Metaaldetectietechnologie in voedselverpakkingen omvat een breed scala aan materialen, zoals flexibele kunststoffen, kartonnen dozen, gemetalliseerde folie en harde verpakkingen. Verpakkingsingenieurs moeten het inspectieproces en de technologie afstemmen op de unieke fysieke kenmerken van elke specifieke verpakking om hoge voedselveiligheidsnormen te garanderen. Voor de inspectie van niet-geleidende materialen zoals standaard plastic zakken is een eenvoudige elektromagnetische kalibratie nodig om de basisvereisten vast te stellen. Met de toenemende aanwezigheid van metalen onderdelen in verpakkingen die aan de eisen voldoen, neemt ook de complexiteit van het inspectieproces toe.
De complexiteit van het inspectieproces is natuurlijk het grootst bij stijve metalen containers. Een fundamenteel conserven paradox bestaat bij metaaldetectie in voedselverpakkingen: het directe operationele conflict tussen elektromagnetische industriële metaaldetectoren en de metalen blikjes die ze moeten inspecteren.
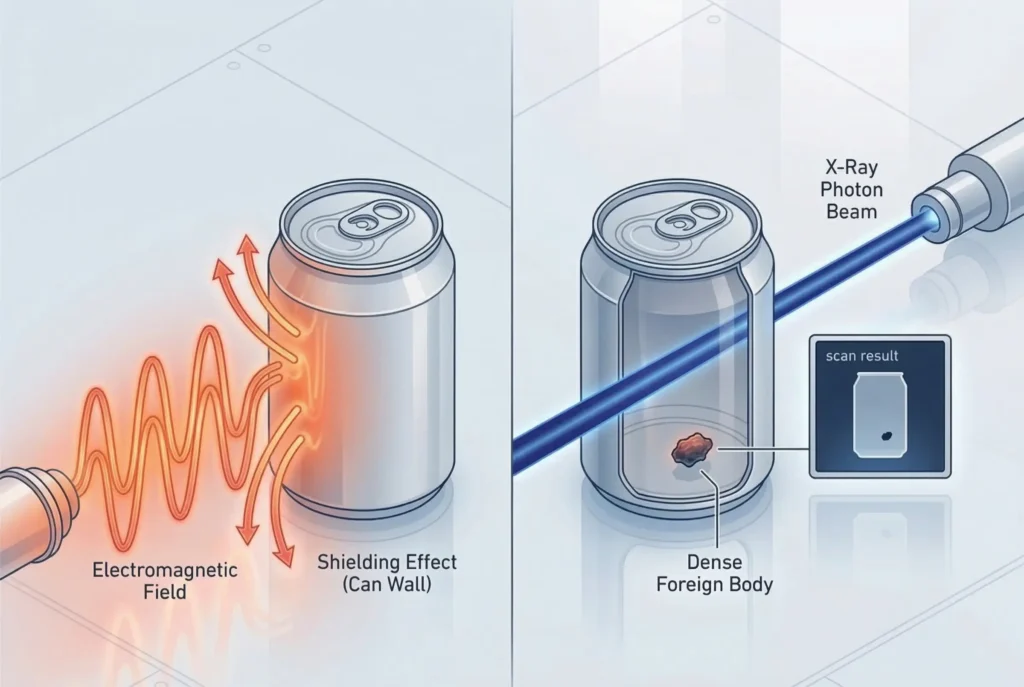
De meeste bedrijven die voedingsmiddelen verpakken plaatsen een inspectiesysteem helemaal aan het einde van de productielijn, waar het systeem de afgewerkte, verzegelde verpakking scant. Door een dergelijke logica op een conservenlijn te gebruiken, lopen we wat technologie mis. Het blik zelf genereert een enorm producteffectsignaal, een signaal dat wordt geproduceerd wanneer een klant of een andere externe persoon interactie heeft met een product, en dit overschaduwt de sensorische basislijn van de machines volledig, wat de reden is waarom de apparatuur alle interne fysieke verontreinigingen negeert die het externe elektromagnetische veld afschermen. Het is onmogelijk om verzegelde metalen blikken te inspecteren met elektromagnetische spoelen, want dat tart de wetten van de fysica. Daarom zullen we dit hele artikel beperken tot het ontmantelen van de meest complexe uitdaging in de voedingsmiddelenindustrie, namelijk het ontwerpen van een conservenfabriek met een operationeel kwaliteitscontrolesysteem dat functioneel is, voldoet aan de voorschriften en economisch in balans is om kostbare terugroepacties te voorkomen.
