Bij het kiezen van een industriële verpakkingsmachine gaat het erom de specificaties van de machine af te stemmen op het type product en de fysieke kenmerken ervan, zodat uw keuze van apparatuur voldoet aan uw specifieke behoeften. Voor zeer viskeuze producten, dikke pasta's en producten met vaste deeltjes werken standaard zwaartekracht- of overloopsystemen niet. Deze leiden tot inconsistente vulvolumes, mechanische vastlopen en aanzienlijk productverlies. Dit is waar vulzuigtechnologie wordt de vastgestelde technische norm.
Deze gids is bedoeld voor degenen in uw fabriek die apparatuur evalueren om problemen met zeer viskeuze materialen op te lossen, maar ook voor degenen in uw engineeringbureau die te maken hebben met materiaalverlies en problemen met variabele vulling. Het is een overzicht van de ontwerpprincipes, de compatibiliteit van producten en onderdelen, het aandrijfsysteem en de hygiënevereisten voor hedendaagse productielijnen. Als u deze basisprincipes begrijpt, kunnen uw inkoop- en engineeringmedewerkers verpakkingssystemen ontwerpen met minimale stilstandtijd en productverlies, terwijl ze ook een nauwkeurige volumetrische controle behouden om de tand des tijds te doorstaan.
Wat is zuigervulling en de industriële toepassingen ervan?
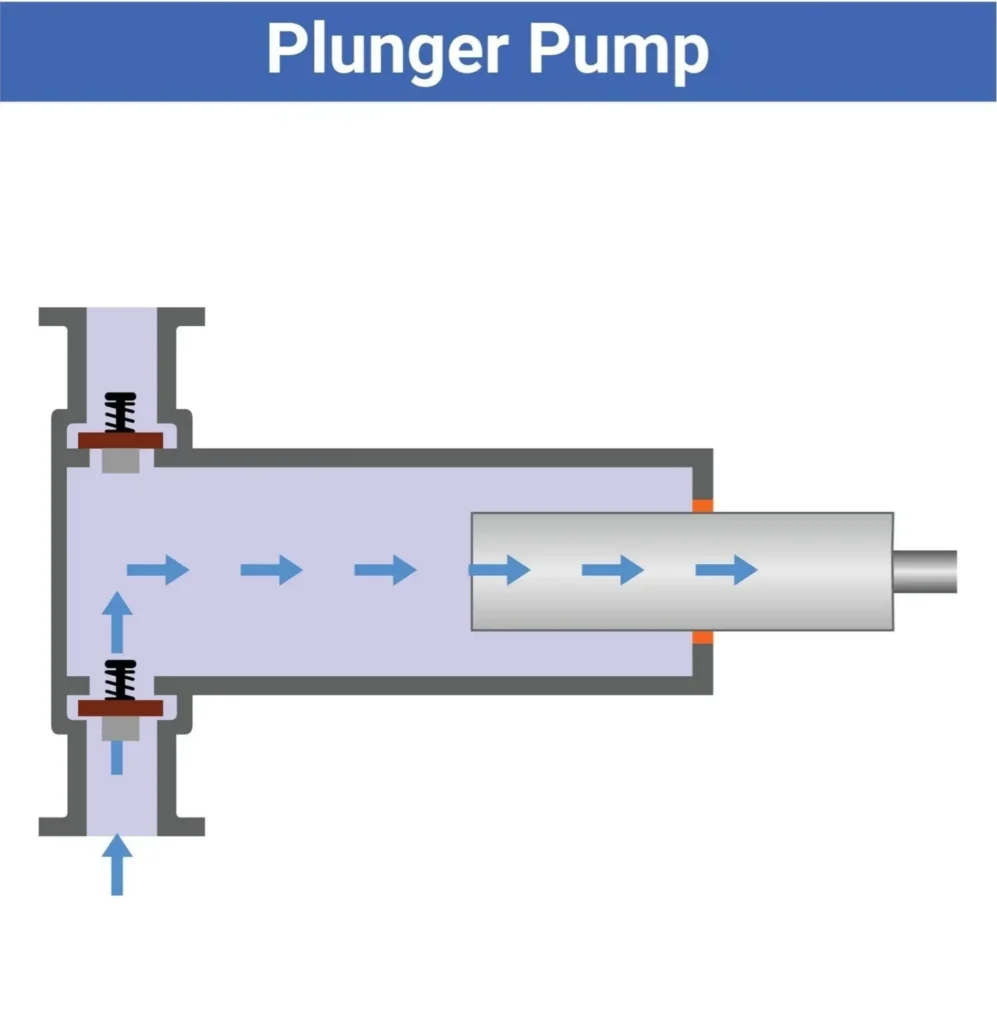
Zuigervulling is een voorbeeld van Positive Displacement Volume Measurement Technology (VMT). Vultechnologieën zijn gebaseerd op de mechanica van een zuigercilinder en een zuiger. Wanneer een zuiger naar achteren beweegt, wordt er een vacuüm gecreëerd en wordt er een bepaalde hoeveelheid product, met name een vloeibaar product, uit de grote voorraadtrechter in de cilinder gezogen. Wanneer de zuiger naar de achterste positie beweegt, wordt een klep geschakeld. De zuiger beweegt dan terug. Wanneer het ijs vol is, beweegt de zuiger terug naar voren en wordt de vloeistof via een vulmond afgegeven aan de wachtende vaten op de transportbanden eronder.
