¿De qué están hechas las latas? Guía del ingeniero para la selección de materiales y el rendimiento de la línea
La idea errónea que prevalece en la industria del envasado es que la lata es un producto estandarizado. Para el consumidor, una lata no es más que un recipiente, que a menudo compite con las botellas de plástico o las cajas de cartón. Para el departamento de compras, es una partida que se especifica en términos de coste por mil unidades. Pero para el ingeniero de producción y el director de planta, la composición material de una lata es la variable subyacente que determina todo el comportamiento de la línea de llenado y cierre.
What are cans made of is not a chemical question, but a mechanical question. The decision to use aluminum or steel cans changes the physics of the packaging process fundamentally. It alters the behavior of the container to the axial loads during filling, the flow of the metal during the double seaming process and the calibration of the machinery to avoid disastrous downtime or piles of scrap metal.
This guide goes beyond the periodic table to discuss the engineering consequences of material choice. We will look at the way the unique mechanical characteristics of aluminum and tin-plated steel work with automated equipment and what this implies to your production efficiency.
Aspectos básicos: Aleaciones de aluminio frente al acero estañado
Tenemos que determinar las diferencias metalúrgicas y su uso habitual en el mercado antes de analizar el rendimiento de la línea. Cuando los ingenieros preguntan de qué están hechas las latas, buscan las propiedades específicas de la aleación y el temple.
Latas de aluminio
Aluminum Cans are not pure aluminum. They are complex aluminum alloys that are meant to be highly formable. Aluminum beverage cans are the most dominant in the beverage industry (carbonated soft drinks, beer, energy drinks) because of their lack of rigidity but high ductility. They are also being applied in high-end nitrogen-flushed snacks and ready-to-drink (RTD) coffees where internal pressure helps to hold the structure. Interestingly, recycled aluminum plays a key role here, as it can be re-melted and reformed repeatedly with minimal loss of properties.
- El cuerpo: Suele estar compuesto de la aleación 3004, que contiene manganeso (alrededor de 1%), y magnesio (alrededor de 1%). Esta composición ofrece la relación resistencia-peso necesaria y permite estirar y planchar la chapa para formar un cilindro de dos piezas y paredes finas.
- La Tapa (Fin): Suele estar fabricada con una aleación 5182 que contiene más magnesio. Esto hace que la tapa sea más rígida y resistente que el cuerpo para dar la rigidez necesaria para sujetar los remaches y la línea de puntuación a la lengüeta de apertura, a menudo eliminando la necesidad de un abrelatas tradicional en los diseños modernos de conveniencia.


Steel cans, formerly known as tin cans
Steel cans, formerly known as tin cans, are mostly low-carbon steel. It is necessary when the food products need high-temperature retorting (soups, tuna, vegetables, meat) or vacuum sealing (milk powders, infant formula, dry nutraceuticals), and the container should be able to retain its shape under vacuum or thermal pressure.
- Hojalata (ETP): Es una lámina de acero que se recubre con una fina capa de estaño (normalmente se consigue el grosor deseado del estañado mediante electrólisis) para evitar la corrosión del metal. Sigue siendo la referencia de las latas metálicas para alimentos por su resistencia estructural.
- Acero sin estaño (ECCS): It is an electrolytic chromium coated variant. It is a great adhesive of lacquers and polymers but does not have the aesthetic brightness of tin.