Verontreinigingen en detectortypen
Betrouwbaarheidsdetectiesystemen zijn direct gerelateerd aan een goed gedefinieerde lijst van metaalverontreinigingen gegroepeerd per type, evenals de configuraties van de sensoren. Binnen de voedselverwerking genereren verschillende verontreinigingen verschillende signaalgroottes door de verschillende metallurgische samenstellingen van de metaalsoorten.
| Verontreinigingscategorie | Magnetische doorlaatbaarheid | Elektrische geleidbaarheid | Moeilijkheid bij detectie | Gemeenschappelijke productiebronnen |
| Ferro (ijzer, staal) | Hoog | Hoog | Laagste | Roest, koolstofstalen bouten, standaard machineonderdelen. |
| Non-ferro (aluminium, koper, messing) | Nul | Hoog | Matig | Afgesneden draad, stukjes aluminiumfolie, messing fittingen. |
| Roestvrij staal (Austenitische kwaliteiten 304, 316) | Nul / verwaarloosbaar | Laag | Hoogste | Snijbladen, verwerkingszeven, slijtonderdelen, pompwaaiers. |
Austenitisch roestvast staal is het grootste probleem voor voedselverwerkers. Omdat het geen magnetische eigenschappen heeft en een lage thermische geleidbaarheid, produceert het de laagste signaalamplitude in het detectieveld. Voor voldoende detectie van roestvast staal is maximale kalibratie van het detectieapparaat nodig, in combinatie met de kleinste opening om minuscule metaaldeeltjes op te vangen.
Verschillende stadia van het voedselproductieproces vereisen apparatuur met verschillende vormfactoren, waarbij verschillende soorten metaaldetectors worden verkend.
| Detectorconfiguratie | Toepassingspunt | Typische productstatus | Inspectie oriëntatie |
| Transportband / Tunnel | Naverpakking of ruwe bulk | Stevige items, discrete verpakkingen, dozen | Horizontale doorvoer op een transportband |
| Pijpleiding | Voorverwerking, pompstations | Vloeistoffen, slurries, pasta's, vleesemulsies | Vloeistofstroom onder druk |
| Zwaartekracht Val / Keel | Voorverpakking, boven vulstoffen | Droge bulkpoeders, korrels, afzonderlijke vaste deeltjes | Verticale vrije val |
Standaard transportbandsystemen zijn ontworpen voor plastic of papieren verpakkingen. In het geval van bijvoorbeeld conservenlijnen zijn bepaalde configuraties vereist om het afschermende effect van de laatste verpakking te voorkomen, zodat de productveiligheid gehandhaafd blijft.
Bewezen inspectieoplossingen voor conserven
Om de fysieke barrières van het scannen van stalen containers te overwinnen en veiligheidsrisico's te bestrijden, moeten installateurs verschillende inspectiestrategieën kiezen. De juiste methode hangt af van de staat van het product, het type voedselproduct, de detectievereisten en het beschikbare budget. Voor conservenlijnen zijn er twee mogelijke systemen die een cruciale rol spelen bij het handhaven van de veiligheid van de consument.
Post-verpakking: Röntgeninspectiesystemen
Als uw operationele richtlijn inspectie vereist nadat de container is verzegeld, moet uw bedrijf röntgeninspectietechnologie gebruiken om het eindproduct te inspecteren. Röntgensystemen maken geen gebruik van elektromagnetische velden. In plaats daarvan gebruiken ze een bundel hoogenergetische fotonen die door de container worden geprojecteerd naar een lineaire diode-array die de fotonen meet terwijl ze worden geabsorbeerd of niet worden geabsorbeerd.
