Resolución de problemas comunes de las pesadoras multicabezal y soluciones básicas
Una pesadora multicabezal realiza una serie de movimientos sincronizados que incluyen vibración mecánica, evaluación de la célula de carga y un cálculo o algoritmo de software preprogramado. Cuando la producción se detiene, el personal de mantenimiento tiene que determinar si el problema se debe a un atasco mecánico, a una pérdida de señales eléctricas o a un problema de software de la máquina. El resto de la guía describe los pasos para la resolución de problemas de las pesadoras multicabezal en relación con los fallos de base de una unidad. Si el fallo se extiende más allá de la unidad de pesaje y afecta a los equipos de envasado posteriores, como las cintas transportadoras, los operarios deben consultar a un especialista más amplio. solución de problemas de máquinas envasadoras referencia para restablecer el flujo de producción completo.
Solución de pesos inexactos y desviación del cero
El pesaje impreciso es la tendencia de los cubos individuales a registrar siempre pesos de producto por encima o por debajo del parámetro dado. Este fallo crea un problema de cumplimiento y causa pérdidas económicas, afectando negativamente a la consistencia del producto. La causa principal de los fallos mecánicos es la presencia de residuos de material en el interior de la tolva de pesaje o de los cangilones. Cuando el material se adhiere a las paredes de un cubo, la célula de carga registra la masa añadida como parte de la nueva carga de producto durante el proceso de pesaje.
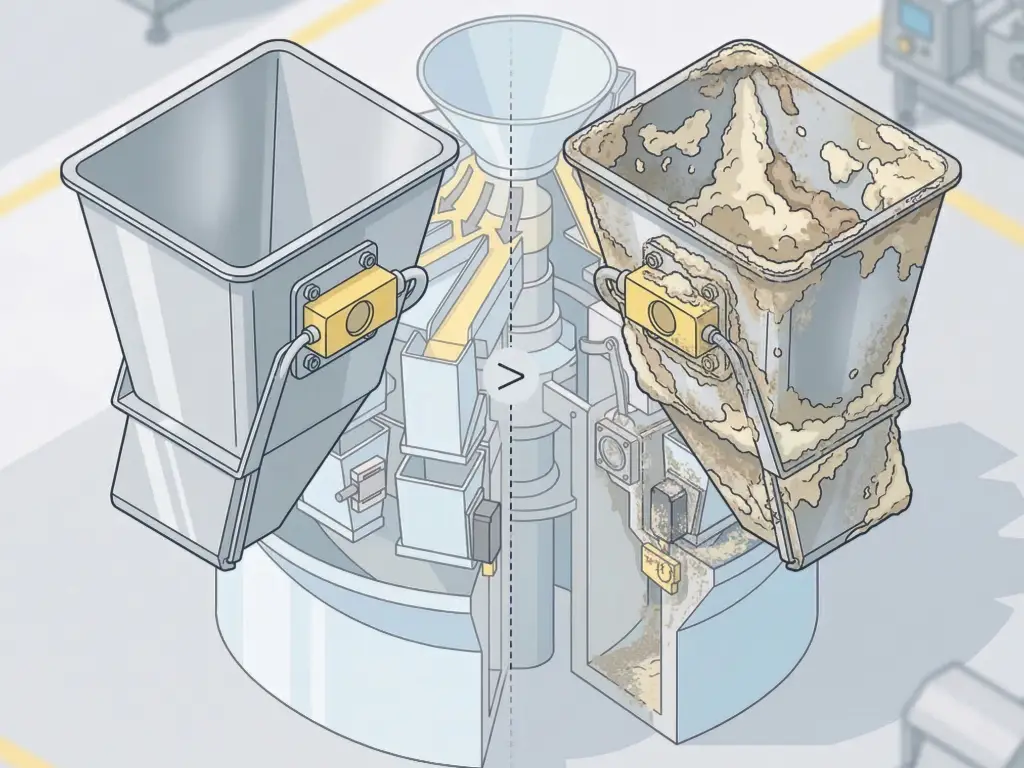
La deriva a cero es un fenómeno eléctrico causado por factores como el cambio de temperatura, las condiciones ambientales, el exceso de tensión física o las vibraciones continuas, que provocan la deriva de la tensión de referencia de la célula de carga. En estos casos, los técnicos deben vaciar completamente todas las cubetas en primer lugar para evitar derrames. A continuación, mediante la interfaz hombre-máquina (HMI) o el panel de control con pantalla táctil, inicie el proceso automático de puesta a cero. Si el punto cero sigue sin estabilizarse, será necesaria una calibración completa. Para completar la calibración, se debe colocar un peso estándar certificado (normalmente 500 g o 1000 g) en cada cubo de pesaje designado y registrar el peso en los sistemas de control avanzados. Además, los operadores deben asegurarse de que la estructura de la célula de carga no se vea afectada por ningún elemento, como una fuerte corriente de aire del aire acondicionado, un compresor de aire en funcionamiento situado en las proximidades o cualquier otro cambio ambiental que pueda provocar vibraciones.
