Le choix d'une machine d'emballage industriel consiste à faire correspondre les spécifications de la machine au type de produit et à ses caractéristiques physiques, en veillant à ce que votre choix d'équipement réponde à vos besoins spécifiques. Pour les produits très visqueux, les pâtes épaisses et les produits contenant des particules solides, les systèmes standard de gravité ou de débordement ne fonctionnent pas. Ils entraînent des volumes de remplissage irréguliers, des blocages mécaniques et des pertes de produit importantes. C'est là que le système technologie du piston de remplissage devient la norme d'ingénierie stipulée.
Ce guide s'adresse à ceux qui, dans votre établissement, évaluent l'équipement nécessaire pour gérer les problèmes liés aux matières très visqueuses, ainsi qu'à ceux qui, dans votre bureau d'études, sont confrontés à des problèmes de perte de matière et de remplissage variable. Il donne un aperçu des principes de conception, de la compatibilité des produits et des composants, du système d'entraînement et des exigences en matière d'hygiène pour les lignes de production contemporaines. La compréhension de ces principes de base permettra à votre personnel d'approvisionnement et d'ingénierie de concevoir des systèmes d'emballage avec un minimum de temps d'arrêt et de perte de produit, tout en maintenant un contrôle volumétrique précis pour résister à l'épreuve du temps.
Qu'est-ce que le remplissage de pistons et ses applications industrielles ?
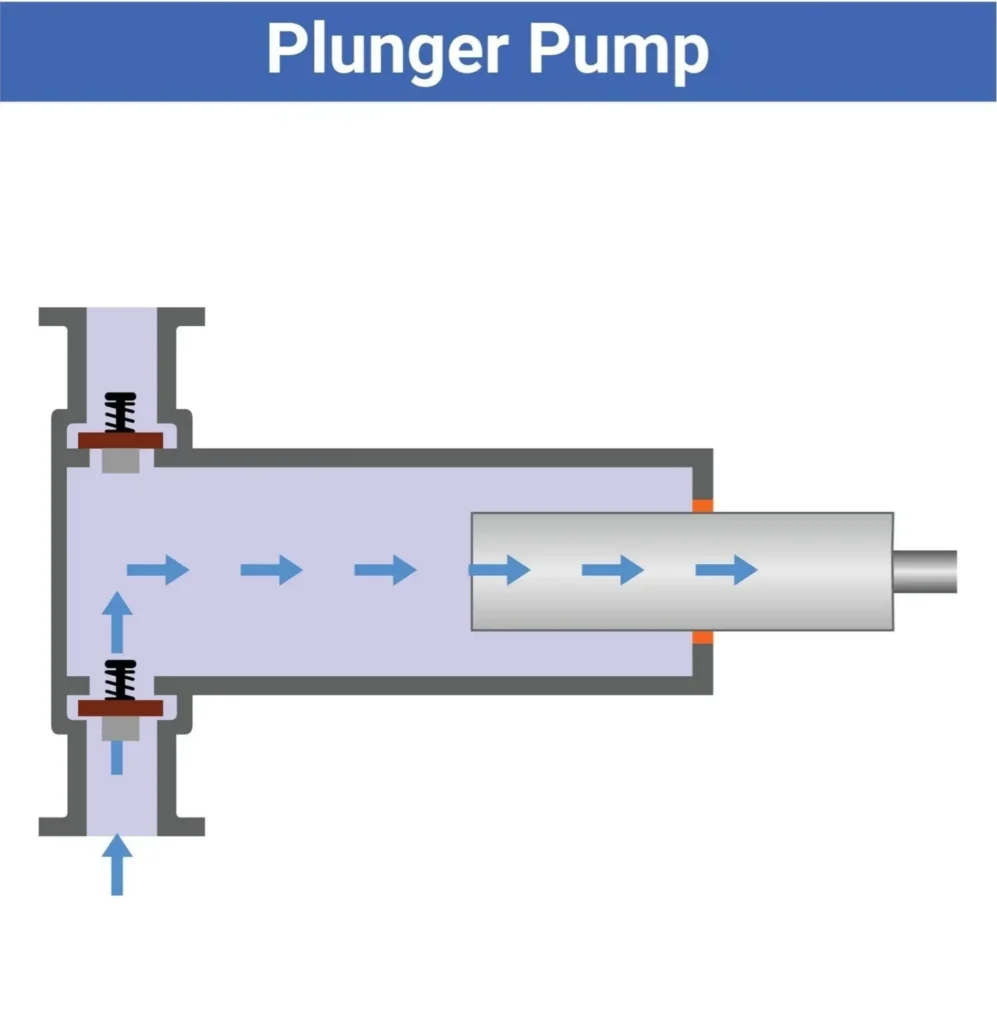
Le remplissage par piston est un exemple de technologie de mesure du volume par déplacement positif (VMT). Les technologies de remplissage sont basées sur la mécanique d'un cylindre à piston et d'un piston. Lorsque le piston recule, un vide est créé et une certaine quantité de produit, en particulier un produit liquide, provenant de la grande trémie d'alimentation en liquide est aspirée dans le cylindre. Lorsque le piston revient à sa position initiale, une vanne est activée. Le piston revient alors en arrière. Lorsque la crème glacée est pleine, le piston revient vers l'avant et le liquide est distribué par une buse de remplissage dans les récipients en attente placés sur les tapis roulants en dessous.
Comme le volume du produit se trouve dans un cylindre, le volume du cylindre est connu. D'autre part, la longueur du piston qui est déplacé est la longueur qui arrêtera le piston. Par conséquent, quel que soit le liquide contenu dans le cylindre, une quantité exacte et constante de produit sera toujours distribuée, ce qui garantit des remplissages volumétriques précis.