Bij een uniforme dikte van de blikjeswand stelt de systeemsoftware een zwart-wit basisbeeld in. De aanwezigheid van een vreemd lichaam met een hoge dichtheid, zoals een staalsplinter of een steen, glassplinters of een verkalkte steen, absorbeert meer röntgenstraling dan het omringende voedsel en het blik. Dit wordt dan gezien als een donker vreemd voorwerp, waardoor het afkeurmechanisme in werking treedt en het besmette product wordt geïsoleerd. Vergeleken met alle andere beschikbare technieken zijn röntgensystemen de veiligste en meest betrouwbare manier om blikken aan het einde van de productielijn te inspecteren. Het zijn dure röntgensystemen en daarom moeten ze voldoen aan strikte protocollen voor stralingsveiligheid en moeten de componenten van de generator gekoeld worden.
Voorverpakken: Zwaartekrachtdetectoren
De inspectiefase voor conservenlijnen is het meest efficiënt, nauwkeurig en goedkoop als deze voor het verpakkingsproces wordt uitgevoerd. Deze methode verplaatst kritische controlepunten naar de bulkverwerkingsfase. Metaaldetectoren voor voedingsmiddelen met zwaartekrachtval worden opgenomen in de verticale productstroom direct voor de vulmachine om grondstoffen en basisingrediënten te scannen.
De bulk, vrije val productinspectie zorgt ervoor dat het afschermende effect van het metalen blik volledig wordt omzeild. Bovendien gebruiken valdetectors ronde of smalle rechthoekige detectieopeningen; hoe kleiner de opening, hoe minder gevoelig de detector. Als bulkproducten door kleinere kanalen vallen in plaats van door grotere transportbandopeningen, wordt een kleinere detectieopening gebruikt. Deze kleinere opening zorgt voor de detectie van kleinere metaalfragmenten.
Detectoren integreren vóór het vulproces
Om een zwaartekrachtdetector voor betrouwbare detectie te gebruiken, is een nauwkeurig begrip van de functionele mechanica vereist. De metaaldetector mag niet over de vuller worden geplaatst, maar moet integraal en logisch worden samengevoegd met het doseerapparaat stroomopwaarts, meestal een multiheadweger of een vijzelvuller. De fysieke verbinding bepaalt dus de basisstabiliteit van het detectieveld.
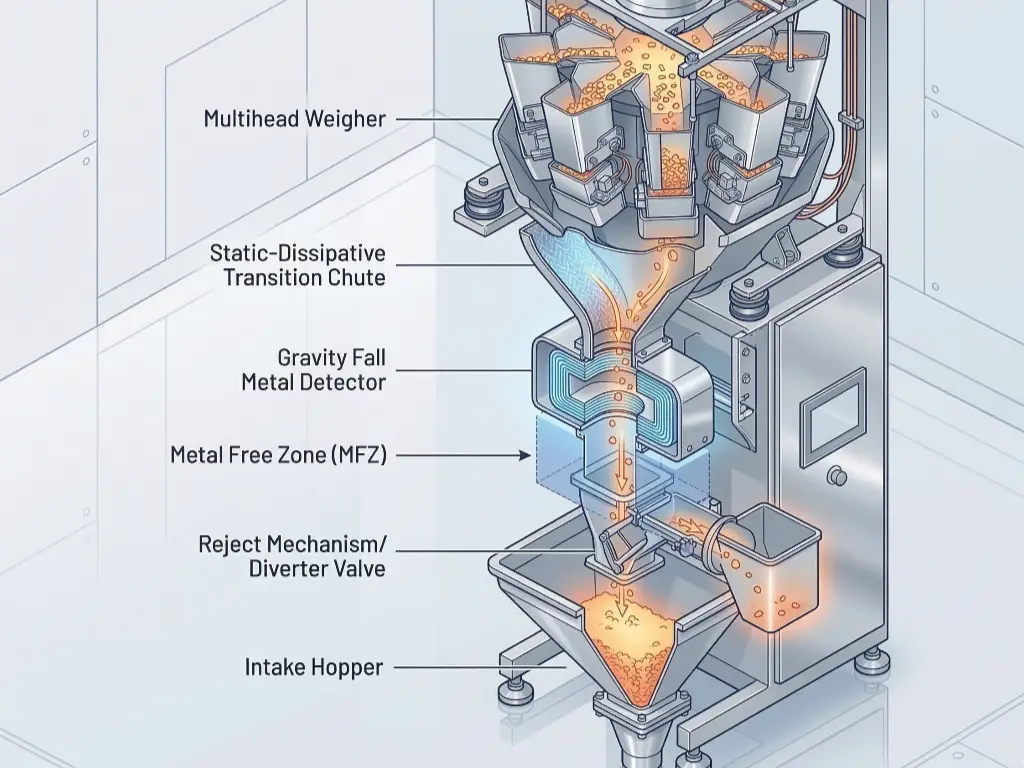
