7 types de bouchons décodés : Les bouchons, les bouteilles et les machines de capsulage
Les fondements : Pourquoi le matériau du conteneur détermine-t-il votre destin en matière de fermeture ?
Il existe une illusion dangereuse dans le monde des achats d'emballages B2B : la croyance que le choix d'un bouchon de bouteille n'est qu'un choix esthétique ou fonctionnel de base. De nombreux responsables des achats parcourent les catalogues en se disant : "Je veux un bouchon élégant, noir mat", sans jamais consulter leurs ingénieurs de production. Cette mentalité de "conception d'abord" est le chemin le plus rapide vers des défaillances catastrophiques des lignes, des fuites dans les expéditions et une chute de l'OEE (Overall Equipment Effectiveness - efficacité globale des équipements).
Voici la vérité technique la plus dure de l'industrie de l'emballage : un joint parfait et étanche n'est pas un produit que l'on achète ; c'est une équation à trois variables que l'on doit équilibrer. Cette équation se compose des éléments suivants : Tolérance dimensionnelle du matériau du conteneur + conception du filetage de la fermeture + couple d'application de la machine Si l'une des variables de cette trinité n'est pas adaptée, votre chaîne de production souffrira de bouteilles brisées, de fils dénudés ou de micro-fuites qui détruiront la durée de conservation de votre produit.
Avant même de classer les 7 types de fermetures, nous devons établir la loi suprême de l'emballage : le destin de votre fermeture est entièrement dicté par le matériau de base de votre contenant. Pourquoi ? En raison d'un paramètre de fabrication critique connu sous le nom de Tolérance dimensionnelle.
Dans le monde du moulage par injection-étirage-soufflage (ISBM), une bouteille en plastique PET rigide peut être fabriquée avec une tolérance dimensionnelle très précise de ±0,1 mm. Cependant, dans l'industrie du verre, en raison de la nature chaotique de la silice en fusion et de la dynamique thermique, la tolérance de la finition du col d'une bouteille en verre peut fluctuer de ±0,5 mm, voire plus.
C'est comme porter des chaussures. Une bouteille en PET de haute précision est comme une chaussure de ville en cuir rigide parfaitement taillée - elle peut s'associer parfaitement à une boucle en métal rigide et de haute technicité (une connexion dure à dure). Une bouteille en verre, en revanche, est comme un pied qui change légèrement de forme chaque jour. Si vous essayez de forcer un bouchon en plastique rigide et intransigeant sur un fil de verre sans tampon d'adaptation, il échouera. Le verre a besoin d'une semelle épaisse et souple - une doublure compressible spécialisée - pour combler les interstices microscopiques imprévisibles et assurer l'étanchéité. Par conséquent, la compréhension de la rigidité physique, du taux de dilatation thermique et de la tolérance de fabrication de votre bouteille est la condition sine qua non du choix d'un type de bouchon.
Conteneurs métalliques : Systèmes d'étanchéité normaux ou sous pression
Lorsque l'on passe des polymères aux emballages métalliques (fer blanc et aluminium), le paradigme de l'ingénierie change radicalement. Contrairement aux plastiques, qui possèdent une mémoire viscoélastique et peuvent se remettre d'une déformation, la déformation des métaux est permanente. Cela introduit le concept de fatigue métallurgique. Dans les emballages métalliques, les systèmes de fermeture sont strictement divisés en deux itinéraires techniques distincts basés sur la pression interne. Confondre une fermeture atmosphérique standard avec un système de valve sous pression est une erreur logique critique qui peut conduire à des investissements d'équipement désastreux.
Joints normaux et joints à vide (couronnes et chapeaux de roue)
Pour les environnements atmosphériques standard ou à pression micro-négative - que l'on rencontre généralement dans les industries de la bière, des boissons et des aliments en conserve - les principaux types de fermeture sont les capsules à couronne et les capsules à oreilles (également appelées capsules Twist-Off).
