La taille des étiquettes de boîtes de conserve expliquée : Formules exactes et tolérances des machines
Dans le monde de l'emballage commercial des boissons et des aliments, une erreur de calcul d'à peine 1/8 de pouce n'est pas seulement un défaut de conception, c'est un échec de production catastrophique. Qu'il s'agisse d'une brasserie artisanale, d'une torréfaction spécialisée ou d'une usine automatisée de mise en conserve de produits alimentaires, deviner les dimensions de l'étiquette d'une boîte de conserve conduit inévitablement à un gaspillage massif de matériaux, à un blocage inacceptable de la machine et à une perte d'esthétique de la marque.
Le parcours qui mène d'une épreuve numérique en format PDF à un produit physique impeccable sur une étagère de supermarché est semé d'embûches techniques cachées. Des variables telles que les limites mécaniques des applicateurs semi-automatiques, les graves déformations physiques causées par les tunnels thermiques et les changements silencieux dans la chaîne d'approvisionnement mondiale en aluminium peuvent instantanément rendre les "modèles" standard inutiles. Les normes d'emballage de l'industrie évoluent constamment pour répondre à ces exigences.
Ce guide technique complet évite les conseils de concepteurs amateurs et plonge directement dans les réalités industrielles de l'emballage. Nous décomposons les formules mathématiques exactes pour les étiquettes en rouleaux plats, la géométrie structurelle des manchons rétractables, les méthodologies précises pour mesurer les boîtes de conserve irrégulières et les tolérances critiques d'entrée dans la machine qui dictent votre rendement de production. Cessez de deviner et commencez à concevoir vos emballages pour une fabrication sans défaut. Pour commencer, passez au tableau des tailles ultimes ci-dessous.
Le tableau ultime des tailles d'étiquettes de boîtes de conserve (boissons, aliments et bocaux)
Avant de réaliser une conception graphique ou d'envoyer un bon de commande à votre fournisseur d'impression, vous devez établir votre cadre dimensionnel de base. La matrice de référence suivante présente le cadre dimensionnel actuel de l dimensions standard de l'industrie pour les boîtes métalliques alimentaires, les canettes en aluminium et les bocaux en verre les plus utilisés. Toutefois, comme le sait tout directeur de production chevronné, ces chiffres constituent un point de départ et non une garantie universelle.
Boîtes alimentaires en métal (3 pièces)
#10 Can
#303 Can
#300 Boîte de conserve
Boîtes boisson en aluminium (2 pièces)
16 oz Standard
16 oz Sleek
12 oz Standard
12 oz Sleek
8.4 oz Slim
Pots Mason en verre
Pinte de 16 oz
8 oz Demi-pinte
Le piège le plus dangereux auquel sont actuellement confrontées les entreprises de boissons est la canette de 16 oz. Historiquement, presque toutes les canettes de 16 oz étaient des canettes standard. Format 211. Toutefois, en raison de pénuries périodiques du stock 211, de nombreux grossistes et conserveries mobiles les ont remplacés par les produits suivants Format 207 (16 oz Sleek). La canette 207 contient exactement le même volume de liquide, mais son diamètre est nettement plus étroit et sa hauteur physique plus élevée.
Si vous appliquez aveuglément un modèle d'étiquette standard 211 (d'une largeur de 8,125 pouces) sur une boîte de 207, vous constaterez un chevauchement physique catastrophique. L'excès de matériau provoquera un marquage important, un mauvais alignement et des blocages instantanés de vos machines d'étiquetage. Vous devez vérifier l'UGS exacte des boîtes vierges arrivant sur votre quai de chargement avant d'approuver toute épreuve d'impression.
Choisir le bon format d'étiquette : Étiquettes en rouleau ou manchons rétractables
Avant de toucher une paire de pieds à coulisse numériques ou de calculer la circonférence, vous devez définitivement verrouiller votre processus matériel. La géométrie fondamentale, la méthodologie d'impression et les formules mathématiques utilisées pour dimensionner votre emballage diffèrent totalement selon que vous enroulez un substrat 2D autour d'un cylindre ou que vous rétractez un tube 3D sur un récipient profilé.
Étiquettes en rouleau sensibles à la pression et survie du matériel
Les étiquettes en rouleau sensibles à la pression (PS) constituent l'épine dorsale de la production de boissons et d'aliments pour les petites et moyennes entreprises. Livrées sur un support continu, ces décalcomanies bidimensionnelles offrent une incroyable flexibilité aux marques ayant plusieurs UGS, permettant des changements de goût rapides et des quantités minimales de commande (QMC) relativement faibles. Comme ils sont plats, le calcul de leurs dimensions repose sur une géométrie plane simple.