Solución de problemas de vibradores y bloqueos de alimentadores
El sistema de alimentación consta de un vibrador principal de cono superior y varias cubetas vibradoras lineales, que dividen por igual el producto a granel para lograr un pesaje preciso de los productos a granel. El primer punto de diagnóstico cuando el producto no llega a las cubetas de pesaje son los vibradores. Si el vibrador principal no funciona, los técnicos deben inspeccionar la alimentación eléctrica de los relés de estado sólido de la placa de accionamiento y comprobar las conexiones del cableado dentro de los sistemas eléctricos.
Si el vibrador funciona y el producto no fluye, normalmente los ajustes de amplitud son incorrectos o hay un bloqueo. Los bloqueos pueden producirse en la bandeja de alimentación cuando la velocidad de alimentación a granel desde el elevador de cangilones aguas arriba es superior a la velocidad de dispersión del cono superior, lo que interrumpe el flujo de producción constante. En este caso, los técnicos tienen que eliminar el bloqueo manualmente y reducir la velocidad de alimentación. Además, es bueno observar la separación física entre el electroimán y el brazo vibrador. El funcionamiento continuo puede aflojar los pernos de montaje, razón por la cual esta separación puede cambiar. Para restablecer la distancia especificada por el fabricante, se utiliza una galga de espesores estándar. Esto también restablece la frecuencia y amplitud adecuadas de las vibraciones, por lo que los alimentadores funcionan de forma óptima.
Corrección de averías en tolvas y barreras fotoeléctricas
Los problemas en las tolvas se producen cuando las puertas mecánicas se abren o cierran de forma irregular. Esto provoca un flujo de producto realmente malo e incluso puede hacer que el producto se descargue prematuramente o no en el momento adecuado. Esto puede ocurrir con los muelles de retorno, por falta de lubricación en las articulaciones del varillaje, si el motor, los cilindros neumáticos o los agitadores van mal. Para abrir las puertas, los técnicos tendrán que agarrarlas para notar la resistencia. Si el varillaje está atascado, se necesita un lubricante de uso alimentario. Si el servomotor o el motor paso a paso emiten un sonido agudo, es necesario sustituir el controlador o el motor.
Los sensores fotoeléctricos indican el nivel de producto a granel en la parte superior del cono de dispersión. Si estos sensores fallan, el sistema se quedará sin producto o se desbordará. Los problemas eléctricos más comunes en este tipo de sistemas son que el polvo cubra el sensor o que la alineación del sensor se salga de su posición. Los operarios tienen que limpiar las lentes del sensor con un paño seco antiestático y asegurarse de que el emisor y el receptor están perfectamente alineados. Si el sensor sigue sin detectar material, debe inspeccionarse el mazo de cables en busca de cables pellizcados por el lavado.
Escenarios avanzados de resolución de problemas por tipo de material
Las metodologías estándar de resolución de problemas no suelen tener éxito cuando se enfrentan a determinadas características de los materiales. Los distintos productos se comportan de forma diferente frente a las superficies de acero inoxidable y la atmósfera circundante. Un enfoque específico para cada material en la resolución de problemas de las pesadoras multicabezal minimiza considerablemente el tiempo de inactividad en las operaciones de envasado modernas.
Polvos: Polvo del sensor e interferencia del gas de barrido
Los finos, como los preparados para lactantes, las proteínas en polvo y el café molido, crean polvo en suspensión en grandes volúmenes durante el proceso de alimentación. Se produce una rápida acumulación de polvo en los sensores fotoeléctricos, lo que provocará un falso positivo y detendrá el elevador de alimentación aguas arriba. Los problemas de polvo deben gestionarse instalando campanas de extracción de polvo localizadas por encima del cono de dispersión principal y diseñando tolvas cerradas.
