La tecnología de inspección de alimentos por rayos X es control de calidad al más alto nivel. Gracias a la capacidad de penetración en los envases de esta tecnología, los controladores de calidad pueden identificar la presencia de objetos extraños en el interior de los tipos de envases, verificar los niveles de llenado de los envases y confirmar la integridad del producto envasado para la seguridad del consumidor. Esta tecnología es un método fiable y fundamental para garantizar el cumplimiento de las normas de seguridad alimentaria, así como la eficacia de la producción, en líneas de producción de alimentos que funcionan a gran velocidad.
Con la creciente demanda de productos alimenticios por parte de los consumidores y el endurecimiento de las normas de seguridad alimentaria y reglamentarias, los fabricantes de alimentos se enfrentan a importantes retos operativos y de fabricación. Las retiradas de alimentos pueden ser devastadoras desde el punto de vista económico, acarrear elevados costes operativos y empañar la reputación de una marca. Por ello, los sistemas de inspección de alimentos deben integrarse en la cadena de producción para mitigar el riesgo de contaminación. Las deficiencias de los métodos de inspección tradicionales, especialmente para los envases de alimentos flexibles más modernos, han convertido la inspección de alimentos por rayos X en la solución perfecta para estos envases de alimentos flexibles más modernos. La inspección por rayos X no requiere pruebas destructivas ni contacto físico con los productos envasados. Esta guía se centrará en los mecanismos de inspección por rayos X de la tecnología, los sistemas de inspección por rayos X de la industria y los sistemas de inspección por rayos X para los requisitos exclusivos de las líneas de envasado en lata.
¿Qué es la inspección de alimentos por rayos X y cómo funciona?
Los sistemas de inspección de alimentos que utilizan rayos X se basan en la premisa de medir el grado de masa y la densidad del producto. El sistema consta de tres elementos principales: el generador de rayos X, un sensor lineal de diodos y un procesador informático industrial.
Un generador envía un haz de rayos X de baja energía a la cinta transportadora, y cada haz de rayos X se enfoca en productos envasados o materias primas individuales. A medida que los envases pasan por el haz de rayos X, los diferentes materiales de los envases absorben la energía de los rayos X, dependiendo de la composición de los materiales. Por ejemplo, las materias extrañas densas, como el acero, el vidrio y la piedra, absorben más energía que los materiales menos densos, como el agua, la grasa y el aire.
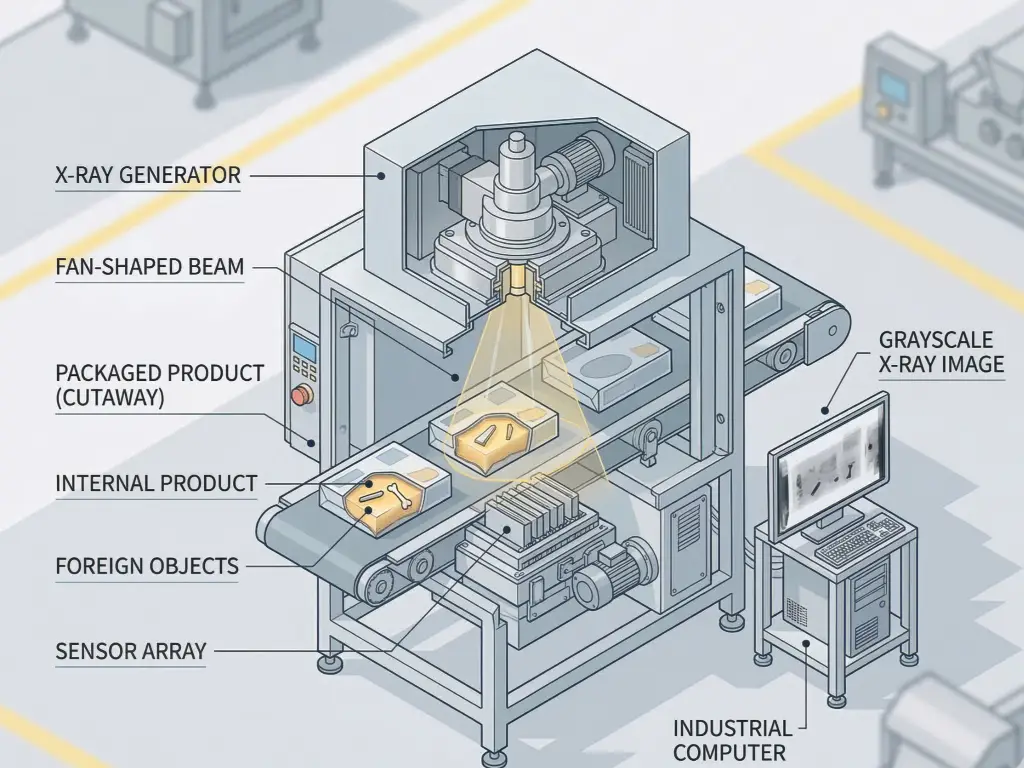
Hay un sensor que mide la energía del haz de rayos X que ha podido atravesar el envase para detectar posibles contaminantes. El ordenador procesa la medición de energía y crea una imagen en escala de grises. Para obtener más detalles, la imagen se construye con materiales densos que muestran una coloración oscura. El software implementa sofisticados algoritmos para evaluar la imagen en milisegundos a fin de mantener estrictas normas de calidad. Si el software detecta una región oscura que indica la presencia de material extraño fuera del rango de referencia aceptable, el software inicia el mecanismo de rechazo para descartar el producto del proceso de producción.
