador / Tunnel | Post-packaging or raw bulk | Solid items, discrete packages, cartons | Horizontal transit on a conveyor belt |
| Pipeline | Pre-processing, pump stations | Liquids, slurries, pastes, meat emulsions | Pressurized fluid flow |
| Gravity Fall / Throat | Pre-packaging, above fillers | Dry bulk powders, granules, discrete solid pieces | Vertical free-fall |
Standard conveyor systems are designed for plastic or paper packaging. For example, in the case of canning lines, certain configurations are required to avoid the shielding effect of the last container, maintaining product safety.
Proven Inspection Solutions for Canned Foods
To overcome the physical barriers of scanning steel containers and combat safety risks, facility engineers have to choose different inspection strategies. The correct method depends on the state of the product, the type of food product, the detection requirements, and the available budget. For canning lines, there are two possible systems that play a crucial role in maintaining consumer safety.
Post-Packaging: X-Ray Inspection Systems
If your operational directive requires inspection after the container is sealed, your facility will need to use X-ray inspection technology to inspect the final product. X-ray systems do not use electromagnetic fields. Rather, they use a beam of high-energy photons, which are projected through the container to a linear diode array, which measures the photons as they are absorbed or not absorbed.
With a uniform thickness of the can wall, the system software sets a baseline black and white image. The presence of a dense foreign body, such as a steel fragment or a stone, glass shards, or a bone calcified stone, absorbs X-rays more than the surrounding food and the can. Consequently, this will be viewed as a dark foreign body and will cause the rejection mechanism to activate, isolating the contaminated product. Compared to all other techniques available, X-ray systems represent the safest and most reliable means of end-of-line can inspection. They are expensive X-ray systems, and consequently, they require adherence to strict protocols of radiation safety and provide cooling to the generator components.
Pre-Packaging: Gravity Fall Detectors
The inspection stage for canning lines is most efficient, accurate, and inexpensive when done before the packaging process. This method moves critical control points to the bulk handling stage. Gravity fall food metal detectors are incorporated within the vertical product flow directly upstream of the filling machine to scan raw materials and raw ingredients.
The bulk, free-fall state product inspection causes the metal can’s shielding effect to be completely bypassed. Even more, gravity fall detectors use circular or narrow rectangular detection apertures; the smaller the aperture, the less sensitive the detector. Thus, with bulk products falling through smaller channels as opposed to larger conveyor openings, a smaller detection aperture is used. This smaller aperture causes the detection of smaller metal fragments.
Integrating Detectors Before the Filling Process
In order to use a gravity fall detector for reliable detection, a precise understanding of functional mechanics is required. The metal detector must not be placed over the filler; instead, it has to be integrally and logically merged with the upstream dispensing device, usually a multihead weigher or an auger filler. Thus, physical connectivity determines the baseline stability of the detection field.
