De belangrijkste typen etiketteermachines die elke verpakkingsmanager moet kennen
Er bestaat een fundamenteel probleem bij moderne verpakkingsaankopen: het selecteren van etiketteerapparatuur op basis van geadverteerde snelheden in plaats van de fysische eigenschappen van het product. Deze foutieve afstemming leidt tot chronische microstops, onaanvaardbaar hoge weigeringspercentages door scheve etiketten en opgeblazen operationele kosten. Om naadloze integratie te bereiken en de Overall Equipment Effectiveness (OEE) te beschermen, moeten productiemanagers de mechanische architectuur van etiketteersystemen ontcijferen. Deze uitgebreide gids geeft een overzicht van de belangrijkste typen etiketteermachines, hun onderliggende fysieke mechanica en de strategische parameters die nodig zijn om stilstand te voorkomen en een vlekkeloze merkpresentatie op het winkelschap te garanderen.
Labelingmachines afstemmen op containergeometrie en toepassingslogica
De primaire filter voor het selecteren van een etiketteermachine is nooit de verwerkingscapaciteit, maar de fysieke geometrie en stabiliteit van uw container. De vorm van het product dicteert de mechanische hanteringssystemen die nodig zijn om het product te stabiliseren tijdens de cruciale milliseconde van het aanbrengen van het label. Als de machinearchitectuur niet is afgestemd op de vorm van de verpakking, mislukt de toepassing gegarandeerd.
| Containergeometrie | Vereist behandelingsmechanisme | Typische industriële toepassingen |
|---|---|---|
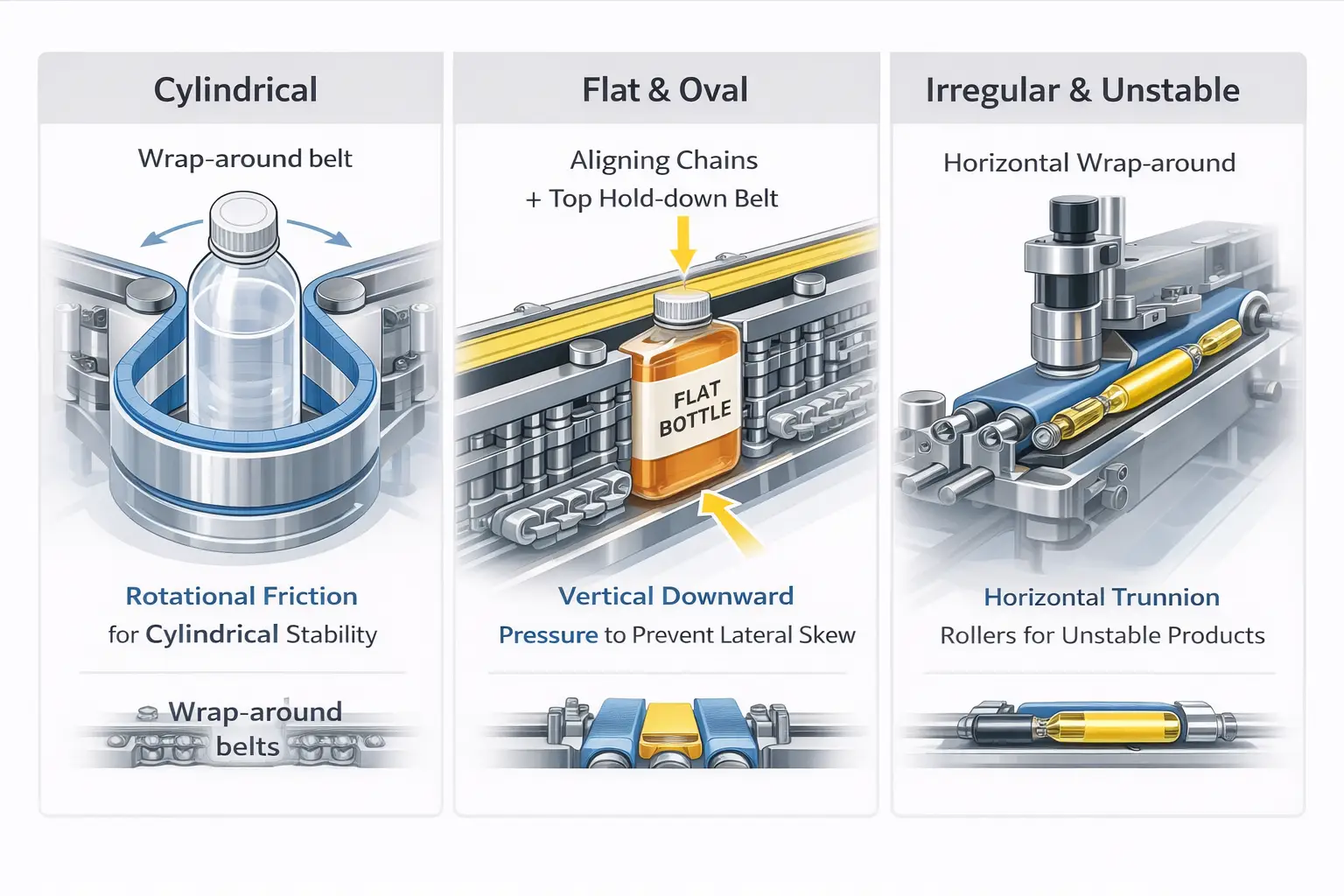
| Cilindrisch (Stabiel) | Inline of roterende wikkelbanden / 3-punts positioneerrollen | Drankflessen, glazen potten, gevulde blikjes, spuitbussen |
| Plat en ovaal (met meerdere facetten) | Kettingen uitlijnen + bovenste bevestigingsriem (cruciaal om scheeflopen te voorkomen) | Shampoo flessen, motoroliekannen, wasmiddelcontainers, cosmeticaflessen |
| Onregelmatig en instabiel | Horizontale wrap-around etiketteermachines, tuimelrollen of aangepaste pucksystemen | Lippenstiftbuizen, glazen ampullen, zachte knijptubes, flacons |
Compatibiliteit containergeometrie
Cilindrische verpakkingen
Voor stabiele, rechtopstaande cilinders zoals standaard drankflessen en glazen potten is de standaard in de industrie de wrap-around etiketteermachine. Deze machines vertrouwen op roterende wrijving. De verpakking loopt over een transportband en komt in aanraking met een roterende sponsband of een driepuntspositioneermechanisme (bestaande uit een aandrijfrol, een steunrol en een drukrol). Terwijl de labelbaan de voorste rand van het label op de verpakking aanbrengt, draait het rotatiemechanisme de fles rond, waardoor het label foutloos rond de omtrek wordt gewikkeld. De technische uitdaging ligt hier in het beheren van de taper (ontwerphoek) van glazen of plastic flessen; zelfs een taper van één graad vereist een speciale kantelende applicatorkop en conische wikkelbanden om te voorkomen dat het label omhoog of omlaag spiraalt tijdens het aanbrengen.