Cette technologie est conçue pour les industries où les matériaux sont épais, denses ou en morceaux. Les remplisseurs standard par gravité ou par débordement sont inefficaces dans ces situations, ce qui fait du déplacement de piston la seule méthode fiable pour traiter les rhéologies difficiles. Pour aider à décrire la meilleure utilisation de cette technologie, le tableau ci-dessous met en évidence les principales applications industrielles et les catégories de produits qu'elles gèrent, en s'adaptant à différents types de contenants et à toutes les formes de contenants :
| Secteur industriel | Caractéristiques des matériaux | Exemples de produits typiques | Formats d'emballage courants |
| Aliments et condiments | Haute viscosité, pâtes lourdes, particules solides en suspension | Pâte de tomate, sauce chili, beurre de cacahuète, confitures de fruits, miel, mayonnaise | Boîtes de conserve, bocaux en verre, bouteilles en plastique, sachets préfabriqués |
| Aliments pour animaux | Pâte de tomate, sauce chili, beurre de cacahuète, confitures de fruits, miel et mayonnaise | Aliments humides pour chats (mousse ou morceaux), aliments en boîte pour chiens, purées de viande | Boîtes en aluminium, boîtes en fer-blanc, sachets en aluminium |
| Nutraceutiques et soins | Gels de grande valeur, sirops médicinaux épais, crèmes lourdes | Gels vitaminés, lotions lourdes, crèmes cosmétiques, pâtes protéinées épaisses | Bocaux en plastique, bouteilles en verre, tubes en aluminium |
Pour les ingénieurs et les gestionnaires d'installations qui souhaitent comprendre les éléments mécaniques spécifiques, tels que la conception des trémies, les matériaux des cylindres et des châssis, il est conseillé de se référer aux documents techniques fondamentaux des remplisseuses à piston avant de déterminer les spécifications de l'équipement. La meilleure efficacité globale de l'équipement (OEE) d'une ligne d'emballage est obtenue par une construction correcte des composants de la ligne.
Compatibilité des matériaux : Viscosité, particules et vannes
Le processus de configuration d'une machine de remplissage à piston implique le système de valve interne, le chemin de valve ajusté et les caractéristiques rhéologiques du produit. La viscosité du liquide et toute particule solide présente définissent le chemin d'écoulement de la machine de remplissage, qu'il s'agisse de liquides visqueux ou de liquides minces. Si la vanne est mal conçue, le produit peut être écrasé, les voies d'écoulement peuvent être obstruées ou la machine de remplissage peut être endommagée de manière catastrophique.
