¿De qué están hechas las latas? Guía del ingeniero para la selección de materiales y el rendimiento de la línea
La idea errónea que prevalece en la industria del envasado es que la lata es un producto estandarizado. Para el consumidor, una lata no es más que un recipiente, que a menudo compite con las botellas de plástico o las cajas de cartón. Para el departamento de compras, es una partida que se especifica en términos de coste por mil unidades. Pero para el ingeniero de producción y el director de planta, la composición material de una lata es la variable subyacente que determina todo el comportamiento de la línea de llenado y cierre.
De qué están hechas las latas no es una cuestión química, sino mecánica. La decisión de utilizar latas de aluminio o de acero cambia fundamentalmente la física del proceso de envasado. Altera el comportamiento del envase ante las cargas axiales durante el llenado, el flujo del metal durante el proceso de doble cierre y la calibración de la maquinaria para evitar tiempos de inactividad desastrosos o montones de chatarra.
Esta guía va más allá de la tabla periódica para analizar las consecuencias técnicas de la elección de materiales. Examinaremos el modo en que las características mecánicas únicas del aluminio y el acero estañado funcionan con equipos automatizados y lo que ello implica para la eficiencia de su producción.
Aspectos básicos: Aleaciones de aluminio frente al acero estañado
Tenemos que determinar las diferencias metalúrgicas y su uso habitual en el mercado antes de analizar el rendimiento de la línea. Cuando los ingenieros preguntan de qué están hechas las latas, buscan las propiedades específicas de la aleación y el temple.
Latas de aluminio
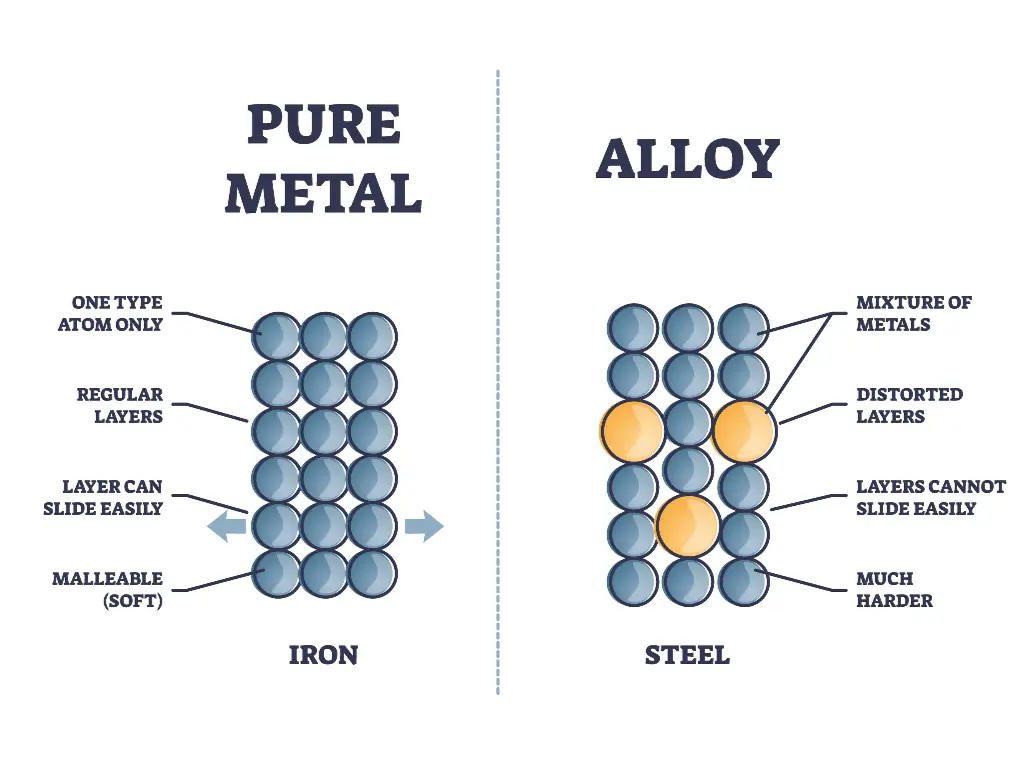
Las latas de aluminio no son de aluminio puro. Son aleaciones complejas de aluminio que deben ser muy moldeables. Las latas de aluminio para bebidas son las más dominantes en la industria de las bebidas (refrescos carbonatados, cerveza, bebidas energéticas) por su falta de rigidez pero su gran ductilidad. También se están aplicando en aperitivos de alta gama envasados con nitrógeno y cafés listos para beber (RTD), donde la presión interna ayuda a mantener la estructura. Curiosamente, el aluminio reciclado desempeña aquí un papel clave, ya que puede volver a fundirse y reformarse repetidamente con una pérdida mínima de propiedades.