Platte en ovale containers
Bij de overgang van een perfecte cilinder naar een platte of ovale verpakking, zoals een shampoofles of een motoroliekan, verandert de fysica van het aanbrengen drastisch. Je kunt de fles niet meer ronddraaien. In plaats daarvan moeten de etiketten op de zijkanten worden geveegd terwijl de fles lineair beweegt. De meest kritieke technische fout bij het labelen van platte flessen is zijdelingse scheefstand. Wanneer het applicatorkussentje of de afveegborstel de zijkant van de fles raakt, wordt er een zijdelingse kracht uitgeoefend. Als de fles niet stevig is vastgezet, draait deze lichtjes op de transportband, waardoor het etiket scheef wordt aangebracht. Daarom moet een vlakke of ovale etiketteermachine moet worden uitgerust met richtkettingen (om de fles perfect te centreren en te oriënteren) en een bovenste vasthoudband (om verticale neerwaartse druk uit te oefenen, waardoor de fles tegen zijdelingse krachten wordt vastgezet op de transportband).
Onregelmatige en onstabiele containers
Producten met een hoog zwaartepunt of een te kleine voetafdruk om rechtop te staan op een bewegende transportband, zoals cosmetische lippenstiften, farmaceutische ampullen of zachte cosmetische tubes, kunnen niet verwerkt worden op standaard verticale transportbanden. Pogingen daartoe resulteren in omvallende producten die catastrofale opstoppingen veroorzaken. De mechanische oplossing is de horizontale wrap-around etiketteermachine. Bij deze constructie worden de producten vanuit een trechter in horizontale tuimelrollen gevoerd. De producten liggen plat, veilig gevangen tussen de rollen en worden horizontaal gedraaid terwijl het etiket wordt aangebracht. Voor producten met een unieke vorm die niet kunnen rollen, worden aangepaste pucksystemen (draagplateaus) gebruikt om het product absoluut stijf door het labelstation te transporteren.
Labeltoepassing en dekkingslogica
Enkelvoudige etikettering en etikettering voor-achterzijde
Of een product een enkel etiket of voor- en achterkant-etiketten nodig heeft, bepaalt het aantal applicatorkoppen en de synchronisatielogica van de PLC (Programmable Logic Controller). Etiketteren met voor- en achterkant vereist twee doseerkoppen die perfect samenwerken. Het push-pull mechanisme van de webafroller moet nauwkeurig gekalibreerd zijn om ervoor te zorgen dat wanneer de fles tussen de twee koppen doorgaat, beide etiketten gelijktijdig en symmetrisch worden aangebracht. Zelfs een millimeter verkeerde uitlijning kan de esthetische symmetrie van een premium retailproduct ruïneren.