De overgangskanalen bepalen hoe een product beweegt wanneer het uit de weegbak komt en zijn reis naar de detectoropening begint. De goten zijn gemaakt van voedselveilige kunststof, niet van metaal, en zijn meestal gemaakt van statisch dissipatief polyethyleen met ultrahoog moleculair gewicht (UHMW) of bepaalde composieten. Terwijl droge bulkmaterialen door een glijgoot bewegen, ontstaat er wrijvingselektriciteit. Als er gewone isolerende kunststoffen worden gebruikt, bouwt de statische elektriciteit zich op en ontlaadt zich naar het geaarde metalen frame. Deze statische vlamboog genereert een breedbandige radiofrequentie. De detector zal de radiofrequentie opmerken en ervoor zorgen dat de voedingsproducten zonder reden worden afgekeurd. Met een goede aarding van de doorvoergoten en het gebruik van statisch dissipatieve materialen kunnen de producten rustig en ononderbroken door het productieproces bewegen.
Voor metaaldetectiesystemen is mechanische isolatie erg belangrijk. Alle upstream apparatuur, zoals multiheadwegers, heeft radiale feeders en stappenmotoren die voortdurende, hoogfrequente trillingen veroorzaken. Als een metaaldetector zonder isolatie rechtstreeks op het frame van een weger wordt gemonteerd, worden de mechanische trillingen van het frame overgedragen op de zoekkop van de detector. Deze trillingen veroorzaken minuscule bewegingen van de koperen spoelen die in hars zijn gegoten in de detectorkop, waardoor een vals signaal wordt gegenereerd. Ingenieurs moeten speciale elastomere trillingsisolatiebevestigingen gebruiken om de metaaldetector te bevestigen. Bovendien moet de Metal Free Zone (MFZ) in acht worden genomen om metaalverontreiniging te voorkomen. Binnen de MFZ mogen geen metalen onderdelen die bewegen, zoals deuren van weegbakken, cilinderstangen, enz. de zone doorkruisen omdat de beweging van deze onderdelen het magnetische veld zal verstoren.
Het laatste mechanische onderdeel wordt het uitwerpmechanisme genoemd. In een systeem met zwaartekrachtdruppels heeft het product een hoge snelheid door de zwaartekracht en moet de afkeurklep in milliseconden openen. Het mechanisme is ontworpen met een faalveilige configuratie. Er is continue elektropneumatische druk nodig om het mechanisme in de 'accept'-positie te houden. Als de luchtdruk daalt, gaat de klep naar de 'reject' positie en wordt voorkomen dat niet-geïnspecteerde producten de vulmachine binnenkomen en de voedselveiligheid in gevaar brengen.
