De keuze van de juiste verpakkingsmethode en vultechniek is niet zomaar een eenvoudige aankoop van apparatuur, maar een kapitaalinvestering van meerdere miljoenen die de totale eigendomskosten voor de komende tien jaar bepaalt. Hot fill verpakking is een van de populairste technologieën die beschikbaar is en vormt nog steeds de basis van bepaalde productcategorieën, vooral dranken en zure vloeibare voedingsmiddelen. Vergeleken met andere conserveringsmethoden biedt het een efficiënte manier om de houdbaarheid van producten te verlengen en voedselverspilling te minimaliseren. Voor een succesvolle implementatie is echter een grondige kennis nodig van thermodynamische concepten, polymeerwetenschappen en nauwkeurige kostenmodellering. Deze gids biedt een gedetailleerde technische en financiële studie van het hot fill-proces, zodat besluitvormers over de benodigde informatie beschikken om het proces van capaciteitsplanning, materiaalselectie en het oplossen van problemen op de productievloer te navigeren.
Wat is heet afgevuld verpakken: Proces en principes
Als efficiënte heet vulmethode zorgt dit commerciële sterilisatieproces ervoor dat een heet vloeibaar of halfvloeibaar vloeibaar product tot hoge temperaturen wordt verhit, in een container wordt gegoten wanneer deze heet is, en in minimale tijd wordt afgesloten. Hierbij wordt gebruik gemaakt van de hoge hitte en thermische energie van het product zelf om de binnenkant van de container en de sluiting te steriliseren, waardoor de reproductie van schadelijke micro-organismen effectief wordt voorkomen en verdere microbiële groei wordt gestopt.
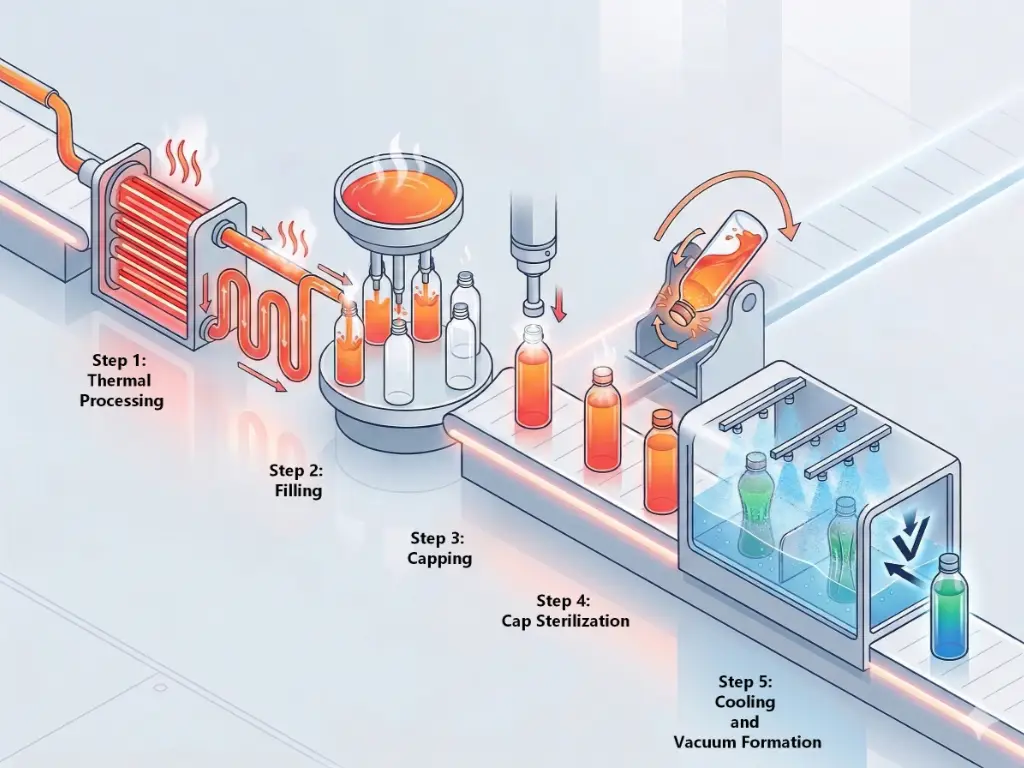
Het conventionele hete vulproces volgt een starre, sequentiële thermodynamische stroom:
- Thermische verwerking (verwarming): Het product wordt onderworpen aan een platen- of buizenwarmtewisselaar, die de temperatuur van het product snel verhoogt tot een gewenste waarde van 82°C tot 95°C (180F tot 205F). Het product wordt gedurende een bepaalde tijd (meestal 15 tot 30 seconden) op deze temperatuur gehouden om er zeker van te zijn dat alle schadelijke micro-organismen, vegetatieve bacteriën en bederfveroorzakende enzymen worden vernietigd.