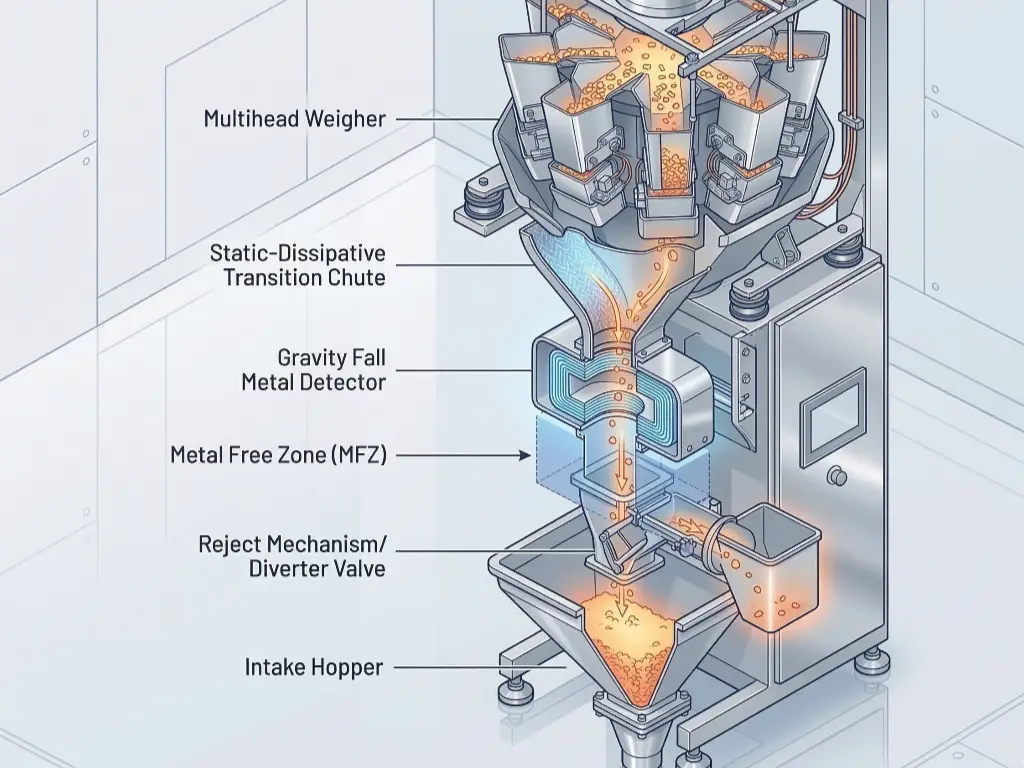
The transition chutes control how a product moves as it is released from the weigh bucket and begins its journey to the detector aperture. The chutes are made from food-safe plastic materials, not metal, and are usually made from static-dissipative ultra-high-molecular-weight polyethylene (UHMW) or certain composites. While dry bulk materials are moving down a chute, frictional electricity is created. If regular insulating plastics are used, static electricity builds up and discharges to the grounded metal frame. This static arc generates a wideband radio frequency. The detector will sense the radio frequency and cause the food products to be rejected for no reason. With good grounding of the transition chutes and the use of static-dissipative materials, there can be quiet and uninterrupted movement of products through the production process.
For metal detection systems, it’s very important to have mechanical isolation. All upstream equipment, like multihead weighers, has radial feeders and stepper motors that create ongoing, high-frequency vibrations. If a metal detector is mounted directly to a weigher frame without isolation, the frame’s mechanical vibrations are transferred to the detector’s search head. This vibration causes tiny movements of the copper coils that are cast in resin in the detector head, and a false signal is generated. Engineers have to use special elastomeric vibration isolation mounts to attach the metal detector. Additionally, the Metal Free Zone (MFZ) must be observed to prevent metal contamination. Within the MFZ, no metal parts that move, such as weigh bucket doors, cylinder rods, etc., may cross the zone because the movement of these parts will disturb the magnetic field.
The last mechanical part is called the reject mechanism. In a gravity drop system, the product has a high speed due to gravity, and the reject valve has to open in milliseconds. The mechanism is designed with a fail-safe configuration. It takes continuous electro-pneumatic pressure to keep the mechanism in the ‘accept’ position. If there is a drop in air pressure, the valve drops to the ‘reject’ position, hence preventing any uninspected product from entering the filling machine and compromising food safety.
Software Parameter Adjustments for Optimal Accuracy
Integration of hardware marks the bottom of the continuum of functionality, while network communication determines the true operational efficiency of the system. Even though a gravity fall detector and a multihead weigher function independently in the production line, they must work in a lock-step fashion with precision synchronism. If the flow of product, as controlled by the software parameters, is misaligned with the flow detector, it will either reject more than it should, or it cannot reject batches that contain metallic contaminants.
