Une double soudure n'est pas seulement une fermeture dans l'industrie de la conserve, c'est la barrière la plus importante entre votre produit et le monde extérieur. Dans le cas des fabricants d'aliments, de boissons et de produits industriels, l'intégrité de cette soudure détermine la durée de conservation, la sécurité et la réputation de la marque.
Néanmoins, la plupart des responsables du contrôle de la qualité et des ingénieurs de ligne abordent la question de l'inspection du serti dans une perspective réactive. Ils accordent beaucoup d'attention aux défauts de double couture - ils enregistrent les mesures, consignent la défaillance et éliminent le produit. Les mesures ne sont pas la solution, bien qu'elles constituent un élément essentiel du processus de contrôle de la qualité.
Pour parvenir à zéro défaut, il faut changer d'état d'esprit et passer de l'inspection à l'optimisation. Les données d'une inspection de double couture ne sont pas seulement une note de réussite ou d'échec, c'est un rapport de diagnostic de l'état de santé de votre machine à coudre. Tout changement dans l'épaisseur de la couture, le chevauchement ou la longueur du crochet de corps est une indication directe qu'une pièce mécanique particulière, un rouleau, un releveur ou un mandrin de sertissage, doit être changée.
Ce guide s'adresse aux responsables de production et aux ingénieurs qui souhaitent combler le fossé entre les données d'inspection des sertis et la mécanique des machines. Nous verrons comment convertir les mesures de la qualité du produit en changements mécaniques pouvant être mis en œuvre, afin que votre ligne de production fonctionne avec précision et efficacité.
La définition de base de la double couture
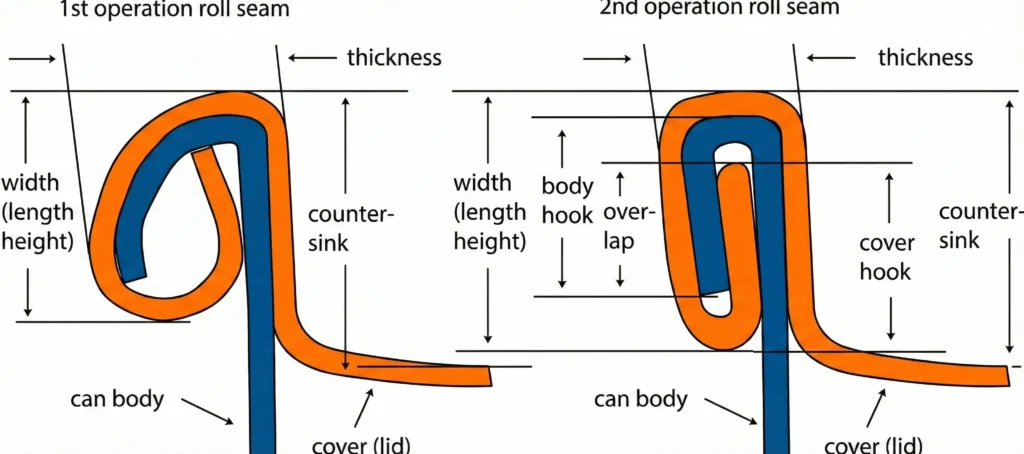
La double couture est un joint hermétique créé par l'emboîtement mécanique de cinq couches de métal. Ces couches sont trois couches de l'extrémité de la boîte (le couvercle) et deux couches du corps de la boîte. En fait, ces pièces de métal doivent être pliées correctement pour éviter les fuites.
Le processus de couture se déroule en deux opérations. La structure initiale est réalisée en enroulant le crochet de couverture autour du crochet de corps lors de la première opération. Ces couches sont pressées l'une contre l'autre pour former un joint étanche au gaz lors de la deuxième opération. C'est cet emboîtement mécanique qu'il faut comprendre pour diagnostiquer la défaillance d'une couture. Si le chevauchement physique de ces cinq couches n'est pas suffisant, ou si la formation de la deuxième opération est trop lâche, vous obtiendrez un double joint non étanche.
Comment inspecter : Méthodes visuelles ou destructives
Le contrôle de la qualité doit se faire en deux temps : premièrement, des inspections visuelles non destructives régulières pour détecter les défaillances flagrantes et, deuxièmement, des essais destructifs périodiques pour garantir l'intégrité interne à l'aide d'un équipement spécialisé dans l'inspection des soudures.
- Inspection visuelle (non destructive)
Fréquence : Toutes les 15 à 30 minutes au poste de couture.
Objet : Détecter les défaillances graves des machines ou les "dérives" suffisamment tôt avant qu'elles ne deviennent critiques.