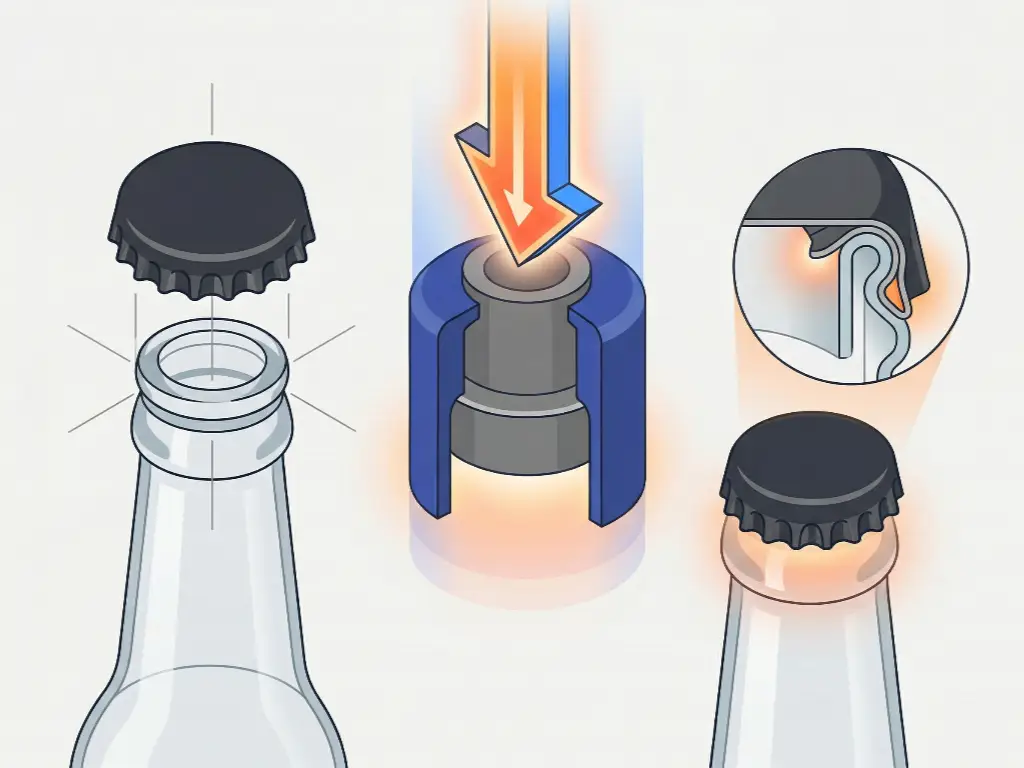
Capsules de la couronne : Utilisée presque exclusivement sur les bouteilles de bière en verre ou les bouteilles de boissons en aluminium, la capsule couronne repose sur une force mécanique complètement différente de celle d'une capsule à vis. Elle utilise une capsuleuse équipée d'une cloche de sertissage spécialisée en acier trempé. En une fraction de seconde, la machine applique une immense force vers le bas tandis que la cloche de sertissage plie les 21 cannelures de la capsule en fer blanc sous l'anneau de verrouillage du goulot de la bouteille. Cette opération reposant sur la déformation plastique du métal, la tolérance de la charge maximale de l'équipement doit être d'une précision phénoménale. Un écart d'un millimètre seulement dans la pression exercée vers le bas empêchera le sertissage des cannelures (ce qui entraînera une bière plate) ou brisera instantanément le goulot de la bouteille.
Cache-roue (Twist-Off) : Généralement utilisés sur les pots en verre pour les confitures, les sauces et les cornichons, les bouchons à oreilles comportent 3 à 6 oreilles métalliques qui s'engagent dans les filets interrompus de la finition du verre. L'ingéniosité du bouchon à oreilles réside dans le fait qu'il suffit d'un quart de tour pour le verrouiller. Cependant, son véritable mécanisme d'étanchéité repose sur la thermodynamique. Ces produits sont généralement remplis à chaud. Lorsque le produit refroidit à l'intérieur du récipient scellé, il crée un vide puissant. Ce vide tire physiquement le bouchon vers le bas, comprimant le revêtement en plastisol contre le bord en verre pour créer un joint hermétique. La capsuleuse (une capsuleuse à vapeur sous vide en ligne droite) doit appliquer exactement la bonne quantité de torquet : trop peu, et le vide s'échappe ; trop, et les ergots métalliques se plieront de manière permanente et se détacheront des filets de verre, ruinant ainsi le lot.