Además, los polvos se ven extremadamente afectados por el flujo de aire a su alrededor. Por este motivo, las líneas de polvos de primera calidad suelen estar conectadas con máquinas de envasado al vacío y con inyección de nitrógeno (Nitrogen Flushing Seamer) para mantener el oxígeno residual por debajo de 3%. El rápido flujo de gas nitrógeno provoca una contrapresión en la zona de envasado. Esto provoca un flujo ascendente de aire que puede elevar los cubos de pesaje una fracción de milímetro, lo que destruye instantáneamente la precisión de la célula de las balanzas. Para evitarlo, se colocan deflectores de aire entre la báscula y la máquina de envasado. También hay que modificar el software de la báscula para que incluya un retardo de estabilización más largo (tiempo de asentamiento) tras el cual se registra el peso final. El equipo tiene que ser a prueba de polvo y explosiones para hacer frente a los entornos de polvo volátil.
Gránulos y aperitivos: Minimización de roturas y problemas de precisión
Hay productos específicos que presentan un reto cuando se trata de daños físicos o problemas con las proporciones de combinación, como las patatas fritas, las galletas y los frutos secos mezclados. Los productos tienden a romperse cuando hay demasiada fuerza mecánica en la fase de alimentación o cuando la altura de caída es demasiado alta. Para evitar roturas, los operarios reducen la amplitud de línea de los vibradores lineales. Una amplitud elevada hace que los artículos frágiles se rompan y se hagan añicos contra las bandejas metálicas, por lo que se sugiere que el operario ajuste la amplitud a un nivel en el que el producto no rebote, sino que se deslice. Además, se recomienda que la altura de caída desde el cubo de pesaje hasta la tolva de sincronización, y desde la tolva de sincronización hasta la envasadora, sea lo más pequeña posible. La fuerza de impacto también puede reducirse con la instalación de insertos de vertedero en ángulo o placas de retención especiales en forma de anillo.
Los problemas de precisión cuando se trata de productos granulados mezclados, como las mezclas de nueces y pasas, pueden deberse a la dispersión desigual de los productos. Los distintos tipos de nueces tienen densidades diferentes, lo que requiere un planteamiento distinto. Los técnicos tienen que ajustar los alimentadores lineales a tiempos diferentes. Los materiales más pequeños y densos tienen que controlarse para que caigan con menos frecuencia y con ráfagas más cortas de vibración, mientras que los materiales más voluminosos y ligeros deben recibir vibraciones continuas. Este planteamiento también puede aplicarse a las llenadoras volumétricas de vasos y a configuraciones específicas de un número limitado de cabezales (como las pesadoras multicabezal de 14 ó 20 cabezales) para equilibrar las proporciones.
