Waar zijn blikken van gemaakt? Een ingenieursgids voor materiaalselectie en lijnprestaties
De misvatting die heerst in de verpakkingsindustrie is dat een blikje een product is dat gestandaardiseerd is. Voor de consument is een blikje gewoon een vat, dat vaak concurreert met plastic flessen of dozen. Voor de inkoopafdeling is het een artikel dat wordt gespecificeerd in termen van kosten per duizend eenheden. Maar voor de productie-ingenieur en de fabrieksmanager is de materiaalsamenstelling van een blikje de onderliggende variabele die het hele gedrag van de vul- en naailijn bepaalt.
Waar blikjes van gemaakt zijn is geen chemische vraag, maar een mechanische vraag. De beslissing om aluminium of stalen blikjes te gebruiken verandert de fysica van het verpakkingsproces fundamenteel. Het verandert het gedrag van de verpakking ten opzichte van de axiale belastingen tijdens het vullen, de stroming van het metaal tijdens het dubbele naaiproces en de kalibratie van de machines om rampzalige uitvaltijd of stapels schroot te voorkomen.
Deze gids gaat verder dan het periodiek systeem en bespreekt de technische gevolgen van de materiaalkeuze. We kijken naar de manier waarop de unieke mechanische eigenschappen van aluminium en vertind staal samenwerken met geautomatiseerde apparatuur en wat dit betekent voor uw productie-efficiëntie.
De basis: Aluminiumlegeringen versus vertind staal
We moeten de metallurgische verschillen en hun gangbare gebruik in de markt bepalen voordat we de prestaties van de lijn analyseren. Wanneer ingenieurs vragen waarvan blikken gemaakt zijn, zijn ze op zoek naar de specifieke legering en hardheidseigenschappen.
Aluminium Blikjes
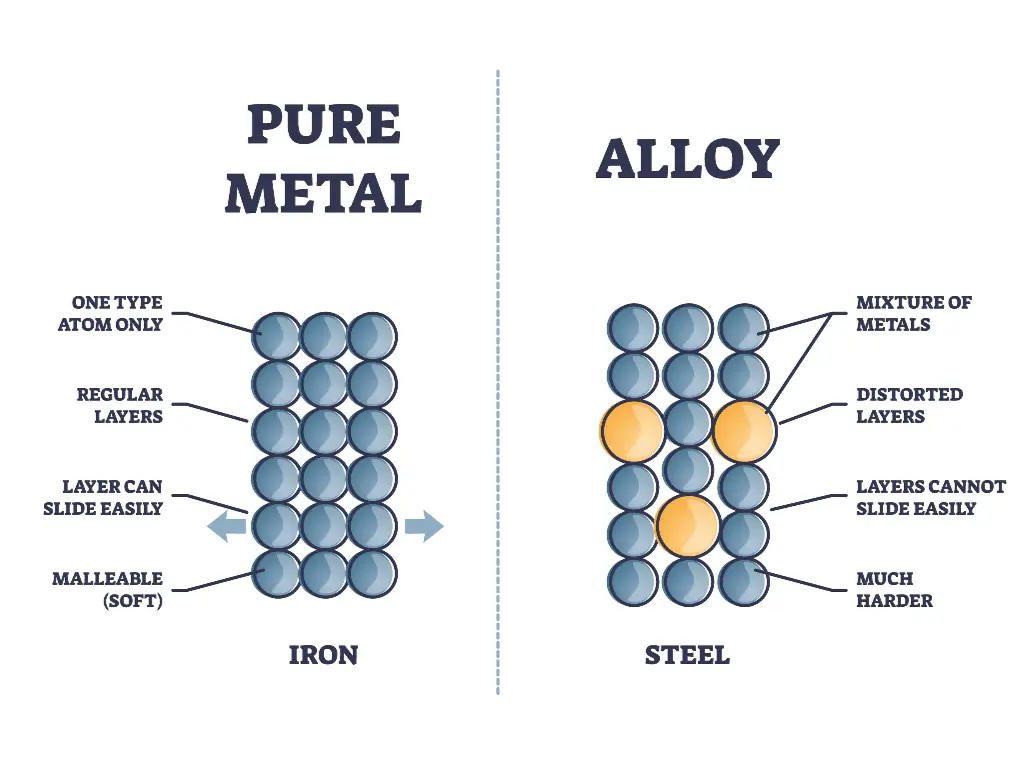
Aluminium blikjes zijn geen puur aluminium. Het zijn complexe aluminiumlegeringen die bedoeld zijn om zeer vervormbaar te zijn. Aluminium drankblikjes zijn het meest dominant in de drankenindustrie (koolzuurhoudende frisdranken, bier, energiedranken) vanwege hun gebrek aan stijfheid maar hoge vervormbaarheid. Ze worden ook toegepast in hoogwaardige met stikstof gevulde snacks en kant-en-klare (RTD) koffie waarbij de interne druk helpt om de structuur vast te houden. Interessant is dat gerecycled aluminium hier een sleutelrol speelt, omdat het herhaaldelijk opnieuw kan worden gesmolten en hervormd met minimaal verlies van eigenschappen.