Omdat het volume van het product in een cilinder zit, is het volume van de cilinder bekend. Aan de andere kant is de lengte van de zuiger die wordt bewogen de lengte waarmee de zuiger stopt. Daarom zal er, ongeacht de vloeistof in de cilinder, altijd een consistente, exacte hoeveelheid product worden afgegeven, wat een nauwkeurige volumetrische vulling garandeert.
Deze technologie is ontworpen voor industrieën waar de materialen dik, dicht of klonterig zijn. Standaard zwaartekracht- of overloopvullers zijn in deze situaties niet effectief, zodat zuigerverplaatsing de enige betrouwbare methode is voor het verwerken van moeilijke rheologieën. Om het beste gebruik voor deze technologie te beschrijven, worden in de tabel hieronder de belangrijkste industriële toepassingen en de productcategorieën die ze beheren, toegelicht, waarbij rekening wordt gehouden met verschillende containertypes en elke containervorm:
| Industriële sector | Materiaalkenmerken | Typische productvoorbeelden | Gangbare verpakkingsformaten |
| Voeding & specerijen | Hoge viscositeit, zware pasta's, zwevende vaste deeltjes | Tomatenpasta, chilisaus, pindakaas, vruchtenjam, honing, mayonaise | Blikjes, glazen potten, plastic flessen, kant-en-klare zakjes |
| Dierenvoeding | Tomatenpasta, chilisaus, pindakaas, vruchtenjam, honing en mayonaise | Nat kattenvoer (mousse of brokken), hondenvoer in blik, vleespurees | Aluminium blikjes, blikjes, foliezakjes |
| Voeding & verzorging | Hoogwaardige gels, dikke medicinale siropen, zware crèmes | Vitamine gels, zware lotions, cosmetische crèmes, dikke eiwitpasta's | Plastic potten, glazen flessen, aluminium buizen |
Ingenieurs en facilitair managers die inzicht willen krijgen in de specifieke mechanische elementen, zoals trechterontwerpen, cilindermaterialen en framematerialen, wordt geadviseerd om de fundamentele technische documenten van zuigervullers te raadplegen voordat ze de specificaties van de apparatuur bepalen. De beste Overall Equipment Effectiveness (OEE) voor een verpakkingslijn wordt bereikt door een juiste constructie van de componenten van de lijn.
