Revestimientos de tapas 101: Cómo elegir el material adecuado para la integridad de la junta 100%
En el arriesgado mundo del envasado comercial, la diferencia entre el éxito del lanzamiento de un producto y su catastrófica retirada se reduce a menudo a un componente del grosor de una moneda. Millones de dólares en valor del producto, reputación de la marca y eficiencia logística dependen por completo del mecanismo de sellado que tiende un puente entre el envase y su cierre. Navegar por la compleja intersección de la dinámica de fluidos, la ciencia de los materiales y la ingeniería mecánica es esencial para garantizar que lo que entra en la botella se queda en la botella. Esta completa guía desglosa la física de un sellado perfecto y proporciona una hoja de ruta autorizada para seleccionar el revestimiento de tapón exacto necesario para una integridad absoluta del envase.
¿Qué es un Cap Liner? La física detrás de un sellado perfecto
En su nivel más básico, un revestimiento de tapón es una pieza de material de ingeniería insertada entre el techo interior de un cierre (el tapón) y el borde abierto de un envase (el cuello de la botella). Aunque pueda parecer un simple trozo de espuma o papel de aluminio, su función está profundamente arraigada en los principios de la ingeniería mecánica.
Para entender por qué es obligatorio un revestimiento, debemos observar la realidad microscópica de los materiales rígidos. Cuando un tapón de plástico duro o metal se enrosca en una botella de plástico rígido o vidrio, las dos superficies se encuentran. A simple vista, parece que encajan perfectamente. Sin embargo, al microscopio, las superficies del borde de la botella y del tapón son irregulares, con picos y valles microscópicos. Si se coloca líquido en el interior de este recipiente sin revestimiento, el fluido inevitablemente se abrirá paso a través de estos canales microscópicos, provocando fugas, especialmente bajo presión o durante el transporte.
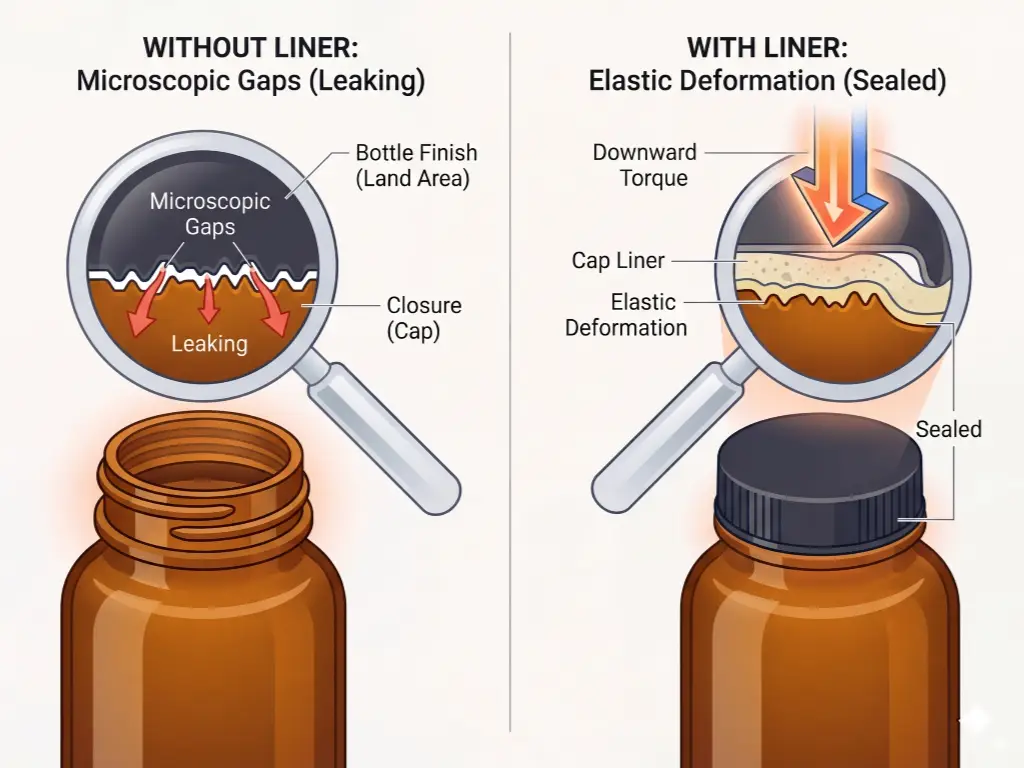
La función principal de un revestimiento de tapón es proporcionar Deformación elástica. Piense en la junta de goma que se utiliza en la fontanería doméstica debajo de un fregadero. La junta se comprime cuando se aprieta, forzando su material flexible en las imperfecciones microscópicas de las tuberías de metal, cortando así cualquier vía de escape para el agua. Un tapón de estanqueidad funciona exactamente con el mismo principio. Cuando se aplica un par de apriete hacia abajo al tapón, el revestimiento se comprime y se amolda con precisión a los contornos del borde de la botella, creando una barrera impermeable.