Alimentos Húmedos y Pastas: Residuos y cortocircuitos de lavado
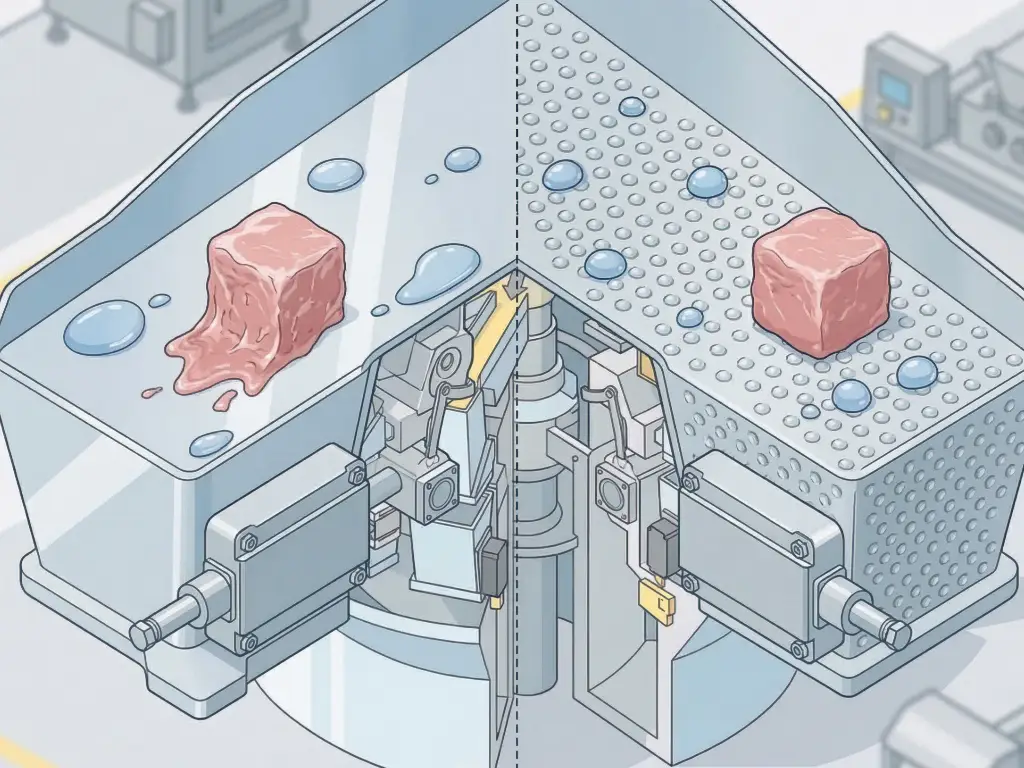
Los alimentos húmedos, como trozos de comida para mascotas, carnes y comidas preparadas, plantean importantes problemas de adherencia y limpieza. Los materiales húmedos poseen una elevada tensión superficial y es probable que se adhieran al acero inoxidable. En los casos en que los técnicos experimentan fallos repetitivos de sobrepeso debido al contacto con aplicaciones húmedas, la respuesta más definitiva es modificar la superficie de contacto. La tarea del técnico consiste en cambiar las tolvas estándar por tolvas de acero inoxidable con hoyuelos (texturizadas) para paliar este problema. Se dice que la superficie con hoyuelos proporciona una menor área de contacto con el sello de vacío y el metal, rompiendo así el sello para que el producto pueda fluir sin restricciones.
Además, el procesado de alimentos húmedos requiere el uso de lavados severos y a alta presión, que incluyen productos químicos cáusticos de limpieza y lavado. En estas circunstancias, la razón más frecuente del fallo total del sistema es que el agua ha penetrado en la electrónica, lo que ha provocado un cortocircuito en las células de carga y los motores de accionamiento. Esto supone un gran problema cuando se intenta solucionar un problema y, para evitarlo, los técnicos deben comprobar los sellos de agua (junta tórica) de todas las carcasas de los motores y las cajas de conexiones de las células de carga. Compruebe si hay condensación en las válvulas de ventilación de las células de carga. Las máquinas que utilizan alimentos húmedos deben seguir los procedimientos de secado indicados antes del lavado de la alimentación.
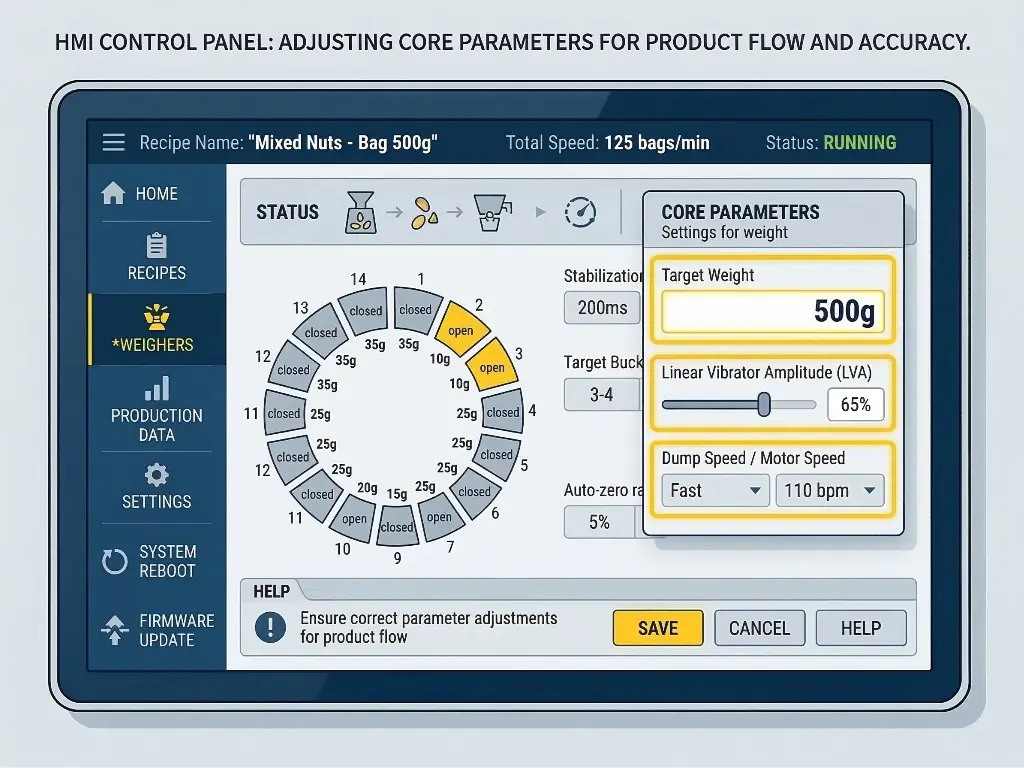
Ajustes de los parámetros del software para una precisión óptima
Muchos problemas aparentemente mecánicos o eléctricos son el resultado de una mala configuración del software. Las pesadoras multicabezal más recientes son máquinas complejas basadas en tecnología MCU y pantallas táctiles inteligentes (normalmente de 7 pulgadas o más). Los operarios necesitan saber cómo modificar algunos de los parámetros principales dentro del sistema operativo para que se correspondan adecuadamente con el flujo del producto. Si los parámetros se configuran incorrectamente, o si se produce una corrupción del software que requiera un reinicio del sistema o una actualización del firmware, la máquina parecerá tener problemas, como paradas continuas o incapacidad para detectar una combinación de pesos. La siguiente tabla describe los parámetros más relevantes, su función y las consecuencias de una configuración incorrecta.
