La tecnología de detección de metales en envases alimentarios abarca una amplia gama de materiales, como plásticos flexibles, cajas de cartón, películas metalizadas y envases rígidos. Los ingenieros de envasado deben adaptar el proceso y la tecnología de inspección a las características físicas únicas de cada envase específico para garantizar unos altos niveles de seguridad alimentaria. En lo que respecta a la inspección de materiales no conductores, como las bolsas de plástico estándar, se requiere una sencilla calibración electromagnética para establecer los requisitos de referencia. Sin embargo, con la creciente presencia de componentes metálicos en los envases conformes, también aumenta la complejidad del proceso de inspección.
La complejidad del proceso de inspección es, por supuesto, mayor en el caso de los contenedores metálicos rígidos. Una conserva fundamental paradoja existe en la detección de metales en envases alimentarios: el conflicto operativo directo entre los detectores electromagnéticos de metales industriales y las latas metálicas que deben inspeccionar.
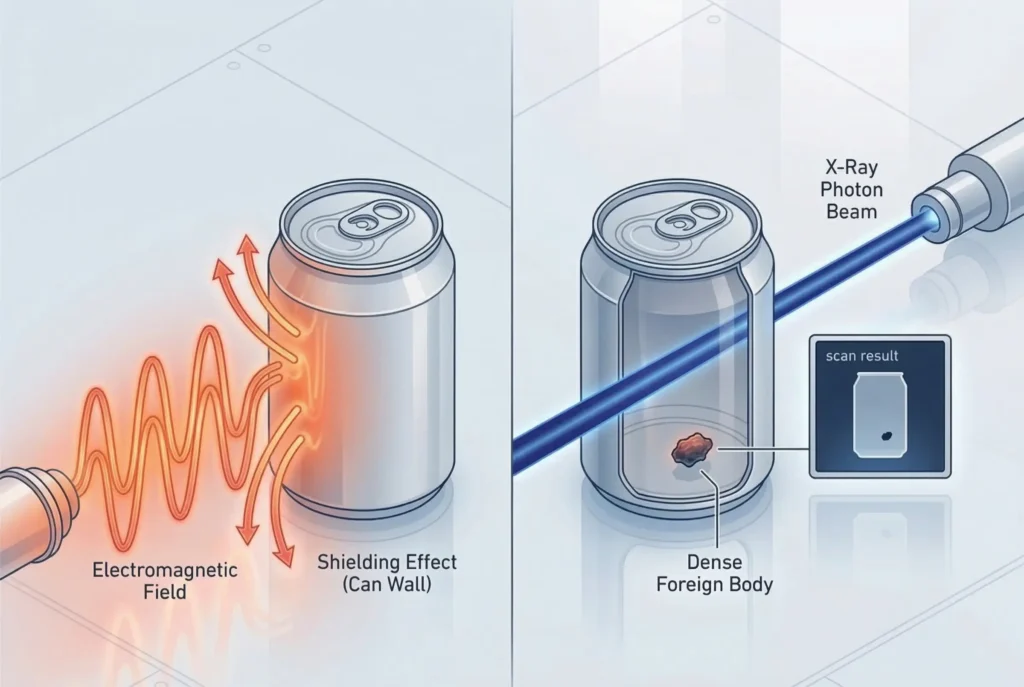
La mayoría de las empresas de envasado de alimentos colocan un sistema de inspección al final de la línea de producción, donde el sistema escanea el envase acabado y sellado. Utilizar esa lógica en una línea de enlatado nos hace perder algo de tecnología. La propia lata genera una enorme señal de efecto producto, que es una señal que se produce cuando un cliente o cualquier otra persona externa interactúa con un producto, y anula por completo la línea de base sensorial de la maquinaria, por lo que el equipo ignora cualquier contaminante físico interno que esté apantallando el campo electromagnético externo. Es imposible inspeccionar latas de metal selladas con bobinas electromagnéticas, ya que eso desafía las leyes de la física. Por esta razón, limitaremos todo este artículo a desmontar el reto más complejo de la industria alimentaria, que es diseñar una instalación conservera que cuente con un sistema de control de calidad operativo que sea funcional, conforme y económicamente equilibrado para evitar costosas retiradas de productos.