Al evaluar la viabilidad a largo plazo de un precinto, los ingenieros de envasado deben tener en cuenta dos variables críticas:
- La meta (superficie terrestre): Se trata de la superficie superior específica del cuello de la botella que entra en contacto físico directo con la camisa. La anchura, planitud e integridad estructural de esta superficie de sellado determinan la eficacia de la compresión de la camisa.
- Fluencia del material: En la ciencia de los materiales, la "fluencia" (o flujo en frío) se refiere a la tendencia de un material sólido a moverse lentamente o deformarse de forma permanente bajo la influencia de una tensión mecánica persistente. Cuando un tapón comprime una funda, ésta ejerce una fuerza de retroceso (memoria elástica) que mantiene el cierre. Con el tiempo -meses en una estantería de un almacén-, la manga de liner experimentará una fluencia, perdiendo parte de su elasticidad. Evaluar la resistencia de una bolsa a la fluencia es fundamental para garantizar la vida útil declarada de un producto.
Guía completa de materiales y mecanismos de revestimiento de tapas
La industria del envasado ofrece una amplia gama de materiales de revestimiento, cada uno de ellos diseñado para compatibilidades químicas y entornos mecánicos muy específicos. Si se elige un material inadecuado, no sólo se corre el riesgo de fugas, sino también de reacciones químicas, degradación del producto y riesgos para la seguridad del consumidor. A continuación se ofrece un desglose sistemático de los principales materiales de revestimiento y sus mecanismos de funcionamiento.
| Tipo de revestimiento | Material del núcleo | Mecanismo de sellado | Lo mejor para | Limitaciones |
|---|---|---|---|---|
| Espuma (F217) | PE (polietileno) coextruido de 3 capas | Compresión mecánica (recuperación elástica) | Uso general, productos químicos domésticos, cosméticos | Deficiente barrera al oxígeno; no se puede manipular |
| Sensible a la presión (PS) | Poliestireno con revestimiento adhesivo | Adhesión mediante presión mecánica | Sólidos secos, cápsulas, especias | NO es un cierre hermético. Falla con líquidos y polvos |
| Inducción de calor | Multicapa (pulpa/cera/lámina/polímero) | Fusión electromagnética del polímero hasta el acabado de la botella | Productos farmacéuticos, lácteos, líquidos de alto valor | Requiere un costoso equipo de sellado por inducción |
| Cara de PTFE | Núcleo de silicona o espuma con película de PTFE | Compresión con resistencia química suprema | Ácidos agresivos, disolventes, reactivos analíticos | Coste elevado; requiere un par de aplicación elevado |
| Plastisol | Resina líquida de PVC (curada) | Formación de vacío tras el tratamiento térmico | Alimentos para rellenar en caliente, mermeladas, salsas (sólo envases de vidrio) | Incompatible con envases de plástico |
Liner de espuma y sensible a la presión
El liner de espuma F217 es el caballo de batalla de la industria del envasado. Presenta una estructura de tres capas: un núcleo de polietileno de baja densidad (LDPE) espumado intercalado entre dos capas sólidas de PE. Esta estructura le confiere una excelente resistencia y un aspecto limpio y brillante, por lo que resulta muy eficaz para evitar fugas de líquidos en aplicaciones de uso general, como champús y productos de limpieza domésticos.