Dekking Wrap-Around Etikettering
Wanneer een etiket de volledige omtrek van een cilindrische verpakking moet beslaan, wordt de overlappingsnauwkeurigheid de belangrijkste kwaliteitsmaatstaf. Als de verpakking wegglijdt tijdens het draaien of als de spanning van de web van de etiketrol fluctueert, zal de achterrand van het etiket niet perfect uitgelijnd zijn met de voorrand, waardoor een lelijke opening of een verkeerd uitgelijnde naad ontstaat. Hoogwaardige wikkelsystemen maken gebruik van servogestuurde oriëntatie om ervoor te zorgen dat de overlappingstolerantie binnen een strikte marge van ±1 mm blijft.
Tamper-Evident en hoeketikettering
In sterk gereguleerde industrieën zoals de farmaceutische industrie, elektronica (3C-verpakkingen) en hoogwaardige cosmetica zijn verzegelingen die manipulatie tegengaan verplicht. Hoeketiketteermachines zijn ontworpen om een enkel etiket aan te brengen op twee aangrenzende vlakken van een doos. Meestal wordt het etiket op het bovenste paneel aangebracht en wordt een tweede pneumatische tamp of gemotoriseerde borstel gebruikt om het resterende etiket snel 90 graden naar beneden te vouwen op het zijpaneel. De compliance-toepassing vereist uiterste precisie, omdat elke bubbel of scheur in de veiligheidszegel tijdens het vouwen leidt tot automatische weigering door nageschakelde vision-inspectiesystemen.
Labelingtechnologieën per toepassing en materiaal
De methode waarmee het etiket op de verpakking wordt geplakt, bepaalt de bredere categorie van de etiketteermachine. Deze keuze is een delicate evenwichtsoefening tussen visuele presentatiebeperkingen, productieomgevingsnormen en de operationele uitgaven (OpEx) op lange termijn die worden gedreven door verbruiksmateriaalkosten.
Drukgevoelige (zelfklevende) systemen
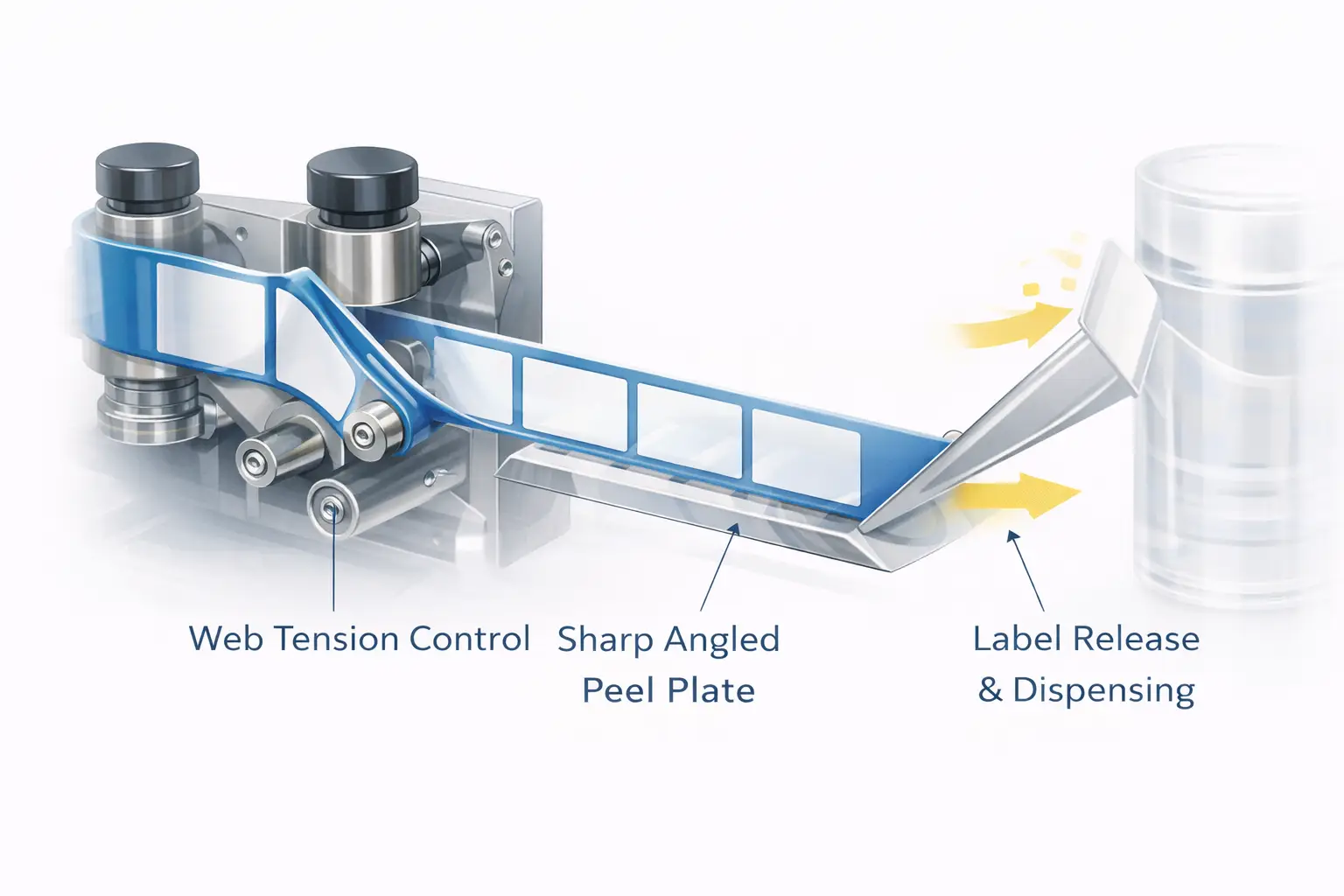
Drukgevoelige etiketteermachines zijn de absolute dominante kracht in moderne verpakkingen, vooral in de farmaceutische sector, de premium cosmetica-industrie en de gespecialiseerde voedingssector. Deze machines maken gebruik van voorgedrukte etiketten op een doorlopende rol schutpapier. De baan wordt door een reeks spanningsregelaars geleid en over een scherpe, schuine "pelplaat" getrokken. Omdat het labelmateriaal stijver is dan de dunne schutlaag, zorgt het scherp trekken van de schutlaag rond de schutplaat ervoor dat het label loslaat en naar voren schiet op de voorbijgaande verpakking, waar het onmiddellijk wordt afgeveegd of platgewalst.