| Nombre del parámetro | Descripción de la función | Solución de problemas Síntoma si se ajusta incorrectamente |
| Peso objetivo | El peso final deseado para el envase (por ejemplo, de 10 g a 3.000 g). | La máquina no puede encontrar una combinación; vacía los cubos con frecuencia. |
| Número de cubo objetivo | El número ideal de cubos combinados para alcanzar el peso objetivo (normalmente de 3 a 5). | Baja velocidad (si se ajusta demasiado alta) o poca precisión (si se ajusta demasiado baja). |
| Lineal Vibrador Amplitud | Controla la fuerza de la vibración que mueve el producto a las tolvas de alimentación. | Falta de producto (demasiado bajo) o desbordamiento/ruptura de producto (demasiado alto). |
| Peso de un cubo | La máquina rechaza constantemente los paquetes o combinaciones que fallan. | El producto se queda atrapado en las puertas (demasiado rápido), o la producción se ralentiza (demasiado lenta). |
| Velocidad de descarga / Velocidad del motor | La velocidad de apertura y cierre de las puertas de la tolva. | El peso estimado del producto alimentado en un solo cubo. |
| Tiempo de estabilización | El umbral de peso que el sistema ignora automáticamente como residuo. | Pesos muy imprecisos y fluctuantes debido a la lectura de la fuerza de impacto. |
| Auto-cero | Desviación gradual del peso; el sistema no tiene en cuenta la acumulación normal de polvo. | La máquina no puede encontrar una combinación; vacía los cubos con frecuencia. |
Mantenimiento diario esencial para evitar averías
El método más eficaz para garantizar una producción continua es crear un estricto sistema de mantenimiento. Las rutinas de cuidado eliminan las causas fundamentales del desgaste y la desviación de las células de carga. Un sistema de mantenimiento estandarizado es capaz de eliminar más de 70% de errores operativos y evitar que problemas triviales provoquen fallos completos del sistema. Es muy recomendable programar una consulta de mantenimiento profesional para sus equipos esenciales.
- Normas de limpieza diaria: Al final de cada turno de producción, debe retirar el producto de los cubos de pesaje, las tolvas de alimentación y las bandejas vibratorias lineales. Lave todos los componentes de forma que se asegure de haber eliminado completamente la acumulación de producto. Asegúrese de lavar y eliminar todos los residuos azucarados y aceitosos, ya que pueden crear una costra dura durante la noche, que puede añadir peso a los cangilones. Una vez que haya terminado de limpiar y antes de volver a montar el aparato, debe secar completamente los componentes con aire comprimido. Si hay humedad en alguno de los componentes, podría gotear y crear un cortocircuito en cualquier componente eléctrico o módulo de control.
- Puntos de inspección rutinaria: Realice comprobaciones visuales de los componentes mecánicos y eléctricos antes de encender la máquina. Inspeccione los sensores fotoeléctricos, eliminando cualquier resto de polvo o producto que obstruya la señal. Compruebe si las conexiones mecánicas, los muelles de retorno, los cojinetes y las bisagras de la puerta de la tolva están desgastados o sueltos. Las piezas sueltas provocarán un traqueteo mecánico que las células de carga altamente sensibles registrarán como cambios de peso.