Traitement des vannes rotatives et des clapets de non-retour
La valve est ce qui relie la trémie, le cylindre et la buse. Il existe deux types principaux de vannes : la vanne de retenue et la vanne rotative.
Le fonctionnement d'un clapet anti-retour repose sur de simples différences de pression. Il comporte généralement une bille ou un mécanisme à ressort qui se déplace à l'intérieur d'un siège usiné avec précision. Lors d'une course d'aspiration d'un piston, une pression négative ouvre la bille, ce qui signifie qu'il existe un chemin entre la trémie et le cylindre, et que le chemin vers la buse est fermé. Lors d'une course de refoulement, la pression positive déplace la bille vers le bas, fermant la trémie et ouvrant le chemin vers la buse. Bien que les clapets anti-retour soient économiques et efficaces, ils sont limités aux produits minces et aux liquides de faible et moyenne viscosité qui ne contiennent pas de particules. Les matières solides entraînent un fonctionnement volumétrique incorrect du clapet et l'écrasement des matières solides. S'il y a de la pulpe de fruit ou des morceaux de viande, le clapet restera ouvert et écrasera les solides.
Les vannes rotatives, ou vannes à clapet, sont conçues pour les pâtes à haute viscosité et les produits visqueux contenant beaucoup de particules. Au lieu d'utiliser la pression du fluide pour déplacer une bille, ces vannes sont actionnées par un actionneur pneumatique ou électrique externe qui fait tourner l'un des noyaux usinés. Chaque noyau est traversé par un tube (ou canal) non obstrué. Lorsqu'il est tourné en position d'admission, il est aligné de manière à fournir une ligne droite non obstruée entre la trémie et le cylindre. Lorsqu'il est tourné en position de décharge, il offre également une voie large et dégagée jusqu'à la buse. Comme le canal est large et qu'il s'agit d'un canal actionné (actif), il peut traiter des gels et des pâtes lourds, ainsi que des solides de grande taille (fraises entières ou gros morceaux de bœuf dans les aliments pour chiens) sans cisaillement. La vanne rotative maintient le produit en bon état et assure un cycle de production continu et sans blocage.
Le tableau de sélection de la viscosité ultime
Pour faciliter la spécification précise de l'équipement, la matrice suivante établit un lien entre les caractéristiques du fluide et le type de vanne requis.
| Catégorie de produits | Approximation Viscosité Gamme (Centipoise - cps) | Exemples de produits | Technologie des vannes requises | Raison d'être de l'ingénierie |
| Liquides semblables à l'eau | 1 - 500 cps | Eau, bouillon, sirops légers, vinaigre | Clapet anti-retour | La gravité et une légère aspiration suffisent à actionner le robinet à boisseau sphérique. Vitesse élevée, faible coût. |
| Liquides semi-visqueux | 500 - 5 000 cps | Ketchup, huiles légères, shampooings | Clapet anti-retour ou vanne rotative | L'une ou l'autre vanne fonctionne. La vanne rotative est préférable si le liquide est sensible au cisaillement ou sujet à l'aération. |
| Pâtes très visqueuses | 5 000 - 50 000+ cps | Beurre de cacahuète, crèmes lourdes, purée de pommes de terre | Vanne rotative | Le produit ne s'écoule pas assez vite pour actionner un clapet anti-retour. Nécessite le passage large et forcé d'un noyau rotatif. |
| Riche en particules / grossièreté | Variable (souvent en suspension épaisse) | Confitures de fruits, aliments humides pour animaux de compagnie (morceaux de viande), relish | Vanne rotative (obligatoire) | Les clapets anti-retour écrasent les particules et ne sont pas étanches. Les vannes rotatives offrent une voie d'écoulement de grand diamètre, sans obstruction. |
Le choix de la bonne configuration sur la base de ce tableau permet d'éviter les causes les plus courantes de défaillance de la chaîne de production. Le traitement d'un aliment pour animaux de compagnie riche en particules par un clapet anti-retour interrompra immédiatement la production, tandis que le traitement de l'eau par une vanne rotative robuste constitue une dépense d'investissement inutile.