Systèmes sous pression (valves d'aérosols)
Dans le domaine des aérosols (laques, lubrifiants industriels, crèmes à raser), la "fermeture" n'est plus un simple couvercle, mais un composant technique très complexe de contrôle de la pression, appelé valve d'aérosol.
Une valve d'aérosol doit contenir et contrôler un produit liquide mélangé à un agent propulseur très volatil et sous pression (comme le GPL, le butane ou l'azote comprimé). Le processus de fabrication de ce "bouchon" est radicalement différent. Il nécessite un processus spécialisé appelé Gazage et sertissage sous la tasse.
Dans cet environnement aux enjeux considérables, la machine à sceller ne se contente pas d'enfoncer un bouchon. Elle crée un joint temporaire sur l'ouverture de la boîte, injecte le gaz propulseur hautement inflammable sous une pression énorme, puis dilate instantanément une pince métallique à l'intérieur de la valve pour la sertir vers l'extérieur contre la courbure de la boîte en fer blanc ou en aluminium. Le choix d'une valve aérosol signifie que votre ligne de production doit être mise à niveau pour répondre aux normes strictes de protection contre les explosions (Ex-proof). Les machines de bouchage standard ne peuvent pas être modernisées à cette fin ; tenter de le faire constitue une grave violation des règles de sécurité. La barrière à l'entrée n'est pas seulement le coût de la valve, mais aussi les dépenses d'investissement massives requises pour les systèmes pneumatiques antidéflagrants et l'infrastructure de l'usine à gaz.
Fermetures de bouteilles en verre : Naviguer entre rigidité et variations de haute tolérance
Le verre est le roi incontesté de l'emballage haut de gamme, dominant les secteurs des spiritueux haut de gamme, des huiles essentielles, des cosmétiques et des produits pharmaceutiques. Cependant, du point de vue d'un ingénieur en emballage, le verre est un cauchemar de rigidité et d'incohérence. Selon les directives structurelles établies par le Glass Packaging Institute (GPI), les tolérances dimensionnelles des filets de verre sont nettement plus larges que celles des plastiques moulés par injection. En outre, le verre n'a aucune flexibilité ; si le couple de serrage d'une machine à boucher est trop agressif, le verre ne bougera pas - il se brisera tout simplement. Pour relever ce double défi, des types de bouchons spécifiques ont été conçus pour absorber les chocs et combler les lacunes.
Bouchons de liège, bouchons et capsules à vis CT à doublure épaisse
Pour les liquides de grande valeur comme le vin, les parfums et les huiles essentielles agressives, l'objectif premier du bouchon est de combler les cratères microscopiques et les surfaces inégales inhérents aux finitions en verre moulé.
Les bouchons en liège naturel et en polymère synthétique y parviennent par compression radiale. Une machine à boucher spécialisée comprime le bouchon jusqu'à ce qu'il atteigne un diamètre inférieur à celui du trou de la bouteille, l'insère et le laisse se dilater en appuyant avec force sur les parois irrégulières du verre pour créer un joint.
Pour les récipients en verre filetés, le bouchon standard à filetage continu (CT) doit être équipé d'une doublure spécialisée et hautement compressible. L'étalon-or en la matière est le Casquette doublée de plastisol. Le plastisol est une résine liquide à base de PVC qui est coulée dans un bouchon métallique et cuite pour former un joint solide et caoutchouteux. Lorsqu'il est utilisé dans des applications de remplissage à chaud ou qu'il passe dans une capsuleuse à vapeur, le plastisol se ramollit momentanément. Lorsque le bouchon est serré, le plastisol ramolli s'adapte parfaitement à la topographie unique et irrégulière de ce bord de verre spécifique. Une fois refroidi, il durcit pour former un joint sous vide impénétrable et personnalisé. C'est exactement pour cette raison technique que vous entendez ce "pop" aigu et satisfaisant lorsque vous ouvrez un pot de confiture ou de sauce pour pâtes de qualité supérieure au supermarché. Ce son est la preuve auditive d'une parfaite étanchéité sous vide entre le plastisol et le verre.