Contaminantes y tipos de detectores
La fiabilidad de los sistemas de detección está directamente relacionada con una lista bien definida de contaminantes metálicos agrupados por tipos, así como con las configuraciones de los sensores. Dentro del procesado de alimentos, los distintos contaminantes generan magnitudes de señal variables debido a las diferentes composiciones metalúrgicas de los tipos de metal.
| Categoría de contaminantes | Permeabilidad magnética | Conductividad eléctrica | Dificultad de detección | Fuentes comunes de producción |
| Ferrosos (hierro, acero) | Alta | Alta | Más bajo | Óxido, pernos de acero al carbono, componentes de maquinaria estándar. |
| No ferrosos (aluminio, cobre, latón) | Cero | Alta | Moderado | Recortes de alambre, fragmentos de papel de aluminio, accesorios de latón. |
| Acero inoxidable (grados austeníticos 304, 316) | Cero / Insignificante | Bajo | Más alto | Cuchillas de cortadoras, cribas de procesamiento, piezas de desgaste, rodetes de bombas. |
El acero inoxidable austenítico es el más problemático para los procesadores de alimentos. Al carecer de propiedades magnéticas y tener una baja conductividad térmica, produce la menor amplitud de señal en el campo de detección. Una detección suficiente del acero inoxidable requiere una calibración máxima del aparato de detección, combinada con la apertura más pequeña para captar partículas metálicas diminutas.
Las distintas fases del proceso de producción de alimentos requieren distintos tipos de equipos, que exploran diversos tipos de detectores de metales.
| Configuración del detector | Punto de aplicación | Estado típico del producto | Orientación para la inspección |
| Transportador / Túnel | Postenvasado o granel bruto | Artículos sólidos, envases discretos, cajas de cartón | Tránsito horizontal en una cinta transportadora |
| Tuberías | Pretratamiento, estaciones de bombeo | Líquidos, lechadas, pastas, emulsiones cárnicas | Flujo de fluido a presión |
| Caída por gravedad / Garganta | Preenvasado, por encima de los rellenos | Polvos secos a granel, gránulos, piezas sólidas discretas | Caída libre vertical |
Los sistemas de transporte estándar están diseñados para envases de plástico o papel. Por ejemplo, en el caso de las líneas de enlatado, se requieren determinadas configuraciones para evitar el efecto de apantallamiento del último envase, manteniendo la seguridad del producto.
Soluciones de inspección probadas para alimentos enlatados
Para superar las barreras físicas del escaneado de contenedores de acero y combatir los riesgos para la seguridad, los ingenieros de las instalaciones tienen que elegir diferentes estrategias de inspección. El método correcto depende del estado del producto, el tipo de producto alimentario, los requisitos de detección y el presupuesto disponible. En el caso de las líneas de enlatado, hay dos sistemas posibles que desempeñan un papel crucial en el mantenimiento de la seguridad de los consumidores.
Postenvasado: Sistemas de inspección por rayos X
Si su directiva operativa exige la inspección después de sellar el contenedor, sus instalaciones deberán utilizar tecnología de inspección por rayos X para inspeccionar el producto final. Los sistemas de rayos X no utilizan campos electromagnéticos. En su lugar, utilizan un haz de fotones de alta energía, que se proyectan a través del contenedor hasta una matriz de diodos lineal, que mide los fotones a medida que son absorbidos o no.
Con un grosor uniforme de la pared de la lata, el software del sistema establece una imagen de referencia en blanco y negro. La presencia de un cuerpo extraño denso, como un fragmento de acero o una piedra, fragmentos de vidrio o un hueso calcificado, absorbe los rayos X más que los alimentos circundantes y la lata. En consecuencia, éste será visto como un cuerpo extraño oscuro y hará que se active el mecanismo de rechazo, aislando el producto contaminado. En comparación con todas las demás técnicas disponibles, los sistemas de rayos X representan el medio más seguro y fiable de inspección de latas al final de la línea. Son sistemas de rayos X caros y, en consecuencia, exigen el cumplimiento de protocolos estrictos de seguridad radiológica y proporcionan refrigeración a los componentes del generador.
