Uw verpakkingslijn upgraden: Is geleidingsdichting nog steeds de moeite waard?
In het hyperconcurrerende productielandschap van vandaag, Totale efficiëntie van apparatuur (OEE) De winstgevendheid van een fabriek wordt bepaald door het sealstation, dat vaak naar voren komt als het kritieke knelpunt en de boosdoener achter kostbare klachten van klanten. Bij het upgraden van apparatuur worden technici en fabrieksmanagers geconfronteerd met een klassiek dilemma: vasthouden aan de traditionele, schijnbaar kosteneffectieve "conductieafdichting" of overstappen op hogesnelheidsafdichtingen met een hoge snelheid. Inductie Afdichting systemen? Hoewel conductieafdichting een sterke positie heeft behouden vanwege de eenvoudige mechanische principes en lage initiële investeringen, verandert de evaluatiematrix drastisch als je de focus verlegt van de eerste aankoopfactuur naar het echte, vijf jaar durende operationele grootboek van de fabrieksvloer.
Als je rekening houdt met maximale doorvoergrenzen, ondraaglijke omsteltijden, uitval van materiaal en de intensieve handmatige arbeid die nodig is voor dagelijks onderhoud, is geleidend afdichten dan nog wel gerechtvaardigd in een moderne, flexibele productielijn? Deze veelomvattende technische gids rekent af met de standaard marketingpraatjes van verkopers en analyseert objectief de onderliggende fysieke mechanismen van geleidend afdichten. We zullen de onvervangbare sweet spots onderzoeken, de fatale technische valkuilen blootleggen en u voorzien van de harde gegevens die nodig zijn om te bepalen of deze technologie nog steeds geschikt is voor uw specifieke verpakkingseisen.
Wat is geleidingsafdichting? Het mechanisme van directe warmteoverdracht begrijpen
Om een weloverwogen beslissing over verpakkingsmachines te kunnen nemen, moeten we eerst een duidelijke technische basis vaststellen. Geleidend sealen is geen propriëtaire "black box" technologie, maar een eenvoudige toepassing van fundamentele thermodynamica. De kern van geleidend sealen is gebaseerd op directe, fysieke thermische overdracht om een polymeerlaag te smelten en te hechten aan de opening van een verpakking.
De 4 fasen van geleidingsafdichting
In tegenstelling tot contactloze sealmethoden vereist geleiding een absolute fysieke verbinding tussen de machine en het verpakkingsmateriaal. De fysieke opeenvolging van deze handeling kan objectief worden onderverdeeld in vier verschillende fasen:
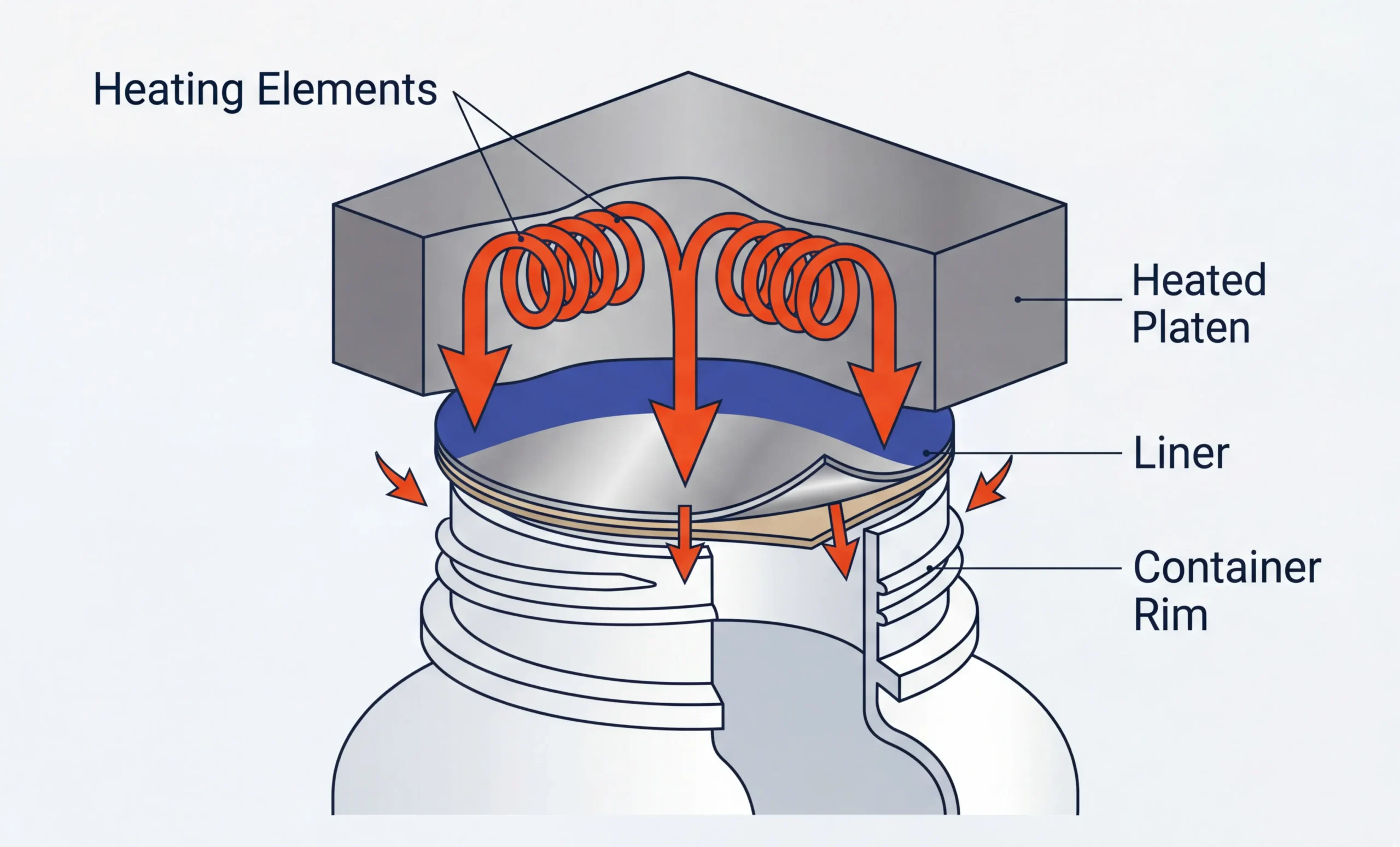
- Warmteopwekking: Een intern elektrisch verwarmingselement genereert continu thermische energie, waardoor de temperatuur van een massief metalen plaat wordt verhoogd tot een nauwkeurig, vooraf bepaald instelpunt.
- Fysieke bediening: Een mechanische of pneumatische cilinder drijft de verwarmde sealkop naar beneden en drukt deze stevig tegen de bovenkant van de container en de sealvoering.
- Thermische overdracht: De warmte-energie gaat rechtstreeks van het hete metalen oppervlak door de buitenste lagen van het afdichtingsmateriaal (zoals folie of papieren achterkant) via direct fysiek contact.
- Smelten en uitharden van polymeren: De warmte bereikt de onderste polymeerlaag van de heat-seal, waardoor deze boven het smeltpunt komt. Zodra de verwarmde kop teruggetrokken wordt, koelt het polymeer snel af en stolt, waardoor een hermetische afsluiting met de rand van de container.
Inzicht in dit proces benadrukt de absolute noodzaak van drie kritieke variabelen die de operatie aansturen: Temperatuur, Druken Stilstandtijd. Terwijl temperatuur en druk enigszins instelbaar zijn, Stilstandtijd-de werkelijke fysieke duur dat de verwarmde kop in contact moet blijven met de folie- is een onontkoombare natuurkundige wet. Omdat polymeren natuurlijke warmte-isolatoren zijn, is warmteoverdracht inherent langzaam. In de meeste industriële toepassingen heeft een geleidingssealer een fysieke verblijftijd van 1,0 tot 3,0 seconden nodig om een betrouwbare hermetische afdichting te bereiken.
Om dit in een bekend alledaags scenario te vatten, kun je denken aan de werking van een standaard lamineermachine op kantoor of het gebruik van een huishoudstrijkijzer om een thermotransfersticker op een T-shirt aan te brengen. Je kunt niet gewoon met het hete strijkijzer tegen de stof tikken en verwachten dat de lijm zich hecht. Je moet het strijkijzer stevig indrukken (druk) en enkele seconden vasthouden (wachttijd) zodat de warmte door de lagen kan dringen en de lijm kan smelten (temperatuur). Als een van deze drie elementen ontbreekt, mislukt de verbinding. Direct fysiek contact en voldoende tijd zijn de onmisbare voorwaarden voor geleidende warmteoverdracht.