To achieve this, operators should make adjustments of parameters in the dispensing system and the inspection system.
| Parameter | System Location | Función | Impact on Detection | Optimal Setting Strategy |
| Target Weight | Multihead Weigher | Set to the minimum required to achieve target weight, ensuring a compact, dense product bundle. | Fluctuations alter the bulk density, shifting the product effect phase angle and causing false rejects. | Maintain strict variance limits. Recalibrate the detector if the target weight changes by >10%. |
| Linear Vibrator Amplitude | Multihead Weigher | Controls the intensity of feed pans. | High amplitude causes elongated product drops, altering the velocity profile expected by the detector. | Map the exact physical distance from bucket to valve. Calibrate the millisecond delay based on gravity acceleration. |
| Dump Speed / Delay Timer | Weigher & Detector | Controls bucket opening and reject valve timing. | Desynchronization results in the reject valve firing too early or too late, missing the contaminant. | Set to the minimum required to achieve the target weight, ensuring a compact, dense product bundle. |
The Human Machine Interface (HMI) is the central controller for synchronizing the system. Operators must adjust the various settings to keep the product profile uniform as it moves through the detection zone.
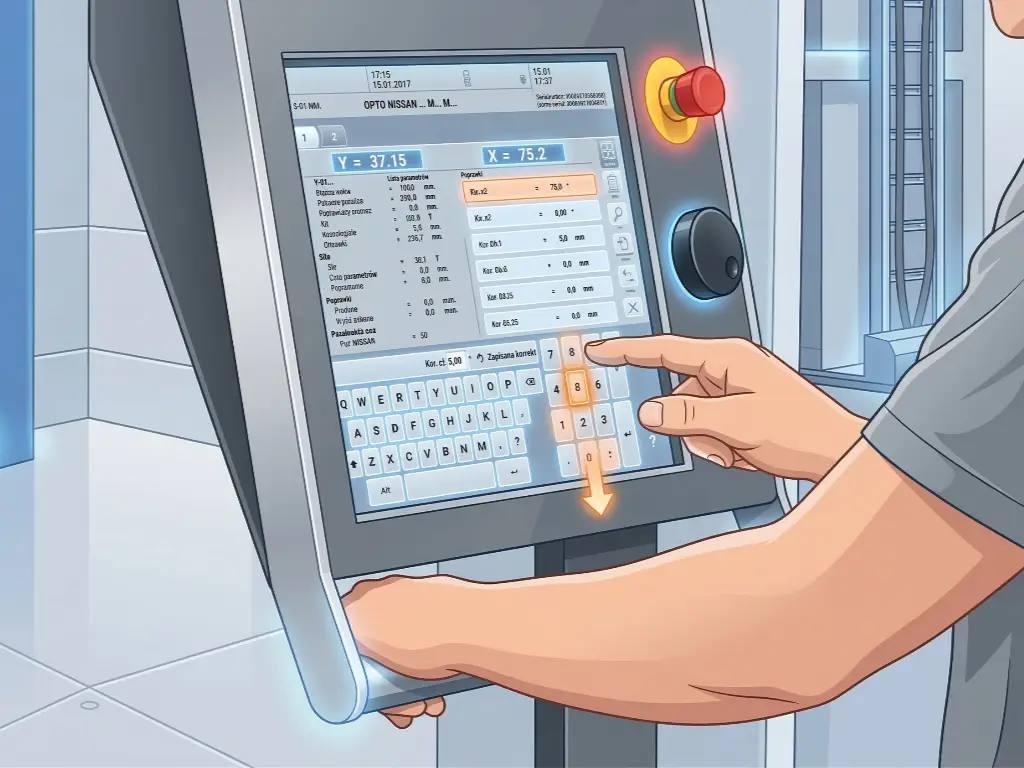
The Target Weight determines the total mass of product released during one cycle. While this is mainly for packaging compliance, it also affects the pack density of the product that falls through the metal detector. A large change to Target Weight will also change the “product effect”; the metal detector will see the product as more or less conductive or magnetic, depending on the amount of product in the metal detector when the product is passing through. The metal detector has something called a Digital Signal Processor (DSP), which creates an adaptive phase angle to ignore the product effect. If the mass of the product changes suddenly, the angle changes, and the DSP will mistake the increase in mass as a contaminant. The consistency with which we adhere to a Target Weight determines the baseline signal for product quality.