- Vulling: Het hete product wordt in de vulcarrousel gepompt. De vulkom en kleppen zijn meestal ontworpen met recirculatielussen om de noodzakelijke sterilisatietemperatuur te behouden en het product continu door de warmtewisselaar te laten stromen in geval van lijnstops. Het product wordt in de container geledigd bij temperaturen die niet lager zijn dan 82°C.
- Afdekken: Onmiddellijk na het vullen wordt een dop geplaatst. De stoom die door het hete product wordt geproduceerd, vervangt de ruimte tussen het vloeistofniveau en de dop.
- Inversie (Sterilisatie van de kap): De verzegelde container wordt via een transportband en een kantel- of omkeermechanisme verplaatst. De container wordt gedurende 2 tot 3 minuten omgedraaid of omgekeerd. Deze beweging zorgt ervoor dat de 82°C + vloeistof in direct contact komt met de binnenkant van de dop en de bovenste halsafwerking, wat ervoor zorgt dat eventuele resterende ziekteverwekkers in de kopruimte worden verwijderd.
- Koeling en Vacuüm Formatie: Het vat wordt in een koeltunnel met meerdere zones geplaatst. De plastic containers of glazen flessen worden besproeid met omgevingswater of gekoeld water in een waterbadachtige omgeving, waardoor de interne temperatuur snel daalt tot ongeveer 35°C à 40°C. De vloeistof krimpt tijdens het afkoelen. Tegelijkertijd condenseert de stoom in de kopruimte tot water. Dit dubbele effect vormt een krachtige negatieve drukgradiënt, of vacuüm, in het gesloten vat, wat een hermetische afsluiting garandeert en zuurstof buitensluit.
Dit is een zeer effectief thermodynamisch proces dat wordt beperkt door strikte biochemische beperkingen. Het is alleen toepasbaar op bepaalde pH-niveaus.
| Productcategorie | Geschiktheid | Rechtvaardiging |
| Dranken met een hoog zuurgehalte (vruchtensappen, groentesappen, sportdranken, thee, limonades) | Ideaal | De pH-waarde is lager dan 4,5. Een hoge zuurgraad voorkomt de groei van Clostridium botulinum sporen. Heet afvullen vernietigt gemakkelijk de resterende vegetatieve bacteriën, gisten en schimmels. |
| Specerijen met een hoog zuurgehalte (ketchup, chilisaus, vruchtenmoes, dressings op basis van azijn) | Ideaal | Een hoge zuurgraad en hoge verwerkingstemperaturen zorgen voor commerciële steriliteit. De warmte dringt door in het viskeuze product voor een veilige opslag in de omgeving en een langere houdbaarheid. |
| Producten met een laag zuurgehalte (melk, zuivelalternatieven, bottenbouillon, proteïneshakes) | Niet geschikt | pH hoger is dan 4,5. Hete temperaturen (95°C) kunnen Clostridium botulinum-sporen in omgevingen met weinig zuur niet vernietigen. Hiervoor is een hogedrukretort of aseptische verwerking nodig vanwege de noodzaak van warmtebehandeling onder druk. |
| Koolzuurhoudende dranken (frisdrank, bruisend water, koolzuurhoudende energiedrankjes) | Niet geschikt | Door verhitting komt er opgelost koolzuurgas vrij. Het proces vereist vacuümvorming, wat in tegenspraak is met de positieve druk die nodig is voor carbonatatie in zijn natuurlijke staat. |
De juiste hot fill verpakkingsmaterialen kiezen
De hoge thermische spanning en vacuümdruk tijdens het hot fill-proces leggen extreme mechanische belastingen op aan het verpakkingsmateriaal. De verpakking moet de begintemperatuur tot 95°C kunnen weerstaan zonder te smelten, uit te rekken of dimensionale stabiliteit te verliezen, en vervolgens bestand zijn tegen de hoge binnenwaartse atmosferische druk tijdens het afkoelproces. Elk materiaal heeft zijn eigen unieke eigenschappen. Normale verpakkingsmaterialen kunnen onder dergelijke omstandigheden niet worden gebruikt, waardoor een evaluatie van uw verpakkingsbehoeften en verschillende compatibele flesopties nodig is.