Software Parameter Aanpassingen voor Optimale Nauwkeurigheid
Integratie van hardware markeert de onderkant van het continuüm van functionaliteit, terwijl netwerkcommunicatie de echte operationele efficiëntie van het systeem bepaalt. Hoewel een zwaartekrachtdetector en een multiheadweger onafhankelijk van elkaar functioneren in de productielijn, moeten ze nauwgezet synchroon werken. Als de productstroom, zoals geregeld door de softwareparameters, niet goed is uitgelijnd met de stroomdetector, zal deze ofwel meer afkeuren dan zou moeten, of kan hij geen batches afkeuren die metaalhoudende verontreinigingen bevatten.
Om dit te bereiken moeten operators de parameters in het doseersysteem en het inspectiesysteem aanpassen.
| Parameter | Systeemlocatie | Functie | Invloed op detectie | Strategie voor optimale instelling |
| Doelgewicht | Meerkopsweger | Instellen op het minimum dat nodig is om het doelgewicht te bereiken, zodat een compacte, dichte productbundel ontstaat. | Fluctuaties veranderen de bulkdichtheid, verschuiven de fasehoek van het producteffect en veroorzaken foutieve afkeur. | Houd strikte variantiegrenzen aan. Herkalibreer de detector als het doelgewicht met >10% verandert. |
| Lineair Vibrator Amplitude | Meerkopsweger | Regelt de intensiteit van de voerpannen. | Een hoge amplitude veroorzaakt langgerekte productdruppels, waardoor het door de detector verwachte snelheidsprofiel verandert. | De exacte fysieke afstand van de emmer tot de klep in kaart brengen. Kalibreer de milliseconde vertraging op basis van de zwaartekrachtversnelling. |
| Dumpsnelheid / Vertragingstimer | Weegschalen & Detector | Regelt de opening van de bak en de timing van de afkeurklep. | Desynchronisatie leidt ertoe dat de afkeurklep te vroeg of te laat afgaat, waardoor de verontreiniging wordt gemist. | Stel in op het minimum dat nodig is om het doelgewicht te bereiken, zodat een compacte, dichte productbundel ontstaat. |
De Human Machine Interface (HMI) is de centrale regelaar voor het synchroniseren van het systeem. Operators moeten de verschillende instellingen aanpassen om het productprofiel uniform te houden terwijl het door de detectiezone beweegt.
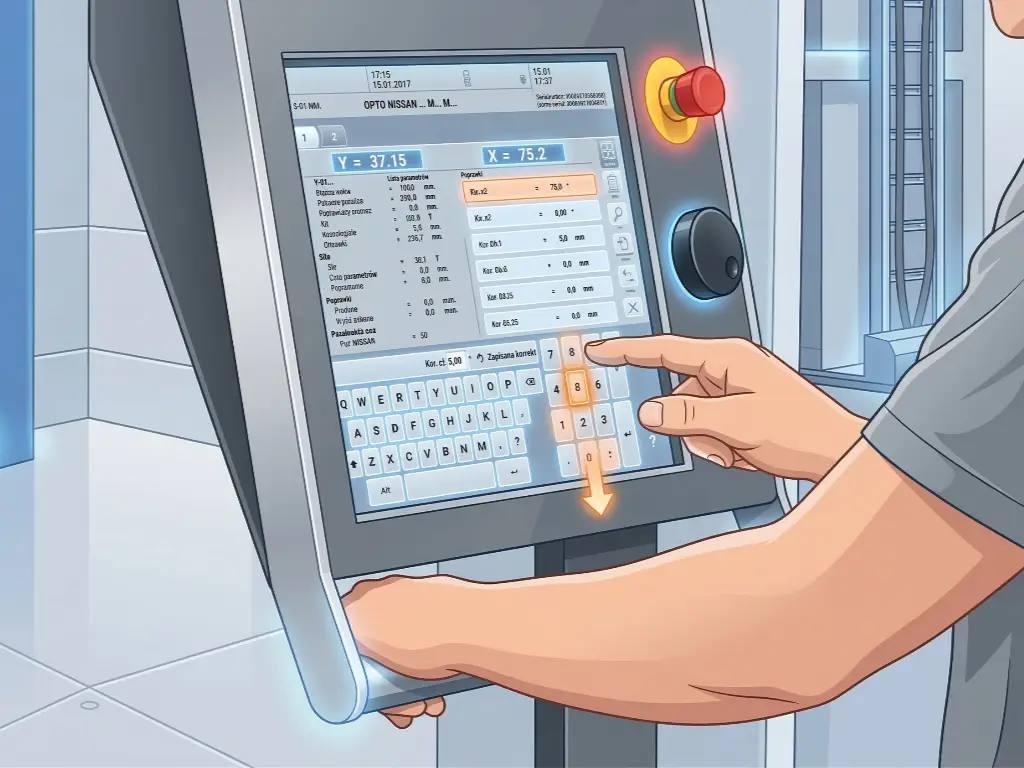
Het streefgewicht bepaalt de totale massa van het product dat vrijkomt tijdens één cyclus. Hoewel dit vooral bedoeld is om aan de verpakking te voldoen, heeft het ook invloed op de verpakkingsdichtheid van het product dat door de metaaldetector valt. Een grote verandering in het doelgewicht zal ook het "producteffect" veranderen; de metaaldetector zal het product zien als meer of minder geleidend