Les opérateurs sont censés faire tourner physiquement la boîte et toucher la soudure. Vous êtes à la recherche de :
- Droop : Projection lisse de la couture vers le bas au niveau du croisement.
- Vee : Une saillie en forme de "V", qui indique souvent que la couture de la première opération est lâche.
- Couture tranchante : Une arête vive sur le bord supérieur du corps de la boîte à l'intérieur du joint (indique des problèmes de mandrin).
- Débardeurs/têtes mortes : Preuve que la boîte a glissé lors de la double couture.
- Inspection par démontage (destructive)
Fréquence : Au début de la période de travail (premier départ), au changement de poste et toutes les 4 heures.
Objet : Mesurer les composants de la double couture interne et l'indice d'étanchéité.
La procédure :
- Sectionnement : À l'aide d'une scie spéciale, coupez une section transversale du serti. Cela vous permet de placer la boîte sur l'équipement d'inspection du serti pour mesurer le chevauchement, le crochet du corps et le crochet du couvercle.
- Le dépouillement : Détachez le reste du crochet de fermeture du corps de la boîte de conserve à l'aide d'une pince à découper (ou d'une pince à épiler).
- Indice d'étanchéité : Vérifiez l'intérieur du crochet du corps de la boîte et du crochet du couvercle retiré. Vous constaterez que certaines opérations de couture ont laissé des plis. Une impression de couture importante est souvent un bon signe.
- Pas de plis (100% Tightness) : Idéale (voire trop serrée).
- Légers plis (90% Tightness) : Indication normale d'une bonne étanchéité.
- Rides profondes s'étendant jusqu'au bas de l'échelle : ÉCHEC.
Relier les mesures d'inspection à la mécanique des sertisseuses
Maintenant que vous avez vos mesures, comment les utilisez-vous ?
Vos coutures doivent avoir une certaine marge de tolérance pour être conformes aux exigences réglementaires telles que la FDA (21 CFR 113) ou aux normes industrielles telles que l'ISBT. Mais ce n'est pas la moitié de la bataille que de voir un nombre en dehors des spécifications. Vous devez savoir quel boulon tourner.
Les normes industrielles critiques (zones de sécurité) sont directement mises en correspondance avec les composants de la machine qui les contrôlent dans le tableau suivant. Il s'agit de votre principal raisonnement diagnostique pour la qualité de la double couture.
| Paramètre et zone de sécurité (standard) | Définition et importance | Contrôle de la partie machine |
| Crochet de corps(Spec ± 0,15 mm) | Déf : Bride pliée vers le bas. Criticité : Indispensable pour créer la structure d'emboîtement. | Rouleau de la première opération (Hauteur et profondeur de la rainure). |
| Chevauchement(> 1,0 mm / 0,040″) | Déf : Longueur de l'emboîtement entre les crochets. Criticité : La première barrière contre la pénétration des bactéries (fuites). | Rouleau de la deuxième opération et pression de l'élévateur (primaire) Également affectée par la géométrie de la 1ère Op. |
| Étanchéité(> 75% - 80%) | Déf : Absence de plis sur le crochet de la couverture. Criticité : Veille à ce que le mastic d'étanchéité remplisse les vides. | Rouleau de la deuxième opération Profil (Réglage de l'étanchéité et de la pression du ressort). |
| Compte-gouttes(Spec ± 0,15 mm) | Déf : Profondeur entre le haut de la couture et le fond du couvercle. Criticité : Affecte la solidité de la couture et la résistance à la pression. | Hauteur et alignement du mandrin (et stabilité du ressort de l'élévateur). |
| Crochet de couverture (Spec ± 0,15 mm) | Déf : Boucle de la paupière courbée vers le haut. Criticité : Fonctionne avec le crochet de corps pour créer un chevauchement. | Rouleau de la première opération (Interagit avec Chuck) |
Première opération : Former les crochets (crochet de corps et de couverture)
La double couture est basée sur la première opération. Elle détermine la quantité de matériau restant à utiliser pour le scellage final. Elle constitue notamment le crochet de corps et le crochet de couverture. Ce sont les deux structures métalliques qui devront finalement se connecter l'une à l'autre. Si elles sont trop courtes ou déformées à ce stade, la deuxième opération ne pourra pas sauver la boîte.