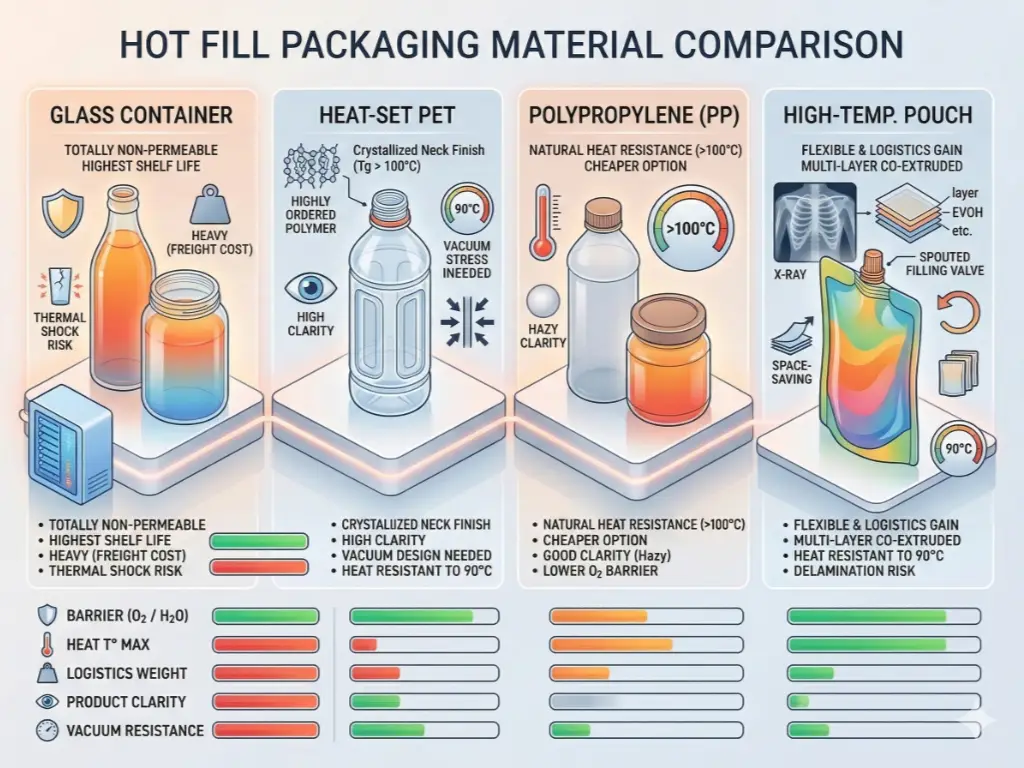
- Glazen verpakkingen
Het conventionele en sterkste hot fill-materiaal is glas. Het is volledig ondoordringbaar, zuurstofvrij en heeft geen kans op chemische verplaatsing. Glas biedt een 100% vocht- en gasbarrière, wat de hoogste houdbaarheid garandeert. Of je nu standaardflessen of glazen potten met brede opening gebruikt, glas is structureel goed bestand tegen de hogere temperaturen en de daaruit voortvloeiende vacuümdruk zonder te barsten of te vervormen. Als geweldig materiaal is glas echter zwaar, en dat brengt veel vrachtkosten met zich mee. Er moet ook goed worden gelet op de temperatuur tijdens het vul- en koelproces; als glazen flessen die heet worden gevuld, worden blootgesteld aan een plotselinge temperatuurverandering in de koeltunnel, kan dit leiden tot een rampzalige thermische schok en breuk van de containers.