- El cuerpo: Suele estar compuesto de la aleación 3004, que contiene manganeso (alrededor de 1%), y magnesio (alrededor de 1%). Esta composición ofrece la relación resistencia-peso necesaria y permite estirar y planchar la chapa para formar un cilindro de dos piezas y paredes finas.
- La Tapa (Fin): Suele estar fabricada con una aleación 5182 que contiene más magnesio. Esto hace que la tapa sea más rígida y resistente que el cuerpo para dar la rigidez necesaria para sujetar los remaches y la línea de puntuación a la lengüeta de apertura, a menudo eliminando la necesidad de un abrelatas tradicional en los diseños modernos de conveniencia.


Latas de acero, antes llamadas latas de conserva
Las latas de acero, antes conocidas como latas de hojalata, son en su mayoría de acero con bajo contenido en carbono. Es necesario cuando los productos alimentarios necesitan un proceso de retorta a alta temperatura (sopas, atún, verduras, carne) o sellado al vacío (leche en polvo, preparados para lactantes, nutracéuticos secos), y el envase debe ser capaz de conservar su forma al vacío o bajo presión térmica.
- Hojalata (ETP): Es una lámina de acero que se recubre con una fina capa de estaño (normalmente se consigue el grosor deseado del estañado mediante electrólisis) para evitar la corrosión del metal. Sigue siendo la referencia de las latas metálicas para alimentos por su resistencia estructural.
- Acero sin estaño (ECCS): Es una variante recubierta de cromo electrolítico. Es un gran adhesivo de lacas y polímeros, pero no tiene el brillo estético del estaño.

Para visualizar las diferencias de ingeniería, consulte la siguiente comparación:
| Característica | Aleación de aluminio (normalmente 2 piezas) | Acero estañado (normalmente 3 piezas) |
|---|---|---|
| Composición del material | Aluminio-Manganeso (3004/5182) | Acero bajo en carbono con revestimiento de estaño (ETP) |
| Propiedad mecánica | Alta ductilidad (blando y maleable) | Gran rigidez y dureza (rígido) |
| Entorno interno | Requiere presión positiva (carbonatación/N2) | Manipula vacío y altas temperaturas (retorta) |
| Característica de costura | Fácil de plegar, riesgo de "costuras afiladas" | Elevado "Springback", riesgo de "Falsas costuras". |
| Desafío clave de la maquinaria | Pandeo por carga axial (Necesita precisión) | Desgaste de herramientas (necesita piezas templadas) |
Al hablar de de qué están hechas las latas, también debemos considerar el interior de las latas metálicas para alimentos. Para evitar la corrosión de la lata o la interacción con los alimentos, se suele aplicar una película dura de resina o un revestimiento de polímero. Esto actúa como una barrera eficaz, asegurando que las superficies exteriores de la lata metálica para alimentos permanezcan inmaculadas mientras que el interior resiste el ácido y la sal seca.