A la inversa, Revestimientos sensibles a la presión (PS) funcionan con una premisa completamente distinta. Consisten en una base de poliestireno recubierta de un adhesivo especializado activado por torsión. Al apretar el tapón, la presión hace que el adhesivo se adhiera a la zona terrestre de la botella. Una vez retirado el tapón, el revestimiento permanece pegado a la botella, proporcionando un nivel básico de protección.
Engineering Fact-Check: La trampa de la contaminación por pólvora
Es un hecho vital para la industria que los revestimientos sensibles a la presión no no proporcionan un cierre hermético (hermético), y nunca deben utilizarse para líquidos que contengan agua o aceites. Sin embargo, un fallo mucho más insidioso se produce en el sector del polvo seco (por ejemplo, proteína de suero, suplementos nutricionales y especias en polvo).
Durante el proceso de llenado, es inevitable que se acumule polvo fino en la superficie del envase. Dado que los revestimientos PS dependen 100% del contacto físico del adhesivo con el acabado plástico, este polvo actúa como una barrera fatal. El adhesivo se adhiere a las partículas de polvo y no al borde del contenedor, neutralizando por completo la adherencia. Esto crea túneles microscópicos que permiten la entrada de humedad y la salida del producto durante el tránsito. Esta realidad física hace que la implantación de equipos de llenado y servo tapado de alta precisión y sin polvo sea una necesidad absoluta antes de confiar en los revestimientos de PS.
Revestimientos de inducción de calor
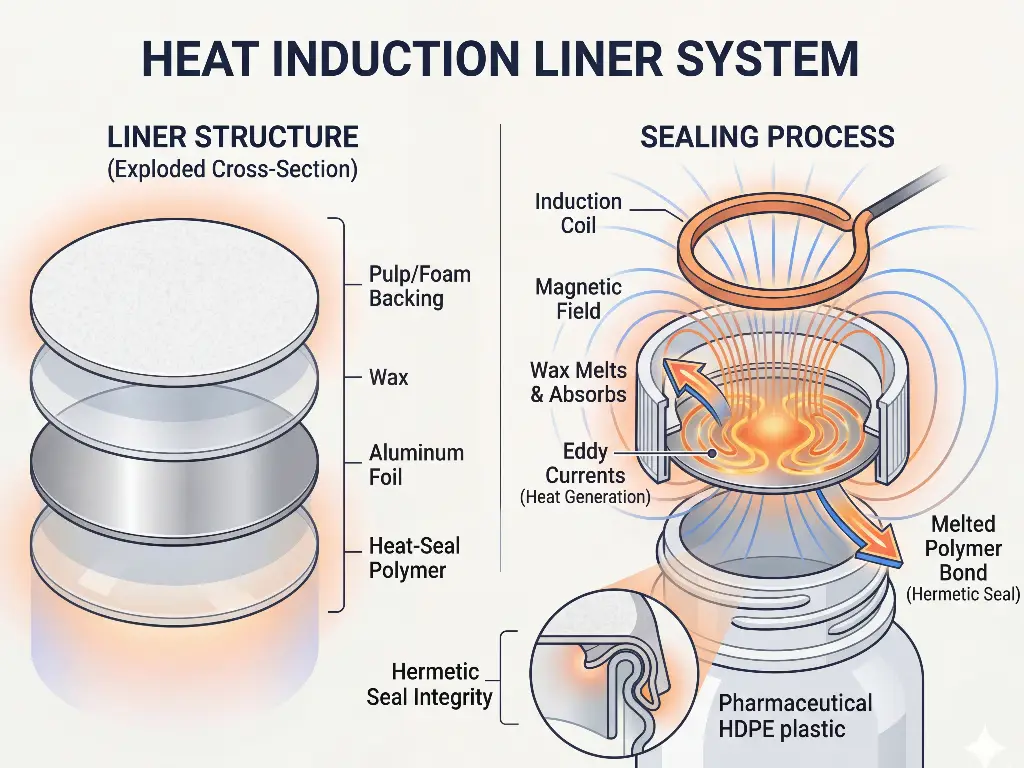
Para aplicaciones que exigen seguridad absoluta, verificación de manipulación y sellado hermético, las bolsas de inducción de calor son el estándar de oro. El mecanismo que hay detrás de un sello de inducción es una maravilla de la tecnología moderna de envasado. Una bolsa de inducción estándar contiene cuatro capas distintas: una capa de soporte (normalmente cartón), una capa de cera, una capa de papel de aluminio y una capa de sellado térmico de polímero diseñada para adaptarse al plástico específico de la botella (por ejemplo, una capa de sellado de PET para una botella de PET).