- Heat-Set PET (polyethyleentereftalaat)
Normale PET flessen vervormen en bezwijken bij temperaturen boven 70°C. Om PET in hot fill lijnen te kunnen gebruiken, moeten fabrikanten Heat-Set PET aanschaffen. De Heat-Set PET verpakkingen worden in verwarmde mallen geblazen en ondergaan een gecontroleerde thermische conditionering tijdens het blaasvormproces. Het proces verandert de structuur van de polymeerketens, waardoor de glasovergangstemperatuur (Tg) van de kunststof wordt verhoogd en interne spanningen worden geëlimineerd. De maximale vultemperatuur van heat-set PET is 90°C, waardoor het de meest populaire kunststof is voor dit proces. Deze plastic flessen hebben echter een groter harsgewicht (gramgewicht) nodig dan flessen voor koud afvullen om structureel gezond te zijn, en ze moeten bepaalde geometrische ontwerpen hebben om de vacuümdruk te beheersen en vervorming van de plastic flessen te voorkomen.
- Polypropyleen (PP)
Polypropyleen heeft een goede natuurlijke hittebestendigheid en kan gemakkelijk temperaturen van meer dan 100 °C weerstaan zonder warmtebehandelingsprocedures. Het is een goedkopere vervanger voor PET in sommige toepassingen voor heet afvullen, vooral wanneer grotere verpakkingen of potten met brede opening worden gebruikt voor het bewaren van sauzen en jam. Het grootste nadeel van PP is dat het niet zo helder is als glas; het is troebel of wazig in vergelijking met de glasachtige transparantie en glanzende afwerking van PET, wat invloed kan hebben op de aantrekkelijkheid van het schap voor de detailhandel. Bovendien is de zuurstofbarrière van PP lager dan die van PET en kan het de houdbaarheid van zeer oxidatiegevoelige producten verminderen.
- Zakken voor hoge temperaturen
Hoewel de markt wordt gedomineerd door een groot aantal soorten flessen en harde verpakkingen, neemt het marktaandeel van meerlaagse gecoëxtrudeerde flexibele zakken (spouted pouches) toe. Deze zakken zijn gemaakt van gelamineerde folies, meestal met aluminiumfolie of EVOH-barrièrelagen, en zijn bestand tegen een vultemperatuur van 90 °C. Ze zijn een geweldige optie en hebben een groot logistiek voordeel, omdat lege pouches een fractie van de opslagruimte van lege stijve flessen innemen. Flexibele materialen vereisen echter zeer gespecialiseerde vulventielen om de hitte aan te kunnen zonder dat de tuit smelt, en het koelproces moet goed geregeld zijn om delaminatie van de zakwanden te voorkomen.
Hot Fill vs. Andere vultechnologieën: ROI-matrix
Fabriekstechnische teams moeten het heet vulproces vergelijken met andere concurrerende sterilisatietechnologieën. Deze systemen kunnen alleen worden vergeleken door het analyseren van kapitaaluitgaven (CAPEX) en operationele uitgaven (OPEX).
| Technologie | Doel pH Geschiktheid | Conserveringsmiddelen vereist | Materiaal Hittebestendigheid | Smaak en voedingsstoffen behouden |
| Warm vullen | Hoog zuur (< 4,5) | Geen | Hoog (Heat-Set PET, glas) | Matig tot goed |
| Aseptisch vullen | Hoog en laag zuur | Geen | Laag (standaard lichtgewicht PET) | Uitstekend |
| Retort | Laag zuur (> 4,5) | Geen | Extreem (metalen blikken, retortzakken) | Matig (uitgebreide verwarming) |
| Koud vullen | Hoog zuur (< 4,5) | Ja | Laag (standaard lichtgewicht PET) | Uitstekend |
CAPEX vs. OPEX voor verschillende productielijnen
Koudvulsystemen hebben de laagste CAPEX. De machines zijn mechanisch eenvoudig en er zijn geen warmtewisselaars, koeltunnels of speciale inversiebanden nodig. De OPEX zijn ook laag omdat fabrikanten de lichtste en goedkoopste standaard PET-flessen kunnen gebruiken. Desondanks beperkt de noodzaak van chemische conserveringsmiddelen de toegang tot de markt, terwijl er onder consumenten veel vraag is naar producten met een schoon label.
