Explicación del tamaño de las etiquetas de latas: Fórmulas exactas y tolerancias de la máquina
En el arriesgado mundo del envasado comercial de bebidas y alimentos, un error de cálculo de tan sólo 1/8 de pulgada no es sólo un defecto de diseño, sino un fallo de producción catastrófico. Ya se trate de una fábrica de cerveza artesanal, un tostadero de cafés especiales o una planta automatizada de enlatado de alimentos, adivinar las dimensiones de las etiquetas de las latas conduce inevitablemente a un desperdicio masivo de material, un atasco inaceptable de la máquina y una estética de marca comprometida.
El camino que lleva de una prueba digital en PDF a un producto físico impecable en la estantería de un supermercado está plagado de trampas de ingeniería ocultas. Variables como los límites mecánicos de los aplicadores semiautomáticos, la grave distorsión física causada por los túneles de calor y los cambios silenciosos en la cadena mundial de suministro de aluminio pueden inutilizar instantáneamente las "plantillas" estándar. Las normas de envasado de la industria evolucionan constantemente para satisfacer estas demandas.
Esta completa guía técnica deja de lado los consejos de diseño de aficionados y se sumerge directamente en la realidad industrial del envasado. Desglosaremos las fórmulas matemáticas exactas para las etiquetas de rollo plano, la geometría estructural de las fundas retráctiles, las metodologías precisas para medir latas irregulares y las tolerancias críticas de entrada en máquina que dictan su rendimiento de producción. Deje de adivinar y empiece a diseñar sus envases para una fabricación sin defectos. Vaya a la tabla de tamaños definitiva para empezar.
Tabla definitiva de tamaños de etiquetas de latas (bebidas, alimentos y tarros)
Antes de ejecutar cualquier diseño gráfico o emitir una orden de compra a su proveedor de impresión, debe establecer su marco dimensional de referencia. La siguiente matriz de referencia describe las dimensiones estándar de la industria para las latas de metal para alimentos, las latas de aluminio para bebidas y los tarros de cristal más utilizados. Sin embargo, como sabe cualquier director de producción experimentado, estas cifras son un punto de partida, no una garantía universal.
Latas de metal para alimentos (3 piezas)
#10 Lata
#303 Lata
#300 Lata
Latas de aluminio para bebidas (construcción de 2 piezas)
16 oz Estándar
16 oz Sleek
12 oz Estándar
12 oz Sleek
8,4 oz Delgado
Tarros de cristal
16 oz Pint
8 oz Media pinta
La trampa más peligrosa a la que se enfrentan actualmente las empresas de bebidas es la lata de 16 onzas. Históricamente, casi todas las latas de 16 oz eran estándar. 211 formato. Sin embargo, debido a la escasez periódica de 211 existencias, muchos mayoristas y conserveros ambulantes los han sustituido por el Formato 207 (16 oz Sleek). La lata 207 contiene exactamente el mismo volumen de líquido, pero lo consigue siendo notablemente más estrecha en diámetro y más alta en altura física.
Si aplica a ciegas una plantilla de etiqueta estándar 211 (que mide 8,125 pulgadas de ancho) a una lata elegante 207, experimentará un solapamiento físico catastrófico. El exceso de material provocará un marcado severo, desalineación y atascos instantáneos en su maquinaria de etiquetado. Debe verificar el SKU físico exacto de las latas vírgenes que llegan a su muelle de carga antes de aprobar cualquier prueba de impresión.
Elegir el formato de etiqueta adecuado: Etiquetas en rollo frente a fundas retráctiles
Antes de tocar un par de calibradores digitales o calcular la circunferencia, debe fijar definitivamente su proceso material. La geometría fundamental, la metodología de impresión y las fórmulas matemáticas utilizadas para dimensionar el envase difieren por completo en función de si se trata de envolver un cilindro con un sustrato 2D o de encoger un tubo 3D en un recipiente contorneado.
Etiquetas en rollo sensibles a la presión y supervivencia del material
Las etiquetas en rollo sensibles a la presión (PS) son la columna vertebral de la producción de bebidas y alimentos de pequeño y mediano tamaño. Estas calcomanías bidimensionales, que se suministran en un soporte continuo, ofrecen una flexibilidad increíble a las marcas con varias referencias, lo que permite un cambio rápido de sabores y unas cantidades mínimas de pedido (MOQ) relativamente bajas. Al ser planas, el cálculo de sus dimensiones se basa en la geometría plana.