of magnetisch, afhankelijk van de hoeveelheid product in de metaaldetector op het moment dat het product er doorheen gaat. De metaaldetector heeft een zogenaamde Digitale Signaal Processor (DSP), die een adaptieve fasehoek creëert om het producteffect te negeren. Als de massa van het product plotseling verandert, verandert de hoek en zal de DSP de toename in massa zien als een verontreiniging. De consistentie waarmee we ons aan een doelgewicht houden, bepaalt het basissignaal voor productkwaliteit.
De parameter voor de amplitude van de lineaire vibrator past de kracht aan van de trilpannen die de producten naar de weegbakken transporteren. Hoe de pannen trillen beïnvloedt zowel de snelheid als de gelijkmatigheid van de verspreiding van de producten. Een te hoge instelling zorgt ervoor dat de weegemmers de producten op een ongelijkmatige manier opvangen, waardoor een hoog en breed valprofiel ontstaat dat onregelmatig is als de emmer opengaat. In plaats van een dichte groep producten die door de detector valt, raken de producten verspreid. De software in de detector bepaalt wanneer de afkeurfunctie moet worden geactiveerd op basis van de snelheid waarmee het product naar verwachting zal vallen. Als de productgroep uit elkaar ligt, kan het laatste product dat door de detector valt de afkeurfunctie passeren nadat deze is gesloten om te accepteren. Het aanpassen van de amplitude van de lineaire vibrator zorgt voor een gelijkmatige en verwachte productdaling, waardoor een proactieve benadering van de onderschepping wordt gegarandeerd.
Dumpsnelheid regelt hoe snel en in welke volgorde de deuren van de weegbak opengaan. Dit is het exacte startpunt voor het hele proces. Er wordt ook een timer geactiveerd wanneer de weegbak opengaat. De PLC (Programmable Logic Controller) volgt het dumpsignaal. Het systeem bepaalt tot op de milliseconde nauwkeurig wanneer het middelpunt van de productmassa het middelpunt van het elektromagnetische veld van de metaaldetector kruist. Vervolgens wordt bepaald wat de noodzakelijke vertraging is om de pneumatische afkeurklep te openen. Als de dumpsnelheid wordt gewijzigd, veranderen de kenmerken van het mechanisme en dus ook het versnellingsprofiel van het product. Daarom is het de verantwoordelijkheid van de operator om de vertragingstimers in de afkeursoftware van de metaaldetector zo in te stellen dat ze rekening houden met elke verandering in de dumpsnelheid. De combinatie van fijnafstelling van deze drie factoren elimineert de fout-positieven en materiaalverspilling die het gevolg zijn van desynchronisatie bij metaaldetectie in voedselverpakkingen.