- Warm vullen
Hot fill is een bescheiden CAPEX-investering. De lijn heeft pasteurs, speciale vulkleppen en enorme koeltunnels nodig. De OPEX daarentegen is relatief hoog. Het proces kost veel energie om het product te verhitten en vervolgens te koelen. Bovendien impliceert de noodzaak van Heat-Set PET dat elke hot-fill fles veel zwaarder en duurder is dan een gewone PET-fles. De prijs van de grondstof maakt een aanzienlijk deel uit van de terugkerende bedrijfskosten.
Aseptische technologie is duur in termen van astronomische CAPEX, die in de miljoenen dollars kan lopen. Het proces steriliseert het product en de verpakking afzonderlijk en combineert ze vervolgens in een steriele cleanroom (isolator) van farmaceutische kwaliteit. De apparatuur omvat gecompliceerde sterilisatiebaden (met waterstofperoxide of perazijnzuur) en steriele luchtfiltersystemen. De kosten voor onderhoud en training van operators zijn erg hoog. Maar Aseptische OPEX is kleinschalig. De vloeistof wordt gekoeld voor het vullen, dus het proces maakt gebruik van ultralichte, standaard PET-flessen, waardoor de kosten van plastic hars aanzienlijk dalen.
Voedingsmiddelen met een laag zuurgehalte, zoals vlees, dierenvoeding en bouillon, moeten worden geretortiseerd. Het product wordt verpakt in metalen blikjes of retortzakken en vervolgens in enorme drukvaten (autoclaven) geladen waar het tussen de 30 en 60 minuten wordt blootgesteld aan stoom van 121°C. De CAPEX is hoog vanwege de zware drukvaten en de OPEX is extreem vanwege de enorme hoeveelheid energie die nodig is om het water te verwarmen en de druk hoog te houden tijdens lange cycli.
Het break-even punt voor uw merk berekenen
De keuze voor Hot Fill of Aseptic is een wiskundige oefening in volume en materiaalkosten. De ingenieurs moeten het snijpunt uitzetten van CAPEX-afschrijving en OPEX-accumulatie.
Neem het voorbeeld van een beslissingsmatrix voor een merk met veel zure sappen. Als het productievolume minder dan 10 miljoen flessen per jaar is, is heet afvullen de onbetwistbare financiële optie. De winstmarges zouden teniet worden gedaan door de hoge CAPEX van een aseptische lijn en de hogere eenheidskosten van Heat-Set PET-flessen kunnen worden gehanteerd bij lage volumes.
Maar de wiskunde keert om naarmate de productieschaal toeneemt. De besparingen door het vervangen van 15 gram standaard PET-flessen (Aseptisch) door 28 gram Heat-Set PET-flessen (Hot Fill) vermenigvuldigen zich snel wanneer het jaarlijkse volume de 50 miljoen flessen overschrijdt. Alleen al de miljoenen dollars die worden bespaard op plastic hars en transportgewicht zullen de enorme CAPEX van de Aseptische machine bij deze drempelwaarde in 24 tot 36 maanden terugverdienen. In het geval van producten met een laag zuurgehalte doet het volume er niet toe; Hot Fill kan de voedselveiligheid eenvoudigweg niet garanderen en de keuze is dan tussen Aseptisch en Retort.
Storingsanalyse en probleemoplossing op de werkvloer
Theorievorming moet worden vertaald naar prestaties op de werkvloer. Hete vullijnen brengen bepaalde fysische en thermodynamische problemen met zich mee, die leiden tot hoge uitvalpercentages als ze niet goed onder controle worden gehouden. De volgende faalwijzen moeten door productie-ingenieurs worden vermeden door strikte controleparameters toe te passen en de essentiële stappen op een algemene manier te begrijpen.
Panelen en vervorming (Vacuum Panels Ontwerp)
Panningeling- het ongecontroleerd naar binnen zakken van de plastic fles is het meest voorkomende visuele defect bij heet afgevulde verpakkingen. Het volume van de vloeistof van 85°C vermindert wanneer deze afkoelt tot 35°C. Dit effect wordt versterkt door de condenserende stoom in de headspace, waardoor een sterk vacuüm ontstaat. De buitenkant van de fles wordt aangedrukt door de atmosferische druk.