Para visualizar las diferencias de ingeniería, consulte la siguiente comparación:
| Característica | Aleación de aluminio (normalmente 2 piezas) | Acero estañado (normalmente 3 piezas) |
|---|---|---|
| Composición del material | Aluminio-Manganeso (3004/5182) | Acero bajo en carbono con revestimiento de estaño (ETP) |
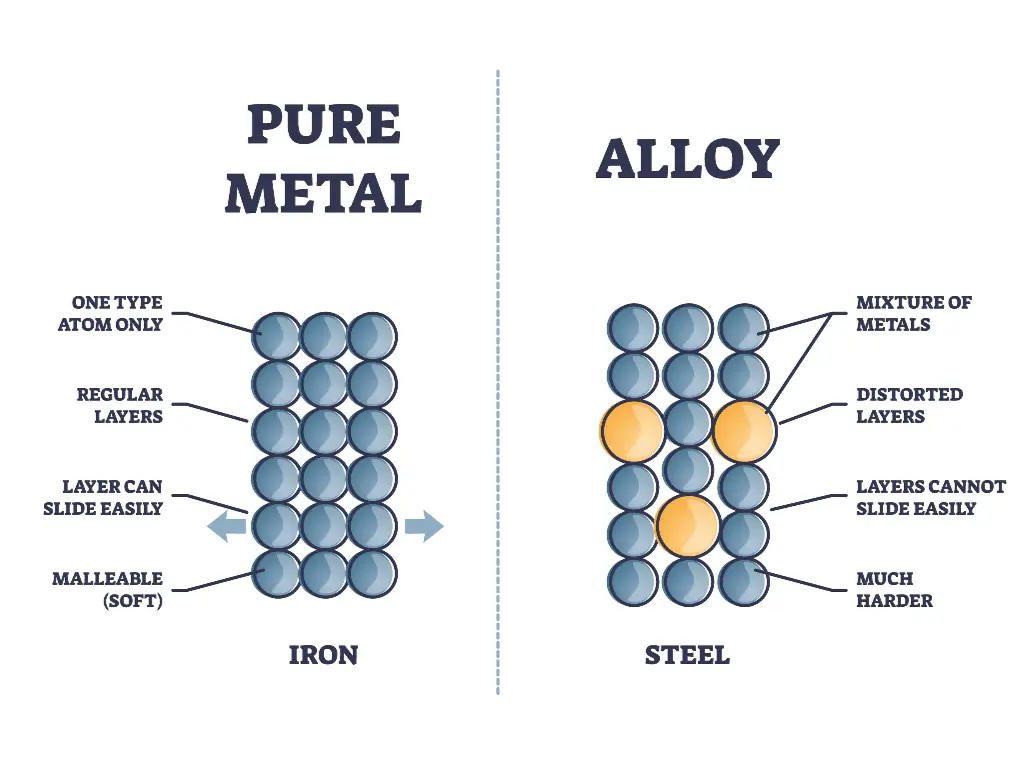
| Propiedad mecánica | High Ductility (Soft & Malleable) | High Stiffness & Hardness (Rigid) |
| Entorno interno | Requiere presión positiva (carbonatación/N2) | Handles Vacuum & High Heat (Retort) |
| Característica de costura | Easy to fold, risk of “Sharp Seams” | Elevado "Springback", riesgo de "Falsas costuras". |
| Desafío clave de la maquinaria | Pandeo por carga axial (Necesita precisión) | Desgaste de herramientas (necesita piezas templadas) |
Al hablar de de qué están hechas las latas, también debemos considerar el interior de las latas metálicas para alimentos. Para evitar la corrosión de la lata o la interacción con los alimentos, se suele aplicar una película dura de resina o un revestimiento de polímero. Esto actúa como una barrera eficaz, asegurando que las superficies exteriores de la lata metálica para alimentos permanezcan inmaculadas mientras que el interior resiste el ácido y la sal seca.
La composición química es interesante, pero está subordinada a la realidad operativa. El proceso de fabricación depende de estas propiedades mecánicas. Los factores que marcan la diferencia entre una línea de producción que funciona con un rendimiento de 99% y otra que tiene un índice de desechos de 5% son el límite elástico, la ductilidad y el coeficiente de endurecimiento por deformación del metal. La dinámica de la máquina viene determinada por las materias primas.
Rigidez del material: Impacto en la dinámica de llenado y sellado
Siffness is the most important operational difference between metal cans made of aluminum versus steel. This variance demands radically different methods of handling, filling and sealing. A machine that is adjusted to the rigidity of steel will squash aluminum; a machine adjusted to the compliance of aluminum will not seal steel.
Retos del aluminio: Baja rigidez y pandeo por carga axial
La lata de bebida de aluminio del mundo moderno es una maravilla de la ingeniería del aligeramiento. Los fabricantes han ido haciendo cada vez más delgadas las paredes del cuerpo de la lata, normalmente hasta unas 90 micras (aproximadamente el grosor de un cabello humano) para minimizar el coste de los materiales y el peso del envío. Aunque esto es rentable, plantea una importante debilidad estructural.
Antes de ser presurizadas, las latas de aluminio, especialmente las latas de bebidas de 2 piezas, tienen una resistencia de columna baja. La lata debe ser capaz de soportar la presión vertical durante el proceso de llenado y cierre, especialmente en el extremo inferior. Esto se denomina carga axial o carga superior.