Voordelen & OpEx Impact: Het belangrijkste voordeel van drukgevoelige technologie is de extreme netheid en onmiddellijke gereedheid. Er is geen lijm om op te warmen, geen rommelige schoonmaak en geen risico op besmetting met lijm, waardoor het verplicht is voor strikte GMP (Good Manufacturing Practice) cleanrooms. Het is ook geschikt voor zeer complexe labelvormen en clear-on-clear "no-label look" toepassingen. Vanuit kostenoogpunt hebben drukgevoelige labels echter hogere verbruikskosten per eenheid in vergelijking met andere methoden, voornamelijk door de verspilde siliconen backing liner die voortdurend opnieuw moet worden opgerold en weggegooid.
Krimpkous Technologieën
Wanneer een merk een grafische bedekking van 360 graden, van boven tot onder, nodig heeft op een complexe, 3D-gebogen verpakking (zoals een voorgevormde sportdrankfles of een zandlopervormige trekkerspray), kunnen platte zelfklevende etiketten zich niet aan de geometrie aanpassen zonder ernstige kreukvorming. De technische oplossing is de krimpsleeve-etiketteermachine. Deze machine rolt een continue buis polymeerfolie (meestal PETG of PVC) af, snijdt deze op de juiste lengte met behulp van een roterend mes en schiet de krimpkous naar beneden op de verpakking via een aflopende doorn.
Nadat de verpakking is omhuld, gaat deze door een krimptunnel. Stoomtunnels hebben de voorkeur voor complexe bochten omdat ze een uniforme warmteoverdracht van 360 graden bieden, waardoor het polymeer krimpt en zich perfect aanpast aan de topografie van de verpakking. Elektrische warmtestralingstunnels worden ook gebruikt voor eenvoudigere toepassingen of wanneer vocht uit stoom verboden is. Cruciaal: Krimpkous is de alleen levensvatbare methode voor het decoreren van lege, drukloze aluminium blikken, omdat mechanische zijdelingse druk op een leeg blikje het zal pletten.
Natte lijm en smeltlijmsystemen
Voor producten met hoge volumes en lage marges is het van het grootste belang om de kosten van het etiket per eenheid te drukken. Dit is waar natte lijm en smeltlijmsystemen uitblinken.
Natte lijm (koude lijm) Etiketteerders: Natte lijmmachines, van oudsher de ruggengraat van de drankenindustrie, halen afzonderlijke papieren etiketten uit een magazijn. Een ronddraaiende pallet brengt een dunne laag koude lijm op waterbasis of hars op het etiket aan voordat het op de verpakking wordt geveegd. Natte lijm is uitzonderlijk veerkrachtig in koude, vochtige omgevingen, waardoor het de standaard is voor glazen bierflesjes die sterke condensatie ondergaan.