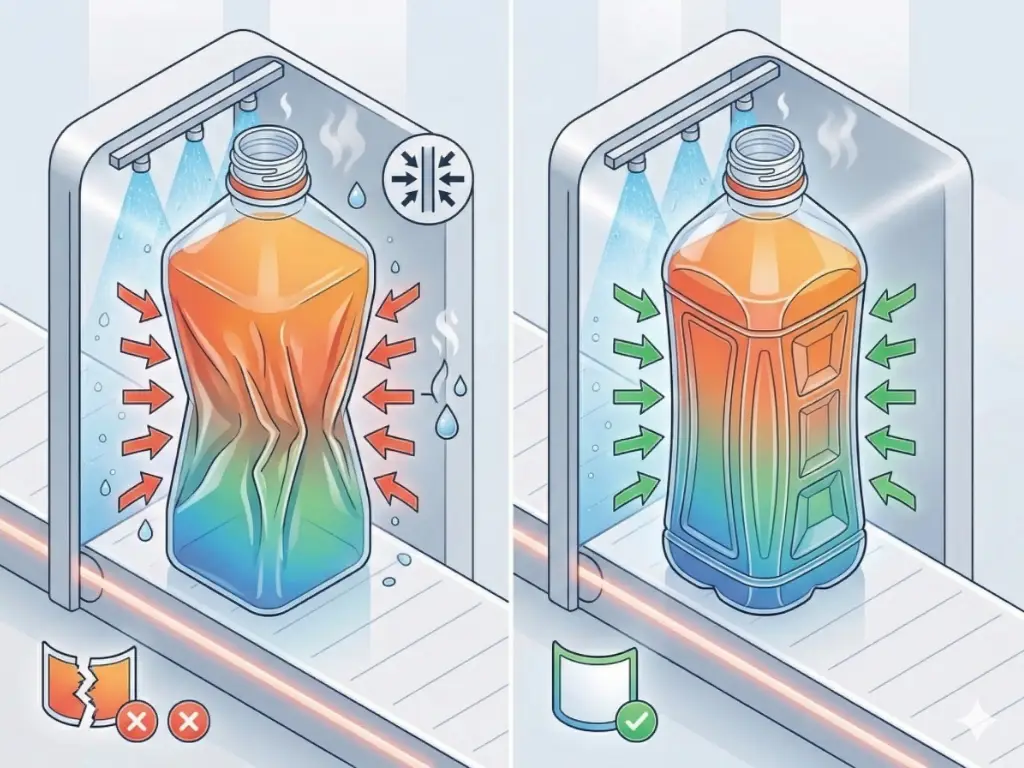
Deze drukspanning wordt gelijkmatig verdeeld over de geometrie van ronde glazen flessen. Plastic flessen, met name vierkante of rechthoekige vormen, zijn niet in staat om deze kracht uit zichzelf te weerstaan; hun vlakke zijden zullen willekeurig buigen, waardoor het gebied waar het label wordt aangebracht wordt geruïneerd en het product onverkoopbaar wordt.
Om dit aan te pakken, maken constructeurs zogenaamde vacuümpanelen in de vorm van de PET-fles. Dit zijn bepaalde geometrische markeringen of bochten, of ribben op het lichaam van de fles. Het zijn kunstmatige kwetsbare punten. Als het vacuüm wordt gecreëerd, buigen deze panelen gelijkmatig naar binnen, waardoor de krimpkracht wordt opgevangen en de primaire structurele pijlers van de fles recht en stevig blijven. Een onjuiste maatvoering van deze panelen ten opzichte van het vulvolume en de koeldelta leidt tot rampzalige vervorming.
De rol van gekristalliseerde halsafwerkingen
PET polymeer is een standaard amorf materiaal dat zacht wordt en vervormt bij een glasovergangstemperatuur van ongeveer 70°C. Als er 85°C vloeistof in een normale PET-fles wordt gegoten, zal de halsafwerking, of het schroefdraadgedeelte waar de dop op zit, vervormen. Een fractie van een millimeter vervorming tast de hermetische afsluiting aan, wat kan leiden tot het binnendringen van zuurstof, productbederf en grote productterugroepingen.