La fórmula de la anchura de la etiqueta del rollo maestro
Anchura de la etiqueta plana = (diámetro exterior medido × 3,1416) + 0,25″ de solapamiento
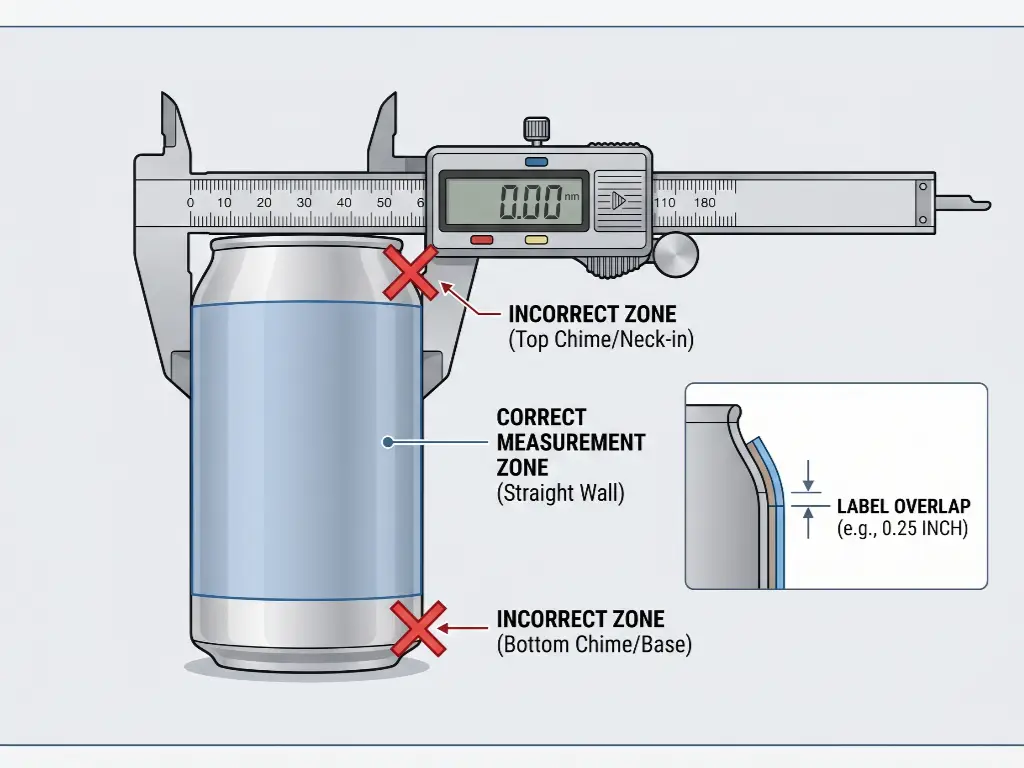
Para ejecutar esta fórmula correctamente, debe utilizar calibradores digitales industriales para medir el diámetro exterior de la lata estrictamente en su pared recta sección. No midas cerca de las curvas superior o inferior. Multiplica ese diámetro exacto por Pi (3,1416) para hallar tu circunferencia matemática perfecta. Por último, debe añadir el solapamiento. Un solapamiento de 0,25 pulgadas (1/4″) es el estándar de oro absoluto de la industria. Esta superposición sirve como punto de anclaje crítico donde el adhesivo se agarra a su propio frontal, asegurando la etiqueta en su lugar.
Sin embargo, un dimensionamiento matemático perfecto no significa nada si el material se desintegra en el mundo real. Un punto crítico de fallo para las nuevas marcas es la "prueba del cubo de hielo" o la logística estándar de la cadena de frío. Trasladar una bebida enlatada de un frigorífico comercial de 38°F (3°C) a un ambiente de 75°F (24°C) provoca una condensación inmediata y agresiva. El exterior de la lata de aluminio sudará profusamente.
Si utiliza una etiqueta de papel estándar -incluso con un barniz básico-, el agua penetrará en las fibras del papel, convirtiendo su marca de primera calidad en un desastre pulposo y desconchado en cuestión de minutos. Para cualquier producto sometido a refrigeración o humedad, debe especificar BOPP material. Los films BOPP blanco o BOPP transparente, combinados con un agresivo adhesivo acrílico impermeable y un fuerte laminado UV (mate o brillante), repelerán completamente la condensación, garantizando que la identidad de su marca permanezca intacta desde la nevera hasta la mano del consumidor.