Hotmelt (rolgevulde) systemen: Hotmeltmachines, die de sectoren voor gebotteld water en koolzuurhoudende frisdranken (CSD) domineren, gebruiken doorlopende rollen goedkope BOPP-folie (Biaxiaal Georiënteerd Polypropyleen). De machine snijdt de folie en een vacuümtrommel brengt de folie langs een lijmwals die een microscopisch kleine strook smeltlijm aanbrengt. alleen aan de voor- en achterkant van het etiket. Het etiket wordt vervolgens met hoge snelheid om de fles gewikkeld. Door de backing liner volledig te elimineren en het gebruik van lijm tot een minimum te beperken, bieden hotmeltsystemen de laagst mogelijke OpEx voor verbruiksartikelen, waardoor hogesnelheidslijnen continu kunnen draaien met minimale materiaaloverhead.
Kerncomponenten die precisie en snelheid bepalen
Twee machines kunnen er op de fabrieksvloer identiek uitzien, maar de ene werkt al tien jaar vlekkeloos terwijl de andere dagelijks knelpunten, scheve etiketten en afgekeurde batches veroorzaakt. Het verschil zit verborgen onder het roestvrijstalen chassis: de elektrische aandrijfarchitectuur en de sensorische detectiesystemen.
Aandrijfsystemen: Stappenmotoren vs. servomotoren
De dispensermotor van een drukgevoelige etiketteerder - het mechanisme dat verantwoordelijk is voor het van de pelplaat duwen van het etiket op de exacte microseconde dat de fles aankomt - wordt aangedreven door een stappenmotor of een servomotor. Dit onderscheid begrijpen is de belangrijkste technische evaluatie die een verpakkingsmanager moet maken.
| Engineering Parameter | Stappenmotor (open-lus) | Servomotor (gesloten lus) |
|---|---|---|
| Controlemechanisme | Open-loop (ontvangt pulsopdrachten, geen positieterugkoppelingsmechanisme) | Closed-Loop (continue real-time positieterugkoppeling via geïntegreerde encoders) |
| Optimale doorvoer | Lage tot gemiddelde schaal (< 150 flessen per minuut) | Middelhoge tot zeer hoge schaal (200 - 1000+ flessen per minuut) |
| Precisie en betrouwbaarheid | Neiging tot "gemiste stappen" onder hoge torsie, waardoor de plaatsing afwijkt. | Automatische dynamische positiecorrectie. Handhaaft een strikte tolerantie van ±1 mm. |
De technische realiteit: Een stappenmotor werkt blindelings. De PLC vertelt hem precies 1000 stappen te draaien om één etiket af te geven. Als de motor door mechanische weerstand (zoals een zware etiketrol of spanningspiek) 5 stappen mist, weet de motor dat niet. Het volgende etiket wordt te laat aangebracht en de fout wordt tijdens de shift groter totdat de etiketten het doelgebied volledig missen. Een servomotor heeft daarentegen een ingebouwde encoder. Deze communiceert voortdurend met de PLC en verifieert duizenden keren per seconde zijn exacte fysieke positie. Als hij ook maar een fractie van een millimeter achterloopt, trekt hij onmiddellijk meer stroom om het verschil te corrigeren. Voor lijnen die meer dan 200 BPM draaien of lijnen die een tolerantie van ±1 mm vereisen, zijn servoaandrijvingen met gesloten regelkring een absolute vereiste waar niet over onderhandeld kan worden.
Sensortechnologieën en materiaaldetectie
De PLC van een etiketteermachine fungeert als het brein, maar de sensoren zijn de ogen. Als de sensor de tussenruimte tussen de etiketten op de baan niet nauwkeurig kan bepalen, zal de machine onregelmatig etiketten afgeven, waardoor hele rollen etiketten verspild worden en de productie stil komt te liggen.
Conventionele ondoorzichtigheid: Het standaard werkpaard in de industrie is de foto-elektrische sensor (ook wel een elektrisch oog genoemd). Het zendt een lichtstraal uit door het labelweefsel. De schutlaag alleen laat licht door, maar de schutlaag plus het papieren label blokkeert het licht. De sensor registreert dit verschil in lichtintensiteit om de labelopening te identificeren.
De transparante uitdaging: De cosmetica- en drankenindustrie maken veel gebruik van doorzichtige folie-etiketten met een "no-label look". Als je een doorzichtig etiket op een doorzichtige PET-folie door een foto-elektrische sensor laat lopen, gaat het licht dwars door beide heen. De machine kan het etiket niet "zien" en zal continu de hele rol op de vloer spoelen. Om transparante foliematerialen te kunnen verwerken, moet de elektrische architectuur worden geüpgraded. De oplossing is een ultrasone sensordie geluidsgolven met een hoge frequentie door het web blaast en de akoestische demping meet (het microscopische verschil in dikte tussen de liner alleen versus de liner met het label). Als alternatief kan een capacitieve sensor kan worden ingezet, die de diëlektrische variantie van de materialen meet en uitzonderlijk betrouwbaar blijkt voor heldere labels met metallic foliedruk of dichte metallic inkt.