Capuchons en aluminium ROPP et systèmes Lug/Twist-Off
Lorsqu'il s'agit de spiritueux, de vins et de boissons gazeuses en verre, la norme industrielle est le bouchon en aluminium Roll-On Pilfer-Proof (ROPP). Pour comprendre le fonctionnement d'un bouchon ROPP, il faut changer radicalement la façon dont on considère les bouchons filetés.
Voici la réalité pure et dure : Lorsqu'un bouchon ROPP est placé sur une bouteille en verre sur la ligne de production, il n'a absolument aucun filetage. Ce n'est rien d'autre qu'une coque en aluminium lisse et non filetée.

La magie et le défi technique extrême résident entièrement dans la tête de la capsuleuse ROPP. Lorsque la coque lisse en aluminium repose sur la bouteille en verre, la tête de capsulage descend. À l'intérieur de cette tête, des blocs de pression à ressort appuient fermement pour comprimer la doublure contre le bord du verre. Simultanément, un ensemble de "rouleaux de filetage" en rotation pousse mécaniquement l'aluminium souple vers l'intérieur, en suivant physiquement les filets de verre existants et en roulant l'aluminium pour qu'il s'y adapte parfaitement. Un deuxième jeu de "rouleaux de rentrage" passe sous l'anneau de verrouillage du verre pour créer la bande d'inviolabilité.
Ce processus est le test ultime de l'étalonnage de la machine. Si la pression du ressort de chargement par le haut est réglée trop haut, le col de verre rigide sera instantanément écrasé en fragments dangereux sur la ligne. Si les rouleaux d'enfilage sont réglés de manière trop lâche, le bouchon tournera librement et fuira. Par conséquent, l'achat de bouchons ROPP est tout à fait secondaire ; le véritable investissement est dans un système de broche de capsulage ROPP hautement sophistiqué et calibré avec précision.
Bouteilles en PET et en plastique rigide : Filets de précision pour les systèmes à grande vitesse
Le polyéthylène téréphtalate (PET) est l'épine dorsale des industries modernes des boissons, des soins personnels et des produits chimiques ménagers. Le PET étant moulé par injection, étirement et soufflage, la finition de son col (la zone filetée) est incroyablement précise, ce qui permet des opérations de bouchage à grande vitesse et à couple élevé. La précision élevée s'accompagne d'une demande de débit élevé. Lors de l'utilisation du PET, l'ingénierie se concentre sur la maximisation du taux de bouteilles par minute (BPM) et sur l'intégration de systèmes complexes de distribution de fluides sans causer d'embouteillages sur la ligne.
Capsules CT standard, de sécurité enfant (CRC) et d'inviolabilité (TE)
Les bouchons en plastique standard à filetage continu (CT) et les fermetures inviolables (TE) s'adaptent parfaitement aux bouteilles en PET. La bande TE repose sur une interaction mécanique spécifique : lorsque le bouchon est serré sur la bouteille, la bande TE doit glisser sur un "anneau de verrouillage" désigné sur le goulot de la bouteille en PET. Le matériau du PET doit être suffisamment rigide pour forcer la bande sur l'anneau sans que le goulot de la bouteille ne fléchisse ou ne s'affaisse vers l'intérieur.
Cependant, les fermetures à l'épreuve des enfants (CRC), couramment utilisées pour les produits pharmaceutiques et les produits chimiques dangereux, constituent un véritable gant d'ingénierie. L'industrie moderne de l'emballage recherche activement l'"allègement" en réduisant le poids en grammes des bouteilles en PET afin de réduire les coûts de résine et d'améliorer les marges de développement durable. Cela crée un grave conflit mécanique.