Om dit te voorkomen moeten heet afgevulde PET-flessen een Crystallized Neck Finish hebben. De hals van de fles wordt tijdens het productieproces blootgesteld aan intense infraroodverwarming, maar het lichaam wordt bedekt. Deze plaatselijke hitte zorgt ervoor dat de polymeerketens in de hals worden georiënteerd in een zeer geordende, kristallijne structuur. Het esthetische resultaat is dat de hals ondoorzichtig wit wordt. Deze gekristalliseerde structuur verhoogt de hittebestendigheid van de halsafwerking tot meer dan 100°C, waardoor de draden vormvast en rotsvast blijven wanneer het vullen en afdekken op hoge temperatuur gebeurt.

Overkoken en smaakverlies in koeltunnels
De efficiëntie van de koeltunnel bepaalt de kwaliteit van een heetgevuld product. Als het product te lang op 85°C blijft, wordt het ernstig thermisch aangetast. Dit veroorzaakt de Maillardreactie (bruinkleuring van de vloeistof), verlies van delicate voedingsstoffen zoals vitamine C, met gevolgen voor de voedingseigenschappen, en de wijziging van delicate smaakverbindingen, met gevolgen voor de smaak van het product. Het product kookt eigenlijk in de fles.
Tunnels die gekoeld worden, moeten een nauwkeurig temperatuurgradiënt met meerdere zones gebruiken. Een fles van 85°C die direct in gekoeld water van 5°C wordt geplaatst, krijgt een thermische schok waardoor het glas kan barsten of de kunststof onvoorspelbaar kan krimpen. De temperatuur moet geleidelijk verlaagd worden in de tunnel (bijv. zone 1 60°C, zone 2 40°C, zone 3 25°C). De kerntemperatuur van de fles moet constant gemeten worden door technici. Viskeuze vloeistoffen zijn slechte warmtegeleiders; dat wil zeggen dat de vloeistof op de wand van de fles snel afkoelt en het midden van de vloeistof destructief heet is. Pompdrukken, sproeierhoeken en verblijftijden van de transportband moeten worden berekend om een snelle en gelijkmatige warmteafvoer te garanderen.
Niche- en moeilijke hot fill-producten onder de knie krijgen
De technologie voor heet afvullen is gebaseerd op standaardsappen en -thee. De echte technische kracht van een verpakkingslijn is wanneer deze wordt gebruikt om meerfasen- of hoogviskeuze materialen te verwerken.
Omgaan met deeltjes bij heet vullen
Speciale vloeistofbehandeling is nodig voor het verwerken van sauzen met een hoog zuurgehalte en grote deeltjes, zoals chilizaadjes, fruitblokjes in jam of groentebrokjes in salsa. Normale zwaartekrachtkleppen of hogesnelheidsflowmeters zullen de deeltjes verpletteren of onderhevig zijn aan voortdurende brugvorming en verstopping.

Het systeem moet gebruikmaken van verdringerpompen of roterende klepzuigervullers om de deeltjesintegriteit te garanderen. De boring van het vulmondstuk moet ontworpen zijn om niet kleiner te zijn dan twee keer de diameter van het grootste vaste deeltje. Bovendien is het belangrijk om een homogene suspensie van vaste deeltjes in de vuilwatertank te houden. Als het roeren te hevig is, worden de deeltjes uit elkaar getrokken; als het te langzaam gaat, bezinken de vaste deeltjes, zodat de eerste flessen alleen vloeistof bevatten en de laatste flessen alleen vaste deeltjes. Het systeem moet beschikken over zeer geregelde, lage-schuif-roerders in de verwarmde vultrechter.
Uitdagingen voor hoge viscositeit overwinnen
Ketchup, geconcentreerde siropen en zware pasta's leveren ernstige thermische penetratieproblemen op. De viscositeit vormt een ernstige belemmering voor de convectiestromen in de vloeistof. De normale platenwarmtewisselaars kunnen niet worden gebruikt tijdens de eerste verwarmingsfase; de dikke pasta zal op de platen branden, wat zal leiden tot vervuiling en de productie zal stoppen. Bij producten met een hoge viscositeit zijn buizenwarmtewisselaars of warmtewisselaars met een geschraapt oppervlak nodig om het product fysiek van de verwarmde wanden te vegen om verbranding te voorkomen en voor een gelijkmatige temperatuurverdeling.