Preembalaje: Detectores de caída por gravedad
La fase de inspección de las líneas de enlatado es más eficaz, precisa y económica cuando se realiza antes del proceso de envasado. Este método traslada los puntos de control críticos a la fase de manipulación a granel. Los detectores de metales alimentarios de caída por gravedad se incorporan dentro del flujo vertical del producto directamente aguas arriba de la máquina de envasado para escanear las materias primas y los ingredientes crudos.
La inspección del producto a granel, en caída libre, evita por completo el efecto de blindaje de la lata metálica. Además, los detectores de caída por gravedad utilizan aberturas de detección circulares o rectangulares estrechas; cuanto más pequeña es la abertura, menos sensible es el detector. Así, cuando los productos a granel caen por canales más pequeños en lugar de por aberturas más grandes de la cinta transportadora, se utiliza una abertura de detección más pequeña. Esta abertura más pequeña provoca la detección de fragmentos de metal más pequeños.
Integración de detectores antes del proceso de llenado
A fin de utilizar un detector de caída por gravedad para una detección fiable, se requiere una comprensión precisa de la mecánica funcional. El detector de metales no debe colocarse sobre la llenadora, sino que debe estar integrado y lógicamente fusionado con el dispositivo de dispensación anterior, normalmente una pesadora multicabezal o una llenadora de tornillo sinfín. Así pues, la conectividad física determina la estabilidad básica del campo de detección.
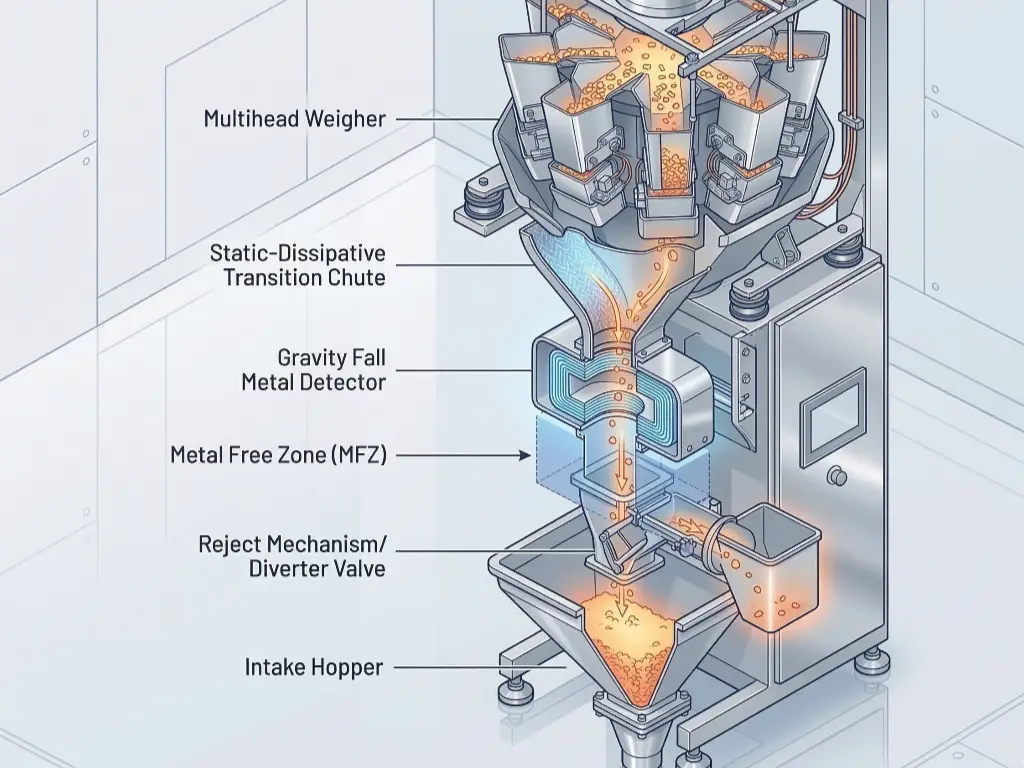
Las tolvas de transición controlan el movimiento del producto cuando sale de la cubeta de pesaje e inicia su recorrido hacia la abertura del detector. Las tolvas están fabricadas con materiales plásticos aptos para uso alimentario, no metálicos, y suelen estar hechas de polietileno de peso molecular ultraalto (UHMW) disipador de estática o de determinados materiales compuestos. Cuando los materiales secos a granel se desplazan por una rampa, se genera electricidad por fricción. Si se utilizan plásticos aislantes normales, la electricidad estática se acumula y se descarga en el bastidor metálico conectado a tierra. Este arco estático genera una radiofrecuencia de banda ancha. El detector detectará la radiofrecuencia y hará que los productos alimenticios sean rechazados sin motivo. Con una buena conexión a tierra de las tolvas de transición y el uso de materiales disipadores de estática, puede haber un movimiento silencioso e ininterrumpido de los productos a través del proceso de producción.