Un bouchon CRC standard utilise un mécanisme "push-down and turn", comprenant une coque extérieure et une coque intérieure filetée reliées par un ensemble de dents d'engrenage emboîtées et chargées par un ressort. Pour engager ces dents et serrer avec succès la capsule sur la bouteille, la machine de capsulage automatique doit appliquer une force de traction massive. Force de charge maximale de 40 à 50 livres directement sur le goulot de la bouteille.
Les acheteurs amateurs partent du principe que "le PET est déjà assez difficile". C'est une erreur fatale. Si vous appliquez une charge dynamique de 50 livres à une bouteille en PET très légère, l'ensemble de la structure souffrira d'un "gauchissement". Si votre produit nécessite un bouchon CRC, vous devez collaborer avec des ingénieurs pour renforcer la structure de la bouteille. Géométrie de l'épaule et incorporer un mélange robuste et épaissi Anneau de soutien cervical pour absorber et répartir physiquement l'impact brutal du chargement par le haut de la machine à boucher.
Pompes de distribution et pulvérisateurs à gâchette
Pour les lotions très visqueuses, les shampooings et les nettoyants ménagers de surface, les bouchons standard sont remplacés par des pompes de distribution et des pulvérisateurs à gâchette complexes. Bien que ces derniers offrent un confort supérieur au consommateur, ils introduisent des variables chaotiques dans la production automatisée.
Le paramètre critique ici est le tube d'immersion interne. Tout d'abord, la "coupe du tube plongeur" (qu'il s'agisse d'une coupe en V ou d'un angle oblique) et sa longueur exacte doivent correspondre parfaitement à la géométrie interne "push-up" de la base de la bouteille PET. Si ce n'est pas le cas, la pompe ne parviendra pas à extraire les derniers 10% de ce produit onéreux, ce qui entraînera de graves plaintes de la part des consommateurs.
Deuxièmement, ces longs tubes d'immersion courbés sont un véritable cauchemar pour les lignes de production automatisées. Dans les emballages à grande vitesse, les bouchons doivent être triés et orientés dans un bol trieur de bouchons vibrant ou centrifuge avant de glisser le long d'une goulotte vers la tête de bouchage. Les longs tubes plongeurs s'enchevêtrent constamment, provoquant des blocages massifs dans le bol de la trieuse, ce qui entraîne l'arrêt brutal de toute la chaîne de production, qui coûte plusieurs millions de dollars. Si vous optez pour des pompes de distribution, vous ne pouvez pas faire l'économie de l'équipement ; votre fournisseur de machines doit posséder une technologie de tri d'élite, anti-bourrage, spécialement conçue pour les tubes traînants.
Bouteilles en PE et bouteilles souples : Résoudre le dilemme de la charge supérieure
Le polyéthylène haute densité (PEHD) et le polyéthylène basse densité (PEBD) sont les matériaux de prédilection lorsque le consommateur doit presser le produit - qu'il s'agisse de nettoyants pour le visage, de lotions pour le corps, de miel ou de ketchup. La contradiction technique fondamentale est ici flagrante : la bouteille est intentionnellement conçue pour être souple et flexible, alors que la machine industrielle nécessaire pour la sceller fonctionne avec une force brute et impitoyable. En outre, les matériaux en PE sont très sensibles aux variations thermodynamiques extrêmes au cours du transport mondial.
Bouchons de distribution Snap-Top, Flip-Top et Friction-Fit
Pour faciliter l'utilisation d'une seule main par les consommateurs sous la douche ou dans la cuisine, les flacons à presser en PE utilisent souvent des bouchons Snap-Top, Flip-Top ou Mushroom. Contrairement aux bouchons à vis, ces fermetures ne nécessitent pas de couple de rotation. Ils sont appliqués par une machine appelée Snap Capper ou Press-On Capper, qui "tape" verticalement ou presse le bouchon directement sur le goulot de la bouteille en utilisant une force d'impact pure.