Selectie van apparatuur: Snelheid, integratie en omschakeling
Het aanschaffen van een etiketteermachine puur op basis van geïsoleerde prestatiecijfers is een gevaarlijke valkuil. In een moderne productiefaciliteit is de etiketteermachine een knooppunt in een onderling verbonden ecosysteem. Zijn werkelijke waarde wordt bepaald door hoe soepel hij synchroniseert met upstream- en downstreamapparatuur en hoe snel hij opnieuw kan worden geconfigureerd voor verschillende productruns.
Standalone etiketteerders vs. inline gesynchroniseerde systemen
Standalone operaties: Handmatige en halfautomatische etiketteerders bereiken over het algemeen een maximale snelheid van ongeveer 30 tot 50 BPM. Deze standalone apparaten vereisen dat een operator handmatig een fles laadt, een voetpedaal of microschakelaar bedient en het eindproduct uitlaadt. Hoewel ze zeer kosteneffectief zijn en geschikt voor R&D-laboratoria, ambachtelijke brouwerijen of discrete productie van kleine volumes, beperkt hun afhankelijkheid van menselijke handelingen de doorvoer aanzienlijk en zorgt het voor menselijke fouten in de consistentie van de plaatsing tijdens een lange dienst.
Inline gesynchroniseerde kant-en-klare systemen: Voor productie op industriële schaal moet de etiketteerder volledig geïntegreerd zijn in de transportbandstroom. Lineaire (Inline) architecturen verwerken flessen terwijl ze over een rechte transportband worden getransporteerd en vormen de ideale oplossing voor lijnen met een gemiddelde tot hoge verwerkingscapaciteit die tussen 50 en 300 BPM draaien. Ze bieden een uitstekende balans tussen snelheid en mechanische eenvoud. Voor wereldwijde drankengiganten met een snelheid van 400 tot meer dan 1.000 BPM bereikt de lineaire fysica haar grens. Deze lijnen vereisen Roterende sterwiel etiketteerders. Flessen worden van de hoofdtransportband naar een enorme, continu ronddraaiende carrousel geleid waar individuele mechanische of servogestuurde flesplaten de container perfect ronddraaien terwijl meerdere labelstations tegelijkertijd op adembenemende snelheden labels aanbrengen op de voorkant, achterkant en hals.
Lijnintegratie en besturingen
Een etiketteermachine die in een vacuüm werkt is nutteloos. De PLC van de machine moet een robuuste I/O-handshake (Input/Output) tot stand brengen met de upstream-vuller en de downstream-kisteninpakker. Als de downstream verpakker vastloopt, moet de etiketteerder onmiddellijk een stopsignaal ontvangen om te voorkomen dat de bakken zich opstapelen, elkaar verpletteren en een enorme lijnramp veroorzaken.
Bovendien vereist geavanceerde integratie snelheidscascaderegeling. Als de upstream vuller vertraagt van 200 BPM naar 150 BPM vanwege een verandering in de viscositeit van het product, moet het encoder-trackingsysteem van de labelaar zijn transportband en doseerkoppen dynamisch vertragen om het nieuwe tempo feilloos aan te passen. Fysieke integratie is net zo kritisch; een onjuiste aanpassing van de transportbandhoogte of het ontbreken van accumulatietafels (bufferzones) met de juiste afmetingen voor en na de labelaar zal resulteren in frequente microstops (start-stop cycli), wat de levensduur van de motoren drastisch verkort en de OEE van de lijn vernietigt.
Snelle omschakelmechanismen voor flexibiliteit met meerdereSKU's
Voor loonverpakkers (OEM/ODM) die diverse productportfolio's beheren, is een machine die 300 BPM draait maar vier uur nodig heeft om zich aan te passen aan een nieuwe flesvorm een financiële verplichting. De mechanische flexibiliteit van de machine heeft een directe invloed op het resultaat.
Geef bij het evalueren van een machine voor lijnen met meerdereSKU's prioriteit aan afstelmechanismen zonder gereedschap. Operators zouden geen sleutels of inbussleutels nodig moeten hebben om de geleiderails, de hoogte van de applicatorkop of de sensorposities aan te passen. Machines van hoge kwaliteit maken gebruik van handwielen in combinatie met digitale positie-indicatoren (SIKO-tellers). Als u overschakelt van een ronde fles van 500 ml naar een vierkante fles van 1 liter, draait de operator gewoon de handwielen naar de vooraf gedocumenteerde numerieke instellingen in het receptenboek. In combinatie met snelwisselonderdelen (zoals magnetische sterwielen of inklikbare geleiderails) kunnen de SMED-principes (Single-Minute Exchange of Die) worden toegepast, waardoor een slopende mechanische wissel van 2 uur wordt teruggebracht tot een voorspelbaar, herhaalbaar proces van 15 minuten, waardoor uren winstgevende productietijd wordt bespaard.