A diferencia del típico mecanismo de detección de metales, este tipo de detección de contaminantes es mucho más avanzado. Los detectores de metales leen su entorno utilizando campos electromagnéticos. Se basan en el cuerpo extraño para crear un cambio de comportamiento en el campo electromagnético mediante la creación de un campo conductor o magnético. Sin embargo, la tecnología de rayos X funciona independientemente de los campos electromagnéticos y utiliza la presencia o ausencia de cuerpos extraños para "ver a través" de los materiales que obstruyen, identificando una amplia gama de objetos extraños.
La tecnología de rayos X puede indicar una amplia gama de diseños de envases, ya que se basa en la densidad, a diferencia de otras tecnologías que se basan en medidas de conductividad para un producto específico.
| Tipo de envase | Rayos XCompatibilidad | Ejemplos comunes del sector |
| Latas de metal | Excelente | Latas de hojalata, latas de aluminio, envases de acero |
| Bolsas de aluminio | Excelente | Bolsas retortables, film metalizado, bolsas para café |
| Tarros de cristal | Muy buena | Frascos de condimentos, envases de alimentos para bebés, botellas de bebidas |
| Plásticos y papel | Bien | Bandejas termoformadas, cajas de cartón, tarrinas de plástico rígido |
Aplicaciones en distintos sectores alimentarios
Los segmentos de la industria alimentaria exigen distintos grados de garantía de calidad. Como resultado, los diseñadores de líneas tienen que ser precisos en el tipo de equipo de inspección necesario para abordar los peligros potenciales específicos de cada segmento. La versatilidad de los sistemas de inspección por rayos X significa que funcionan en la mayoría de los entornos de procesamiento.
Carne y aves de corral
Los peligros físicos son inherentes a la transformación de la carne y las aves de corral. Entre ellos se incluye la contaminación de la carne con fragmentos de hueso calcificado, cuchillas de picadora de acero inoxidable rotas y agujas hipodérmicas. Además, la carne cruda tiene un alto contenido de humedad y sal. Esto provoca un "efecto producto" muy fuerte que hace que la mayoría de los detectores de metales rechacen la carne. La tecnología de rayos X, sin embargo, ignora la humedad y la sal e identifica con precisión los fragmentos de hueso y metal.
Panadería y snacks
Para mantener los productos frescos y evitar la entrada de humedad, los sectores de la panadería y los aperitivos utilizan películas metalizadas y láminas de aluminio para sus envases. Una vez envasados los productos en estas láminas de aluminio, los detectores de metales convencionales no pueden evaluarlos. La energía de los sistemas de inspección de alimentos por rayos X atraviesa fácilmente el metal. Por ello, los detectores de rayos X pueden encontrar alambres metálicos y piedras (que pueden encontrarse en los frutos secos) incluso cuando el envase está cerrado, lo que evita la contaminación por materias extrañas.