Cela nous amène au dilemme du chargement par le haut. Comment appliquer une immense force verticale à une bouteille conçue pour s'écraser ? La réponse se trouve dans le Anneau de soutien cervical. Juste en dessous des filets (ou du bourrelet d'encliquetage) d'une bouteille en PE, il doit y avoir une bague en plastique proéminente, rigide et saillante. Dans une chaîne de production professionnelle, la capsuleuse est équipée de "pinces à col" mécaniques spécialisées ou d'une roue en étoile qui se glisse physiquement sous cet anneau de support. Lorsque le cylindre pneumatique martèle la capsule vers le bas, la force violente est entièrement absorbée par les pinces de la machine qui maintiennent la solide bague du goulot, sans toucher au corps mou de la bouteille qui se trouve en dessous. Sans cette synergie précise entre la machine et le flacon, frapper un flacon en PE avec une capsule à déclic revient à piétiner un accordéon vide - le flacon se déforme instantanément, déversant de la lotion sur le sol de votre salle blanche.
Le risque de défaillance des joints : dilatation thermique et étanchéité par induction
La menace la plus insidieuse qui pèse sur les bouteilles en PE souple ne se produit pas dans l'usine, mais à l'intérieur d'un conteneur d'expédition de 60 °C (140 °F) qui traverse l'océan Pacifique. Cette menace découle de l'inadéquation des coefficients de dilatation thermique.
Souvent, une bouteille en PE souple est associée à un bouchon en polypropylène (PP) rigide. Le PP et le PE se dilatent et se contractent à des rythmes complètement différents lorsqu'ils sont soumis à une chaleur élevée. Au cours du transport mondial, la chaleur intense fait que le col de la bouteille en PE se ramollit et se dilate différemment du bouchon en PP. Cela provoque un "fluage", qui conduit finalement à un phénomène connu sous le nom de "Back-off", où le bouchon, autrefois bien serré, se déroule physiquement, entraînant une fuite catastrophique et une perte de produit au niveau de la palette.
Si les défenses mécaniques de base, comme le joint intérieur en "pince de crabe" (une lèvre en plastique souple qui se cale contre l'intérieur du trou de la bouteille), offrent une certaine protection, elles sont insuffisantes pour faire face à des contraintes thermiques extrêmes. La solution d'ingénierie B2B par excellence - la norme absolue pour le transport international - est la suivante Scellement par induction.
Le scellage par induction ne repose pas sur des fils mécaniques pour retenir le liquide ; il utilise l'électromagnétisme. Une doublure à induction spécialisée (composée de carton, de cire, de feuille d'aluminium et d'une couche de polymère thermoscellée) est placée à l'intérieur de la capsule. Une fois la capsule serrée sur la bouteille en PE, celle-ci passe sous une tête de scellement par induction. La machine émet un champ électromagnétique à haute fréquence qui crée des courants de Foucault dans la feuille d'aluminium. Cela chauffe instantanément la feuille d'aluminium, faisant fondre la couche de polymère directement dans le rebord de la bouteille en PE. Il ne s'agit plus simplement de fermer la bouteille, mais de réaliser une soudure plastique au niveau moléculaire. Cela crée une barrière hermétique, inviolable et totalement immunisée contre le recul, les vibrations et la dilatation thermique, garantissant un transit étanche à 100%.