Tras enroscar el tapón en la botella, el envase pasa por debajo de una máquina de sellado por inducción. La máquina emite un campo electromagnético oscilante. Como el aluminio es un metal conductor, este campo induce "corrientes de Foucault" dentro de la capa de papel de aluminio, provocando resistencia eléctrica. Esta resistencia genera un calor intenso instantáneo. El calor funde la capa de cera (que es absorbida por el cartón de celulosa, liberando la lámina del tapón) y al mismo tiempo funde la capa de polímero termosellable. Al enfriarse bajo la presión del tapón cerrado, el polímero fundido se fusiona perfectamente con el acabado de la botella. Imagínese fundir queso directamente sobre una bandeja de horno: una vez enfriado, la unión es inseparable sin destrucción visible.
El parámetro crítico aquí es el Ventana operativa. Se trata del equilibrio preciso entre la potencia de la máquina de inducción y el tiempo de permanencia (velocidad del transportador). Si la potencia es demasiado alta, el calor intenso chamuscará el acabado de las botellas de plástico y degradará el polímero, provocando fugas. Si la potencia es demasiado baja, la capa de termosellado no se derretirá por completo, lo que dará lugar a un "sellado en frío", es decir, un falso sellado que parece intacto pero que saltará instantáneamente al apretar o al cambiar de altitud.
Revestimientos de barrera especializados: Revestimiento de PTFE, lámina y plastisol
Cuando se trata de productos químicos extremadamente volátiles o muy sensibles al oxígeno, las espumas y polímeros estándar fallan. Los revestimientos de papel de aluminio puro proporcionan una barrera impenetrable contra los gases, lo que los hace ideales para productos altamente oxidantes. Sin embargo, cuando se trata de productos químicos agresivos, la conversación se desplaza al PTFE.
Engineering Fact-Check: El mito del revestimiento de PTFE puro
Una idea errónea muy extendida entre los equipos de compras es solicitar "revestimientos de PTFE puro" para manejar ácidos fuertes o disolventes agresivos. En la realidad de la ingeniería comercial, un revestimiento sólido de PTFE de una sola capa es prácticamente inútil para el sellado hermético. Aunque el politetrafluoroetileno (PTFEcomúnmente conocido como teflón) posee la máxima inercia química, su estructura física es extremadamente rígida y carece por completo de recuperación elástica. Es muy susceptible a la deformación permanente (flujo en frío).
Si se colocara un disco sólido de PTFE puro en una botella y se enroscara el tapón, no rebotaría para rellenar los huecos microscópicos; simplemente se aplastaría y gotearía. Por eso, la industria utiliza Camisas con revestimiento de PTFE. Consisten en una capa microscópica de película de PTFE laminada sobre un sustrato de soporte elástico, normalmente silicona de grado médico o espuma densa de PE. La cara de PTFE actúa como un escudo químico impenetrable, mientras que el núcleo oculto de silicona/espuma proporciona la fuerza de compresión elástica necesaria para mantener el sellado a lo largo del tiempo.