Industriële toepassingen en materiaalspecifieke beperkingen
Machines voor algemeen gebruik overleven niet in extreme industriële omgevingen. Verschillende verticale markten leggen strenge fysieke taboes en compromisloze regelgevende normen op die de machinebouw strikt dicteren.
Etikettering van levensmiddelen, dranken en aluminium blikjes
Apparatuur die wordt gebruikt in voedsel- en drankfaciliteiten moet bestand zijn tegen agressieve hygiëneprotocollen. Het chassis van de machine moet gemaakt zijn van roestvrij staal van 304 of 316-kwaliteit met volledig gesloten elektrische kasten met IP65- of IP67-classificatie om bestand te zijn tegen hogedrukreiniging en bijtende reinigingsmiddelen zonder kortsluiting.
Het taboe op aluminium blikjes: Er is een kritieke fysieke beperking bij drankverpakkingen met betrekking tot aluminium blikjes. Een leeg, drukloos aluminium blikje heeft een hoge axiale sterkte (van boven naar beneden), maar vrijwel geen radiale sterkte (zijwaarts). U kunt geen drukgevoelige etiketten aanbrengen op lege aluminium blikken met standaard wikkelbanden. De zijdelingse druk van de afveegspons zal de dunne wanden onmiddellijk verbrijzelen, wat resulteert in een uitval van 100%. Drukgevoelige etikettering van blikken moet strikt stroomafwaarts gebeuren, na Het blikje is gevuld, gedoseerd met vloeibare stikstof (als het geen koolzuur bevat) en gefelst, waardoor het de interne druk krijgt die nodig is om het etiketteermechanisme te weerstaan. Als je lege blikken moet decoreren voordat je ze vult, is de krimpkoustechnologie (die geen zijdelingse druk uitoefent) de enige technische oplossing.
Naleving van farmaceutische en cosmetische voorschriften
De farmaceutische sector werkt met een regelgevingskader van nultolerantie. Etiketteersystemen moeten hier voldoen aan strenge GMP-normen en FDA 21 CFR Part 11 vereisten, die strenge datatraceerbaarheid, elektronische handtekeningen en controlesporen voorschrijven. Om aan deze eisen te voldoen, integreren farmaceutische etiketteerders vaak Print & Apply (P&A) systemen-printers direct op de etiketteerkop om dynamisch lotcodes, vervaldata en 2D geserialiseerde matrixbarcodes op elk etiket af te drukken vlak voordat het wordt aangebracht. Dit wordt gecombineerd met snelle Machine Vision inspectiecamera's die OCV (Optical Character Verification) uitvoeren om onmiddellijk flessen met een bevlekte barcode of een ontbrekend etiket te weigeren.
In de hoogwaardige cosmetica-industrie is de uitdaging puur esthetisch. De hoogwaardige "helder-op-helder"-uitstraling vereist het aanbrengen van transparante labels op transparant glas of acryl zonder dat er ook maar één microscopisch luchtbelletje wordt ingesloten. Dit vereist gespecialiseerde afveegmechanismen met een hoge dichtheid en een extreme servogestuurde spanningscontrole om ervoor te zorgen dat het label perfect vlak ligt, want zelfs het kleinste visuele defect schaadt de merkperceptie.
Kostenstructuur en operationele efficiëntie (OpEx vs. CapEx)
Het aanschaffen van een etiketteermachine puur op basis van geïsoleerde prestatiecijfers is een gevaarlijke valkuil. In een moderne productiefaciliteit is de etiketteermachine een knooppunt in een onderling verbonden ecosysteem. Zijn werkelijke waarde wordt bepaald door hoe soepel hij synchroniseert met upstream- en downstreamapparatuur en hoe snel hij opnieuw kan worden geconfigureerd voor verschillende productruns.
Initiële kapitaaluitgaven (CapEx)
De basis CapEx van een etiketteermachine wordt bepaald door de architectuur van de aandrijving en de geometrie van het frame. Upgraden van een stappengestuurde lineaire machine naar een volledig servogestuurd lineair systeem verhoogt de initiële aankoopprijs, maar garandeert stabiliteit op hoge snelheid. De overstap naar een high-speed roterende etiketteermachine met meerdere stations is een enorme investering die alleen geschikt is voor drankfabrieken op industriële schaal waar de enorme output de afschrijving rechtvaardigt. Bovendien veranderen de benodigde aangepaste modules de CapEx aanzienlijk. Het integreren van op maat gemaakte puck-handlingsystemen voor onstabiele flessen, het toevoegen van geïoniseerde luchtblazers om statische elektriciteit van doorzichtige folie-etiketten te elimineren, of het bevestigen van Cognex of Keyence industriële vision inspectiecamera's zullen de initiële uitgaven verhogen, maar dit zijn noodzakelijke investeringen om een foutloze uitvoer te garanderen.