Valkuilen bij de aanleg en installatie van conservenleidingen
Het ontwerp van een conservenlijn is gebaseerd op systeemdenken. Het samenvoegen van delicate inspectiesystemen met geavanceerde industriële machines brengt meerdere micro- en macro-engineeringuitdagingen met zich mee. De aanvankelijke lay-outbeslissingen voor de faciliteit bepalen de prestaties van het metaaldetectiesysteem voor de gehele levensduur van het systeem en dienen als basis voor een strenge gevarenanalyse.
Fysieke ruimte toewijzen voor apparatuur
Voor het verticale ontwerp van het valsysteem voor voorverpakkingen zijn voldoende vrije ruimten boven het hoofd nodig. Planners voor de faciliteit moeten rekening houden met de totale verticale stapeltoleranties, inclusief de uitstorthoogten van de toevoerliften, de multiheadweger, de overgangskanalen, de kop van de metaaldetector, de mechanismen voor de wisselkleppen, de accumulatietrechter en de invoertrechter van de blikkenvulmachine.
Voor verticale integratie overschrijdt de architectuur meestal de oudere en standaard plafondhoogtes van gebouwen. Bovendien moeten ontwerpers constructiestalen tussenverdiepingen of toegangsplatforms rond deze stapel apparatuur plaatsen. Onderhoudspersoneel heeft voldoende en stabiele toegang tot de stapel nodig om de metaaldetector af te stellen, om standaard teststukken in de opening uit te voeren en om sanitaire procedures uit te voeren. Wanneer geprobeerd wordt om de verticale stapel te verkleinen voor een lager plafond, zijn er vaak problemen met de hoeken van de goten, waardoor het product niet stroomt en de druppelsnelheid instabiel is. Dit leidt op zijn beurt tot storingen in de timing van het uitwerpmechanisme.
Elektromagnetische interferentie voorkomen
Geautomatiseerde palletiseermachines, naaimachines en transportbanden worden allemaal gebruikt in conservenfabrieken en hebben een zware motorbelasting. Deze veroorzaken veel elektromagnetische interferentie (EMI) en radiofrequentie-interferentie als gevolg daarvan. Metaaldetectors zijn ontworpen om minieme veranderingen in een magnetisch veld te detecteren en zijn gevoelig voor externe elektrische ruis, waardoor naleving van de regelgeving in gevaar komt.
Een ontwerpfout die vaak voorkomt is dat de voedings- en communicatielijnen voor de metaaldetector parallel lopen aan de hoogspanningslijnen die de variabele frequentieregelaars (VFD's) voeden. VFD's gebruiken bipolaire transistoren met geïsoleerde poort (IGBT's) om de aandrijfspanning binnen milliseconden te schakelen, wat veel elektrische ruis veroorzaakt. Deze ruis zorgt ervoor dat de metaaldetector onterecht afgaat. Een kabelroutingplan om een set kabels te kruisen moet er altijd voor zorgen dat er een vrije afstand is tussen de kabels op elk kruispunt en dat de kabels langs dezelfde parallelle as worden geleid als vereist.