Plastisol es otro material muy especializado, utilizado principalmente en la industria alimentaria y de bebidas para envases de vidrio con tapones metálicos Lug (o tapones Twist-Off). El plastisol es una resina líquida de PVC que se introduce en el tapón y se endurece en un horno hasta formar una junta sólida y gomosa. Su verdadero mecanismo de sellado se activa mediante el proceso de "llenado en caliente". Los alimentos calientes (como mermelada o salsa para pasta) se introducen en el tarro de cristal y se coloca el tapón. Cuando el producto se enfría, el vapor se condensa, creando un potente vacío interno. La presión atmosférica del exterior empuja el tapón violentamente hacia abajo, hundiendo el borde de vidrio en la junta de plastisol, forjando un cierre hermético y sellado al vacío.
Protocolos de selección de materiales específicos del sector
Las necesidades de envasado varían drásticamente en función de la composición química de la carga útil. La elección de un revestimiento requiere contrastar la ciencia de los materiales con los marcos normativos. Garantizar el cumplimiento del Título 21 del Código de Reglamentos Federales (21 CFR) de la FDA es la base innegociable para cualquier material destinado a entrar en contacto con alimentos, bebidas o productos farmacéuticos.
Cumplimiento de la normativa sobre alimentos, bebidas y FDA
En el sector de la alimentación y las bebidas, el principal enemigo es el oxígeno. El objetivo principal del revestimiento del tapón es prolongar la vida útil y evitar la degradación oxidativa. Los ingenieros de envasado evalúan los revestimientos en función de dos parámetros inflexibles:
- OTR (Tasa de transmisión de oxígeno): Se mide en cc/m²/día. Calcula cuánto oxígeno penetra en la barrera a lo largo de 24 horas.
- MVTR (Tasa de transmisión del vapor de humedad): Se mide en g/m²/día. Calcula cuánto vapor de agua penetra en la barrera.
Tomemos como ejemplo los zumos prensados en frío de primera calidad. Estos productos son muy sensibles a la oxidación, que provoca la degradación de nutrientes, la pérdida de sabor y una desagradable decoloración marrón. Si un embotellador utiliza un revestimiento de espuma de PE estándar, el oxígeno penetrará constantemente a través de la matriz de espuma, incluso en condiciones estrictas de refrigeración de la cadena de frío. Para proteger el producto, los ingenieros deben especificar un revestimiento laminado con materiales de alta barrera como EVOH (alcohol vinílico de etileno) o un sellado de lámina de inducción para reducir el OTR a cero tanto como sea teóricamente posible.
Cosmética y cuidado personal
La industria cosmética y de cuidado personal presenta un reto de sellado singularmente difícil, caracterizado por líquidos de alto valor con tensiones superficiales extremadamente bajas. Los productos que contienen aceites esenciales, alcohol y tensioactivos (como champús, sueros y perfumes de lujo) reducen drásticamente la tensión superficial del líquido. Esta baja tensión superficial permite que el líquido trepe fácilmente por las microscópicas roscas de la botella mediante la acción capilar, buscando cualquier punto débil en el revestimiento.
Además, la demanda de cosméticos Inercia química. Si un aceite esencial agresivo reacciona con un revestimiento de espuma de calidad inferior, el revestimiento puede degradarse, filtrando plastificantes en el producto. Esta reacción química alterará el perfil olfativo, cambiará el color de la fórmula y destruirá el valor de la marca. Para estas aplicaciones, se utilizan en gran medida revestimientos de PTFE o láminas de estaño especializadas para garantizar que la fragancia permanezca intacta y que la fórmula se mantenga totalmente prístina.