Para los sistemas de detección de metales, es muy importante el aislamiento mecánico. Todos los equipos anteriores, como las pesadoras multicabezal, tienen alimentadores radiales y motores paso a paso que crean vibraciones continuas de alta frecuencia. Si un detector de metales se monta directamente en el bastidor de una pesadora sin aislamiento, las vibraciones mecánicas del bastidor se transfieren al cabezal del detector. Esta vibración provoca pequeños movimientos de las bobinas de cobre fundidas en resina en el cabezal del detector, y se genera una señal falsa. Los ingenieros tienen que utilizar soportes elastoméricos especiales de aislamiento de vibraciones para fijar el detector de metales. Además, hay que respetar la Zona Libre de Metales (MFZ) para evitar la contaminación por metales. Dentro de la MFZ, ninguna pieza metálica que se mueva, como puertas de cubos de pesaje, varillas de cilindros, etc., puede atravesar la zona porque el movimiento de estas piezas perturbaría el campo magnético.
La última parte mecánica se denomina mecanismo de rechazo. En un sistema de caída por gravedad, el producto tiene una gran velocidad debido a la gravedad, y la válvula de rechazo tiene que abrirse en milisegundos. El mecanismo está diseñado con una configuración a prueba de fallos. Se necesita una presión electroneumática continua para mantener el mecanismo en la posición de "aceptación". Si se produce una caída de la presión del aire, la válvula pasa a la posición de rechazo, lo que impide que cualquier producto no inspeccionado entre en la máquina de llenado y comprometa la seguridad alimentaria.
Ajustes de los parámetros del software para una precisión óptima
La integración del hardware marca la parte inferior del continuo de funcionalidad, mientras que la comunicación en red determina la verdadera eficacia operativa del sistema. Aunque un detector de caída por gravedad y una pesadora multicabezal funcionan de forma independiente en la línea de producción, deben trabajar de forma sincronizada y precisa. Si el flujo de producto, controlado por los parámetros del software, está desalineado con el detector de flujo, éste rechazará más de lo debido o no podrá rechazar lotes que contengan contaminantes metálicos.
Para conseguirlo, los operarios deben realizar ajustes de los parámetros en el sistema de dispensación y el sistema de inspección.
| Parámetro | Ubicación del sistema | Función | Impacto en la detección | Estrategia de ajuste óptimo |
| Peso objetivo | Pesadora multicabezal | Ajuste al mínimo necesario para alcanzar el peso objetivo, garantizando un paquete de producto compacto y denso. | Las fluctuaciones alteran la densidad aparente, desplazando el ángulo de fase del efecto producto y provocando falsos rechazos. | Mantener límites de variación estrictos. Recalibrar el detector si el peso objetivo cambia en >10%. |