- Relleno: La válvula de llenado desciende y sella contra el borde de la lata para crear un vacío o gestionar la contrapresión.
- Costura: El plato elevador de la cerradora empuja el cuerpo de la lata contra el mandril para enganchar la tapa.
Cuando la fuerza de la válvula de llenado hacia abajo o la fuerza de la placa de elevación hacia arriba es mayor que el límite elástico del aluminio, las paredes laterales se colapsan. Esto se conoce como pandeo. Un pandeo no sólo provoca la pérdida de productos, sino que también tiende a atascar la torreta, lo que significa que la máquina tendrá que ser reajustada manualmente.
Para paliarlo, es necesario controlar la precisión. Los elevadores convencionales accionados por leva tienden a utilizar una fuerza lineal e inflexible. Cuando se produce un ligero cambio en la altura de la lata, la fuerza mecánica se dispara y aplasta el envase.
Retos del acero: Elevada dureza y efecto springback
The reverse engineering problem is steel. It is inflexible, tough and uncompromising. Although you will hardly squash metal food cans when filling it, the material resists when forming.
El módulo de elasticidad del acero es alto. Cuando los rodillos de cierre doblan la brida de acero para formar una junta, el metal tiende a recuperar su forma original. Este efecto se conoce como "springback".
- Integridad del sellado: To defeat springback and provide a hermetic seal, the seaming machine needs to exert much greater force than is needed with aluminum. Without rigidity in the machine, the force that is supposed to bend the metal will bend the arms or shafts of the machine. This diversion causes a False Seal a seal that appears right on the eye but does not have the required compression to keep out bacteria. This is critical for food cans containing acidic foods, where leakage could spoil the freshness of the food product.
- Vida útil de las herramientas: Hardness of steel is a machine component abrasive. Seaming rollers and chucks wear much more quickly when handling steel than when handling aluminum. The seaming profile is changed by worn tooling resulting in loose seams and possible leakage.
El trabajo con acero requiere fuerza bruta y precisión. El equipo debe estar diseñado para resistir la fatiga de los ciclos y los procesos de alta carga. Los equipos de alto rendimiento se ocupan de ello principalmente de dos maneras:
- Rigidez estructural: El bastidor y el cabezal de la máquina deben estar hechos de materiales de calibre grueso. A modo de ejemplo, el bastidor puede ser de acero inoxidable 304 o 316 de 1,5 mm a 2 mm de espesor para asegurarse de que la máquina no se doble bajo la pesada carga del acero de costura.
- Herramientas endurecidas: Para combatir el desgaste, los rodillos de cierre deben ser de acero para herramientas de alta calidad con tratamientos térmicos especiales o acabados cerámicos. Estos componentes deben mecanizarse con precisión, normalmente a 2um (micrómetros) para proporcionar al perfil del rodillo la presión en el lugar correcto para proporcionar la fuerza necesaria para empujar el acero hasta su punto de fluencia sin dañar el revestimiento. Este es el único medio de superar el springback de forma consistente, mediante esta combinación de estructura rígida y utillaje de precisión endurecido.
Formación de costuras dobles: Costuras nítidas frente a costuras sueltas
The hermetic seal is the double seam created by interlocking the can body (Body Hook) and the lid (Cover Hook) at the end of the tube. This is where the ends meet. Although the geometry of a double seam is standardized, the route to the same varies radically depending on the ductility of the material.
The Risk of Sharp Seams
Aluminum is very ductile; it is easily flowing under pressure.
- El fenómeno: Aluminum is soft and therefore, it is easy to over-tighten the seam. When the second operation roller exerts excessive pressure, it may flatten the metal to form a sharp edge on the top of the seam.
- El defecto: This is referred to as a Sharp Seam or even a Cut-over. The sharp edge may crack the metal or peel off the protective lacquer exposing the metal to oxidation. The aluminum seaming curve should be accurate but smooth.
The Risk of Loose Seams
El acero se resiste a fluir. Requiere persuasión.
- El fenómeno: En caso de que el primer rodillo de operación no ejerza suficiente fuerza, el gancho del cuerpo no se meterá debajo del gancho de la cubierta lo suficiente.
- El defecto: This causes a Loose Seam or Low Overlap. At the visual examination, the seam might appear thick and rounded, but inside, the hooks are not hooked. The steel seaming curve needs a high pressure first pass to press the rigid metal into the proper geometry.