Productos agroquímicos, farmacéuticos y corrosivos
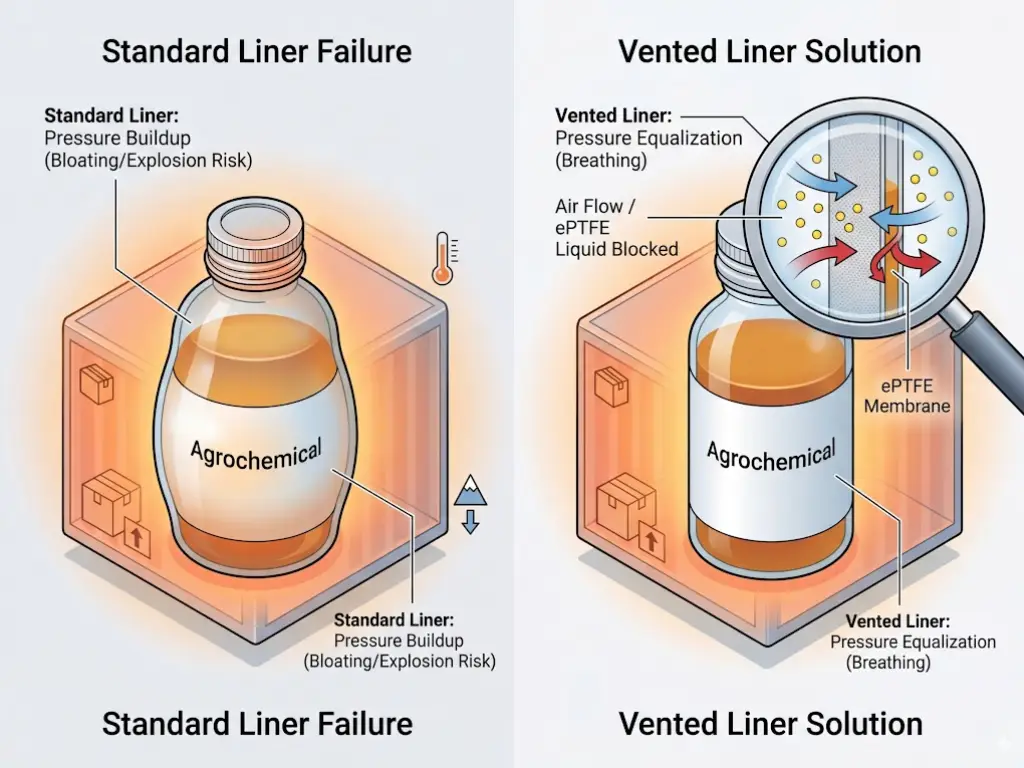
Cuando se envasan productos químicos industriales, fertilizantes o desinfectantes potentes (como lejía concentrada o peróxido de hidrógeno), lo que está en juego es la seguridad medioambiental y el cumplimiento de la normativa sobre materiales peligrosos. Algunas fórmulas químicas liberan gases de forma inherente con el tiempo.
Si estos líquidos desgasificados se sellan con una lámina de inducción hermética estándar, los gases atrapados acumularán rápidamente una inmensa presión interna. En un almacén caluroso de verano, el contenedor de plástico se expandirá, se deformará (panelado o hinchazón) y acabará explotando, provocando vertidos químicos catastróficos. Para solucionarlo, la industria recurre a Revestimientos ventilados. Incorporan membranas de ePTFE (politetrafluoroetileno expandido) muy avanzadas. Los poros microscópicos del ePTFE son lo suficientemente grandes como para permitir que las moléculas de gas escapen de la botella (igualando la presión), pero lo suficientemente pequeños como para bloquear el paso de las moléculas de líquido, lo que garantiza que el envase respire sin que se escape ni una sola gota.
Los culpables ocultos del fallo de las juntas
Una ilusión persistente, aunque peligrosa, en el mundo del envasado es la creencia de que "si compro el liner más caro, mis botellas no tendrán fugas". La realidad es mucho más compleja. Un revestimiento de tapón es un componente pasivo; sólo funciona tan bien como las fuerzas mecánicas que actúan sobre él. Para lograr una integridad absoluta del cierre, debemos mirar más allá de los materiales consumibles y auditar la aplicación mecánica, las tolerancias de fabricación y las tensiones ambientales.
El papel fundamental del par de aplicación
La relación lineal entre la fuerza de rotación aplicada al tapón y la compresión vertical de la camisa es el latido de la física de la estanquidad. Esta fuerza se mide como Par de aplicación (normalmente en pulgadas-libras, in-lbs). Cada material de revestimiento tiene una tasa de compresión óptima -normalmente en torno a 30% de su espesor en reposo- necesaria para activar su memoria elástica y sellar las microfisuras del acabado de la botella.