| Lineal Vibrador Amplitud | Pesadora multicabezal | Controla la intensidad de los comederos. | Una amplitud elevada provoca gotas de producto alargadas, lo que altera el perfil de velocidad esperado por el detector. | Trazar la distancia física exacta del cubo a la válvula. Calibra el retardo de milisegundos en función de la aceleración de la gravedad. |
| Velocidad de descarga / Temporizador | Báscula y detector | Controla la apertura de la cubeta y la sincronización de la válvula de rechazo. | La desincronización provoca que la válvula de rechazo se dispare demasiado pronto o demasiado tarde, perdiendo el contaminante. | Se ajusta al mínimo necesario para alcanzar el peso objetivo, garantizando un fardo de producto compacto y denso. |
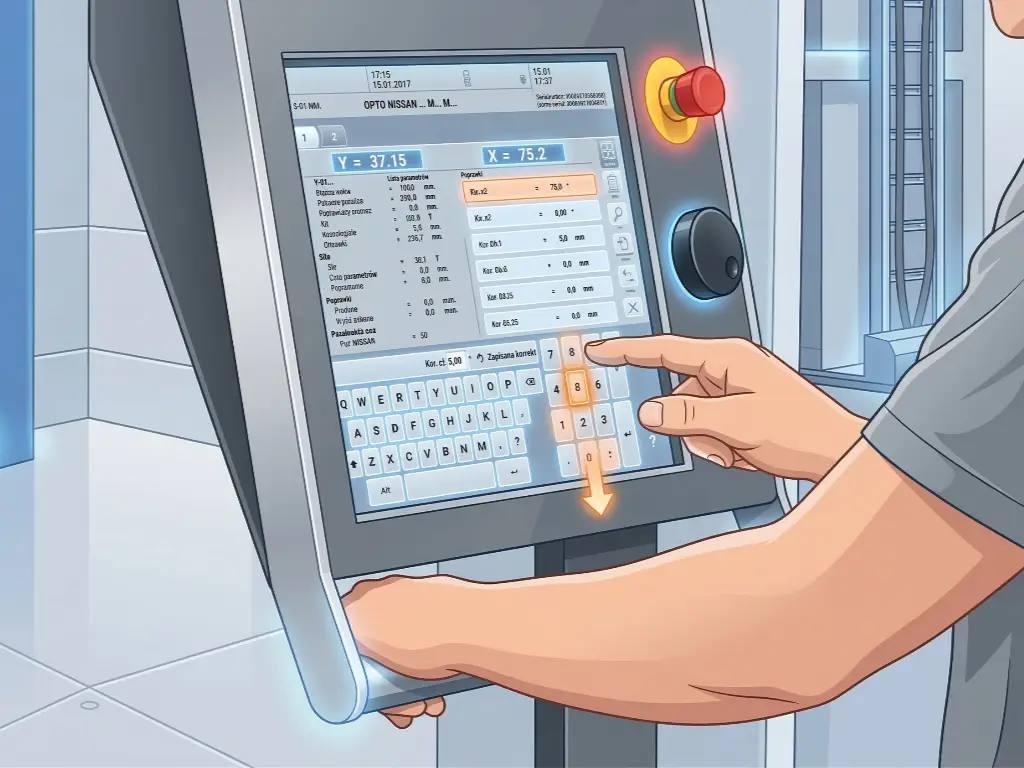
La interfaz hombre-máquina (HMI) es el controlador central para sincronizar el sistema. Los operarios deben ajustar las distintas configuraciones para mantener uniforme el perfil del producto a medida que se desplaza por la zona de detección.
El peso objetivo determina la masa total de producto liberado durante un ciclo. Aunque esto es principalmente para el cumplimiento de los envases, también afecta a la densidad del paquete del producto que cae a través del detector de metales. Un gran cambio en el peso objetivo también cambiará el "efecto producto"; el detector de metales verá el producto como más o menos conductor o magnético, dependiendo de la cantidad de producto en el detector de metales cuando el producto está pasando. El detector de metales dispone de un procesador digital de señales (DSP) que crea un ángulo de fase adaptable para ignorar el efecto producto. Si la masa del producto cambia repentinamente, el ángulo cambia, y el DSP confundirá el aumento de masa con un contaminante. La coherencia con la que nos atenemos a un peso objetivo determina la señal de referencia para la calidad del producto.
El parámetro Amplitud del vibrador lineal ajusta la fuerza de las bandejas vibratorias que transportan los productos a los cubos de pesaje. La forma en que vibran los platos afecta tanto a la velocidad como a la uniformidad del esparcimiento de los productos. Un ajuste demasiado alto hace que los cubos de pesaje capturen los productos de forma desigual, creando un perfil de caída alto y ancho que se produce de forma irregular al abrirse el cubo. En lugar de que un grupo apretado de productos caiga a través del detector, los productos se espacian. El software del detector determina cuándo debe activarse la función de rechazo en función de la velocidad a la que se espera que se desplace el producto. Si el grupo de productos está espaciado, el último producto en pasar puede acabar pasando la función de rechazo después de que se haya cerrado para aceptar. El ajuste de la amplitud del vibrador lineal proporciona una caída uniforme y esperada del producto, garantizando un enfoque proactivo de la interceptación.