Geleiding vs. inductieafdichting: Een technische vergelijking van kop tot kop
Het debat tussen conductie- en inductiesealing wordt vaak gereduceerd tot een ongenuanceerd argument van "welke machine is beter? Echter, vanuit een technisch standpunt is geen van beide technologieën inherent superieur in een vacuüm. Het echte verschil zit hem in de manier waarop hun respectieve mechanismen van warmteontwikkeling hun toepassingsscenario's bepalen. Door de technologie objectief te deconstrueren, tillen we de discussie van basisspecificaties naar procesarchitectuur op hoog niveau.
De mechanismen van warmteopwekking: Externe vs. interne verwarming
Het grootste verschil tussen de twee technologieën is de gerichte stroom van thermische energie.
Geleidingsafdichting (Externe verwarming)
Zoals vastgesteld is geleiding een "outside-in" proces. Het steunt op directe warmtegeleiding. Een massief metalen blok wordt verhit tot een hoge temperatuur en die warmte wordt met kracht door de bovenste lagen van het verpakkingsmateriaal geperst tot ze de lijmlaag onderaan bereikt. De warmtebron bevindt zich volledig buiten de verpakking.
Analogie: Net als een ei koken in een koekenpan. De warmte moet langzaam via de bodem omhoog gaan.
Inductieafdichting (interne verwarming)
Inductie daarentegen is een "inside-out" proces. Het is een volledig contactloos technologie die gebruik maakt van een Elektromagnetisch veld. Magnetische golven gaan onschadelijk door de plastic kap en induceren wervelstromen uitsluitend binnen de aluminiumfolie laag, waardoor de polymeerlaag van binnenuit smelt.
Analogie: Vergelijkbaar met het verhitten van een ei in een magnetron. De energie prikkelt de moleculen binnenin direct, waardoor snelle interne verhitting ontstaat.
Limieten voor productiesnelheid en lijnefficiëntie
Omdat de fundamentele mechanismen van warmteproductie zo enorm verschillen, bevinden hun respectieve capaciteiten op een hogesnelheidsproductielijn zich in totaal verschillende stratosferen. De onontkoombare fysica van de "wachttijd" fungeert als een hard plafond voor de verwerkingscapaciteit van geleidingssystemen.
| Metrisch (evaluatiedimensie) | Geleidingsafdichting | Inductie Afdichting |
|---|---|---|
| Maximale lijnsnelheid | Langzaam tot gemiddeld (gewoonlijk 30-60 CPM per hoofd) | Hoog tot ultrahoog (gemakkelijk 100 - 300+ CPM) |
| Continue werking | Intermitterend/Stop-and-Go (vereist dat containers pauzeren voor fysiek indrukken) | Continu/Inline (containers bewegen ononderbroken op de transportband) |
| Opwarm-/afkoeltijd | Uitgebreid (30+ minuten nodig om zware metalen platen te verhitten) | Onmiddellijk (Solid-state elektronica vereist geen opwarming) |
Om deze specificaties te vertalen naar de wiskunde van de fabriek in de praktijk, moet u eens kijken naar een faciliteit die dagelijks een quotum van 100.000 flessen moet halen tijdens een standaarddienst van 8 uur. Dit vereist een continue verwerkingscapaciteit van ongeveer 208 containers per minuut (CPM).
Een standaard continu inline inductiesealer kan deze 208 CPM moeiteloos verwerken en neemt daarbij ongeveer één tot twee meter transportbandruimte in beslag. Om exact dezelfde capaciteit te bereiken met conductiesealen, kan de fysica van de 1,5 seconde verblijftijd niet worden omzeild. Een enkele geleidingskop haalt maximaal ongeveer 40 CPM. Om 208 CPM te bereiken zou de fabriek dus moeten investeren in een enorm, meerkops roterend geleidingssysteem met 6 tot 8 individuele sealstations. Dit verhoogt niet alleen de mechanische complexiteit en onderhoudsvereisten exponentieel, maar het verbruikt ook een enorme hoeveelheid zeer kostbaar vloeroppervlak in de fabriek, alleen maar om de output van een enkele, compacte inductiespoel te evenaren.