Esta diferencia es la razón por la que una disposición de cierre universal difícilmente puede ser eficaz. Los perfiles de los rodillos y los ángulos de ataque de las levas tienen que estar en consonancia con la disposición del material a deformarse.
La realidad de la producción: Pasar del acero al aluminio
The competitive advantage in the present market is versatility. SMEs and co-packers frequently have to alternate between steel cans (e.g., pet food or powder) and aluminum cans (e.g., beverages or nitrogen-flushed snacks). Some are even exploring hybrid containers or hybrid containers of aluminum composites. Nevertheless, this switch should not be treated as a mere change of mould, which is a formula of failure in operation.
Ajustes críticos: Distancia de cierre y velocidad de la torreta
Cambiar entre acero y aluminio significa que habrá que recalibrar la máquina en términos de ajustes físicos.
El factor autorización
The Pin Height (the distance between the base plate and the chuck) and the Seaming Clearance (the distance between the roller and the chuck) are important. Aluminum is thinner. When you use aluminum cans with settings that are set to compress thicker tinplate, the rollers will not compress the metal enough to make it leak. On the other hand, operating steel on aluminum environments will clog the machine and break the bearings.
La física de la masa
Otra importante variable de producción es la diferencia de peso. Una lata de acero es pesada; se coloca firmemente sobre el transportador y la placa elevadora. Una lata de aluminio es un peso pluma cuando está vacía.
- Derribo: Cuando la máquina gira a gran velocidad, la fuerza centrífuga y la resistencia del aire de la máquina de hilar pueden provocar fácilmente que una lata de aluminio vacía se vuelva inestable.
- Estabilidad de la transferencia: The transfer star-wheels should be in perfect synchronization. Any slap of the guide rail which a steel can would absorb would shoot an aluminum can flying. The turret speed usually requires modulation when changing to aluminum, and the acceleration ramp-up should be less jagged to be more stable.
La solución: Recetas automatizadas para un cambio rápido
El método de ajuste manual, que implica el uso de galgas de espesores y llaves para ajustar las holguras, es lento y está sujeto a errores humanos. Provoca tiempos de inactividad prolongados que acaban con la rentabilidad.
La producción actual requiere una servointegración inteligente. En lugar de ajustes mecánicos, las sofisticadas líneas de envasado de metal se controlan mediante sistemas basados en PLC para controlar estas variables.
- Gestión digital de recetas: Los operarios pueden almacenar ajustes de par, perfiles de velocidad y alturas de servoelevación concretos en la HMI (interfaz hombre-máquina). Al cambiar la receta de "Aluminio 3004" a Acero Hojalata, el operario elige la receta.
- Servo Precisión: The servo motors will automatically regulate the lifting speed and pressure to the profile stored. Although physical tooling (chucks and rollers) might still require replacement, the manual process of calibration of forces and speeds is computerized. This guarantees that the first off the line following a changeover is as good as the last and the startup scrap and changeover time is greatly minimized.
Conclusiones: Adaptar la maquinaria a la ciencia de los materiales
A complex engineering decision tree begins with the question what are cans made of. Aluminum is lightweight efficient and requires delicate handling and accurate axial load control. Steel is structurally rigid and requires strong machinery that can withstand high wear and resist strong forces of springback. Whether you are dealing with a different material or a variety of shapes, the best ways to understand the principle remains the same.
Effective production is not achieved by making a machine work with a material but by choosing equipment that is sensitive to the special mechanical characteristics of the material.
At Levapack, we believe that exceptional packaging machinery starts with a profound understanding of the package itself. We don’t just assemble components; we engineer solutions that respect the distinct physical behaviors of aluminum and steel. This material-first philosophy is why we insist on using heavy-gauge 304/316 stainless steel for our frames—not just for durability, but to provide the absolute rigidity required to seam steel without deflection. It is why we machine our components to 2μm precision and integrate intelligent HMI and servo systems—because handling lightweight aluminum demands a delicate, programmable touch. With over 18 years of experience, we translate material science into mechanical reliability, ensuring your equipment is not just a tool, but a perfectly matched partner to your packaging needs.
Are you struggling with high scrap rates or complex changeovers? Don’t let material properties dictate your efficiency. We can help you analyze canning foods processes to a greater degree.
Contact our engineering team to assess which machine configuration will maximize your line’s performance.