The Linear Vibrator Amplitude parameter adjusts the strength of the vibrating pans that transport products into the weigh buckets. How the pans vibrate affects both the speed and the evenness of the spreading of the products. Having the setting too high causes the weigh buckets to capture products in an uneven way, creating a tall and wide drop profile that happens irregularly as the bucket opens. Instead of a tight bunch of products falling through the detector, the products get spaced apart. The software in the detector determines when to time the reject function based on the speed at which the product is expected to travel. If the product bunch is spaced out, the last product to come through may end up passing the reject function after it has closed to accept. Adjusting the Amplitude of the Linear Vibrator provides an even and expected drop of product, ensuring a proactive approach to interception.
Dump Speed regulates how fast and in what order the weigh bucket doors open. This is the exact trigger point for the whole process to begin. A timer is also activated as the weigh bucket opens. The Programmable Logic Controller (PLC) tracks the dump signal. The system determines to the exact millisecond when the center of the product mass will cross the center of the metal detector’s electromagnetic field. Then, it determines what the necessary delay is to open the pneumatic reject valve. If the Dump Speed is changed, the characteristics of the mechanism change, and therefore also the product’s acceleration profile. For this reason, it is the operator’s responsibility to set the delay timers in the metal detector’s reject software to account for any change in Dump Speed. The combination of fine-tuning these three factors eliminates the false positives and material waste that comes from desynchronization in metal detection in food packaging.
Canning Line Layout and Installation Pitfalls
Canning line design relies on systems thinking. The merging of delicate inspection systems with sophisticated industrial machinery involves multiple micro and macro engineering challenges. The initial layout decisions for the facility will determine the performance of the metal detection system for the entire life of the system, acting as a foundation for rigorous hazard analysis.
Allocating Physical Space for Equipment
The vertical design for the pre-packaging gravity fall system needs plenty of overhead clearances. Planners for the facility need to take into account the total vertical stack-up tolerances, including the infeed elevator discharge heights, the multihead weigher, the transition chutes, the head of the metal detector, the mechanisms for the diverter valves, the accumulation funnel, and the intake hopper of the can filling machine.
For vertical integration, the architecture typically overshoots the older and standard building ceiling heights. Furthermore, planners have to place structural steel mezzanines or access platforms around this stack of equipment. Maintenance personnel need adequate and stable access to the stack to adjust the metal detector, to do standard test pieces in the aperture, and to do sanitary procedures. When there is an effort to reduce the vertical stack to fit a lower ceiling, there are often problems with chute angles, which result in no flow of product and unstable drop rates. This, in turn, leads to failures of the timing of the rejection mechanism.
Preventing Electromagnetic Interference
Automated palletizers, seamers, and conveyors are all used in canning facilities and come with heavy motor loads. These create a lot of Electromagnetic Interference (EMI) and Radio Frequency Interference as a result. Metal detectors are designed to detect minute changes in a magnetic field, and are susceptible to external electric noise, which threatens regulatory compliance.
A design flaw that occurs frequently is running the power and communication lines for the metal detector parallel to the high voltage lines that power the Variable Frequency Drives (VFDs). VFDs use insulated-gate bipolar transistors (IGBTs) to switch the drive voltage within milliseconds, which creates a lot of electrical noise. This noise will cause the metal detector to trigger falsely. A cable routing plan to cross a set of cables should always ensure there is a clear distance between the cables at each cross point, and that the cables are routed along the same parallel axis as required.