De echte ROI evalueren: CAPEX vs. OPEX in geleidingssystemen
Bij het presenteren van opties voor apparatuur aan de financiële afdeling ziet geleidend sealen er op papier vaak erg aantrekkelijk uit. Het evalueren van de Return on Investment (ROI) uitsluitend op basis van de kapitaaluitgaven (CAPEX) is echter een gevaarlijke valkuil die de operationele bloeding op de fabrieksvloer op de lange termijn maskeert. Om de kosten echt te begrijpen, moeten we de operationele uitgaven (OPEX) analyseren.
De illusie van lage initiële kapitaaluitgaven (CAPEX)
Het is een objectief feit dat de basismachine (kale chassis) van een enkelkops pneumatisch geleidend sealsysteem aanzienlijk goedkoper is dan een solid-state, watergekoeld inductie sealsysteem. Voor een startende onderneming of een bedrijf dat één product in kleine volumes verwerkt, is deze lage instapdrempel zeer aantrekkelijk.
De verborgen kosten zitten echter in het vereiste "gereedschapsecosysteem". Geleidend afdichten vereist Aangepaste verwarmingsmatrijzen. Omdat de metalen sluitkop perfect moet passen bij de exacte diameter en contour van de lip van de fles om een gelijkmatige druk uit te oefenen, heeft elke afzonderlijke flesafmeting zijn eigen nauwkeurig CNC-bewerkte metalen sluitkop nodig. Bovendien is de constante bediening afhankelijk van complexe Pneumatische systemen (luchtcompressoren, cilinders en kleppen) die voortdurend onderhoud, smering en uiteindelijk vervanging nodig hebben vanwege mechanische slijtage.
Het kopen van een geleidingssealer is vergelijkbaar met het kopen van een goedkope inkjetprinter. De printer zelf is zwaar gesubsidieerd en goedkoop, maar u wordt gedwongen om zeer dure, bedrijfseigen inktpatronen (aangepaste verwarmingsmatrijzen) aan te schaffen voor de rest van de levensduur van de machine. Als je productlijn volgend jaar wordt uitgebreid met vijf nieuwe flesvormen, moet je vijf nieuwe aangepaste verwarmingsblokken laten maken en kopen.
De OEE-killer: Gereedschapwissels en opwarmvertragingen
Hoewel de kosten van aangepaste matrijzen pijnlijk zijn, verbleken ze in vergelijking met de verwoestende impact die geleidend sealen heeft op de uptime van machines tijdens productwissels. Bij moderne contractverpakkingen of agile productie kan het voorkomen dat een lijn meerdere keren per dag van verpakkingsformaat moet wisselen.
Laten we de tijdlijn van een standaard wissel van geleidingsgereedschap eens nauwkeurig uitwerken:
- Stap 1: Afkoelen (30 - 45 minuten). Het bestaande metalen verwarmingsblok heeft een verschroeiende temperatuur van 200°C. Voordat een technicus het veilig kan losschroeven en verwijderen zonder ernstige brandwonden te riskeren, moet de machine worden uitgeschakeld en de kans krijgen om de warmte op natuurlijke wijze af te voeren.
- Stap 2: Fysieke gereedschapswissel (10 minuten). De operator draait de oude kop los, lijnt de nieuwe aangepaste matrijs uit en vergrendelt deze in de pneumatische assemblage.
- Stap 3: Opwarming en stabilisatie (30 minuten). De machine wordt weer ingeschakeld. Het dichte nieuwe metalen blok moet langzaam warmte opnemen totdat de interne PID-regelaar bevestigt dat het gestabiliseerd is op de nieuwe doeltemperatuur.
- Stap 4: Drukkalibratie (10 minuten). De pneumatische neerwaartse slag moet nauwkeurig worden aangepast aan de hoogte van de nieuwe fles en de dikte van de nieuwe matrijs, zodat de druk perfect is zonder de fles te pletten.
Dit proces kost routinematig 80 tot 95 minuten pure dode tijd. Pas dit nu toe op een zandbakscenario op de fabrieksvloer: Een fabriek heeft een zeer flexibel schema, waarbij 3 productwissels per dag nodig zijn. Met een geleidingsmachine offert de fabriek dagelijks meer dan 4 uur productietijd op door te wachten tot het metaal warm en koud is. Als de totale kosten van stilstand (lonen van operators, overhead en verloren productiewinst) conservatief geschat worden op $500 per uur, dan verbrandt deze "goedkope" geleidingssealer actief $2.000 per dag. Binnen een paar maanden overschaduwt de exorbitante OPEX volledig de initiële CAPEX-besparing van het niet kopen van een inductiemachine.