Materiaalcompatibiliteit: Viscositeit, deeltjes en kleppen
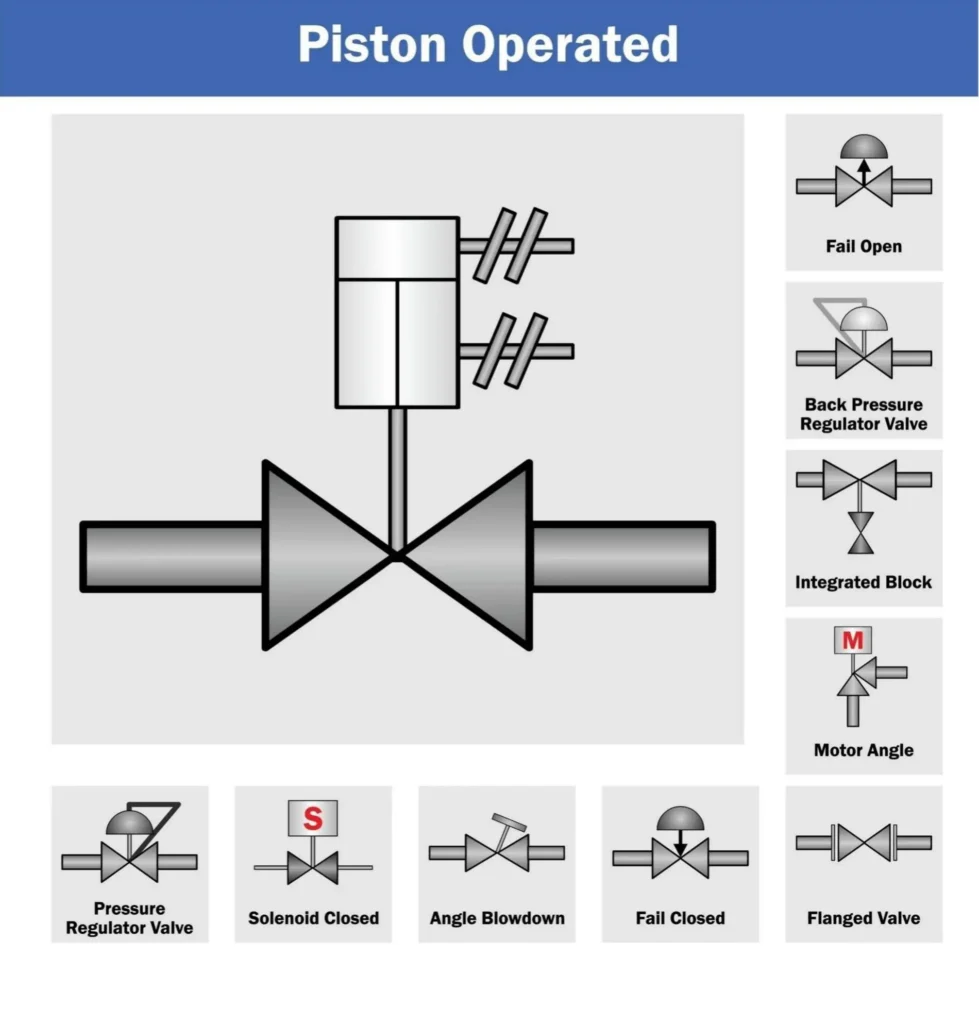
Bij het configureren van een zuigervulmachine spelen het interne kleppensysteem, het aangepaste kleppentraject en de reologische eigenschappen van het product een rol. De viscositeit van de vloeistof en eventueel aanwezige vaste deeltjes bepalen het stromingstraject van de vulmachine, of u nu te maken hebt met viskeuze vloeistoffen of dunne vloeistoffen. Als de klep verkeerd is ontworpen, kan het product worden geplet, kunnen de stromingstrajecten verstopt raken of kan de vulmachine catastrofaal beschadigd raken.
Roterende klep vs. terugslagklepverwerking
De klep verbindt de trechter, de cilinder en de spuitmond. Er zijn twee hoofdtypen kleppen: de terugslagklep en de roterende klep.
Een terugslagklep maakt gebruik van eenvoudige drukverschillen om te werken. Het heeft meestal een kogel- of veermechanisme dat in een nauwkeurig bewerkte zitting beweegt. Tijdens een zuigslag van een zuiger opent een negatieve druk de kogel, wat betekent dat er een pad is van de trechter naar de cilinder en dat het pad naar de spuitmond gesloten is. Tijdens een persslag beweegt de positieve druk de kogel naar beneden, waardoor de trechter wordt gesloten en de weg naar de sproeier wordt geopend. Hoewel de terugslagkleppen zuinig en efficiënt zijn, zijn ze beperkt tot dunne producten en vloeistoffen met een lage of gemiddelde viscositeit die geen vaste deeltjes bevatten. Vaste deeltjes zorgen ervoor dat een klep volumetrisch verkeerd werkt en de vaste deeltjes verbrijzelt. Als er fruitpulp of stukjes vlees in zitten, is de klep nog steeds open en worden de vaste deeltjes geplet.