Fundas retráctiles: Cobertura de 360 grados e índices de distorsión
Cuando una marca requiere una cobertura gráfica de 360 grados, de borde a borde, que se adapte perfectamente a las complejas curvas del envase, las fundas retráctiles son la solución definitiva. Normalmente se fabrican con PETG o PVC, estas fundas se imprimen en plano, se cosen formando un tubo continuo, se dejan caer sobre el envase y se pasan por un túnel de vapor o calor radiante altamente controlado para que se contraigan y queden ajustadas al metal.
Deseche inmediatamente la fórmula Pi. Los manguitos retráctiles no utilizan medidas estándar de anchura y altura. En su lugar, se diseñan utilizando dos medidas completamente diferentes:
- Anchura Layflat (LFW): La anchura del manguito cuando está completamente plano. Se calcula tomando la circunferencia más ancha de la lata, añadiendo una tolerancia de deslizamiento (normalmente 2-4 mm para que el manguito pueda deslizarse sobre la lata sin problemas) y dividiendo por dos.
- Longitud de corte: La longitud vertical de la funda no encogida antes de pasar por el túnel de calor. Dado que la película se contrae tanto vertical como horizontalmente (aunque en proporciones diferentes), la longitud de corte debe diseñarse ligeramente más larga que la altura visual final deseada.
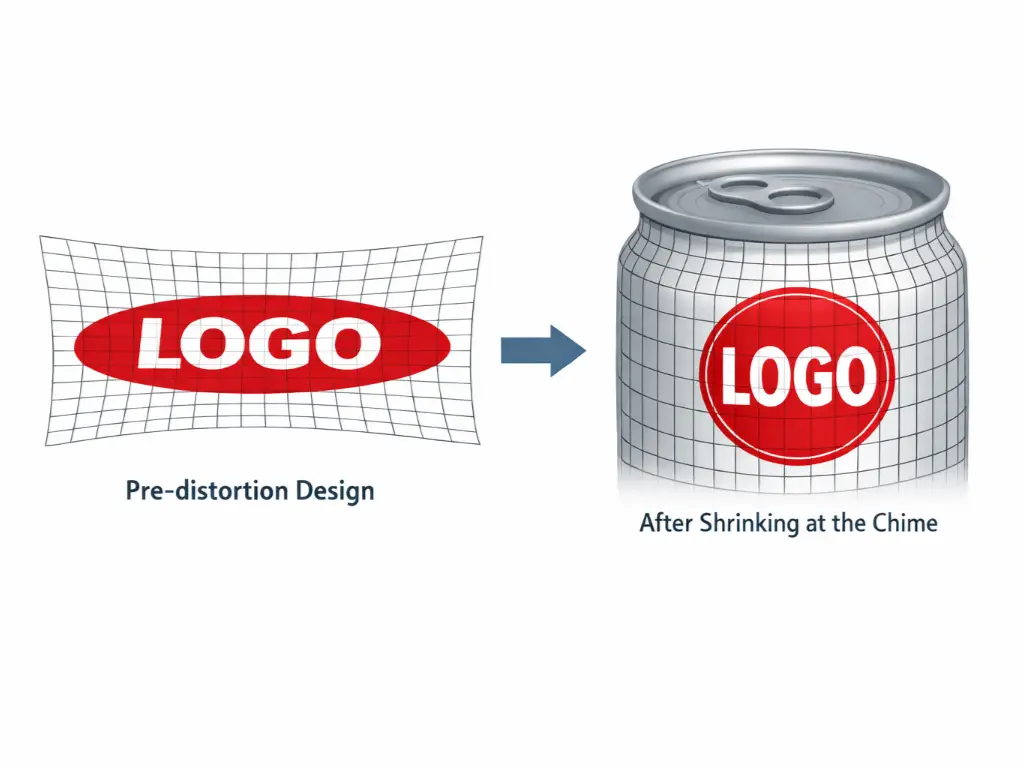
El aspecto más implacable del diseño de fundas termorretráctiles es Distorsión (índice de contracción). A medida que el tubo de plástico se encoge agresivamente para abrazar las pronunciadas curvas hacia el interior de la parte superior e inferior de la lata -zonas conocidas como "Chime" o "Neck-down"-, los gráficos impresos se estiran. Si coloca un logotipo perfectamente circular cerca de la campanilla en su archivo de diseño plano, se convertirá en un feo óvalo estirado después del túnel de calor. Los ingenieros de preimpresión de envases deben utilizar un software especializado de mapeado de cuadrículas en 3D para "predistorsionar" intencionadamente el material gráfico en sentido inverso, garantizando que una vez que el plástico se contraiga, los gráficos tengan un aspecto matemáticamente perfecto a los ojos del consumidor.