Formule de calcul de la largeur de l'étiquette du rouleau principal
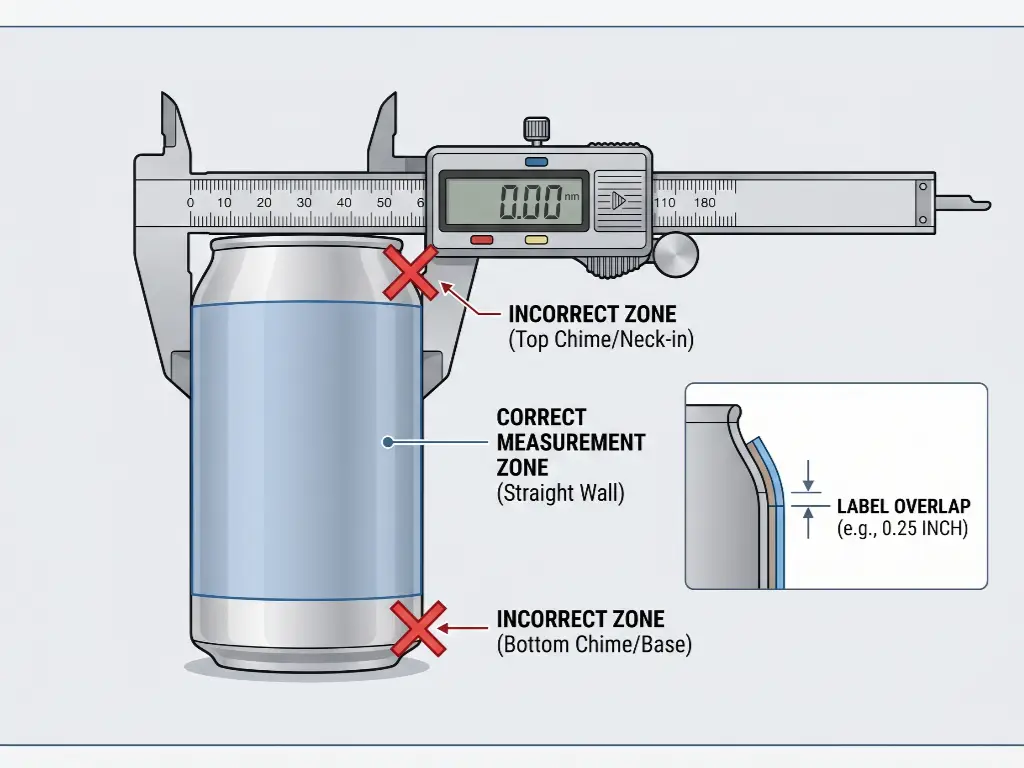
Largeur de l'étiquette plate = (diamètre extérieur mesuré × 3,1416) + 0,25″ de chevauchement
Pour exécuter correctement cette formule, vous devez utiliser un pied à coulisse numérique industriel pour mesurer le diamètre extérieur de la boîte strictement à son mur droit section. Ne mesurez pas près des courbes supérieures ou inférieures. Multipliez le diamètre exact par Pi (3,1416) pour obtenir la circonférence mathématique parfaite. Enfin, vous devez ajouter le chevauchement. Un chevauchement de 0,25 pouce (1/4″) est la norme absolue de l'industrie. Ce chevauchement sert de point d'ancrage critique où l'adhésif s'accroche à son propre frontal, fixant l'étiquette en place.
Toutefois, un dimensionnement mathématique parfait ne signifie rien si le matériau se désintègre dans le monde réel. Un point d'échec critique pour les nouvelles marques est le "test du seau à glace" ou la logistique standard de la chaîne du froid. Le passage d'une boisson en conserve d'un réfrigérateur commercial de 3°C (38°F) à un environnement ambiant de 24°C (75°F) déclenche une condensation immédiate et agressive. L'extérieur de la canette en aluminium transpire abondamment.
Si vous utilisez une étiquette en papier standard, même avec un vernis de base, l'eau pénétrera dans les fibres du papier, transformant en quelques minutes votre marque de qualité supérieure en un désastre pulpeux et pelable. Pour tout produit soumis à la réfrigération ou à l'humidité, vous devez spécifier BOPP matériau. Les films BOPP blancs ou transparents, associés à un adhésif acrylique agressif et imperméable et à un pelliculage UV épais (mat ou brillant), repousseront complètement la condensation, garantissant que l'identité de votre marque reste intacte du réfrigérateur jusqu'à la main du consommateur.