Compatibiliteit van containers: Wanneer geleiding de enige keuze is (en wanneer het mislukt)
Ondanks de operationele nadelen is het cruciaal om te stellen dat geleidingsafdichting niet verouderd is. Het blijft een vitale technologie omdat het in bepaalde zeer specifieke technische scenario's de alleen haalbare oplossing. Omgekeerd zijn er scenario's waarbij het toepassen van geleidingsafdichting een recept is voor absolute rampspoed.
De sweet spot: Vlakke diafragma's, vreemde vormen en metalen kappen
Omdat inductie afhankelijk is van magnetische velden en schroefdoppen om te functioneren, blijft geleiding de onbetwiste kampioen in toepassingen waar deze voorwaarden ontbreken. Het absolute domein van conductieafdichting omvat:
- Vlakke membraanafdichting (zonder dop): Het meest klassieke voorbeeld is de yoghurtbeker, de koffiepad voor eenmalig gebruik of de instant noedelkom. Er is geen schroefdop om de folie tijdens inductie op zijn plaats te houden. Geleiding is hier verplicht, omdat de verwarmde matrijs de voorgesneden folie direct op de rand van de kale beker drukt.
- Totaal metalen sluitingen: Als uw product een dop van massief staal of dik aluminium heeft, wordt inductieafdichting fysiek onmogelijk. De metalen dop absorbeert het elektromagnetische veld, waardoor de dop zelf oververhit raakt en mogelijk de schroefdraad smelt, terwijl het magnetische veld de voering binnenin niet bereikt. Geleiding is de enige manier om warmte door een metalen sluiting te sturen.
- Niet-ronde en extreem vreemde vormen: Inductiespoelen genereren uniforme cirkelvormige of elliptische magnetische velden. Als u een complexe vierkante container met scherpe hoeken of een unieke fles met een novelty vorm afdicht, zullen de wervelstromen zich niet gelijkmatig verdelen, wat leidt tot koude plekken en lekken in de hoeken. Geleidingsmatrijzen kunnen met precisie worden bewerkt zodat ze perfect passen bij elk geometrisch profiel.
Als je door een supermarktpad loopt en je ziet glazen koffieflessen van Starbucks met blikken metalen doppen, of uniek gevormde gekoelde kant-en-klare slakommen met folieseals, dan zie je de noodzakelijke toepassing van geleidingstechnologie.

De glasliptolerantieval (stijf-op-stijf-uitdagingen)
Er is echter een ernstige technische blinde vlek die zelden in brochures wordt besproken: Het gevaar van "stijf-op-stijf contact". Dit is vooral desastreus bij het gebruik van geleidende afdichting op glazen verpakkingen.
Bij de productie van glas is geen enkele fles perfect perfect. De "afwerking" (de bovenste afsluitlip van de glazen pot) bevat van nature microscopische golvingen en maattoleranties - kleine heuvels en dalen van fracties van een millimeter. Wanneer een perfect vlakke, stijve stalen geleidingsmatrijs op een stijve, enigszins ongelijkmatige glazen lip drukt, stellen de wetten van de fysica ons voor een verschrikkelijk dilemma.
Als de pneumatische druk te laag wordt ingesteld, zal het harde metaal alleen contact maken met de "heuvels" van de glaslip en de "dalen" ongemoeid laten. Het resultaat is onvoldoende warmteoverdracht, onvolledig smelten en microscopisch kleine kanaaltjes die onmiddellijk leiden tot microlekken en bederf. Omgekeerd, als een operator de pneumatische druk agressief opvoert in een poging om het metaal vlak tegen het ongelijke glas te drukken om die gaten te dichten, overschrijdt de starre kracht gemakkelijk de structurele grenzen van de verpakking, met catastrofale glasbreuk tot gevolg, direct op de productielijn. Omdat geleiding een enorme fysieke kracht vereist, is het inherent vijandig voor containers met een slechte maattolerantie.
Parameterregeling: Het afdichtingsvenster optimaliseren voor nul microlekken
Als uw specifieke productprofiel - zoals een dessertbakje zonder dop of een product met een metalen lipdop - bepaalt dat geleidend sealen de enige manier is om verder te komen, dan hangt het overleven af van het beheersen van de delicate kalibratie van de machine. Voor een betrouwbaar proces is een grondige kennis van polymeergedrag en thermische dynamiek vereist.