Conservas y productos envasados: El desafío definitivo
La tecnología de rayos X es de gran importancia en la industria cárnica y la panadería, pero para la industria de alimentos enlatados es necesario mantener la calidad del producto. Las mercancías más difíciles de tratar para la ingeniería de control de calidad son los productos enlatados y envasados. Los ingenieros de control de calidad encuentran una barrera absoluta cuando se trata de latas metálicas. Con un cilindro metálico, los métodos tradicionales de detección son completamente ineficaces contra los contaminantes extraños. Por lo tanto, en una fábrica de conservas, la inspección de alimentos por rayos X no es un complemento opcional; es un imperativo de diseño fundamental para evitar costosas retiradas. El resto de esta guía destacará los problemas exclusivos que plantean las líneas de envasado de latas y demostrará que la tecnología de rayos X es la respuesta definitiva a estos problemas.
Rayos X frente a detección de metales: Tabla comparativa
Para examinar las diferentes formas en que el enfoque tradicional del sistema funciona mal en las líneas de enlatado, un ingeniero debe evaluar las diferentes formas en que ambos sistemas funcionan a nivel fundamental. La siguiente tabla resume las diferencias operativas y los límites de aplicación de detección de metales frente a la inspección por rayos X.
| Característica / Método | Detección de metales | Rayos X Inspección |
| Mejor embalaje | Plástico, Papel, Sin plastificar | Latas, papel de aluminio, vidrio, todos |
| Contaminantes | Hierro, no hierro, acero inoxidable | Metal, vidrio, hueso, piedra, plástico denso |
| Envases metálicos | Falla debido al ángulo muerto | Penetra fácilmente en el metal |
| Controles de calidad | No | Relleno, Abolladuras, Piezas faltantes |
| Coste inicial | Baja | Más alto |
Inmersión profunda: Por qué los alimentos enlatados requieren rayos X en lugar de detectores de metales
Las líneas de enlatado procesan y se mueven a grandes y altas velocidades, y están hechas de material rígido y no transparente. Estas condiciones hacen necesario un sistema de detección que pueda ignorar el contenedor y trabajar con el contenido.
Superar el punto ciego de los envases metálicos
Los detectores de metales funcionan estableciendo un campo electromagnético. Cuando un objeto metálico atraviesa ese campo, se produce una interrupción y el objeto se retira de la línea. Los envases metálicos utilizados, que suelen ser de hojalata y aluminio, son conductores. Cuando una lata metálica se transporta hasta el detector de metales, esa lata metálica creará una interrupción extremadamente grande (o muchas interrupciones) en el campo. Esto se conoce como efecto jaula de Faraday. El detector no tendrá visibilidad de nada que esté empaquetado dentro de la lata de metal.
Los arquitectos de línea no pueden utilizar detectores de metales como parte del proceso de inspección de latas selladas. Si una instalación utiliza detectores de metales, deben colocarse antes de los procesos de llenado y sellado. Esto crea un enorme punto ciego. Si una máquina funciona mal durante el llenado o el sellado, la lata en cuestión se envía a la cadena de suministro como una lata que contiene materiales peligrosos. Aquí es donde resulta útil la tecnología de rayos X. Los rayos X dependen de un principio totalmente distinto al de los detectores de metales, que utilizan campos magnéticos. El software de rayos X utiliza la densidad de la pared metálica de la lata como referencia y la resta para inspeccionar el contenido del envase sellado.
Detección de vidrio, huesos y plásticos de alta densidad
Las instalaciones conserveras suelen utilizar maquinaria disyuntiva susceptible de piezas de desgaste no metálicas. Además, algunos productos agrícolas pueden contener restos procedentes del campo. En consecuencia, se sabe que las latas metálicas ocultan cristales rotos, pequeñas piedras o huesos procedentes de las hortalizas recolectadas, así como guías rotas de plásticos de alta densidad (PTFE o Acetal) y plásticos del sistema transportador.
Los detectores de metales nunca podrán identificar vidrio, piedras o plásticos. Sin embargo, los sistemas de rayos X sí. El vidrio y las piedras aparecerán en la imagen de rayos X en escala de grises como manchas más oscuras debido a los valores de densidad más altos que poseen. Del mismo modo, los plásticos de alta densidad y las juntas de goma (a menudo de calidad industrial) podrán detectarse debido a su densidad. Gracias a los sistemas de rayos X, los ingenieros de producción pueden identificar y eliminar los contaminantes no peligrosos metálicos y no metálicos antes de sellar el producto.