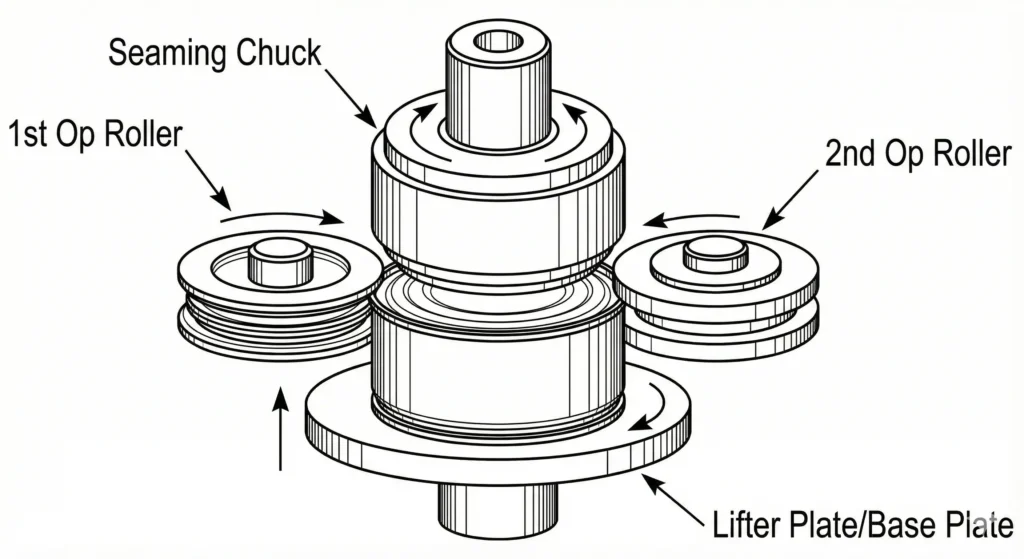
Ces crochets sont produits uniquement par le premier rouleau d'opération. Le rouleau force la courbure du couvercle sous le bord de la collerette du corps de la boîte. La quantité de matière pliée dépend de la profondeur du rouleau par rapport au mandrin (hauteur de l'axe) et du profil de la rainure du rouleau.
Si votre crochet de corps n'est pas cohérent, ne regardez pas le deuxième rouleau d'opérations. Vous devez vérifier le premier rouleau de fonctionnement. Le rouleau oscille-t-il en raison de l'usure du roulement ? La came d'entraînement du rouleau exerce-t-elle une pression régulière ?
La deuxième opération : Création du joint (chevauchement et étanchéité)
Les crochets sont lâches après avoir été formés. La deuxième opération est à l'origine du chevauchement (la distance réelle de scellement) et de l'étanchéité du joint (la compression du mastic d'étanchéité). Le chevauchement ne peut être mesuré directement sans couper la boîte, mais il est calculé à l'aide de la longueur des crochets et de l'épaisseur du joint. L'étanchéité est déterminée en décollant le joint et en examinant le crochet du couvercle pour voir s'il présente des plis.
C'est le deuxième rouleau d'opération qui le contrôle. Le profil de ce rouleau est plus plat que celui du premier. Il a pour tâche de lisser les plis réalisés au cours de la première étape afin de créer une couture serrée.
L'une des erreurs commises est d'appliquer la mauvaise pression, dans ce cas pour colmater une fuite. La surpression peut étirer excessivement le métal, créant un joint lâche ou diminuant le chevauchement (un défaut connu sous le nom de repassage). L'objectif est d'obtenir une compression correcte. Cela implique une tête de sertissage stable. Lorsque la pression du rouleau varie en raison d'un contrôle inefficace du moteur, vous observerez une étanchéité inégale au cours d'un même cycle de production.
La base structurelle : Hauteur du chanfrein et du joint
La distance entre le haut du joint et le panneau plat du couvercle est la profondeur de la fraise. La mesure verticale des dimensions extérieures est la hauteur du joint.
Ces mesures sont les signes de la stabilité verticale de votre machine. Elles sont contrôlées par le mandrin de sertissage (tête de presse) et l'élévateur (plaque de base).
Le couvercle est maintenu par le mandrin et le corps de la boîte est poussé vers le haut par le releveur. Lorsque le ressort du releveur est trop faible, la boîte dérape ou tombe dans le sertissage, le crochet du corps est long et la hauteur du sertissage est courte. Si le mandrin n'est pas parfaitement centré sur les rouleaux, le diamètre de la fraise sera irrégulier.