Optimiser la phase de remplissage : Résoudre les goulets d'étranglement les plus courants
Après avoir déterminé si le matériau est compatible, l'étape suivante consiste à gérer la distribution du matériau dans le récipient. L'un des défis les plus évidents du processus de transfert technique des liquides épais est l'impact du transfert de la buse du système pressurisé dans le conteneur vide, qui entraîne un moussage excessif du produit et le phénomène connu sous le nom de "queue de liquide".
Fonctionnement du cylindre à piston
Pour évaluer correctement les difficultés de remplissage, nous examinerons le flux mécanique particulier du fluide depuis la trémie d'alimentation jusqu'au conteneur. Ce processus commence au niveau de la trémie centrale, qui contient de grandes quantités de produit au-dessus de la zone de remplissage, en s'appuyant sur la force de gravité pour acheminer le flux de produit épais jusqu'à la valve.
Pour déterminer le déplacement volumétrique de la machine, on multiplie la section interne du piston et la longueur de la course du piston et la course du piston.
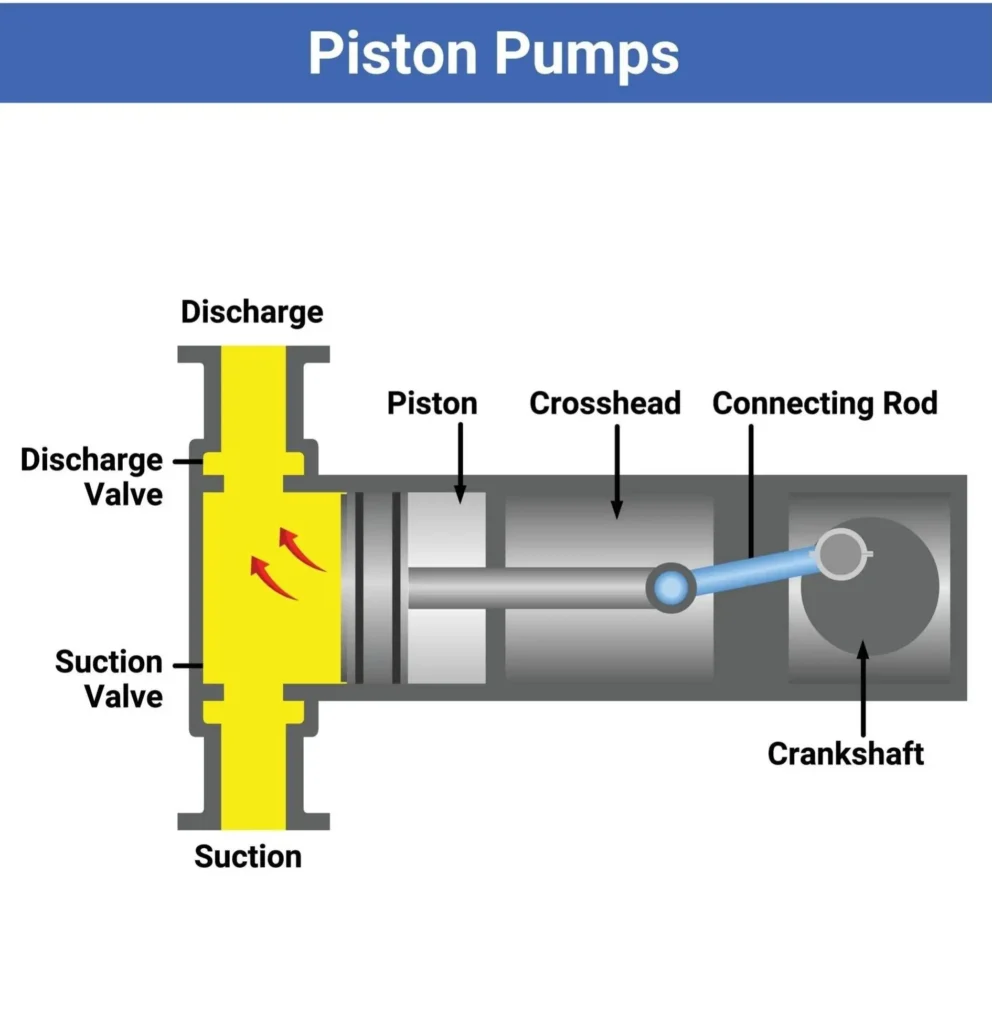
Dans la première partie du processus, le clapet (qui peut être un clapet anti-retour ou rotatif) crée un canal ouvert entre la trémie et le cylindre vide. Le piston se déplace alors horizontalement, créant une forte pression négative (vide) à l'intérieur du cylindre. Ce vide tire alors le fluide épais, la pâte ou le mélange de particules solides, laissant la chambre du cylindre entièrement remplie, atteignant ainsi sa capacité maximale. Au cours du cycle de remplissage, si le piston se déplace trop lentement (notamment en cas de viscosité élevée), une cavitation (formation d'une bulle d'air) peut se produire. L'effondrement de la bulle peut entraîner une diminution de la qualité du mélange et des volumes de remplissage incohérents, ce qui nuit à votre contrôle de la qualité global.