Más allá de los contaminantes: Liberar valor en la producción de conservas
Las máquinas de producción modernas deben ser capaces de rentabilizar al máximo la inversión. Los sistemas de rayos X son capaces de proporcionar múltiples servicios de control de calidad y, por tanto, son más que simples herramientas de seguridad. Son sistemas completos para el control de la seguridad del producto, que incluso comprueban si faltan componentes del producto.
Inspección precisa del nivel de llenado
Las leyes de protección del consumidor imponen multas severas por latas con llenado insuficiente, así como el riesgo de enjuiciamiento de toda la empresa. Además, una lata demasiado llena supone un desperdicio de producto (giveaway) y puede afectar negativamente al cabezal de cierre de la doble costura al comprometer la integridad de la costura.
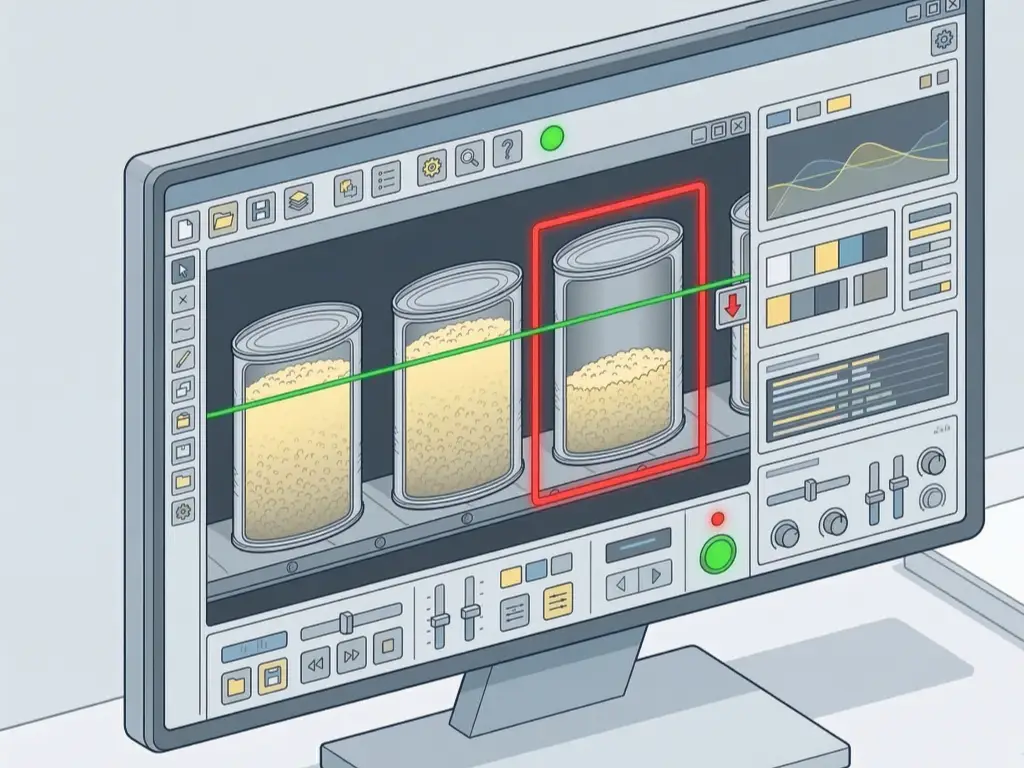
Los sistemas de rayos X realizan inspecciones muy detalladas y comprueban la presencia de contaminantes al mismo tiempo. Mientras los rayos X examinan la lata, el software analiza el contenido líquido o sólido y traza una línea horizontal. Los ingenieros establecen los parámetros de la zona en el software. Si la línea de contenido queda por debajo o por encima de los parámetros establecidos, el sistema indicará un rechazo. De este modo, los responsables de la planta pueden ajustar inmediatamente el equipo de dosificación y reducir el rechazo del producto, todo ello manteniendo la línea de producción en funcionamiento.
Identificación de latas abolladas y defectos de sellado
El cierre hermético y la geometría de la lata son vitales para la seguridad e integridad del producto. Las latas dañadas pueden ser más que estéticas: las abolladuras graves en la costura de la lata pueden romper el revestimiento interno o el cierre al vacío, con el consiguiente riesgo de botulismo y deterioro del producto.