Manchons thermorétractables : Couverture à 360 degrés et taux de distorsion
Lorsqu'une marque a besoin d'une couverture graphique à 360 degrés, bord à bord, qui s'adapte parfaitement aux courbes complexes du contenant, les manchons thermorétractables sont la solution idéale. Fabriqués généralement à partir de PETG ou en PVC, ces manchons sont imprimés à plat, cousus en un tube continu, déposés sur le conteneur et passés dans un tunnel à vapeur ou à chaleur radiante hautement contrôlé pour se rétracter contre le métal.
Jeter immédiatement la formule Pi. Les manchons rétractables n'utilisent pas les mesures standard de largeur et de hauteur. Au lieu de cela, ils sont conçus à l'aide de deux mesures totalement différentes :
- Largeur à plat (LFW) : La largeur du manchon lorsqu'il est pressé complètement à plat. Elle est calculée en prenant la circonférence la plus large de la boîte, en ajoutant une tolérance de glissement (généralement de 2 à 4 mm pour que le manchon puisse glisser sur la boîte en douceur) et en divisant le résultat par deux.
- Longueur de coupe : La longueur verticale du manchon non rétréci avant qu'il ne passe dans le tunnel thermique. Comme le film se rétracte verticalement et horizontalement (dans des proportions différentes), la longueur de coupe doit être légèrement supérieure à la hauteur visuelle finale souhaitée.
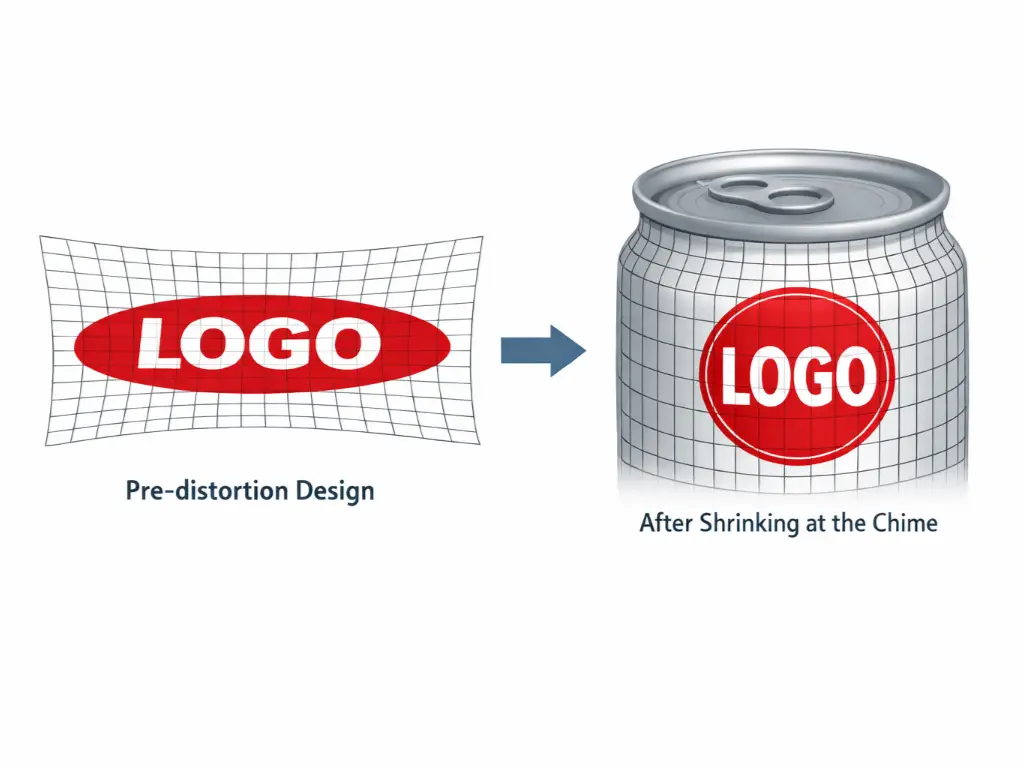
L'aspect le plus impitoyable de la conception des manchons thermorétractables est le suivant Distorsion (taux de rétraction). Lorsque le tube en plastique se rétracte de manière agressive pour épouser les courbes sévères vers l'intérieur en haut et en bas de la boîte - zones connues sous le nom de "carillon" ou "cou" - les graphiques imprimés sont tirés et étirés. Si vous placez un logo parfaitement circulaire près du carillon dans votre fichier de conception à plat, il se transformera en un ovale laid et étiré après le passage dans le tunnel thermique. Les ingénieurs en emballage prépresse doivent utiliser un logiciel spécialisé de cartographie de grille 3D pour "pré-déformer" intentionnellement le graphisme à l'envers, afin de s'assurer qu'une fois le plastique rétracté, les graphismes seront mathématiquement parfaits pour l'œil du consommateur.