La matrice d'ingénierie : Aligner la bouteille, le bouchon, les dépenses d'investissement et les machines
Après avoir déconstruit l'interaction complexe de la physique des matériaux, du couple et de la dynamique thermique, il est temps de synthétiser ces données dans une logique d'approvisionnement B2B exploitable. La matrice ci-dessous comble le fossé entre l'esthétique de l'emballage et la réalité de la ligne de production, en veillant à ce que vos dépenses d'investissement (CapEx) ciblent les bonnes machines pour votre combinaison spécifique contenant-fermeture.
| Matériau de la bouteille | Type de bouchon dominant | Force de bouchage primaire | Estimation du coût de l'outillage et de la qualité de fabrication | Machine à boucher recommandée |
|---|---|---|---|---|
| Verre (haute rigidité, faible tolérance) | Capuchons de roue revêtus de plastisol / Aluminium ROPP | Couple précis / Pression de roulement latérale | Bas (standard) / Haut (gaufrage personnalisé) | Boucheuse sous vide à vapeur / ROPP Spindle Roller |
| PET (rigide, haute tolérance) | Standard CT / CRC (Child Resistant) | Couple rotatif + charge maximale extrême | Faible (finitions standardisées du manche) | Boucheuse à mandrin rotatif à grande vitesse (avec contrôle du couple) |
| PE/HDPE (compression souple) | Distributeur Snap-Top / Flip-Top | Impact vertical (pression) | Moyen à élevé (charnières complexes) | Capsuleuse pneumatique (nécessite une prise de col) |
| Boîtes en composite/plaque d'étain | Couvercles cousus / Film pelable | Sertissage à double joint | Élevée (exige un volume élevé de MOQ) | Sertisseuse de boîtes de conserve à vide/azote de rinçage |
Le bilan de l'ingénieur en chef : Ne vous fiez jamais à la "perfection statique" d'un bouchon d'échantillon serré à la main sur votre bureau. Le véritable test d'un système d'emballage n'a lieu qu'à 300 bouteilles par minute (BPM), après que la machine a fonctionné à chaud pendant huit heures. Avant de signer un contrat d'achat d'équipement, vous devez exiger une évaluation rigoureuse de la qualité de l'emballage. FAT (Factory Acceptance Test) de votre fournisseur de machines en utilisant vos bouteilles, bouchons et liquides simulés exacts. Liez-le à un contrat de performance strict basé sur l'OEE (Overall Equipment Effectiveness) et un taux de rebut proche de zéro. Si un fournisseur refuse d'effectuer un FAT complet, abandonnez-le immédiatement.
Cet engagement sans compromis en faveur de la fiabilité de l'ingénierie et d'une validation FAT rigoureuse est précisément la raison pour laquelle des fabricants de PME, des co-emballageurs d'élite et des marques de nutrition à haute valeur ajoutée dans plus de 100 pays font confiance à l'entreprise. Levapack avec leurs lignes d'emballage les plus critiques.
Lorsque vous scellez des lignes de poudres explosives avec rinçage à l'azote, que vous configurez des peseuses multi-têtes à grande vitesse pour des noix de première qualité ou que vous exigez des scellés de stérilisation impeccables pour la mise en conserve humide d'aliments pour animaux de compagnie, votre marge d'erreur est exactement égale à zéro. Levapack ne se contente pas de vendre des machines, nous concevons des solutions clés en main. Fort de 18 ans d'expérience dans le domaine des machines d'emballage spécialisées, notre centre de fabrication CNC de 4 000 mètres carrés usine les composants avec une précision stupéfiante de 2ºm.
En intégrant la technologie servo Siemens et Schneider de premier plan dans nos capsuleuses, sertisseuses et remplisseuses, nous garantissons le contrôle exact du couple et la gestion de la charge supérieure requis pour tout type de bouchon abordé dans ce guide. Qu'il s'agisse de bouchons en verre délicats, de bouchons PET CRC à grande vitesse ou de sertissage complexe de boîtes en aluminium, nous garantissons nos lignes automatisées avec une garantie de 16 mois, la meilleure de l'industrie, et nous fournissons des tests FAT entièrement transparents et documentés par vidéo avant que votre machine ne quitte nos installations.
Cessez de deviner vos coûts d'investissement et de mettre en péril la durée de conservation de vos produits. Confiez-nous dès aujourd'hui vos combinaisons de bouteilles et de bouchons les plus complexes et laissez nos ingénieurs, forts de plus de 15 ans d'expérience dans l'assemblage de précision, concevoir la ligne d'emballage sans faille que votre marque mérite.