La composición química es interesante, pero está subordinada a la realidad operativa. El proceso de fabricación depende de estas propiedades mecánicas. Los factores que marcan la diferencia entre una línea de producción que funciona con un rendimiento de 99% y otra que tiene un índice de desechos de 5% son el límite elástico, la ductilidad y el coeficiente de endurecimiento por deformación del metal. La dinámica de la máquina viene determinada por las materias primas.
Rigidez del material: Impacto en la dinámica de llenado y sellado
La rigidez es la diferencia operativa más importante entre las latas metálicas de aluminio y las de acero. Esta diferencia exige métodos radicalmente distintos de manipulación, llenado y sellado. Una máquina ajustada a la rigidez del acero aplastará el aluminio; una máquina ajustada a la conformidad del aluminio no sellará el acero.
Retos del aluminio: Baja rigidez y pandeo por carga axial
La lata de bebida de aluminio del mundo moderno es una maravilla de la ingeniería del aligeramiento. Los fabricantes han ido haciendo cada vez más delgadas las paredes del cuerpo de la lata, normalmente hasta unas 90 micras (aproximadamente el grosor de un cabello humano) para minimizar el coste de los materiales y el peso del envío. Aunque esto es rentable, plantea una importante debilidad estructural.
Antes de ser presurizadas, las latas de aluminio, especialmente las latas de bebidas de 2 piezas, tienen una resistencia de columna baja. La lata debe ser capaz de soportar la presión vertical durante el proceso de llenado y cierre, especialmente en el extremo inferior. Esto se denomina carga axial o carga superior.
- Relleno: La válvula de llenado desciende y sella contra el borde de la lata para crear un vacío o gestionar la contrapresión.
- Costura: El plato elevador de la cerradora empuja el cuerpo de la lata contra el mandril para enganchar la tapa.
Cuando la fuerza de la válvula de llenado hacia abajo o la fuerza de la placa de elevación hacia arriba es mayor que el límite elástico del aluminio, las paredes laterales se colapsan. Esto se conoce como pandeo. Un pandeo no sólo provoca la pérdida de productos, sino que también tiende a atascar la torreta, lo que significa que la máquina tendrá que ser reajustada manualmente.
Para paliarlo, es necesario controlar la precisión. Los elevadores convencionales accionados por leva tienden a utilizar una fuerza lineal e inflexible. Cuando se produce un ligero cambio en la altura de la lata, la fuerza mecánica se dispara y aplasta el envase.
Retos del acero: Elevada dureza y efecto springback
El problema de la ingeniería inversa es el acero. Es inflexible, duro e inflexible. Aunque difícilmente aplastará latas metálicas de comida al llenarlas, el material resiste al moldearse.
El módulo de elasticidad del acero es alto. Cuando los rodillos de cierre doblan la brida de acero para formar una junta, el metal tiende a recuperar su forma original. Este efecto se conoce como "springback".
- Integridad del sellado: Para vencer el springback y proporcionar un cierre hermético, la máquina cerradora necesita ejercer una fuerza mucho mayor que la necesaria con el aluminio. Sin rigidez en la máquina, la fuerza que se supone debe doblar el metal doblará los brazos o ejes de la máquina. Esta desviación provoca un Falso Cierre, un cierre que parece correcto a simple vista pero que no tiene la compresión necesaria para mantener alejadas las bacterias. Esto es crítico para las latas que contienen alimentos ácidos, donde las fugas podrían estropear la frescura del producto alimenticio.
- Vida útil de las herramientas: La dureza del acero es un componente abrasivo de la máquina. Los rodillos de cierre y los mandriles se desgastan mucho más rápidamente cuando se manipula acero que cuando se manipula aluminio. El perfil de cierre se ve alterado por el desgaste de las herramientas, lo que provoca costuras sueltas y posibles fugas.