El software viene equipado con algoritmos de detección de bordes. Cuando una lata pasa por delante de los sensores, el software analiza la geometría de la estructura. Examina el perfil del doble cierre y las paredes en busca de defectos. Si el sistema detecta una pared abollada, una tapa faltante o un flanco abollado, elimina la lata. Esto garantiza que no se pongan a la venta en las tiendas productos peligrosos o invendibles.
Garantizar el cumplimiento del APPCC y el registro de datos
La contratación B2B se centra en el cumplimiento. Las auditorías de seguridad alimentaria con certificaciones GFSI, BRC o IFS exigen una amplia documentación. Los auditores buscan algo más que el hardware. Quieren ver que las plantas son capaces de realizar una supervisión activa y asistida por el sistema y de registrar los eventos de calidad.
Las máquinas de rayos X industriales son dispositivos avanzados de registro de datos. El software del sistema registra la hora, la fecha y el código de producto de cada unidad que pasa por la máquina. Y lo que es más importante, la máquina captura y registra una imagen de cualquier unidad rechazada. Esta imagen constituye la prueba del defecto o la contaminación. Los equipos de control de calidad utilizan los datos registrados para rastrear el problema hasta un equipo específico, demostrando así el pleno cumplimiento del sistema APPCC en auditorías no anunciadas.
Integración de sistemas de rayos X en líneas de enlatado de alta velocidad
Elegir la tecnología de rayos X adecuada es el primero de muchos pasos. Integrar el sistema en la configuración de producción real es de gran importancia. Las líneas de enlatado pueden ser difíciles. Requieren soluciones mecánicas específicas para su combinación de alta velocidad y productos pesados en recipientes rígidos.
Colocación estratégica en la línea
Los arquitectos de línea tienen que averiguar cuál es el mejor lugar para colocar la máquina de rayos X en la línea. Los productos enlatados pueden desplegarse en dos ubicaciones principales: directamente después de la cerradora o al final de la línea, justo antes de la encajadora.
Si los rayos X se colocan después de la cerradora, podrán detectar antes los problemas. Esto significa que si la llenadora o la cerradora empiezan a desprender metal, los rayos X lo detectarán y la planta podrá detener la línea y controlar la cantidad de producto contaminado. Sin embargo, estas instalaciones suelen tener mucha humedad de lavado y su velocidad fluctúa.
Si los rayos X se colocan justo antes de la encajadora, podrán asegurarse de que el producto está en su estado final antes de la inspección. Esto permitirá que los rayos X inspeccionen el producto en busca de cualquier defecto que pueda haberse producido durante la cocción (esterilización) o la aplicación de etiquetas. Esta ubicación suele tener velocidades más constantes. Sin embargo, si esta ubicación es el caso de una caída recurrente de la contaminación del producto, significa que muchas latas ya tendrán que ser destruidas en este punto final. Esto significa que los arquitectos de la línea deben tomar una decisión basada en el análisis de los riesgos de fallo específicos de los equipos aguas arriba.