- Het lichaam: Het is meestal samengesteld uit legering 3004, met mangaan (ongeveer 1%) en magnesium (ongeveer 1%). Deze samenstelling biedt de vereiste sterkte-gewichtsverhouding en maakt het mogelijk om het plaatmetaal te trekken en te strijken tot een dunwandige, tweedelige cilinder.
- Het deksel (Einde): Deze is meestal gemaakt van een 5182 legering die meer magnesium bevat. Dit maakt het deksel stijver en taaier dan de behuizing om de stijfheid te geven die nodig is om de klinknagels en de scorelijn op het openingslipje te houden, waardoor er vaak geen traditionele blikopener meer nodig is in moderne gemaksontwerpen.


Stalen blikjes, vroeger bekend als conservenblikjes
Stalen blikjes, vroeger bekend als conservenblikken, zijn meestal van staal met een laag koolstofgehalte. Het is nodig als de voedingsproducten bij hoge temperatuur moeten worden gesteriliseerd (soepen, tonijn, groenten, vlees) of vacuüm moeten worden geseald (melkpoeders, zuigelingenvoeding, droge nutraceuticals) en de verpakking moet zijn vorm kunnen behouden onder vacuüm of thermische druk.
- Vertind blik (ETP): Het is een stalen plaat die bedekt is met een dunne laag tin (meestal wordt de gewenste dikte van de tinlaag bereikt via elektrolyse) om corrosie van het metaal te voorkomen. Het is nog steeds de maatstaf voor metalen conservenblikken vanwege de structurele sterkte.
- Tinvrij staal (ECCS): Het is een variant met een elektrolytische chroomcoating. Het is een prima hechtmiddel voor lakken en polymeren, maar heeft niet de esthetische helderheid van tin.

Raadpleeg de onderstaande vergelijking om het verschil in techniek te visualiseren:
| Functie | Aluminiumlegering (meestal 2-delig) | Vertind staal (meestal 3-delig) |
|---|---|---|
| Materiaalsamenstelling | Aluminium-mangaan (3004/5182) | Koolstofarm staal met tincoating (ETP) |
| Mechanisch eigendom | Hoge vervormbaarheid (zacht en kneedbaar) | Hoge stijfheid en hardheid (stijf) |
| Interne omgeving | Positieve druk vereist (carbonatatie/N2) | Geschikt voor vacuüm en hoge hitte (retort) |
| Het naaien Kenmerk | Gemakkelijk te vouwen, risico op "scherpe naden". | Hoge "terugvering", risico op "valse naden". |
| Uitdaging voor machines | Buiging door axiale belasting (precisie vereist) | Gereedschapsslijtage (geharde onderdelen nodig) |
Als we het hebben over waar blikjes van gemaakt zijn, moeten we ook kijken naar de binnenkant van de metalen conservenblikken. Om corrosie van het blik of interactie met het voedsel te voorkomen, wordt vaak een harde laag hars of een polymeercoating aangebracht. Dit fungeert als een effectieve barrière die ervoor zorgt dat de buitenkant van het metalen conservenblik ongerept blijft terwijl de binnenkant zuur en droog zout weerstaat.