Roterende kleppen, of plugkleppen, zijn ontworpen voor pasta's met een hoge viscositeit en viskeuze producten met veel deeltjes. In plaats van vloeistofdruk te gebruiken om een kogel te bewegen, worden deze kleppen bediend met een externe pneumatische of elektrische actuator om een van de bewerkte kernen te draaien. Door elke kern loopt een onbelemmerde buis (of kanaal). Als de kern in de inlaatpositie wordt gedraaid, is deze zo uitgelijnd dat er een onbelemmerde rechte lijn van de trechter naar de cilinder loopt. Als hij in de uitblaasstand staat, biedt hij ook een onbelemmerd breed pad naar de spuitmond. Omdat het kanaal groot is en een bediend (actief) kanaal is, kan het zware gels en pasta's en grote vaste stoffen (hele aardbeien of grote stukken rundvlees in hondenvoer) verwerken zonder te knippen. De roterende klep houdt het product in goede conditie en zorgt voor een continue productiecyclus zonder verstoppingen.
De ultieme viscositeit selectietabel
Om te helpen bij de nauwkeurige specificatie van apparatuur, koppelt de volgende matrix vloeistofkarakteristieken aan het vereiste type klep.
| Productcategorie | Ongeveer Viscositeit Bereik (Centipoise - cps) | Voorbeeld Producten | Vereiste ventieltechnologie | Technische reden |
| Waterachtige vloeistoffen | 1 - 500 cps | Water, bouillon, lichte siropen, azijn | Terugslagklep | De zwaartekracht en een kleine zuigkracht zijn voldoende om de kogelkraan te bedienen. Hoge snelheid, lage kosten. |
| Semi-viskeuze vloeistoffen | 500 - 5.000 cps | Ketchup, lichte oliën, shampoos | Terugslagklep of roterende klep | Beide kleppen werken. De roterende klep heeft de voorkeur als de vloeistof gevoelig is voor afschuiving of beluchting. |
| Zeer viskeuze pasta's | 5.000 - 50.000+ cps | Pindakaas, zware room, aardappelpuree | Roterende klep | Het product stroomt niet snel genoeg om een terugslagklep te activeren. Vereist de brede, geforceerde weg van een roterende kern. |
| Fijnstofrijk / Grof | Variabel (vaak in dikke suspensie) | Vruchtenjam, natvoer voor gezelschapsdieren (vleesbrokjes), relish | Roterende klep (Verplicht) | Terugslagkleppen pletten deeltjes en dichten niet af. Roterende kleppen bieden een onbelemmerd stromingstraject met een grote diameter. |
Het kiezen van de juiste configuratie op basis van deze tabel voorkomt de meest voorkomende oorzaken van storingen in de productielijn. Het verwerken van diervoeding met veel deeltjes door een terugslagklep zal de productie onmiddellijk stilleggen, terwijl het verwerken van water door een zware roterende klep een onnodige investering is.
De afvulfase optimaliseren: Veelvoorkomende knelpunten oplossen
Nadat is vastgesteld of het materiaal compatibel is, is de volgende stap het beheren van de feitelijke dosering van het materiaal in de container. Een van de meest voor de hand liggende uitdagingen van het engineering transferproces voor dikke vloeistoffen is de impact van de transfer van de spuitmond van het systeem onder druk in de lege container, wat resulteert in overmatig schuimen van het product en het fenomeen dat 'liquid tailing' wordt genoemd.
Hoe de zuigercilinder werkt
Om de vulproblemen goed te kunnen beoordelen, kijken we naar de specifieke mechanische stroom van de vloeistof van de toevoertrechter naar de container. Dit proces begint bij de centrale toevoertrechter, die grote hoeveelheden product bevat boven de vulzone en vertrouwt op de zwaartekracht om de dikke productstroom naar de klep te leiden.
Om de volumetrische verplaatsing van de machine te bepalen, worden de interne dwarsdoorsnede van de zuiger en de slaglengte van de zuiger en de slag van de zuiger vermenigvuldigd.