Une fois que le piston a été complètement rétracté et que le cylindre a été complètement chargé, la valve se déplace et crée un joint pour la route de retour vers la trémie. Elle ouvre ensuite une nouvelle voie menant à la buse de distribution.
Pendant le déchargement, le piston avance et crée une pression positive extrême dans le liquide qui est piégé. Le liquide est incapable de s'inverser et de retourner dans la trémie. Au contraire, il est poussé hors du cylindre, produisant des quantités précises à travers le corps de la valve, jusqu'à la buse, et distribué avec précision dans le conteneur qui attend sur la bande transporteuse en dessous. Pour les produits très visqueux, une pression interne extrême est créée et le liquide est déchargé de la buse à des vitesses très élevées. La transition entre le cylindre pressurisé et le récipient ouvert et non pressurisé est le point où la dynamique des fluides devient imprévisible et où le contrôle du produit est souvent perdu.
Élimination de la mousse et des résidus
Les deux phénomènes qui se produisent lors du remplissage industriel à grande vitesse d'un piston sont le talonnage (ou filage) et le moussage.
La queue se produit avec des liquides très épais qui ne se détachent pas proprement de la buse lorsque le piston s'arrête. C'est le cas par exemple des sauces épaisses, des gels ou du miel. Un mince filet de produit reste attaché à la buse et traîne sur le bord du récipient ou tombe sur la bande transporteuse. Elle traîne sur la surface d'étanchéité du récipient et affecte le processus de bouchage ou de sertissage suivant. Cela pose également de nombreux problèmes d'hygiène sur la chaîne de production.
Les ingénieurs doivent spécifier des buses à fermeture positive ainsi qu'un mécanisme anti-goutte pour se débarrasser des résidus. Une buse à obturation positive est dotée d'une goupille ou d'une valve interne située à l'extrémité de la buse. Dès que le piston termine une course de décharge, cette goupille se ferme et interrompt complètement le flux de liquide, ce qui garantit un remplissage précis. Aucun produit ne sort. En outre, les systèmes avancés disposent d'une configuration appelée "suck-back". Dans ce cas, le piston effectue une micro-inversion à la fin du cycle de remplissage. Cela crée une légère pression négative et le ménisque du liquide est ramené à l'intérieur de la buse, ce qui garantit une rupture nette et l'absence de gouttes. Lorsque l'on remplit des récipients avec des liquides contenant des agents tensioactifs (nettoyants, shampooings et certains liquides protéiques), l'emprisonnement de l'air provoque la formation de mousse. La mousse crée de faux niveaux de remplissage et gaspille le produit. Si le flux de remplissage est trop rapide, il touche le fond du récipient, ce qui provoque un brassage de l'air et une montée de la mousse, qui fait déborder le récipient.
Pour résoudre les problèmes de mousse, la ligne de production doit utiliser des systèmes de remplissage de bas en haut (également appelés becs plongeants). Cela signifie que l'ensemble de la buse est déplacé verticalement de manière à ce que le fond de la buse se trouve à quelques millimètres du fond du récipient, même s'il s'agit d'un grand récipient. L'air au-dessus du liquide est déplacé par le liquide du récipient. La hauteur à laquelle s'élève le liquide dans le récipient est parfaitement alignée sur la vitesse de l'actionneur. Par conséquent, la partie inférieure de la buse est toujours immergée dans le liquide, ce qui évite les éclaboussures, les turbulences et l'emprisonnement de l'air, garantissant ainsi un temps de remplissage constant du produit.