Velocidad de descarga regula la velocidad y el orden de apertura de las puertas del cubo de pesaje. Este es el punto de activación exacto para que comience todo el proceso. También se activa un temporizador cuando se abre el cubo de pesaje. El controlador lógico programable (PLC) realiza un seguimiento de la señal de descarga. El sistema determina al milisegundo exacto cuándo el centro de la masa del producto cruzará el centro del campo electromagnético del detector de metales. A continuación, determina cuál es el retardo necesario para abrir la válvula neumática de rechazo. Si se modifica la velocidad de descarga, cambian las características del mecanismo y, por tanto, también el perfil de aceleración del producto. Por esta razón, es responsabilidad del operador ajustar los temporizadores de retardo en el software de rechazo del detector de metales para tener en cuenta cualquier cambio en la velocidad de descarga. La combinación del ajuste fino de estos tres factores elimina los falsos positivos y el desperdicio de material derivados de la desincronización en la detección de metales en envases alimentarios.
Errores en el trazado y la instalación de la línea de conservas
El diseño de líneas de enlatado se basa en el pensamiento sistémico. La fusión de delicados sistemas de inspección con sofisticada maquinaria industrial implica múltiples retos de micro y macroingeniería. Las decisiones iniciales sobre el diseño de la instalación determinarán el rendimiento del sistema de detección de metales durante toda su vida útil y servirán de base para un riguroso análisis de riesgos.
Asignación de espacio físico para los equipos
El diseño vertical del sistema de caída por gravedad de preenvasado requiere un amplio espacio libre por encima de la cabeza. Los planificadores de la instalación deben tener en cuenta las tolerancias totales de apilamiento vertical, incluidas las alturas de descarga del elevador de entrada, la pesadora multicabezal, las rampas de transición, el cabezal del detector de metales, los mecanismos de las válvulas de desvío, el embudo de acumulación y la tolva de entrada de la máquina de llenado de latas.
Para la integración vertical, la arquitectura suele sobrepasar las alturas de techo de los edificios más antiguos y estándar. Además, los planificadores tienen que colocar entreplantas de acero estructural o plataformas de acceso alrededor de esta pila de equipos. El personal de mantenimiento necesita un acceso adecuado y estable a la pila para ajustar el detector de metales, hacer pruebas estándar en la abertura y realizar procedimientos sanitarios. Cuando se intenta reducir la pila vertical para adaptarla a un techo más bajo, a menudo surgen problemas con los ángulos de los vertederos, lo que provoca que no fluya el producto y que los índices de caída sean inestables. Esto, a su vez, provoca fallos en la sincronización del mecanismo de rechazo.
Prevención de interferencias electromagnéticas
En las fábricas de conservas se utilizan paletizadores, cerradoras y transportadores automatizados, todos ellos con motores de gran potencia. Como consecuencia, generan muchas interferencias electromagnéticas (IEM) y de radiofrecuencia. Los detectores de metales están diseñados para detectar cambios diminutos en un campo magnético y son susceptibles al ruido eléctrico externo, lo que pone en peligro el cumplimiento de la normativa.
Un fallo de diseño que se produce con frecuencia es el tendido de las líneas de alimentación y comunicación del detector de metales en paralelo a las líneas de alta tensión que alimentan los variadores de frecuencia (VFD). Los VFD utilizan transistores bipolares de compuerta aislada (IGBT) para conmutar la tensión de accionamiento en milisegundos, lo que genera mucho ruido eléctrico. Este ruido hará que el detector de metales se dispare falsamente. Un plan de tendido de cables para cruzar un conjunto de cables debe garantizar siempre que haya una distancia clara entre los cables en cada punto de cruce, y que los cables se tiendan a lo largo del mismo eje paralelo según sea necesario.