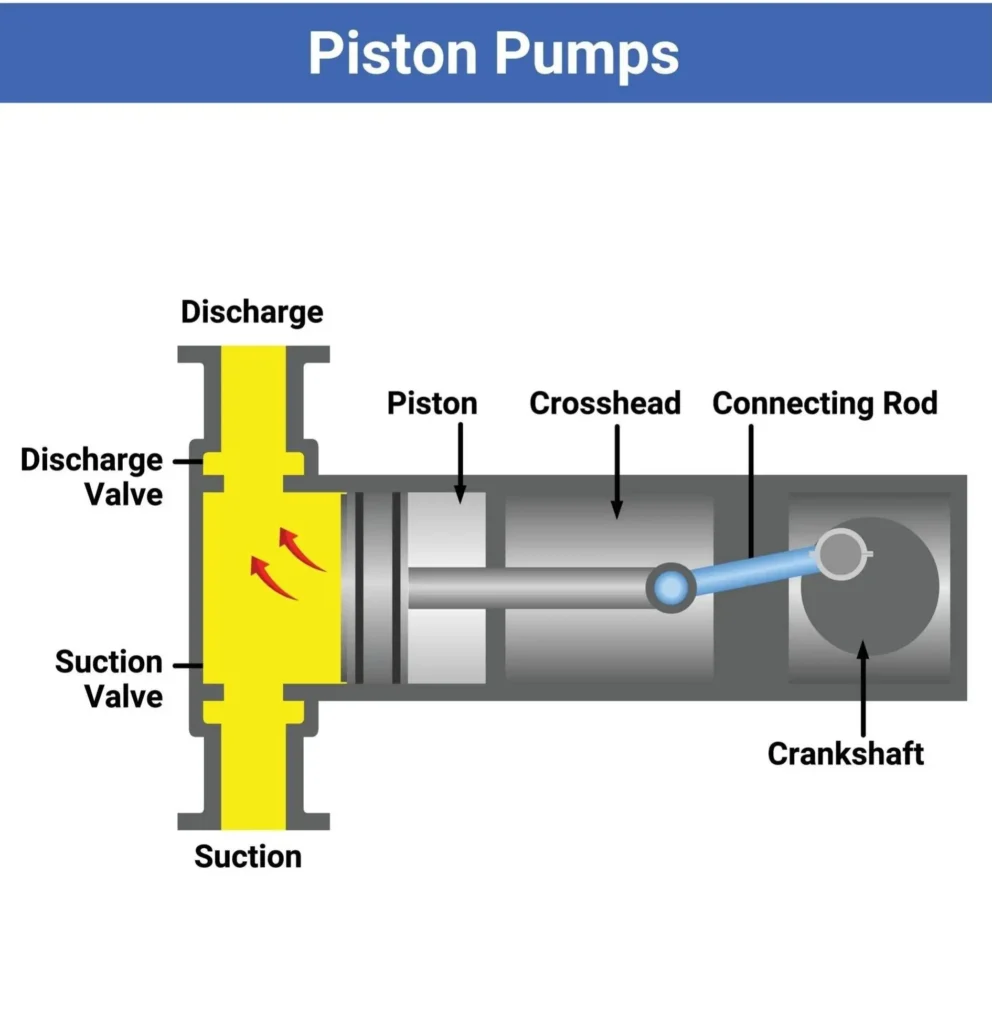
In het eerste deel van het proces creëert de klep (die een terugslagklep of een roterende klep kan zijn) een open kanaal tussen de bovenliggende trechter en de lege cilinder. De zuiger beweegt dan horizontaal, waardoor een sterke onderdruk (vacuüm) in de cilinder ontstaat. Dit vacuüm trekt vervolgens de dikke vloeistof, pasta of het mengsel met vaste deeltjes aan, waardoor de kamer van de cilinder volledig gevuld achterblijft en zijn maximale capaciteit bereikt. Als de zuiger tijdens de vulcyclus te langzaam beweegt (vooral bij een hoge viscositeit), kan cavitatie (de vorming van een luchtbel) optreden, waarbij het instorten van de luchtbel kan leiden tot een verminderde kwaliteit van het mengsel en inconsistente vulvolumes, wat schadelijk is voor uw algemene kwaliteitscontrole.
Zodra de zuiger volledig is ingetrokken en de cilinder volledig is geladen, beweegt de klep en wordt de weg terug naar de trechter afgesloten. Daarna opent hij een nieuwe weg die naar de doseeropening leidt.