De Gouden Driehoek in evenwicht brengen: Tijd, temperatuur en druk
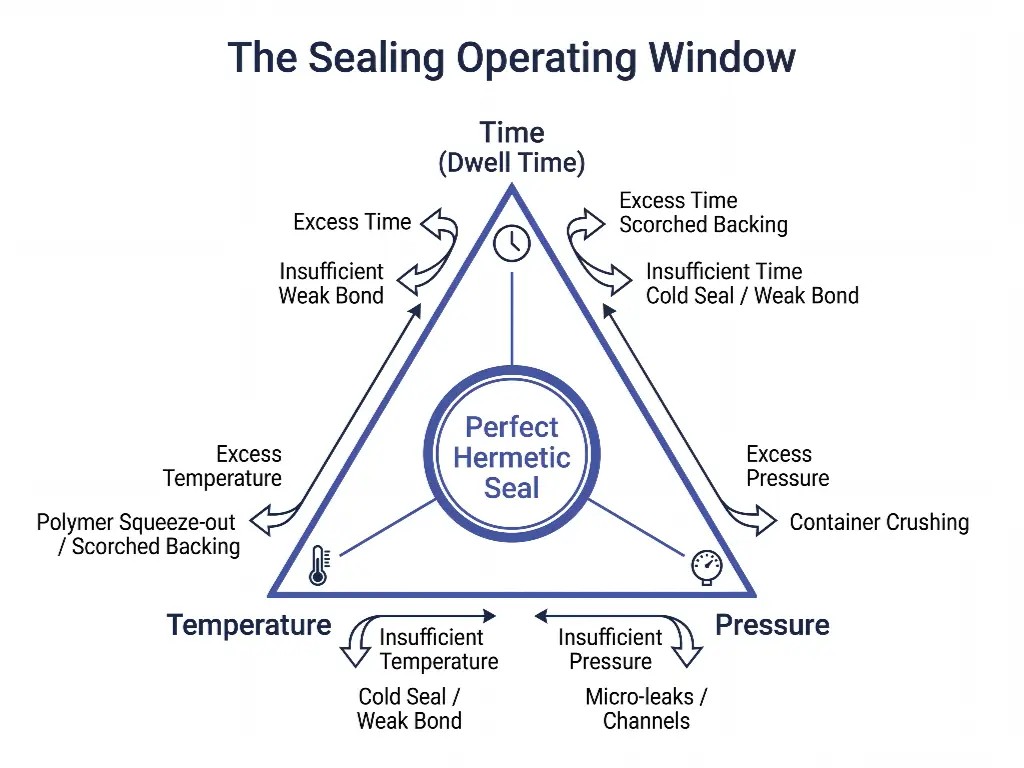
In de verpakkingstechniek noemen we het aanvaardbare bereik van machine-instellingen het "Operating Window". Voor geleidend sealen wordt dit venster bepaald door het strikte samenspel van tijd, temperatuur en druk. Deze drie parameters zijn onlosmakelijk met elkaar verbonden; je kunt de ene niet veranderen zonder te compenseren met de andere.
Een veelgemaakte fout door onervaren lijnoperators is proberen om de productiesnelheid kunstmatig te verhogen (door de wachttijd te verlagen) door simpelweg de temperatuurknop hoger te draaien. Dit veroorzaakt een ernstige verstoring van het parameter-evenwicht. Hoewel de lijmlaag misschien sneller smelt, veroorzaakt de overmatige hitte vaak een "verschroeide achterkant", waarbij de papieren of polymere toplaag van de liner verbrandt, waardoor de barrière-eigenschappen worden vernietigd en een verbrand uiterlijk ontstaat. Bovendien leidt een te hoge temperatuur in combinatie met een hoge druk tot "uitknijpen", waarbij het vloeibare polymeer met geweld tussen de lip en de folie vandaan wordt geduwd, waardoor rommelige slierten ontstaan die de matrijs vervuilen en tot zwakke, broze afdichtingen leiden.
Omgekeerd leidt een te lage temperatuur of druk tot "koude verzegelingen", waarbij het polymeer alleen plakkerig wordt maar geen crosslink legt met het verpakkingsmateriaal, waardoor de verzegeling zonder weerstand kan worden verwijderd. Het vinden van de gouden driehoek vereist geduldige, empirische tests voor elke nieuwe partij verpakkingsmaterialen.