Comment mesurer la taille des étiquettes pour les boîtes de conserve personnalisées ou irrégulières ?
Dès que l'on s'éloigne de la boîte de boisson cylindrique standard, les règles de l'ingénierie de l'emballage changent radicalement. Les contenants personnalisés et irréguliers - tels que les boîtes de viande rectangulaires, les boîtes de fruits de mer ovales aplaties ou les seaux industriels très effilés - ne peuvent pas être traités avec l'état d'esprit "mesurez la circonférence et emballez-la". L'application de substrats tendus à des angles géométriques aigus ou à des courbes complexes entraîne des défaillances structurelles catastrophiques.
Étiquettes pour boîtes carrées et plates
Les boîtes carrées ou rectangulaires, couramment utilisées pour les huiles alimentaires de qualité supérieure, les charcuteries et les thés de spécialité, présentent un défi physique unique. Lorsque vous tentez d'appliquer une étiquette auto-adhésive unique et continue autour de quatre coins à 90 degrés, vous créez une forte tension de "mémoire" dans le film. Le substrat de l'étiquette veut naturellement revenir à son état plat. Au fil du temps, ou lors d'impacts mineurs dans les cartons d'expédition, cette tension provoque le "drapeau" de l'étiquette, qui se détache violemment des coins.
La solution professionnelle consiste à renoncer complètement à l'habillage complet et à utiliser un Étiquette des panneaux avant et arrière (deux autocollants distincts). Lorsque vous mesurez la face plane de la boîte, la largeur de votre étiquette doit s'arrêter définitivement avant le rayon de l'angle commence. Une règle d'or de l'emballage irrégulier est que "plus c'est étroit, plus c'est sûr". Veillez à ce que le bord de votre étiquette repose entièrement sur le plan plat ; si un seul millimètre de l'étiquette s'insinue dans le coin incurvé, vous fournissez un point d'appui pour le décollement et les dommages dus au frottement.
Étiquettes et pochettes en carton pour boîtes de fruits de mer
Les boîtes de conserve aplaties et de forme ovale - la norme mondiale pour les sardines, les anchois et le caviar de qualité supérieure - souffrent d'un grave manque de surface verticale. Les parois latérales de ces boîtes mesurent souvent moins d'un pouce de haut et présentent des courbes agressives et continues. Il est physiquement impossible, et juridiquement non conforme, de faire figurer sur ces parois microscopiques les informations nutritionnelles obligatoires de la FDA/USDA, les codes-barres et l'histoire de la marque à l'aide d'adhésifs standard.
Pour conquérir cette géométrie, les marques déploient deux stratégies spécifiques :
- L'étiquette du panneau supérieur : Une étiquette découpée avec précision est appliquée exclusivement sur la zone plate et en retrait du couvercle. La mesure doit tenir compte de la lèvre intérieure du joint, ce qui garantit que l'étiquette tombe parfaitement dans la cuvette plate sans remonter sur les arêtes métalliques.
- La pochette en carton : La solution la plus haut de gamme et la plus efficace. Au lieu d'utiliser de l'adhésif, un manchon en carton épais entoure entièrement les dimensions extérieures de la boîte. Pour ce faire, vous devez mesurer la longueur totale de la face supérieure, de la face inférieure, l'épaisseur des deux parois et, surtout, ajouter un chevauchement de 15 mm à l'endroit où la colle industrielle fixera le manchon en dessous.
Acquisition de lignes d'inspection professionnelles pour les boîtes coniques
Les boîtes coniques ou effilées (dont le diamètre supérieur est plus large ou plus étroit que le diamètre inférieur) représentent le défi ultime en matière de dimensionnement. Lorsqu'un objet 3D conique est déballé dans un plan 2D, il ne forme pas un rectangle, mais un éventail courbe mathématiquement précis (un tronc géométrique).
Le seul protocole acceptable pour les boîtes coniques est de contacter le fabricant de l'emballage et de lui demander le dessin CAO officiel. Si ce dessin n'est pas disponible, le récipient doit être scanné au laser par un ingénieur en emballage utilisant un logiciel de CAO pour générer mathématiquement une ligne diagonale conique exacte sans aucune marge d'erreur.
Compatibilité des machines : Instructions de déroulement et tolérances d'étiquetage
Une étiquette magnifiquement conçue et parfaitement calculée n'a aucune valeur si les machines de votre usine ne peuvent pas l'assimiler. Le passage de l'écran du graphiste à la réalité d'une chaîne de production introduit de sévères contraintes mécaniques. Comprendre comment les étiquettes sont délivrées et comment les machines les appliquent est le dernier obstacle à la réussite opérationnelle.