Sin embargo, una verdad incómoda del sector es que Par de extracción (la fuerza requerida por el consumidor para abrir la botella) es inevitablemente inferior al Par de Aplicación. Debido a la relajación inmediata de los hilos de plástico y al asentamiento del revestimiento, el par de extracción suele descender a sólo 40% a 60% del par de aplicación inicial en las primeras 24 horas.
Analicemos la realidad matemática: Si una camisa de inducción específica requiere 20 in-lbs de par de aplicación para comprimirse correctamente, pero la taponadora de la línea de producción es imprecisa y sólo suministra 12 in-lbs, la camisa está esencialmente descansando sobre la botella, no sellándola. Al cabo de 24 horas, el par residual desciende hasta casi cero. Si a esto se añade la vibración de un camión de reparto, la fuga catastrófica es una certeza matemática.
La solución de ingeniería de sistemas
Muchas pequeñas y medianas empresas (PYME), envasadores por contrato y fabricantes de alimentos para mascotas de alto valor invierten mucho en revestimientos de inducción de alta calidad para proteger sus productos en polvo, granulados o pastosos. Sin embargo, siguen sufriendo unas tasas de devoluciones por fugas abrumadoras. La causa oculta es casi siempre el equipo: las taponadoras mecánicas tradicionales de embrague por fricción ofrecen un par de torsión muy irregular debido al desgaste.
Como fabricante con más de 18 años de profunda acumulación de ingeniería de maquinaria de envasado, Lihua ha auditado líneas de producción en más de 100 países. Nuestros datos empíricos demuestran una cruda realidad: La verdadera integridad hermética depende 30% del material del revestimiento y 70% de la precisión del equipo.
Nuestras soluciones inteligentes de tapado y sellado servoaccionadas están fabricadas con componentes mecanizados CNC que funcionan con una asombrosa tolerancia de 2μm (micrómetros). Gracias a la integración de una avanzada tecnología de servomotor, el equipo controla y corrige dinámicamente la fuerza de rotación en tiempo real. Esto significa que, tanto si está procesando polvos de proteínas finas muy volátiles (donde el control del polvo es primordial) como alimentos húmedos para mascotas, espesos y viscosos, el par de torsión descendente aplicado a su revestimiento de PTFE o Foil es exactamente el mismo -hasta el punto decimal- en la botella número 1 que en la botella número 10.000.
Este nivel de precisión automatizada erradica los "falsos sellos" causados por el deslizamiento mecánico, cortando de raíz las fugas logísticas del comercio electrónico. Antes de cambiar a un revestimiento consumible mucho más caro, es muy recomendable auditar su fuerza de aplicación mecánica.
Acabado de cuello de botella e integridad de la zona terrestre
Incluso con un par de apriete perfecto y materiales de primera calidad, un cierre fallará si el propio envase está estructuralmente comprometido. La atención debe desplazarse del tapón a las tolerancias de fabricación de la zona terrestre de la botella. La anchura de esta superficie de sellado es primordial. Si el borde es demasiado estrecho, el inmenso par de apriete hacia abajo hará que el borde actúe como un cuchillo sin filo, cortando directamente el material del revestimiento en lugar de comprimirlo.
Igualmente desastrosos son los defectos de moldeo por inyección conocidos como el Línea de separación. Cuando las dos mitades de un molde de botella de plástico se juntan, se forma una costura microscópica. Si el molde está desgastado o el proceso está mal calibrado, una cresta de plástico sobrante (flash) sobresaldrá por la zona de tierra. Ninguna cantidad de par de apriete o grosor del revestimiento puede compensar esta barrera física afilada. Crea canales capilares microscópicos directamente a través de la zona de sellado. Intentar sellar una botella con una línea de separación pronunciada es como intentar taponar una tubería de acero rota y dentada con una esponja plana; el líquido siempre navegará por los canales y escapará.