- Procedimientos de calibración periódica: Realice una calibración completa del punto cero con la máquina vacía, al menos semanalmente. Después de la puesta a cero, realice una prueba de peso en todas las tolvas individuales para evaluar la respuesta lineal en las células de carga. El registro constante de estos resultados de calibración mostrará el deterioro activo de las células de carga y permitirá al responsable de la instalación pedir piezas de repuesto antes de que se produzca un fallo importante durante el horario laboral.
Guía para elegir una báscula fiable
Los gestores de instalaciones suelen dedicar más tiempo y dinero a reparar equipos que podrían haber evitado en primer lugar dedicando más tiempo a analizar sus necesidades de equipos. Las necesidades de equipos deben evaluarse en la fase de adquisición, y las necesidades de equipos deben basarse en normas industriales estrictas. Los equipos industriales de gama alta sufren menos averías y son más duraderos. En la fase de adquisición, cuando compra de una pesadora multicabezal de una gama completa de equipos, hay que tener en cuenta algunos factores importantes que ayudarán en el primer paso para eliminar los equipos de gama baja.
- Integridad de los materiales y la estructura: El armazón físico dicta la estabilidad a largo plazo del equipo. Los compradores deben asegurarse de que el bastidor de la máquina, así como los componentes de precisión en contacto con el producto, estén fabricados en acero inoxidable 304 o 316 de calidad alimentaria con un grosor de 1,5 mm a 2 mm. Esto resuelve la mayoría de los problemas asociados a la vibración del equipo durante el funcionamiento a alta velocidad, la fatiga del metal debida al funcionamiento continuo y la corrosión severa en los agresivos entornos de procesado con alto contenido en sal o ácido.
- Precisión de mecanizado y montaje: El funcionamiento estable se fabrica y no sólo se monta. Es muy importante conocer los métodos de producción del fabricante. Busque fabricantes con mecanizado CNC de nivel avanzado. (Hay fresado, torneado y rectificado). Las piezas centrales, por ejemplo, deben tener una precisión de 2μm. Estos fenómenos de alta precisión, reducen, el desgaste, la fricción, y el atasco de las piezas de los dispositivos. El montaje también debe ser realizado por ingenieros superiores, con experiencia suficiente (por ejemplo, 15 años de montaje manual de precisión), para garantizar que los eslabones y las células de carga se han alineado correctamente.
- Fiabilidad de los componentes eléctricos: Los sistemas de control con circuitos eléctricos son los puntos débiles y de fallo más comunes. Los compradores no deben correr riesgos con los componentes eléctricos fundamentales. Exija que todos los componentes clave (PLC, relés, contactores) sean de los mejores fabricantes mundiales: Siemens, SMC, Schneider, SEW, DELTA, AIRTAC, etc. La maquinaria sofisticada también debe utilizar servomotores inteligentes en la mayor medida posible. La vida útil de los servosistemas se alarga y, además, disponen de corrección automática de errores y preaviso de averías, lo que reduce el mantenimiento.
- Garantía y red de asistencia: El desgaste mecánico es una parte normal de los ciclos de vida de los productos, por lo que la capacidad de los proveedores para ofrecer servicios posventa se convierte en un punto crucial a tener en cuenta. Utilice garantías a largo plazo como requisito mínimo. Tenga en cuenta a los proveedores que van más allá de la práctica habitual del sector y ofrecen garantías de hasta 16 meses. Además, exija asistencia técnica global, 24 horas al día, siete días a la semana, a través de videollamadas y/o chat. Los proveedores que proporcionen manuales detallados de funcionamiento y mantenimiento, guías de instalación y diagnósticos remotos a través de la interfaz de la máquina ayudarán a reducir la carga del personal de mantenimiento de la instalación.
Invertir en equipos que cumplen normas tan estrictas significa invertir en un activo de producción muy fiable que proporcionará una producción de alta velocidad y alta precisión para una amplia gama de envases y una gran variedad de materiales durante muchos años.
Para comprender la mecánica exacta y los sistemas internos que hacen que estos dispositivos de embalaje de precisión funcionen con tanta eficacia, lea esta completa guía sobre el principio de funcionamiento de la pesadora multicabezal. Descubra cómo la ingeniería avanzada y el diseño inteligente garantizan un pesaje preciso en los sectores alimentario y no alimentario. Para retos específicos de manipulación de materiales, consulte con los ingenieros sénior de Levapack para configurar una solución de pesaje precisa y fiable adaptada a su línea de producción.