Guide de dépannage : Diagnostiquer les défauts de la machine à partir des données d'inspection
Un défaut détecté par l'équipement d'inspection entraînera l'arrêt de la ligne de production. Plus tôt vous identifiez la cause du problème, moins vous payez en termes de temps d'arrêt. Voici une feuille de route pour traduire les données sur les défauts courants en solutions mécaniques.
| Défaut détecté | Cause mécanique probable |
| Joint vif | Le mandrin est réglé trop bas ou la lèvre du mandrin est usée. |
| Faible chevauchement | Le rouleau de la deuxième opération est desserré ou la pression de l'élévateur est faible. |
| Faux joint | Bride endommagée ou jeu du palier (oscillation). |
| Tête de mort (Skidder) | La pression du levier est trop faible ou le mandrin patine. |
Réaliser des joints vifs en ajustant l'alignement du mandrin
On peut sentir une arête tranchante sur le bord supérieur intérieur de la couture. Cette arête est dangereuse pour le consommateur et coupe généralement la couture, ce qui entraîne des fuites instantanées. Il s'agit presque toujours d'un problème de Chuck.
- Vérifier l'alignement vertical : Le mandrin est probablement trop bas par rapport aux rouleaux. Le métal se plie alors trop violemment sur la lèvre du mandrin. Vous devez augmenter le réglage de la hauteur de la broche.
- Inspecter l'usure : Examinez la lèvre du mandrin. Si le bord est ébréché ou usé de façon irrégulière, il coupera le métal.
Résoudre le problème du faible chevauchement grâce à l'étanchéité des rouleaux
Le calcul indique qu'il n'y a pas assez de chevauchement (moins de 1,0 mm ou toute autre norme). Cela signifie que les crochets ne s'accrochent pas assez profondément. Cela implique une vérification en plusieurs étapes, souvent en contrôlant le rayon du crochet de couverture.
- Vérifier la pression de l'élévateur : Lorsque la boîte glisse vers le bas, le crochet du corps n'est pas formé. Tendez davantage le ressort de la plaque de base.
- Ajuster le deuxième rouleau d'opération : Lorsque les crochets ne se chevauchent pas mais sont suffisamment longs, le deuxième rouleau d'opération ne peut pas pousser assez profondément. Le rouleau doit être serré pour assurer une crête de pression visible.
- Avertissement : Ne pas trop serrer. Un serrage excessif entraîne l'étirement du métal et la réduction du chevauchement. Il s'agit d'un équilibre délicat qui nécessite un châssis de machine stable.
Correction des faux joints : Questions relatives aux paliers et aux brides
La couture semble impeccable à l'extérieur, mais un démontage montre que le crochet du corps et le crochet du couvercle ne se touchent même pas. La boîte n'est pas scellée. Il s'agit d'un grave problème de sécurité. Ce problème est généralement dû à un jeu mécanique ou à un mauvais alignement dans le cycle.
- Vérifier les roulements : Lorsque les roulements à rouleaux sont ludiques, le rouleau peut rebondir lorsqu'il frappe le serti de la boîte, et il ne se comprime pas.
- Vérifier l'alimentation : Si la collerette de la boîte est pliée avant qu'elle n'atteigne la sertisseuse, les crochets ne s'engageront pas. Vérifiez la roue crantée et la synchronisation de la tourelle.
Protocole de qualité intégré : Processus quotidien de préparation et d'inspection
La routine est la conséquence de la cohérence. Afin de réduire les défauts, vous devez intégrer l'inspection des doubles sertis dans votre processus quotidien de réglage de la machine. Ce protocole vous permet de passer de la capture des boîtes défectueuses à la prévention des boîtes défectueuses.
Phase 1 : Vérification de la machine avant le démarrage (méthode visuelle)
L'opérateur doit procéder à un audit visuel avant que la machine n'effectue une seule boîte. Ce n'est pas la boîte qui est mesurée, mais la préparation de la machine.
- Vérification des débris : Vérifiez les rouleaux et le mandrin pour voir s'il y a de la poussière d'aluminium ou de la laque. Ces débris modifient le diamètre effectif de l'outillage et changent les dimensions du serti.
- État de l'outillage : Inspecter visuellement la lèvre du mandrin pour vérifier qu'il n'y a pas de copeaux.
- Lubrification : Faire lubrifier toutes les pièces mobiles.
Phase 2 : L'étalonnage "initial" (la méthode destructive)
Ne commencez pas la production à plein régime sans avoir procédé à un démontage à l'aide d'outils d'inspection des coutures appropriés.
- Échauffement : Faites fonctionner la machine pendant 5 à 10 minutes. Les machines à coudre se dilatent légèrement lorsqu'elles chauffent ; les réglages effectués sur une machine froide dériveront.
- Le démantèlement : Prendre les 3 premières boîtes consécutives. Effectuer un test destructif complet.
- Étalonnage : Si l'étanchéité n'est pas de 100% (ou de votre norme), modifiez immédiatement la force du ressort du rouleau de la deuxième opération. Ne pas continuer tant que les premiers échantillons ne sont pas parfaits.
Phase 3 : Contrôle à intervalles (non destructif et échantillonnage)
Lorsque la production est lancée, il n'est pas possible de démonter toutes les boîtes de conserve.