El trabajo con acero requiere fuerza bruta y precisión. El equipo debe estar diseñado para resistir la fatiga de los ciclos y los procesos de alta carga. Los equipos de alto rendimiento se ocupan de ello principalmente de dos maneras:
- Rigidez estructural: El bastidor y el cabezal de la máquina deben estar hechos de materiales de calibre grueso. A modo de ejemplo, el bastidor puede ser de acero inoxidable 304 o 316 de 1,5 mm a 2 mm de espesor para asegurarse de que la máquina no se doble bajo la pesada carga del acero de costura.
- Herramientas endurecidas: Para combatir el desgaste, los rodillos de cierre deben ser de acero para herramientas de alta calidad con tratamientos térmicos especiales o acabados cerámicos. Estos componentes deben mecanizarse con precisión, normalmente a 2um (micrómetros) para proporcionar al perfil del rodillo la presión en el lugar correcto para proporcionar la fuerza necesaria para empujar el acero hasta su punto de fluencia sin dañar el revestimiento. Este es el único medio de superar el springback de forma consistente, mediante esta combinación de estructura rígida y utillaje de precisión endurecido.
Formación de costuras dobles: Costuras nítidas frente a costuras sueltas
El cierre hermético es la doble costura que se crea al entrelazar el cuerpo de la lata (gancho del cuerpo) y la tapa (gancho de la tapa) en el extremo del tubo. Aquí es donde se unen los extremos. Aunque la geometría de una doble costura está estandarizada, el recorrido hasta la misma varía radicalmente en función de la ductilidad del material.
El riesgo de las costuras afiladas
El aluminio es muy dúctil; fluye fácilmente bajo presión.
- El fenómeno: El aluminio es blando y, por lo tanto, es fácil apretar demasiado la costura. Cuando el rodillo de segunda operación ejerce una presión excesiva, puede aplanar el metal y formar un borde afilado en la parte superior de la costura.
- El defecto: Esto se conoce como costura afilada o incluso corte. El borde afilado puede agrietar el metal o despegar la laca protectora exponiendo el metal a la oxidación. La curva de unión del aluminio debe ser precisa pero suave.
El riesgo de las costuras sueltas
El acero se resiste a fluir. Requiere persuasión.
- El fenómeno: En caso de que el primer rodillo de operación no ejerza suficiente fuerza, el gancho del cuerpo no se meterá debajo del gancho de la cubierta lo suficiente.
- El defecto: Esto provoca una costura floja o poco solapada. En el examen visual, la costura puede parecer gruesa y redondeada, pero en el interior, los ganchos no están enganchados. La curva de costura del acero necesita una primera pasada de alta presión para presionar el metal rígido en la geometría adecuada.
Esta diferencia es la razón por la que una disposición de cierre universal difícilmente puede ser eficaz. Los perfiles de los rodillos y los ángulos de ataque de las levas tienen que estar en consonancia con la disposición del material a deformarse.
La realidad de la producción: Pasar del acero al aluminio
La ventaja competitiva en el mercado actual es la versatilidad. Las pymes y los coenvasadores tienen que alternar con frecuencia entre latas de acero (por ejemplo, alimentos para mascotas o polvos) y latas de aluminio (por ejemplo, bebidas o aperitivos con nitrógeno). Algunos incluso están explorando envases híbridos o envases híbridos de compuestos de aluminio. Sin embargo, este cambio no debe tratarse como un mero cambio de molde, que es una fórmula de fracaso en funcionamiento.
Ajustes críticos: Distancia de cierre y velocidad de la torreta
Cambiar entre acero y aluminio significa que habrá que recalibrar la máquina en términos de ajustes físicos.
El factor autorización
La altura del pasador (la distancia entre la placa base y el mandril) y la holgura de cierre (la distancia entre el rodillo y el mandril) son importantes. El aluminio es más fino. Si utiliza latas de aluminio con ajustes ajustados para comprimir hojalata más gruesa, los rodillos no comprimirán el metal lo suficiente como para que se produzcan fugas. Por otro lado, si se utiliza acero en entornos de aluminio, la máquina se atascará y se romperán los rodamientos.