Cómo medir el tamaño de las etiquetas para latas personalizadas o irregulares
En el momento en que nos alejamos de la lata de bebida cilíndrica estándar, las reglas de la ingeniería de envasado cambian drásticamente. Los envases personalizados e irregulares -como las latas rectangulares de fiambre, las latas ovaladas aplanadas de marisco o los cubos industriales muy cónicos- no pueden tratarse con la mentalidad de "mide la circunferencia y envuélvela". Aplicar sustratos tensados a ángulos geométricos agudos o curvas complejas invita a fallos estructurales catastróficos.
Etiquetas de panel para latas cuadradas y planas
Las latas cuadradas o rectangulares, utilizadas habitualmente para aceites comestibles de primera calidad, embutidos y tés especiales, presentan un desafío físico único. Cuando se intenta aplicar una etiqueta autoadhesiva continua alrededor de cuatro esquinas de 90 grados, se crea una fuerte tensión de "memoria" en la película. Naturalmente, el sustrato de la etiqueta quiere volver a su estado plano. Con el tiempo, o durante pequeños impactos en las cajas de transporte, esta tensión hace que la etiqueta se desprenda violentamente de las esquinas.
La solución profesional consiste en abandonar por completo la envoltura y utilizar un Etiqueta del panel frontal y posterior estrategia (dos etiquetas separadas). Al medir la cara plana de la lata, la anchura de su etiqueta debe detenerse definitivamente antes de comienza el radio de la esquina. Una regla de oro del envasado irregular es "cuanto más estrecho, más seguro". Asegúrese de que el borde de la etiqueta descansa completamente sobre el plano; si incluso un milímetro de la etiqueta se desliza sobre la esquina curva, estará proporcionando un punto de palanca para el despegado y el daño por fricción.
Etiquetas superiores y fundas de cartón para latas de marisco
Las latas aplanadas de forma ovalada -el estándar mundial para sardinas, anchoas y caviar de primera calidad- adolecen de una grave falta de espacio vertical. Las paredes laterales de estas latas suelen tener menos de un centímetro de altura y presentan curvas agresivas y continuas. Es físicamente imposible, y no cumple la legislación, colocar los datos nutricionales obligatorios de la FDA/USDA, los códigos de barras y la leyenda de la marca en estas microscópicas paredes laterales con adhesivos estándar.
Para conquistar esta geometría, las marcas despliegan dos estrategias específicas:
- La etiqueta del panel superior: Una etiqueta troquelada con precisión que se aplica exclusivamente en la zona plana y rebajada de la tapa. La medida debe tener en cuenta el reborde interior de la junta, para garantizar que la etiqueta caiga perfectamente en la cubeta plana sin trepar por los rebordes metálicos.
- La funda de cartón: La solución más premium y eficaz. En lugar de adhesivo, una funda de cartón grueso envuelve por completo las dimensiones exteriores de la lata. Para calcularlo, hay que medir la longitud total de la cara superior, la cara inferior, los dos grosores de las paredes laterales y, sobre todo, añadir un margen de solapamiento de 15 mm donde el pegamento industrial unirá la funda por debajo.
Adquisición de líneas profesionales para latas cónicas
Los envases cónicos (en los que el diámetro superior es más ancho o más estrecho que el inferior) representan el mayor desafío para el dimensionado. Cuando un objeto cónico 3D se desenvuelve en un plano 2D, no forma un rectángulo, sino un abanico curvo matemáticamente preciso (un frustum geométrico).
El único protocolo aceptable para las latas cónicas es ponerse en contacto con el fabricante del envase y solicitar el plano CAD oficial. Si no dispone de él, el envase físico debe ser escaneado con láser por un ingeniero de envasado que utilice software CAD para generar matemáticamente una línea cónica exacta con un margen de error cero.