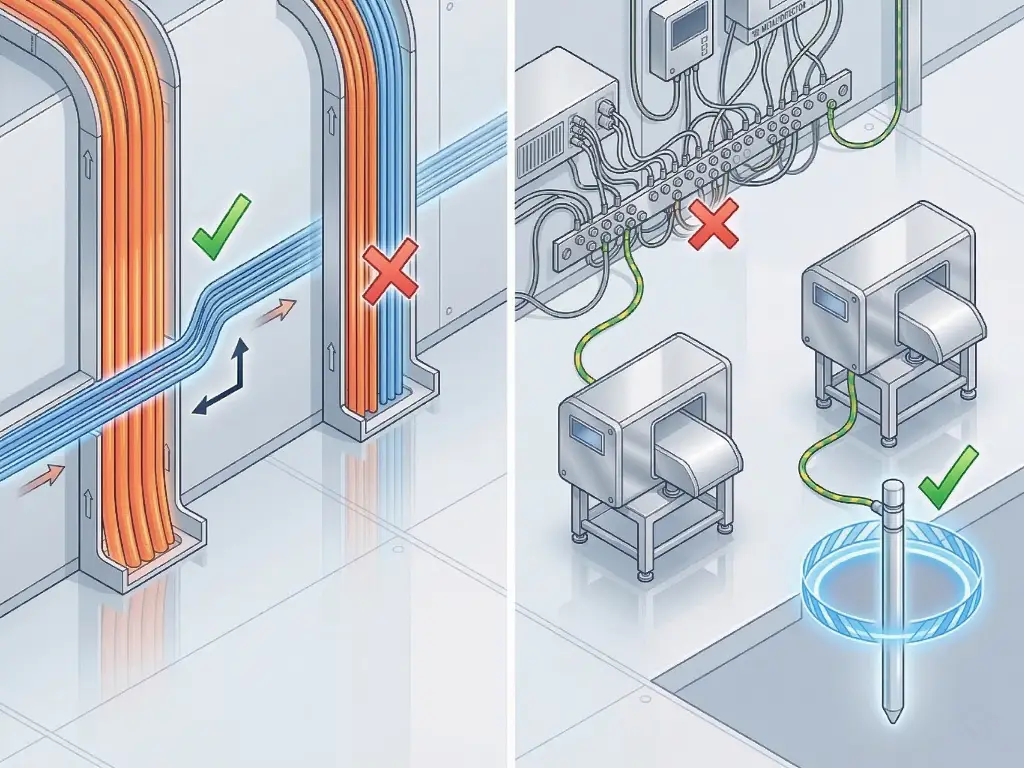
De metaaldetector heeft ook een "schone aarde" aarde nodig. Als de metaaldetector wordt aangesloten op dezelfde aardingsbus als andere grote verwerkingsapparatuur, zal de elektrische ruis terugkaatsen via de aardingsdraad en zal de ruis worden opgepikt door de apparatuur. Om te garanderen dat de metaaldetector zonder interferentie blijft werken, is een geïsoleerde, speciale aarding nodig voor zowel het inspectiesysteem als de metaaldetector.
De ROI van uw verpakkingslijn veiligstellen
Nauwkeurige metaaldetectie op een conservenlijn is een strikte vereiste voor operationele naleving en veiligheid. Door het inspectiepunt naar de voorverpakkingsfase te verplaatsen, mogelijk gemaakt door een positief verticaal overdrachtsmechanisme, wordt de inherente tegenstrijdigheid van het scannen van metalen containers opgelost. Optimale werking van het systeem, inclusief maximale detectiegevoeligheid en minimale stilstandtijd, wordt bereikt door een combinatie van goede mechanische isolatie, een stevig ontworpen overgangskoker en nauwkeurige softwarecoördinatie van het afvoermechanisme naar de detector.
Deze architecturale benadering voldoet aan de strenge eisen van HACCP, GFSIen SQF controles. Nog belangrijker is dat een nauwkeurige systeemintegratie een einde maakt aan de hoge frequentie van foutieve afkeuringen die levensvatbare producten verspillen en de winstmarges uithollen. Een goed geconfigureerd systeem beschermt uw verwerkingshardware, beschermt uw merkreputatie tegen catastrofale terugroepacties en versterkt de totale investering in uw verpakkingsinfrastructuur.
Voor het ontwerpen van dit soort geïntegreerde systemen is gespecialiseerde systeemengineering nodig. Als u een nieuwe lay-out overweegt voor uw conservenlijn of een upgrade van uw kwaliteitscontrolesystemen, kunt u ons engineeringteam benaderen voor advies. Bel de ingenieurs van Levapack voor een optimale lay-out van de apparatuur en een integratieontwerp voor uw productiedoelen.