Verbruiksartikelen en verborgen stilstandkosten (OpEx)
De echte financiële aderlating in een verpakkingslijn zit verborgen in de OpEx. Bij het analyseren van verbruiksgoederen hebben drukgevoelige etiketten een inherente kostenstijging omdat u betaalt voor de siliconen backing liner, die uiteindelijk als afval wordt opgerold en weggegooid. Daarentegen gebruiken hotmelt rolgevoede systemen BOPP folie zonder liner, waardoor de kosten per fles aanzienlijk lager zijn en het de enige logische keuze is voor producten met hoge volumes en lage marges, zoals gebotteld water.
De meest vernietigende verborgen OpEx-kosten zijn echter de stilstandtijden die veroorzaakt worden door goedkope apparatuur. Een goedkope etiketteermachine die vertrouwt op open-loop stappenmotoren zal vaak de synchronisatie verliezen. Hierdoor worden etiketten gekreukeld of verkeerd uitgelijnd aangebracht. Je verliest niet alleen de kosten van het verspilde etiket en het verpeste product in de fles, maar je hebt ook te maken met arbeidskosten voor het stilleggen van de lijn, het schoonmaken van de vastgelopen etiketten, het herkalibreren van de machine en het opnieuw opstarten. Als een machine per dienst 15 minuten stilstand veroorzaakt op een lijn die berekend is op 200 BPM, verliest u dagelijks 3.000 eenheden aan productie. In een boekjaar overtreffen de financiële verliezen als gevolg van een slechte OEE de besparingen die de aanschaf van de goedkopere machine oplevert.
Conclusie: Een strategische checklist voor uw investering
- Stap 1: Compromisloze geometriefiltering: Definieer duidelijk de vorm, stabiliteit en stijfheid van je container. Laat de fysische eigenschappen de hanteringsarchitectuur dicteren. Respecteer taboes in de industrie, zoals het nooit toepassen van mechanische zijdelingse druk op lege, drukloze aluminium blikken.
- Stap 2: Doorvoer afstemmen op elektrische architectuur: Breng je streefflessen per minuut (BPM) in kaart voor het aandrijfmechanisme. Als uw lijn 150 BPM overschrijdt, verwerp dan stappenmotoren en vraag om servosystemen met gesloten lus om snelle drift te voorkomen. Stem uw sensortechnologie (foto-elektrisch vs. ultrasoon) expliciet af op de opaciteit van uw etiketsubstraat.
- Stap 3: Geef opdracht tot een fabrieksacceptatietest (FAT): Sluit nooit een inkoopcontract af op basis van een brochure. Eis dat de fabrikant uw werkelijke productieflessen en etiketrollen op hun vloer test, om de vermelde nauwkeurigheid, OEE-mogelijkheden en werkelijke omschakeltijden aan te tonen voordat de apparatuur wordt geleverd.
Off-the-shelf, goedkope apparatuur faalt routinematig onder de zware druk van 7×24 continu industrieel gebruik, lijdt aan motorstapverlies en chronische uitvaltijd. Als vooraanstaand fabrikant van eersteklas etiketteertechnologie in China, LevaPack is gespecialiseerd in zeer nauwkeurige oplossingen die specifiek ontworpen zijn voor ronde blikken, blikjes en potten.
Onze paradepaardjes, zoals de kan lichaam en pet drukgevoelige labelaars, weigert gecompromitteerde componenten. Elke eenheid is strikt uitgerust met een gesloten elektrisch ecosysteem met PLC's van Panasonic, HMI-touchscreens van Kunlun Tongtai en labeldetectiesensoren van Leuze. Geïntegreerd met een stijve 3-polige verstelbare mechanische structuur, garandeert deze architectuur intelligente autocorrectie en naadloze detectie van ontbrekende labels, waardoor lekkende labels en materiaalverspilling volledig worden voorkomen.
Of u nu een standalone unit voor zwaar gebruik of een volledig geïntegreerde Turnkey-verpakkingslijn op maat nodig hebt, van vullen en stikken tot etiketteren, de technici van LevaPack leveren compromisloze stabiliteit.
Precisietechniek voor 7×24 continue hogesnelheidsproductie
Klaar om stilstand te elimineren en uw OEE te beschermen? Maak gebruik van onze uiterst nauwkeurige etiketteertechnologie voor een onberispelijke merkpresentatie op elk schap.
Ontdek onze oplossingen op maat