Liner-materialen afstemmen op de warmtebron
Het type liner dat u koopt is net zo belangrijk als de machine zelf. Omdat de thermische gradiënten totaal verschillend zijn, moet u ervoor zorgen dat uw linermaterialen expliciet ontworpen zijn voor geleidende warmte.
Verschillende polymeren hebben zeer verschillende smeltpunten. Polyethyleen (PE) smelt relatief gemakkelijk, terwijl polypropyleen (PP) en polyethyleentereftalaat (PET) aanzienlijk hogere thermische energie vereisen. Een belangrijke waarschuwing voor inkoopteams: Ga er nooit van uit dat je restjes inductie-gesealvoeringen kunt gebruiken in een conductiemachine. Inductie-liners zijn ontworpen om intern warmte te absorberen van de folielaag die naar buiten straalt. Geleidingsvoeringen vereisen speciale hittebestendige backings die ontworpen zijn om direct contact met een metalen plaat van 200°C te doorstaan zonder te smelten, aan de matrijs te blijven plakken of te scheuren. Het gebruik van het verkeerde materiaal leidt tot onmiddellijke vervuiling van de verwarmde plaat, waardoor de lijn moet worden stilgelegd voor uitgebreid schrapen en reinigen.
De beslissingsmatrix voor ingenieurs: De juiste technologie voor uw lijn selecteren
De "Als-dan" beslissingsmatrix
Uiteindelijk moet de keuze voor een afdichtingstechnologie nooit gebaseerd zijn op willekeurige voorkeuren of machinekosten, maar op een strenge, gegevensgestuurde beoordeling van uw specifieke productarchitectuur en operationele doelen. Gebruik deze matrix om deze complexe technische keuze te vereenvoudigen:
- ALS uw verpakking doploze verpakkingen (platte diafragma's) bevat, volledig metalen sluitingen vereist of extreme niet-ronde geometrische vormen gebruikt... DEN Geleidende afdichting is uw verplichte, technische oplossing.
- ALS uw bedrijf een hoge verwerkingssnelheid (>100 CPM) vereist, continu inline moet werken, standaard kunststof schroefdoppen gebruikt of maximale energie-efficiëntie vereist... DAN inductieafdichting is de onbetwiste superieure keuze.
Als algemeen aanvaarde vuistregel voor experts geldt: als uw productieschema voorschrijft dat uw lijn meer dan twee keer per dag gereedschapswissels moet ondergaan of als uw kwaliteitscontrolenormen een defecttolerantie van minder dan 0,1% voorschrijven, dan moet u het idee van traditionele eenkopsgeleidingsapparatuur onmiddellijk laten varen en een uitgebreid adviesbureau raadplegen. Inductie sealmachine koopgids om uw budget om te buigen naar sterk geautomatiseerde, flexibele productieoplossingen.
Er is echter een cruciale logica die veel fabrieksmanagers over het hoofd zien. Als u eindeloos bezig bent met het aanpassen van de temperatuur-, druk- en tijdparameters van een enkel sealstation, maar nog steeds niet de OEE of defectpercentages kunt halen die u nodig hebt, is het onderliggende probleem zelden de sealmachine zelf. Het echte knelpunt ligt bijna altijd in het gebrek aan synchronisatie tussen upstream vullen en downstream sealen. Dit is vooral van cruciaal belang bij hoogwaardige bewerkingen. Als u gevoelige poederproducten verwerkt (zoals zuigelingenvoeding of wei-eiwit) die grote stofexplosierisico's met zich meebrengen en een strenge controle op restzuurstof vereisen, of als u natte voedingsmiddelen verpakt (zoals diervoeding of kant-en-klaarmaaltijden) die een strenge sterilisatie in de retort vereisen, dan is obsessief bezig zijn met een standalone sealmachine zinloos. Deze complexe producten vereisen een holistische benadering die stofdicht vullen, vacuüm stikstof spoelen en sealen met hoge integriteit in perfecte harmonie met elkaar combineert.
Weet u niet zeker of uw unieke container geleiding vereist, of dat deze kan worden geoptimaliseerd voor inductie met hoge snelheid?
Stop met gissen naar uw parameters. Stuur monsters van uw verpakkingen en materialen naar ons verpakkingslaboratorium. Wij voeren een uitgebreide, gratis Hermetic Seal Test uit en stellen een stappenplan op voor uw productielijn.
Contact opnemen met ons team