Tijdens het lossen gaat de zuiger vooruit en bouwt een extreme overdruk op in de vloeistof die opgesloten zit. De vloeistof kan niet omkeren en terugkeren naar de trechter. In plaats daarvan wordt de vloeistof uit de cilinder geduwd, met nauwkeurige hoeveelheden door het klephuis, naar de spuitmond en nauwkeurig afgegeven in de container die op de transportband eronder staat te wachten. Voor zeer viskeuze producten wordt een extreme interne druk gecreëerd en wordt de vloeistof met zeer hoge snelheden uit de spuitmond geleid. De overgang van de cilinder onder druk naar de open container zonder druk is het punt waarop de vloeistofdynamica onvoorspelbaar wordt en waar vaak de controle over het product verloren gaat.
Schuimen en residuen elimineren
Tailing (of slierten) en schuimvorming zijn de twee verschijnselen die optreden tijdens het met hoge snelheid vullen van industriële zuigers.
Staartvorming treedt op bij vloeistoffen die erg dik zijn en niet netjes van het mondstuk afbreken wanneer de zuiger stopt. Voorbeelden hiervan zijn dikke sauzen, gel of honing. Een dunne sliert van het product blijft aan de spuitmond hangen en sleept aan de rand van de container of valt op de transportband. Dit sleept aan het sealoppervlak van de container en beïnvloedt het volgende afdek- of naaiproces. Dit brengt ook veel hygiëneproblemen met zich mee voor de productielijn.
Ingenieurs moeten sproeiers specificeren die positief afsluiten, samen met een antidruppelmechanisme om residuen te verwijderen. Een positieve sproeierafsluiter heeft een interne pin of klep die helemaal aan het einde van de sproeier zit. Zodra de zuiger een uitblaasslag heeft gemaakt, sluit de pin en wordt de vloeistofstroom volledig onderbroken, zodat er nauwkeurig kan worden gevuld. Er komt geen product uit. Geavanceerde systemen hebben bovendien een configuratie die "terugzuigen" wordt genoemd. Hierbij beweegt de zuiger aan het einde van de vulcyclus in een microversnelling. Dit creëert een kleine onderdruk en de meniscus van de vloeistof wordt terug omhoog getrokken in de spuitmond, waardoor een schone breuk en geen druppels ontstaan. Bij het vullen van containers met vloeistoffen die oppervlakteactieve stoffen bevatten (reinigingsmiddelen, shampoos en sommige eiwitvloeistoffen) veroorzaakt het vasthouden van lucht schuimvorming. Schuim creëert verkeerde vulniveaus en verspilt product. Als de vulstroom te snel is, raakt de stroom de bodem van de container, waardoor de lucht gaat kolken en er schuim ontstaat, waardoor de container overloopt.
Om de schuimproblemen op te lossen, moet de productielijn gebruik maken van bottom-up vulsystemen (ook wel duikmondstukken genoemd). Dit betekent dat de hele spuitmond verticaal wordt bewogen zodat de onderkant van de spuitmond een paar millimeter van de onderkant van de container is, zelfs als het een grote container is. De lucht boven de vloeistof wordt verdrongen door de vloeistof uit de container. De hoogte tot waar de vloeistof in de container stijgt, is perfect afgestemd op de snelheid van de actuator. Daarom is het onderste gedeelte van de spuitmond altijd ondergedompeld in de vloeistof, waardoor spatten, turbulentie en luchtinsluiting worden voorkomen en een consistente productvultijd wordt gegarandeerd.
Aandrijfsystemen: Pneumatische vs. servo aangedreven vulmachines
Het aandrijfsysteem (mechanische krachtbron) bepaalt hoe nauwkeurig, snel en economisch levensvatbaar (Total Cost of Ownership, TCO) zuigerafvulmachines over lange perioden zijn. Momenteel worden vulmachines met zuigeraandrijving aangedreven door traditionele pneumatische cilinders of door moderne, meer elektrische, technologisch geavanceerde gecombineerde aandrijf- en motorsystemen.
Pneumatisch: Kosteneffectief en explosieveilig
Bij pneumatische aandrijfsystemen wordt de zuiger aangedreven door perslucht. Een luchtcilinder is verbonden met de zuigeras en richtingsregelkleppen regelen de luchtstroom om de zuiger te duwen of te trekken.