Compatibilidad de máquinas: Direcciones de desbobinado y tolerancias de etiquetado
Una etiqueta bellamente diseñada y perfectamente calculada carece por completo de valor si la maquinaria de su fábrica no puede digerirla. La transición de la pantalla del diseñador gráfico a la realidad de una línea de producción de hilatura introduce duras limitaciones mecánicas. Comprender cómo se entregan las etiquetas y cómo las aplican las máquinas es la última barrera para el éxito operativo.
Decodificación de posiciones de desenrollado de rollos de etiquetas (#1 - #8)
Cuando se compran etiquetas en rollo, no llegan como hojas sueltas, sino enrolladas firmemente en un núcleo de cartón (normalmente de 3 pulgadas de diámetro). La orientación específica del material gráfico a medida que se desenrolla de este núcleo se conoce como Dirección Unwind. La industria mundial del envasado utiliza un sistema numérico normalizado desde la Posición #1 hasta la Posición #8.
Su equipo de etiquetado es un sistema rígido. Espera que la etiqueta se alimente con una orientación muy específica. En la gran mayoría de las etiquetadoras de latas cilíndricas, la máquina gira la lata verticalmente y envuelve la etiqueta horizontalmente. Esto significa que su etiquetadora automática o semiautomática requiere fundamentalmente Posición #3 (Borde derecho de ataque) o Posición #4 (Borde izquierdo anterior).
Si el responsable de compras no consulta el manual de la etiquetadora y acepta el valor predeterminado de la impresora (que suele ser la posición #1, borde superior anterior), los resultados son desastrosos. La banda de etiquetas avanzará perpendicularmente a la mecánica de la máquina. La aplicación de un rodillo con el borde superior hacia delante a una máquina de envoltura horizontal atascará instantáneamente los sensores ópticos o hará que 100.000 latas se etiqueten totalmente de lado. El único remedio es detener la producción y pagar a un equipo para que rebobine a mano kilómetros de cinta de etiquetas.
Tolerancias de entrada de bobina para etiquetadoras semiautomáticas
Muchas PYMES comienzan su andadura en el sector del envasado utilizando etiquetadoras semiautomáticas de sobremesa, como la omnipresente MT-30. Aunque son rentables, estas máquinas de rodillos basadas en la fricción poseen tolerancias mecánicas increíblemente ajustadas y son muy susceptibles a los errores humanos de alimentación.
El límite de tensión de solapamiento de 0,25″: Anteriormente, establecimos que un solapamiento de 0,25″ (1/4″) es la norma máxima permitida. La razón reside en los rodillos de la máquina. Cuando la etiqueta envuelve la lata y se solapa, se crea una "protuberancia" física microscópica formada por dos capas de película de BOPP y adhesivo. Si el solapamiento supera las 0,25″ -por ejemplo, llegando a las 0,5″-, los rodillos aplicadores agarrarán durante demasiado tiempo esa zona extendida de doble grosor. Esto crea un diferencial de tensión severo, haciendo que el borde de salida de la etiqueta se retuerza hacia abajo, dando lugar a una fea espiral (Registro incorrecto) o enormes burbujas de aire atrapadas bajo la película.
El límite de peligro de la campanilla: La altura de su etiqueta debe estar ferozmente regulada para mantenerse dentro del Pared recta de la lata. Las latas de aluminio presentan un "Chime" o "Neck-down", la transición curva en la que el cuerpo de la lata se estrecha en la tapa superior y la cúpula inferior. Debe diseñar un espacio de seguridad visual mínimo de 0,125″ (1/8") entre el borde superior/inferior de la etiqueta y el comienzo de la curva metálica. Si un rodillo semiautomático intenta presionar una etiqueta de BOPP plana y rígida sobre el carillón curvado, las leyes de la física dictan que el material sobrante no tiene adónde ir. Se doblará instantáneamente sobre sí mismo, creando una arruga muerta permanente e irreversible, destruyendo por completo el valor estético del producto.
Actualice a Precision Automation
Levapack se centra por completo en ofrecer soluciones automatizadas de envasado y enlatado de alto rendimiento para PYMES de todo el mundo. Al sustituir los erráticos rodillos de fricción por una avanzada tecnología servoaccionada y una ingeniería de precisión de 2μm, nuestros sistemas automatizados de etiquetado y cierre erradican por completo las arrugas y los errores de registro por solapamiento de origen humano.
Garantizamos que cada lata que salga de su línea presente una imagen de marca impecable y de primera calidad al consumidor. Deje de luchar contra las tolerancias de las máquinas y empiece a aumentar su producción.