De chemische samenstelling is interessant, maar ondergeschikt aan de operationele realiteit. Het productieproces is afhankelijk van deze mechanische eigenschappen. De factoren die het verschil maken tussen een productielijn die 99% efficiënt werkt en een productielijn die 5% uitval heeft, zijn de vloeigrens, de vervormbaarheid en de rekhardingscoëfficiënt van het metaal. De dynamica van de machine wordt bepaald door de grondstoffen.
Stijfheid van het materiaal: Invloed op opvul- en naaddynamica
Stijfheid is het belangrijkste operationele verschil tussen blikjes van aluminium en blikjes van staal. Dit verschil vraagt om radicaal verschillende methodes van hanteren, vullen en sealen. Een machine die is ingesteld op de stijfheid van staal zal aluminium pletten; een machine die is ingesteld op de buigzaamheid van aluminium zal geen staal sealen.
Uitdagingen voor aluminium: Lage stijfheid en axiale buigbelasting
Het aluminium drankblikje in de moderne wereld is een technisch wonder van lichtgewicht. Fabrikanten hebben de wanden van het blikje steeds dunner gemaakt, meestal tot ongeveer 90 micron (ongeveer de dikte van een mensenhaar) om de materiaalkosten en het gewicht van de zending te minimaliseren. Hoewel dit kosteneffectief is, brengt het een grote structurele zwakte met zich mee.
Voordat ze onder druk worden gezet, hebben aluminium blikjes, vooral 2-delige drankblikjes, een lage kolomsterkte. Het blik moet de verticale druk tijdens het vul- en naaiproces kunnen weerstaan, vooral aan de onderkant. Dit wordt axiale belasting of bovenbelasting genoemd.
- Vulling: Het vulventiel daalt en sluit af tegen de rand van het blik om een vacuüm te creëren of tegendruk te regelen.
- Naaien: De naaimachinehefplaat duwt het bliklichaam tegen de klauwplaat om het deksel vast te zetten.
Wanneer de kracht van de vulklep naar beneden of de kracht van de sluitplaat naar boven groter is dan de rekgrens van het aluminium, zullen de zijwanden bezwijken. Dit staat bekend als knikken. Een knik leidt niet alleen tot productverlies, maar heeft ook de neiging om de revolver vast te zetten, waardoor de machine handmatig opnieuw moet worden ingesteld.
Om dit te verhelpen is nauwkeurigheidscontrole nodig. Conventionele nokkengestuurde lifters hebben de neiging om lineaire en niet-vasthoudende kracht te gebruiken. Bij een kleine verandering in de hoogte van het blikje piekt de mechanische kracht en verbrijzelt het blikje.
Uitdagingen voor staal: Hoge hardheid en terugveringseffect
Het probleem van reverse engineering is staal. Het is onbuigzaam, taai en compromisloos. Hoewel je metalen voedselblikken nauwelijks zult pletten bij het vullen, biedt het materiaal weerstand bij het vervormen.
De elasticiteitsmodulus van staal is hoog. Wanneer de felsrollen de stalen flens buigen om een afdichting te vormen, zal het metaal de neiging hebben om terug te veren naar zijn oorspronkelijke vorm. Dit effect wordt terugvering genoemd.
- Integriteit afdichting: Om terugvering te voorkomen en een hermetische afdichting te verkrijgen, moet de naaimachine veel meer kracht uitoefenen dan nodig is bij aluminium. Zonder stijfheid in de machine zal de kracht die het metaal moet buigen, de armen of assen van de machine verbuigen. Deze verbuiging veroorzaakt een False Seal, een afdichting die op het oog goed lijkt, maar niet de vereiste compressie heeft om bacteriën buiten te houden. Dit is essentieel voor conservenblikken met zuur voedsel, waar lekkage de versheid van het voedselproduct kan bederven.
- Standtijd: De hardheid van staal is een schurende component van de machine. Naadrollen en klauwplaten slijten veel sneller bij het verwerken van staal dan bij het verwerken van aluminium. Het naaiprofiel verandert door versleten gereedschap, wat leidt tot losse naden en mogelijke lekkage.
Het werk met staal vereist brute kracht en nauwkeurigheid. De apparatuur moet bestand zijn tegen cyclische vermoeidheid en processen met hoge belasting. Dit wordt door hoogwaardige apparatuur op twee manieren aangepakt:
- Structurele stijfheid: Het frame en de kop van de machine moeten gemaakt zijn van zware materialen. Het frame kan bijvoorbeeld worden gemaakt van 1,5 tot 2 mm dik 304 of 316 roestvrij staal om ervoor te zorgen dat de machine niet buigt onder de zware belasting van het naaien van staal.