Systèmes d'entraînement : Remplisseuses pneumatiques ou servo-motorisées
Le système d'entraînement (source d'énergie mécanique) détermine la précision, la rapidité et la viabilité économique (coût total de possession, TCO) des machines de remplissage à piston, sur de longues périodes. Actuellement, les machines de remplissage à piston sont entraînées soit par des cylindres pneumatiques traditionnels, soit par des systèmes combinés conducteur/moteur de nouvelle génération, plus électriques et à la pointe de la technologie.
Pneumatique : Rentable et antidéflagrant
Dans le cas des systèmes d'entraînement pneumatiques, le piston est actionné par de l'air comprimé. Un cylindre d'air est relié à l'arbre du piston, et des valves de contrôle directionnel contrôlent le flux d'air pour pousser ou tirer le piston.
Le principal avantage des systèmes pneumatiques est qu'ils sont simples et moins coûteux. Ils comportent moins de pièces mobiles, sont plus faciles à contrôler à l'aide de l'électronique (ce qui facilite la maintenance pour les ingénieurs) et sont plus faciles à entretenir en général. En outre, les systèmes pneumatiques sont préférables dans les environnements dangereux. Les systèmes pneumatiques sont le meilleur choix pour les installations d'emballage contenant des matériaux inflammables ou les usines nutraceutiques qui fonctionnent avec de fines poudres combustibles, où il y a un risque d'explosion de poussières. Il est possible de concevoir un système pneumatique de manière à ce qu'il soit totalement antidéflagrant. Comme ils fonctionnent à la pression de l'air, il n'y a pas de risque d'étincelles à l'endroit où le système pneumatique est utilisé, et aucune commande électrique n'est utilisée.
Les systèmes pneumatiques sont limités par des remplissages imprécis et des temps de changement de format lents. Pour régler la longueur de course des pistons pneumatiques, par exemple, les opérateurs doivent souvent utiliser des manivelles et des butées mécaniques. Si l'usine doit faire passer le volume de remplissage de 500 ml à 1 000 ml, un opérateur devra physiquement tourner une manivelle pour effectuer le réglage, puis effectuer des remplissages d'essai, mesurer le rendement et ajuster les butées mécaniques. Cette tâche peut immobiliser une machine pendant un temps considérable. Les fluctuations de la pression atmosphérique sont également courantes dans les grandes usines, ce qui peut entraîner un remplissage imprécis au cours d'une longue période de production.
Entraînement par servomoteur : Précision et changement rapide
Les lignes d'emballage à haute performance se sont modernisées avec des systèmes servo-motorisés, où des servomoteurs intelligents reliés à des vis à billes de précision remplacent les cylindres pneumatiques. Dans ces systèmes, un contrôleur logique programmable (PLC) envoie des commandes numériques au servomoteur pour contrôler la position du piston et gérer son accélération et sa décélération.
Un système de piston à servomoteur permet d'atteindre une précision inégalée et d'effectuer des tâches très complexes avec une grande exactitude. Il est construit à l'aide d'encodeurs numériques et de systèmes de rétroaction en boucle fermée. Ainsi, chaque course du piston avance et recule exactement au même millimètre à chaque fois. Ce système atténue également les petites variations de volume causées par les variations de pression de l'air, ce qui permet aux fabricants d'atteindre des niveaux de précision de remplissage volumétrique aussi bas que 0,5%. Cette précision est extrêmement utile aux fabricants de produits à valeur ajoutée tels que les compléments alimentaires, les aliments pour animaux de compagnie et les pâtes industrielles, car elle minimise les pertes de produits et garantit le retour sur investissement.