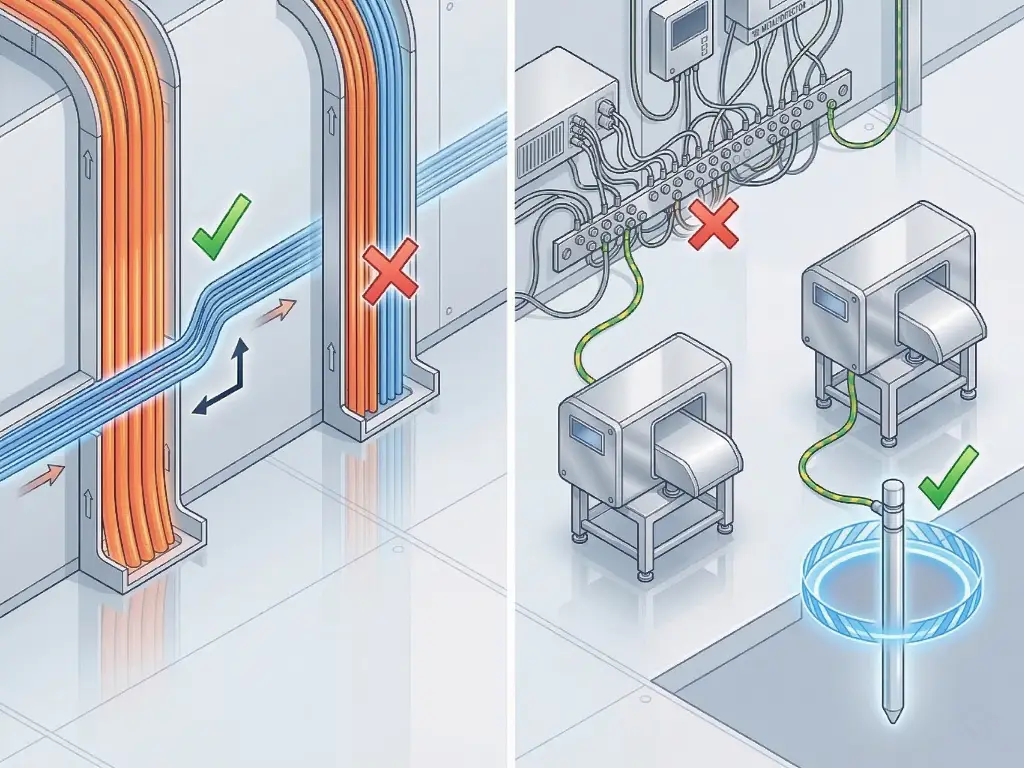
The metal detector also requires a “Clean Earth” ground. If the metal detector is connected to the same grounding bus as other large processing equipment, the electrical noise will feed back through the ground wire, and the noise will be picked up by the equipment. To guarantee the metal detector remains operational without interference, an isolated, dedicated ground rod for the inspection system, as well as for the metal detector, is required.
Securing Your Packaging Line ROI
Accurate metal detection on a canning line is a rigid requirement for operational compliance and safety. Moving the inspection point to the pre-packaging stage, enabled by a positive vertical transfer mechanism, resolves the inherent contradiction of scanning metal containers. Optimal operation of the system, including maximum detection sensitivity and minimum downtime, is achieved through a combination of proper mechanical isolation, a rigidly designed transition chute, and precise software coordination of the discharge mechanism to the detector.
This architectural approach satisfies the rigorous demands of APPCC, GFSIy SQF audits. More importantly, precise system integration eliminates the high frequency of false rejects that waste viable product and erode profit margins. A properly configured system protects your processing hardware, secures your brand reputation against catastrophic recalls, and solidifies the overall investment in your packaging infrastructure.
The task of designing these types of integrated systems involves specialized systems engineering. If you are considering a new layout for your canning line or an upgrade of your quality control systems, you can approach our engineering team for advice. Call Levapack engineers for an optimal equipment layout and integration design for your production goals.