- Geharde gereedschappen: Om slijtage tegen te gaan, moeten de dichtdrukrollen gemaakt zijn van hoogwaardig gereedschapsstaal met speciale warmtebehandelingen of keramische afwerkingen. Deze onderdelen moeten nauwkeurig worden bewerkt, meestal tot op 2um (micrometer) om het profiel van de rol op de juiste plaats van druk te voorzien om de nodige kracht te leveren om het staal naar zijn vloeipunt te duwen zonder de coating te beschadigen. Dit is de enige manier om op een consistente manier terugvering te voorkomen, door middel van deze combinatie van een stijve structuur en gehard precisiegereedschap.
Dubbele naadvorming: Scherpe naden vs. losse naden
De hermetische afsluiting is de dubbele naad die ontstaat door het in elkaar grijpen van het bliklichaam (Body Hook) en het deksel (Cover Hook) aan het uiteinde van de buis. Dit is waar de uiteinden elkaar raken. Hoewel de geometrie van een dubbele naad gestandaardiseerd is, varieert de weg ernaartoe radicaal afhankelijk van de vervormbaarheid van het materiaal.
Het risico van scherpe naden
Aluminium is zeer buigzaam; het vloeit gemakkelijk onder druk.
- Het fenomeen: Aluminium is zacht en daarom kan de naad gemakkelijk te strak worden aangedraaid. Wanneer de tweede bewerkingsrol te veel druk uitoefent, kan het metaal worden platgedrukt zodat er een scherpe rand aan de bovenkant van de naad ontstaat.
- Het defect: Dit wordt een scherpe naad of zelfs een cut-over genoemd. De scherpe rand kan het metaal doen barsten of de beschermende lak afschilferen waardoor het metaal bloot komt te liggen aan oxidatie. De aluminium naaicurve moet nauwkeurig maar vloeiend zijn.
Het risico van losse naden
Staal verzet zich tegen stroming. Het vereist overtuigingskracht.
- Het fenomeen: Als de eerste bedieningsrol niet genoeg kracht uitoefent, zal de lichaamshaak niet voldoende onder de dekhaak vallen.
- Het defect: Dit veroorzaakt een losse naad of een lage overlap. Bij visueel onderzoek lijkt de naad dik en afgerond, maar binnenin zijn de haken niet gehaakt. De staalnaadbocht heeft een eerste drukgang nodig om het stijve metaal in de juiste geometrie te persen.
Dit verschil is de reden waarom een universele naadverbinding nauwelijks effectief kan zijn. De rolprofielen en de nokaanvalshoeken moeten worden afgestemd op de vervormingsbereidheid van het materiaal.
De productierealiteit: Overschakelen van staal naar aluminium
Het concurrentievoordeel in de huidige markt is veelzijdigheid. KMO's en co-packers moeten vaak afwisselen tussen stalen blikjes (bv. voor dierenvoeding of poeder) en aluminium blikjes (bv. voor dranken of met stikstof gevulde snacks). Sommige onderzoeken zelfs hybride verpakkingen of hybride verpakkingen van aluminiumcomposieten. Toch moet deze omschakeling niet worden gezien als een simpele vormverwisseling, wat een formule is voor mislukking in het gebruik.
Kritische aanpassingen: Naadafstand en revolversnelheid
Omschakelen tussen staal en aluminium betekent dat de machine opnieuw gekalibreerd moet worden wat betreft de fysieke instellingen.
De opruimfactor
De pinhoogte (de afstand tussen de grondplaat en de klauwplaat) en de naadafstand (de afstand tussen de rol en de klauwplaat) zijn belangrijk. Aluminium is dunner. Als je aluminium blikken gebruikt met instellingen die zijn ingesteld om dikker blik samen te drukken, zullen de rollen het metaal niet genoeg samendrukken om het te laten lekken. Aan de andere kant zal het gebruik van staal op aluminium omgevingen de machine verstoppen en de lagers breken.