Het belangrijkste voordeel van pneumatische systemen is dat ze eenvoudig zijn en minder kosten. Er zijn minder bewegende delen, ze zijn gemakkelijker te besturen met elektronica (waardoor ze gemakkelijker te onderhouden zijn voor technici) en ze zijn gemakkelijker te onderhouden in het algemeen. Bovendien genieten pneumatische systemen de voorkeur in gevaarlijke omgevingen. Pneumatische systemen zijn de beste keuze voor verpakkingsfaciliteiten met brandbare materialen of nutraceutische fabrieken die werken met fijne brandbare poeders, waar een risico op stofexplosies bestaat. Het is mogelijk om een pneumatisch systeem zo te ontwerpen dat het volledig explosieveilig is. Omdat ze op luchtdruk werken, is er geen risico op vonken op de plaats waar het pneumatisch systeem wordt bediend en wordt er geen elektrische bediening gebruikt.
Enkele beperkingen van pneumatische systemen zijn onnauwkeurig vullen en langzame omschakeltijden. Om bijvoorbeeld de slaglengte van pneumatische zuigers aan te passen, moeten operators vaak handwielen en mechanische stopblokken gebruiken. Als de fabriek het vulvolume moet veranderen van 500ml naar 1000ml, moet een operator fysiek aan een slinger draaien om de aanpassing te maken, vervolgens testvullingen uitvoeren en de uitvoer meten, en de mechanische stops aanpassen. Deze taak kan een machine geruime tijd ongebruikt laten. Luchtdrukschommelingen zijn ook aan de orde van de dag in grote fabrieken, wat kan leiden tot onnauwkeurig vullen tijdens een lange productieshift.
Servo aangedreven: Precisie en snelle omschakeling
Hoogpresterende verpakkingslijnen zijn gemoderniseerd met servogestuurde systemen, waarbij intelligente servomotoren gekoppeld aan precisiekogelomloopspillen pneumatische cilinders vervangen. In deze systemen stuurt een PLC (Programmable Logic Controller) digitale opdrachten naar de servomotor om de positie van de zuiger te regelen en de versnelling en vertraging van de zuiger te beheren.
Een servogestuurd zuigersysteem bereikt een ongeëvenaarde precisie, waardoor zeer complexe taken zeer nauwkeurig kunnen worden uitgevoerd. Het is gebouwd met behulp van digitale encoders en feedbacksystemen met gesloten lus. Het resultaat is dat elke zuigerslag telkens op precies dezelfde millimeter vooruit en achteruit gaat. Dit systeem vermindert ook de kleine volumeveranderingen die worden veroorzaakt door luchtdrukvariaties, waardoor fabrikanten volumetrische afvullingsnauwkeurigheden tot 0,5% kunnen bereiken. Deze nauwkeurigheid is enorm gunstig voor fabrikanten van producten met toegevoegde waarde, zoals voedingssupplementen, premium dierenvoeding en industriële pasta's, omdat het de productweggave minimaliseert en de ROI veiligstelt.
Een van de vele voordelen van het gebruik van servotechnologie is de aanzienlijke verkorting van de omsteltijd. Er zijn geen mechanische handwielen meer nodig om aanpassingen te maken. Alle procesparameters worden nu beheerd via een digitaal Human Machine Interface (HMI) touchscreen. Voor automatische zuigervullers en andere automatische machines kunnen technici meerdere "recepten" configureren en opslaan voor verschillende producten en verschillende containermaten, afhankelijk van het specifieke type inhoud. Omschakelen van een 200g pot pasta naar een 500g pot is bijvoorbeeld heel eenvoudig met een druk op de knop. De servomotor past zijn slagwaarde aan aan het geselecteerde recept. Dit verandert een mechanische (handmatige) aanpassing van dertig minuten in een digitale verandering van tien seconden, wat resulteert in een enorme verbetering van de Overall Equipment Effectiveness (OEE) voor de hele fabriek.
Maximale hygiëne: CIP/SIP en reinigen zonder gereedschap
Bij zuigervulapparatuur zijn de mechanische prestaties van de vulmachine ondergeschikt aan het sanitaire ontwerp van de vulmachine, dus dat is primair. Een machine die viskeuze vloeistoffen en eiwitrijke deeltjes verdeelt, is onderhevig aan bacteriële besmetting. Als er productresten achterblijven in de cilinders, kleppen of spuitstukken en de machine wordt gestopt voor productie, dan zullen die resten bederven en de volgende batch besmetten. Dit betekent dat het technisch ontwerp moet voldoen aan de eisen van minimale reinigingstijd en maximale hygiëne.