La física de la masa
Otra importante variable de producción es la diferencia de peso. Una lata de acero es pesada; se coloca firmemente sobre el transportador y la placa elevadora. Una lata de aluminio es un peso pluma cuando está vacía.
- Derribo: Cuando la máquina gira a gran velocidad, la fuerza centrífuga y la resistencia del aire de la máquina de hilar pueden provocar fácilmente que una lata de aluminio vacía se vuelva inestable.
- Estabilidad de la transferencia: Las estrellas de transferencia deben estar perfectamente sincronizadas. Cualquier golpe del raíl guía que absorbería una lata de acero haría volar una lata de aluminio. La velocidad de la torreta suele requerir modulación al cambiar a aluminio, y la rampa de aceleración debe ser menos irregular para ser más estable.
La solución: Recetas automatizadas para un cambio rápido
El método de ajuste manual, que implica el uso de galgas de espesores y llaves para ajustar las holguras, es lento y está sujeto a errores humanos. Provoca tiempos de inactividad prolongados que acaban con la rentabilidad.
La producción actual requiere una servointegración inteligente. En lugar de ajustes mecánicos, las sofisticadas líneas de envasado de metal se controlan mediante sistemas basados en PLC para controlar estas variables.
- Gestión digital de recetas: Los operarios pueden almacenar ajustes de par, perfiles de velocidad y alturas de servoelevación concretos en la HMI (interfaz hombre-máquina). Al cambiar la receta de "Aluminio 3004" a Acero Hojalata, el operario elige la receta.
- Servo Precisión: Los servomotores regularán automáticamente la velocidad de elevación y la presión al perfil almacenado. Aunque el utillaje físico (mandriles y rodillos) aún puede requerir sustitución, el proceso manual de calibración de fuerzas y velocidades está informatizado. Esto garantiza que la primera salida de la línea tras un cambio sea tan buena como la última y se minimizan en gran medida los desechos de arranque y el tiempo de cambio.
Conclusiones: Adaptar la maquinaria a la ciencia de los materiales
Un complejo árbol de decisiones de ingeniería comienza con la pregunta de qué están hechas las latas. El aluminio es ligero y eficiente y requiere una manipulación delicada y un control preciso de la carga axial. El acero es estructuralmente rígido y requiere una maquinaria fuerte que pueda soportar un gran desgaste y resistir fuertes fuerzas de springback. Independientemente de que se trate de un material distinto o de una variedad de formas, la mejor manera de entender el principio sigue siendo la misma.
La producción eficaz no se consigue haciendo que una máquina trabaje con un material, sino eligiendo equipos sensibles a las características mecánicas especiales del material.
En Levapack, creemos que una maquinaria de envasado excepcional empieza por un profundo conocimiento del propio envase. No nos limitamos a ensamblar componentes; diseñamos soluciones que respetan los distintos comportamientos físicos del aluminio y el acero. Esta filosofía de dar prioridad a los materiales es la razón por la que insistimos en utilizar acero inoxidable 304/316 de gran espesor para nuestros bastidores, no sólo por su durabilidad, sino también para proporcionar la rigidez absoluta necesaria para unir el acero sin que se deforme. Por eso mecanizamos nuestros componentes con una precisión de 2μm e integramos sistemas HMI y servo inteligentes, porque la manipulación de aluminio ligero exige un tacto delicado y programable. Con más de 18 años de experiencia, traducimos la ciencia de los materiales en fiabilidad mecánica, garantizando que su equipo no sea solo una herramienta, sino un socio perfectamente adaptado a sus necesidades de envasado.
¿Tiene problemas con las altas tasas de desechos o los cambios complejos? No deje que las propiedades de los materiales dicten su eficiencia. Podemos ayudarle a analizar mejor los procesos de los alimentos enlatados.
Póngase en contacto con nuestro equipo de ingeniería para evaluar qué configuración de máquina maximizará el rendimiento de su línea.