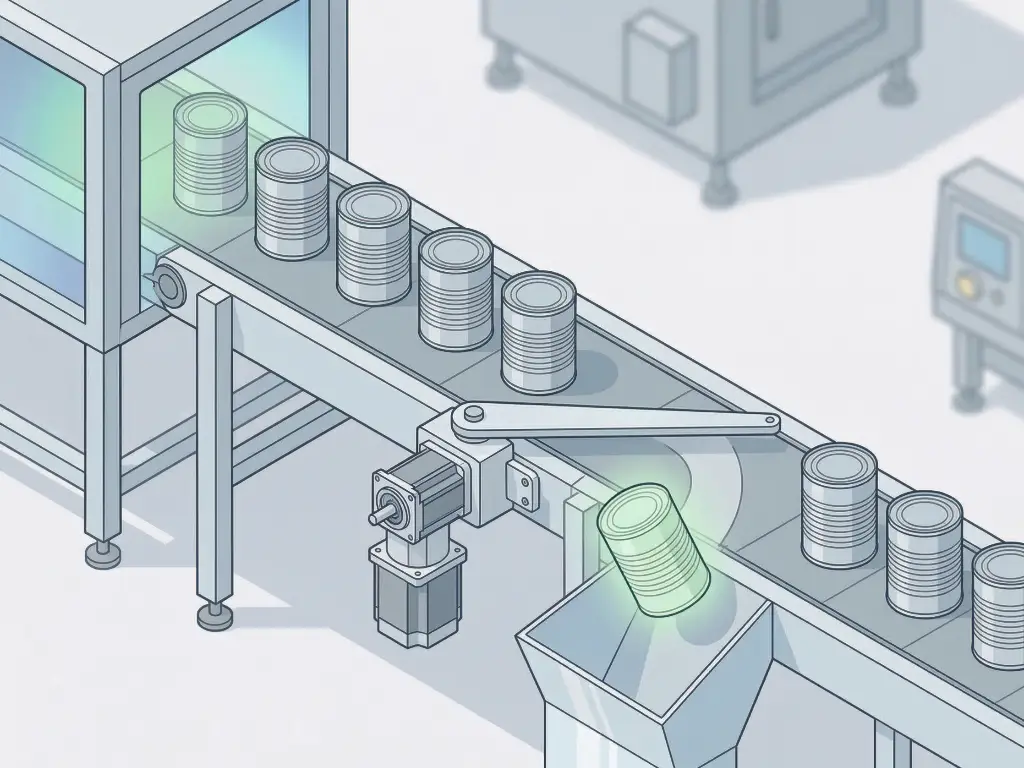
Gestión del alto rendimiento y mecanismos de rechazo
En lo que respecta a la tecnología moderna de enlatado, las velocidades de enlatado pueden llegar a 1000 latas por minuto, e incluso a 300 latas por minuto. A este ritmo, es imprescindible que el producto se presente al sensor de rayos X y que la sincronización mecánica precisa esté eliminando realmente los defectos.
Las latas deben entrar en el haz de rayos X en un paso específico y personalizable. De lo contrario, si se tocan, el software de procesamiento de imágenes determinará falsos rechazos. Para evitarlo, los ingenieros utilizan tornillos de sincronización y/o tornillos de transferencia, donde se requiere un espaciado personalizado antes de la zona de inspección.
A altas velocidades, especialmente con latas de metal pesado, el mecanismo de rechazo puede ser extremadamente crítico. Las latas de alta energía pueden causar lesiones graves. Por ejemplo, los empujadores mecánicos estándar pueden mellar, abollar, romper y/o derramar la lata rechazada y hacer que las latas aceptables cercanas sean empujadas. Por ello, los ingenieros especificarán rechazadores de chorro de aire de alta velocidad y desviadores servoaccionados. Además, las normas de conformidad exigen un sensor de confirmación de rechazo. Este sensor de rechazo bloqueable confirma que la lata rechazada no ha seguido bajando por la línea más allá del sistema de rechazo.
Preocupación por las radiaciones en la inspección alimentaria
Los directores de planta se encuentran a menudo con preguntas sobre la seguridad de los sistemas de rayos X industriales. Para garantizar la confianza del comprador y del operario, los sistemas deben permitir comprender la física de la inspección por rayos X.
- Alimentación Seguridad: Para la inspección industrial de alimentos se utiliza radiación ionizante de baja dosis. Los rayos X atraviesan el producto sin afectar a su valor nutritivo, textura o sabor. El alimento no es ni será nunca radiactivo ni tendrá contaminación radiactiva.
- Operador Seguridad: Los sistemas modernos tienen una cabina de acero inoxidable extremadamente gruesa, cortinas de radiación sin plomo y cortinas gruesas a la entrada y a la salida. La energía de rayos X queda contenida dentro de la estructura. Los niveles de radiación en el exterior están por debajo de los niveles de radiación debidos a la exposición humana al fondo natural. El sistema de enclavamiento apaga el generador de rayos X cuando se abren las puertas de la cabina.
- Conformidad: Los sistemas de inspección por rayos X cumplen plenamente las normas de la FDA, la OMS y las autoridades locales de energía atómica.
Una vez resueltas todas las cuestiones técnicas y de seguridad, el éxito final de su control de calidad depende de la perfecta integración de la línea. ¿Está listo para crear un proceso de enlatado "listo para rayos X"? Contacte con nuestros expertos en ingeniería hoy para diseñar un línea de envasado de alta velocidad que se sincroniza perfectamente con los sistemas de inspección de primer nivel.