De fysica van massa
Een andere belangrijke productievariabele is het gewichtsverschil. Een stalen blikje is zwaar; het staat stevig op de transportband en de hefplaat. Een blikje aluminium is een vedergewicht als het leeg is.
- Omvallen: Wanneer de machine op hoge snelheid draait, kunnen de centrifugale kracht en luchtweerstand van de draaiende machine er gemakkelijk voor zorgen dat een leeg aluminium blikje instabiel wordt.
- Stabiele overdracht: De sterwielen moeten perfect synchroon lopen. Elke klap van de geleiderail die een stalen blikje zou opvangen, zou een aluminium blikje doen vliegen. De snelheid van de koepel moet meestal gemoduleerd worden bij het overschakelen op aluminium en de acceleratie moet minder grillig verlopen om stabieler te zijn.
De oplossing: Geautomatiseerde recepten voor snelle omschakeling
De handmatige afstelmethode, waarbij voelermaten en moersleutels worden gebruikt om de spelingen af te stellen, is langzaam en onderhevig aan menselijke fouten. Het veroorzaakt langdurige stilstand die ten koste gaat van de winstgevendheid.
De huidige productie vereist intelligente servo-integratie. In plaats van mechanische aanpassingen worden de geavanceerde metalen verpakkingslijnen aangestuurd door PLC-gebaseerde systemen om deze variabelen te regelen.
- Digitaal receptenbeheer: Operators kunnen bepaalde koppelinstellingen, snelheidsprofielen en servo-hefhoogtes opslaan in de HMI (Human-Machine Interface). Bij het wijzigen van het recept van "3004 Aluminium" in vertind staal, kiest de operator het recept.
- Servoprecisie: De servomotoren regelen automatisch de hefsnelheid en druk op het opgeslagen profiel. Hoewel de fysieke gereedschappen (klauwplaten en rollen) nog steeds vervangen moeten worden, is het handmatige proces van kalibratie van krachten en snelheden geautomatiseerd. Dit garandeert dat de eerste van de lijn na een omschakeling net zo goed is als de laatste en dat de opstartschroot en omschakeltijd sterk geminimaliseerd worden.
Conclusie: Machines afstemmen op materiaalwetenschap
Een complexe technische beslisboom begint met de vraag waar blikjes van gemaakt zijn. Aluminium is licht en efficiënt en vereist delicate hantering en nauwkeurige controle van de axiale belasting. Staal is structureel stijf en vereist sterke machines die bestand zijn tegen hoge slijtage en sterke terugveerkrachten. Of je nu te maken hebt met een ander materiaal of met verschillende vormen, de beste manier om het principe te begrijpen blijft hetzelfde.
Effectieve productie wordt niet bereikt door een machine met een materiaal te laten werken, maar door apparatuur te kiezen die gevoelig is voor de speciale mechanische eigenschappen van het materiaal.
Bij Levapack geloven we dat uitzonderlijke verpakkingsmachines beginnen met een diepgaand begrip van de verpakking zelf. Wij assembleren niet alleen componenten; wij ontwikkelen oplossingen die de verschillende fysieke gedragingen van aluminium en staal respecteren. Deze filosofie waarbij het materiaal op de eerste plaats komt, is de reden waarom we aandringen op het gebruik van zwaar 304/316 roestvrij staal voor onze frames - niet alleen voor de duurzaamheid, maar ook om de absolute stijfheid te bieden die nodig is om staal zonder doorbuiging te kunnen naaien. Daarom bewerken we onze onderdelen met een precisie van 2 μm en integreren we intelligente HMI- en servosystemen, omdat het hanteren van lichtgewicht aluminium een delicate, programmeerbare touch vereist. Met meer dan 18 jaar ervaring vertalen we materiaalkunde naar mechanische betrouwbaarheid, zodat uw apparatuur niet zomaar een stuk gereedschap is, maar een perfect afgestemde partner voor uw verpakkingsbehoeften.
Worstelt u met hoge uitvalpercentages of complexe omschakelingen? Laat materiaaleigenschappen uw efficiëntie niet dicteren. Wij kunnen u helpen de processen van conservenvoedsel beter te analyseren.
Neem contact op met ons engineeringteam om te beoordelen welke machineconfiguratie de prestaties van uw lijn zal maximaliseren.