- Fréquence : Dans les lignes à grande vitesse (comme nos modèles à 50 canettes/minute), le contrôle s'effectue toutes les 30 minutes. Dans le cas de lignes plus lentes, une heure peut suffire.
- Enregistrement des données : Consignez ces intervalles. Si vous remarquez une tendance (par exemple, la hauteur de la couture augmente progressivement), cela signifie que la machine dérive (un écrou de blocage peut être desserré ou le ressort du releveur s'échauffe).
Sélection des outils d'inspection pour un étalonnage rapide des machines
Les outils manuels et les systèmes automatisés font souvent l'objet de débats. Nous recommandons aux clients de sélectionner les outils en fonction de leur vitesse de retour d'information plutôt que de leur technologie. L'objectif est de s'assurer que l'opérateur dispose rapidement des données lui permettant d'effectuer des ajustements sur la machine.
- Outils manuels (micromètres/calibres) :
- Pour : Peu coûteux, durable.
- Cons : Subjectif (mesuré différemment par différents opérateurs), lent et enregistrement manuel des données.
- Cas d'utilisation : Idéal pour les démarrages à faible volume ou comme solution de secours.
- Systèmes de vision automatisés (moniteurs de serti) :
- Pour : Stockage objectif et extrêmement rapide de données numériques.
- Cons : Coût initial plus élevé.
- Cas d'utilisation : Indispensable pour toute ligne de production sérieuse où la traçabilité est requise.
L'outil le plus utile est celui qui s'intègre dans votre flux de travail. Une unité d'inspection automatisée de 50 000 dollars n'est d'aucune utilité lorsque les données sont stockées dans un bureau informatique. Le couturier doit se trouver à côté du moniteur. Lorsque le système signale un crochet de corps bas, l'opérateur doit savoir qu'il doit inspecter le premier rouleau d'opération.
N'investissez jamais trop dans une technologie dont vous n'avez pas besoin, mais ne sous-spécifiez jamais votre contrôle de la qualité. Le protocole d'un producteur artisanal qui scelle 20 boîtes par minute n'est pas le même que celui d'une usine de boissons qui en scelle 500.
La matrice suivante peut être utilisée pour identifier la bonne configuration d'inspection à utiliser à votre niveau de production :
| Échelle de production | Rendement typique (CPM) | Configuration d'inspection recommandée | Proposition de valeur |
| Micro / Ligne pilote | < 15 CPM | Micromètre manuel + Scie à sertis | Faible coût d'investissement : idéal pour les entreprises où les opérateurs disposent de suffisamment de temps pour mesurer manuellement les boîtes entre les cycles. |
| PME / Taille moyenne | 20 - 80 CPM | Moniteur vidéo de bureau (VSM) | Précision et rapidité : Fournit la piste d'audit numérique nécessaire et élimine les erreurs de l'opérateur sans le coût de l'automatisation en ligne. |
| Haut volume | 100+ CPM | Rayons X en ligne ou vision entièrement automatique | Échantillonnage en temps réel : Nécessaire lorsque la production est trop rapide pour permettre un échantillonnage humain ; détecte instantanément les dérives statistiques. |
Conclusion
L'inspection des sertis n'est pas une activité passive consistant à écrire des chiffres, mais une interaction active avec votre machine. Tout micron de variation dans votre enregistrement d'inspection est un murmure de votre machine qui vous dit ce qu'elle veut, qu'il s'agisse du réglage d'un rouleau, d'un ressort ou d'un mandrin.
Néanmoins, une machine de haute qualité est la base d'une couture parfaite. Une machine à coudre dont la structure n'est pas rigide ou dont les composants manquent de précision ne peut pas être réparée par un quelconque ajustement.
Chez Levapack, nous ne nous contentons pas de vendre des machines, nous assurons la stabilité. Avec des composants usinés CNC d'une précision de 2μm, des servocommandes haut de gamme et une construction en acier inoxydable robuste, nos solutions de mise en conserve personnalisées sont conçues pour conserver leurs réglages poste après poste. Nous soutenons des fabricants dans plus de 100 pays, en les aidant à passer du dépannage des défauts à l'optimisation de la production.
Êtes-vous fatigué de devoir constamment modifier votre ancien équipement afin de passer les inspections de contrôle des coutures ?
Contactez Levapack dès aujourd'hui. Discutons d'une solution de mise en conserve de haute précision, sans défaut, adaptée à votre produit spécifique et à l'agencement de votre usine. De la poudre à la pâte, nous disposons de l'expertise technique nécessaire pour sceller votre succès.