In de vulfase zijn de viskeuze producten niet gemakkelijk te verplaatsen en worden pneumatische of servogestuurde zuigercilinders onder hoge druk gebruikt om het materiaal in de container te duwen. De vulsnelheid moet geprofileerd worden. Doseren onder hoge druk leidt tot spatten en insluiting van luchtbellen in de pasta. De ingesloten lucht zet uit en krimpt willekeurig, verpest de precisie van de vacuümafdichting en voegt zuurstof toe die bederf versnelt. De vuller moet gebaseerd zijn op een bottom-up vulmethode, waarbij de spuitmond naar de bodem van de container zakt en precies gelijk oploopt met het stijgende vloeistofniveau.
Hoe de juiste Hot Fill machine te kiezen
Apparatuur voor heet vullen aanschaffen vereist het afstemmen van mechanische capaciteiten op de bedrijfsstrategie op lange termijn. Beslissers moeten drie cruciale parameters evalueren voordat ze de specificaties definitief vaststellen:
- Om te beginnen moet capaciteitsafstemming gebaseerd zijn op realistische operationele efficiëntie (OEE).in plaats van op theoretische maximumsnelheden. Als een lijn een snelheid van 200 flessen per minuut heeft, moet de koeltunnel stroomafwaarts de thermodynamische capaciteit hebben om warmte te verwijderen bij die specifieke snelheid; een knelpunt in de koeling zal de hele lijn doen verslappen.
- Ten tweede moet het systeem toekomstige product roadmaps ondersteunen. Een machine die alleen is gekocht voor dunne vloeistoffen zal tegen hoge kosten achteraf moeten worden aangepast als de marketingafdeling besluit om een saus met veel deeltjes te introduceren. Wijs in een vroeg stadium op verdringerplunjervullers en roterende kleppen met grote doorlaat als er complexe matrices worden verwacht.
- Beoordeel ten derde de mate van automatisering van de Clean-in-Place (CIP) systeem. Hete vullijnen worden gebruikt om kleverige, suikerrijke of sterk gearomatiseerde producten te verwerken. Handmatige reinigingsprocedures zorgen voor langdurige stilstand en een hoog risico op bacteriële besmetting. Vraag om volledig geautomatiseerde, PLC-gestuurde CIP-procedures met gevalideerde doorstroomsnelheden, dosering van chemicaliën en temperatuurregistratie om totale hygiëne tussen batchwissels te garanderen.
Hoe kan Levapack complexe hot fill verpakkingsuitdagingen oplossen?
Een van de grootste uitdagingen bij thermische verwerking is het handhaven van de lijnefficiëntie bij het verwerken van producten met een hoge viscositeit of pasta's met veel deeltjes. Hoewel standaardapparatuur volstaat voor dunne vloeistoffen, vereisen complexe sauzen nauwkeurig ontworpen systemen om verstopping van kleppen, onregelmatige dosering en thermische inconsistenties te voorkomen. Daarom is Levapack, leverancier van op maat gemaakte verpakkingsmachines, een strategische optie voor faciliteiten die knelpunten in de productie willen elimineren en de operationele betrouwbaarheid willen vergroten.
Bij het verwerken van dikke sauzen, grove specerijen of viskeuze pasta's hebben standaardvullers vaak moeite met thermische spanning en onnauwkeurige dosering. Levapack ingenieurs gespecialiseerde heet afvulbare sausverpakkingsoplossingen ontworpen om precies deze knelpunten te elimineren. Door gebruik te maken van robuuste zuiger-vultechnologie en zwaar 304/316 roestvrij staal, kunnen onze machines moeiteloos omgaan met extreme temperaturen en zware deeltjes zonder verstopt te raken. Van aangepaste spuitmondconfiguraties tot nauwkeurige servogestuurde besturingen die een vulnauwkeurigheid van sub-1% leveren, helpen wij u een veerkrachtige, geautomatiseerde lijn te bouwen die zich naadloos aanpast aan PET, glas en blikjes, zodat u verzekerd bent van een compromisloze productintegriteit en maximale operationele efficiëntie.