Het standaard machineontwerp vereist dat een operator een sleutel en/of schroevendraaier gebruikt om het vloeistofpad te demonteren om het te kunnen reinigen. Dit kan onderdelen beschadigen, verlies van kleine componenten veroorzaken en operationele tijd onbruikbaar maken voor reiniging en uren productietijd in beslag nemen. Daarom bieden eersteklas industriële zuigervullers een demontageontwerp zonder gereedschap. Alle onderdelen van het vloeistoftraject (de trechter, de roterende of terugslagkleppen, de cilinders, de doseerkleppen en de sproeiers) zijn bevestigd met sanitaire tri-klemkoppelingen. Een operator kan het vloeistofpad in enkele minuten demonteren. Voor contactonderdelen moet de dikte van voedselveilig 304 of 316L roestvrij staal tussen 1,5 en 2 mm zijn, en met ultragladde gepolijste lasnaden om de vorming van microscopische naden en trage zones en dus bacteriegroei te voorkomen.
Bij grote bewerkingen waar het niet mogelijk is om machines uit elkaar te halen, is het nodig om machines te ontwerpen die Clean-In-Place (CIP) en Sterilize-In-Place (SIP) systemen integreren. Een CIP-klare kwaliteitszuiger is bedoeld als interface met het geautomatiseerde reinigingssysteem van een faciliteit. De machine kan worden ingesteld om verschillende cycli uit te voeren zonder handmatig onderdelen te verwijderen. Dit omvat cycli van geconcentreerde alkalische reinigers, zuurwascycli en cycli van gezuiverd spoelwater door de trechter, cilinders en kleppen. Tijdens deze cyclus wordt elke zuiger herhaaldelijk bewogen. De reinigingsvloeistof is bedoeld om onder hoge druk vuil en afval van de interne oppervlakken te verwijderen. Dit geautomatiseerde systeem minimaliseert handmatige arbeid en machinestilstand en voldoet tegelijkertijd aan de strenge hygiënevoorschriften.
Werk samen met een zuigervulexpert
Een van de grootste uitdagingen bij het verpakken van viskeuze vloeistoffen is het handhaven van volumetrische nauwkeurigheid op lange termijn zonder mechanische slijtage te versnellen. Terwijl standaard vulapparatuur snel degradeert of consistentie verliest wanneer het slecht vloeibare materialen moet verwerken, vereisen complexe producten zoals vleessauzen, dikke honing en zware crèmes nauwkeurig ontworpen verplaatsingssystemen. Daarom is Levapack, een toonaangevende fabrikant van verpakkingsmachines op maat, een strategische partner voor bedrijven die knelpunten in de productie willen elimineren en de bedrijfszekerheid willen vergroten.
Bij het verwerken van uitdagende reologieën hebben standaardcilinders vaak last van degradatie van afdichtingen en onregelmatige dosering. Onze gespecialiseerde ingenieurs zuiger vuloplossingen ontworpen om precies deze mechanische storingen te elimineren. Door gebruik te maken van slijtagebestendige doseercilinders en duurzame, zelfcompenserende zuigerafdichtingen zijn deze systemen ontworpen voor een levenslange, onderhoudsvrije werking. Aangestuurd door geavanceerde PLC-systemen met intuïtieve touch-screen interfaces, kunnen operators naadloos vulvolumes van 100ml tot 1000ml aanpassen, wat zorgt voor nauwkeurige, snelle dosering in aluminium blikken, glazen potten en kant-en-klare zakjes zonder dat er omslachtige onderdelen vervangen hoeven te worden.
Gesteund door uitgebreide technische expertise en een toegewijd onderzoeks- en ontwikkelingscentrum, weigeren we te vertrouwen op standaard compromissen. Vakkundige technici assembleren elk vulsysteem met de hand om de ultieme precisie te garanderen en passen de machines aan de exacte eisen van de fabriek aan. Om een veerkrachtige, geautomatiseerde lijn te bouwen die zich moeiteloos aanpast aan de moeilijkste pasta's en vloeistoffen, worden productieteams aangemoedigd om complexe productmonsters in te sturen voor uitgebreide tests, zodat Levapack een op maat gemaakte machinearchitectuur voor pistonvullers kan valideren die compromisloze nauwkeurigheid en maximale efficiëntie garandeert.