Estrés medioambiental: Navegar por la ISTA-6 y los cambios de altitud
La cadena de suministro del comercio electrónico moderno supone la prueba de resistencia definitiva para los fabricantes de tapas. Cuando un producto se vende a través de plataformas como Amazon, debe sobrevivir a las brutales realidades esbozadas en la Amazon ISTA-6 normas de ensayo. Este marco simula caídas severas, vibraciones multidireccionales y los impactos caóticos de las instalaciones de clasificación automatizada.
Más allá de los traumatismos físicos, las diferencias de presión ambiental son un asesino silencioso de las juntas. Cuando una botella precintada se envía por vía aérea o se transporta por puertos de montaña de gran altitud (como las Montañas Rocosas), la presión atmosférica externa disminuye considerablemente. De acuerdo con la ley de Boyle, el aire atrapado en el espacio libre de la botella se expande de forma agresiva. Este aire en expansión ejerce una inmensa presión hidráulica ascendente contra el revestimiento del tapón.
En estas condiciones extremas de presión negativa, los revestimientos sensibles a la presión estándar tienen un índice de supervivencia prácticamente nulo; la presión interna simplemente empujará el adhesivo fuera del área terrestre. Para sobrevivir a los cambios de altitud y cumplir con la norma ISTA-6, las marcas deben diseñar una defensa mediante el uso de láminas de sellado por inducción de calor (que se sueldan molecularmente a la botella) o revestimientos de espuma excepcionalmente gruesos (F217) comprimidos con ajustes de par de torsión mecánicamente bloqueados de alta precisión para proporcionar suficiente memoria de forma para resistir el aumento de la presión interna.
Establecimiento de un marco normalizado de pruebas de revestimientos
Seleccionar la camisa adecuada basándose en la teoría es sólo la primera mitad de la ecuación de ingeniería. Antes de comprometerse a un pedido masivo de tapones y bolsas, las instalaciones de envasado deben aplicar un procedimiento operativo estándar (SOP) riguroso y basado en datos para validar empíricamente el cierre. Un marco de pruebas profesional debe incorporar los tres protocolos de validación de bucle cerrado siguientes:
- Prueba de fugas con cámara de vacío: Para simular el estrés ambiental de la logística y el transporte aéreo a gran altitud, las muestras se sumergen en agua dentro de un desecador al vacío especializado. Se hace el vacío (normalmente a 15-20 inHg). Si el sellado es imperfecto, el aire en expansión del interior del frasco escapará a través del revestimiento, creando una corriente visible de burbujas. Esto identifica inmediatamente los puntos de fallo microscópicos.
- Prueba de retención de par: De este modo se comprueba la viabilidad a largo plazo de la memoria elástica del revestimiento frente a la fluencia del material. Los tapones se aplican utilizando un torquímetro digital calibrado a un par de aplicación específico. Los frascos se colocan en un entorno de temperatura controlada. Después de 24 horas, y de nuevo a las 48 horas, se mide el par de extracción. Si la curva de decaimiento es demasiado pronunciada (el par cae cerca de cero), el material de la camisa es demasiado blando o se arrastra demasiado rápido para esa geometría específica del tapón.
- Prueba de caída (choque hidráulico): De acuerdo con los parámetros ISTA-6, las botellas llenas se dejan caer desde alturas designadas sobre superficies inflexibles (como el hormigón) en ángulos específicos (inferior, lateral y con el tapón hacia abajo). Cuando una botella llena de líquido cae sobre su tapón, el fluido crea un efecto de martillo hidráulico masivo e instantáneo contra la camisa. Esta prueba verifica si la camisa puede absorber el impacto sin romperse ni salirse de las roscas del tapón.
La integridad del envasado es una ciencia exacta, no un juego de azar. Incluso si una instalación carece de costosas cámaras de vacío o torquímetros digitales, la realización de una prueba de inversión fundamental -dejar las botellas llenas y torqueadas boca abajo sobre papel secante durante un mínimo de 48 horas- es una línea de base no negociable. La aplicación de estos protocolos de validación garantiza que la selección teórica de materiales se traduzca en una fiabilidad comercial absoluta en el almacén.