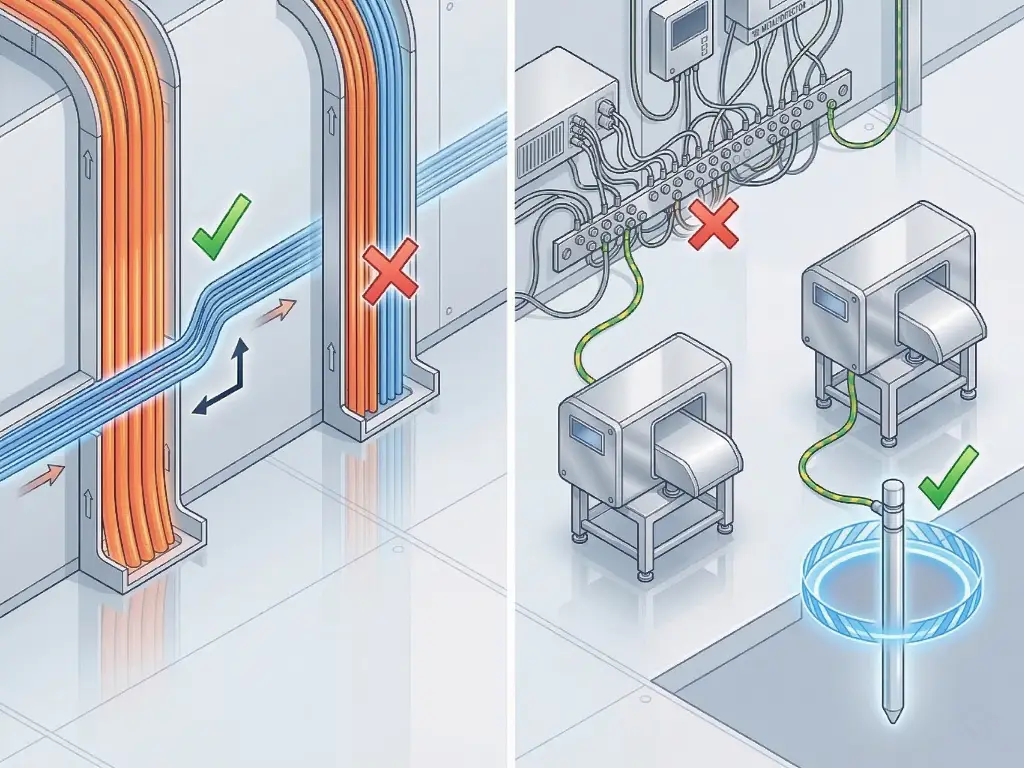
El detector de metales también necesita una toma de tierra limpia. Si el detector de metales está conectado al mismo bus de tierra que otros equipos de procesamiento de gran tamaño, el ruido eléctrico se retroalimentará a través del cable de tierra, y el ruido será recogido por el equipo. Para garantizar que el detector de metales siga funcionando sin interferencias, es necesario disponer de una toma de tierra aislada y exclusiva para el sistema de inspección y para el detector de metales.
Garantizar la rentabilidad de su línea de envasado
La detección precisa de metales en una línea de enlatado es un requisito rígido para el cumplimiento operativo y la seguridad. Trasladar el punto de inspección a la fase de preenvasado, gracias a un mecanismo de transferencia vertical positiva, resuelve la contradicción inherente al escaneado de envases metálicos. El funcionamiento óptimo del sistema, incluida la máxima sensibilidad de detección y el mínimo tiempo de inactividad, se consigue mediante una combinación de aislamiento mecánico adecuado, una rampa de transición de diseño rígido y una coordinación precisa del software del mecanismo de descarga al detector.
Este enfoque arquitectónico satisface las rigurosas exigencias de APPCC, GFSIy SQF auditorías. Y lo que es más importante, la integración precisa del sistema elimina la alta frecuencia de falsos rechazos que desperdician producto viable y erosionan los márgenes de beneficio. Un sistema correctamente configurado protege su hardware de procesamiento, asegura la reputación de su marca frente a retiradas catastróficas y consolida la inversión global en su infraestructura de envasado.
La tarea de diseñar este tipo de sistemas integrados implica una ingeniería de sistemas especializada. Si está considerando un nuevo diseño para su línea de enlatado o una actualización de sus sistemas de control de calidad, puede dirigirse a nuestro equipo de ingeniería para que le asesore. Llame a los ingenieros de Levapack para obtener una disposición de equipos y un diseño de integración óptimos para sus objetivos de producción.