Décodage des positions de déroulement du rouleau d'étiquettes (#1 - #8)
Lorsque vous achetez des étiquettes en rouleau, elles ne sont pas livrées sous forme de feuilles détachées ; elles sont étroitement enroulées sur un noyau de carton (généralement d'un diamètre de 3 pouces). L'orientation spécifique de l'œuvre d'art lorsqu'elle est déroulée de ce mandrin est connue sous le nom d'"orientation". Direction de la détente. L'industrie mondiale de l'emballage utilise un système numérique normalisé allant de la position #1 à la position #8.
Votre équipement d'étiquetage est un système rigide. Il s'attend à ce que l'étiquette soit introduite dans une orientation très spécifique. Pour la grande majorité des étiqueteuses de boîtes cylindriques, la machine fait tourner la boîte verticalement et enroule l'étiquette horizontalement. Cela signifie que votre machine à étiqueter automatisée ou semi-automatique exige fondamentalement Position #3 (bord droit en tête) ou Position #4 (bord gauche en tête).
Si le responsable des achats ne consulte pas le manuel de l'étiqueteuse et accepte la valeur par défaut de l'imprimante (qui est souvent la position #1, bord supérieur en tête), les résultats sont désastreux. La bande d'étiquettes se déplacera perpendiculairement à la mécanique de la machine. L'application d'un rouleau avec bord supérieur en tête à une machine d'emballage horizontale bloquera instantanément les capteurs optiques ou entraînera l'étiquetage de 100 000 boîtes de conserve entièrement de travers. La seule solution consiste à arrêter la production et à payer une équipe pour rembobiner manuellement des kilomètres de bande d'étiquettes.
Tolérances d'entrée du rouleau pour les étiqueteuses semi-automatiques
De nombreuses PME commencent leur parcours dans le domaine de l'emballage en utilisant des étiqueteuses de table semi-automatiques, telles que l'omniprésente MT-30. Bien que rentables, ces machines à rouleaux à friction présentent des tolérances mécaniques incroyablement serrées et sont très sensibles aux erreurs d'alimentation humaine.
La limite de tension de chevauchement de 0,25″ : Nous avons établi précédemment qu'un chevauchement de 0,25″ (1/4″) est la norme maximale autorisée. La raison réside dans les rouleaux de la machine. Lorsque l'étiquette s'enroule autour de la boîte et se chevauche, elle crée une "bosse" physique microscopique composée de deux couches de film BOPP et d'adhésif. Si votre chevauchement dépasse 0,25″ - disons qu'il va jusqu'à 0,5″ - les rouleaux de l'applicateur vont s'accrocher trop longtemps à cette zone doublement épaisse. Cela crée un différentiel de tension important, entraînant une torsion du bord arrière de l'étiquette vers le bas, ce qui se traduit par une spirale disgracieuse (Erreur d'enregistrement) ou des bulles d'air massives piégées sous le film.
La limite du risque de carillon : La hauteur de votre étiquette doit être rigoureusement réglementée pour rester dans le cadre de la directive sur l'étiquetage. Mur droit de la boîte. Les boîtes en aluminium présentent un "carillon" ou un "goulot" - la transition courbée où le corps de la boîte se rétrécit au niveau du couvercle supérieur et du dôme inférieur. Vous devez prévoir un espace de sécurité visuel d'au moins 0,125″ (1/8") entre le bord supérieur/inférieur de l'étiquette et le début de la courbe métallique. Si un rouleau semi-automatique tente de presser une étiquette BOPP plate et rigide sur le carillon incurvé, les lois de la physique veulent que le matériau excédentaire n'ait nulle part où aller. Il se repliera instantanément sur lui-même, créant une ride morte permanente et irréversible, détruisant complètement la valeur esthétique du produit.
Passer à l'automatisation de précision
Levapack se concentre entièrement sur la fourniture de solutions de mise en conserve et d'emballage automatisées et hautement performantes pour les PME mondiales. En remplaçant les rouleaux à friction erratiques par une technologie servocommandée avancée et une ingénierie de précision de niveau 2μm, nos systèmes d'étiquetage et de sertissage automatisés éradiquent complètement les plis d'origine humaine et les erreurs de repérage des chevauchements.
Nous veillons à ce que chaque boîte de conserve sortant de votre ligne présente une image de marque impeccable et de qualité supérieure au consommateur. Cessez de lutter contre les tolérances des machines et commencez à augmenter votre production.