Parmi les nombreux avantages liés à l'utilisation de la technologie servo, le plus important est la réduction significative du temps de changement. Il n'est plus nécessaire d'utiliser des manivelles mécaniques pour effectuer des réglages. Tous les paramètres du processus sont désormais gérés par l'intermédiaire d'un écran tactile de l'interface homme-machine (IHM) numérique. Pour les remplisseuses automatiques à piston et autres machines automatiques, les ingénieurs sont en mesure de configurer et de stocker plusieurs "recettes" pour différents produits et différentes tailles de conteneurs en fonction du type de contenu spécifique. Par exemple, il suffit d'appuyer sur un bouton pour passer d'un pot de pâte de 200 grammes à un pot de 500 grammes. Le servomoteur ajustera la valeur de sa course à celle associée à la recette sélectionnée. Essentiellement, cela transforme un ajustement mécanique (manuel) de trente minutes en un changement numérique de dix secondes, ce qui se traduit par des améliorations considérables de l'efficacité globale de l'équipement (OEE) pour l'ensemble de l'installation.
Maximiser l'hygiène : Nettoyage CIP/SIP et nettoyage sans outil
Dans le cas des équipements de remplissage à piston, les performances mécaniques de la machine de remplissage sont secondaires par rapport à la conception sanitaire de la machine de remplissage, qui est donc primordiale. Une machine qui distribue des liquides visqueux et des aliments particulaires riches en protéines est sujette à la contamination bactérienne. Si des résidus de produit sont piégés dans les cylindres, les valves ou les buses, et que la machine est arrêtée pour la production, ces résidus se détérioreront et contamineront le lot suivant. La conception technique doit donc répondre aux exigences de minimisation des temps d'arrêt pour le nettoyage et d'optimisation de l'hygiène.
La conception standard des machines exige que l'opérateur utilise une clé et/ou un tournevis pour démonter le circuit de fluide afin de pouvoir le nettoyer. Cela peut endommager les composants, entraîner la perte de petits éléments et rendre le temps de fonctionnement inutilisable pour le nettoyage, et prendre des heures de temps de production. C'est pourquoi les remplisseurs à piston industriels haut de gamme offrent une conception de démontage sans outil. Toutes les pièces du circuit de fluide (la trémie, les vannes rotatives ou les clapets anti-retour, les cylindres, les bouchons de distribution et les buses) sont fixées à l'aide de raccords tri-clamp sanitaires. Un opérateur peut démonter le circuit de fluide en quelques minutes. Pour les pièces de contact, l'épaisseur de l'acier inoxydable 304 ou 316L de qualité alimentaire doit être comprise entre 1,5 mm et 2 mm, et les joints de soudure doivent être polis ultra-lisses pour éviter la formation de joints microscopiques et de zones de ralentissement, et donc la croissance bactérienne.
Dans les grandes entreprises où il n'est pas possible de démonter les machines, il est nécessaire de concevoir des machines qui intègrent les systèmes de nettoyage en place (CIP) et de stérilisation en place (SIP). Un remplisseur de pistons de qualité prêt pour le NEP est conçu pour s'interfacer avec le système de nettoyage automatisé d'un établissement. La machine peut être réglée pour exécuter différents cycles sans retrait manuel des pièces. Il s'agit notamment de cycles de nettoyage alcalin concentré, de cycles de lavage acide et de cycles d'eau de rinçage purifiée à travers la trémie, les cylindres et les vannes. Au cours de ce cycle, chaque piston est soumis à des cycles répétés. Le liquide de nettoyage est destiné à éliminer la saleté et les débris des surfaces internes à l'aide d'une pression élevée. Ce système automatisé minimise le travail manuel et les temps d'arrêt des machines, tout en respectant les réglementations sanitaires les plus strictes.
Partenariat avec un expert en remplissage de pistons
L'un des défis les plus importants dans le conditionnement des liquides visqueux est de maintenir la précision volumétrique à long terme sans accélérer l'usure mécanique. Alors que les équipements de remplissage standard se dégradent rapidement ou perdent de leur consistance lorsqu'ils sont contraints de traiter des matériaux peu fluides, les produits complexes tels que les sauces de viande, le miel épais et les crèmes lourdes nécessitent des systèmes de déplacement conçus avec précision. C'est pourquoi Levapack, l'un des principaux fabricants de machines d'emballage sur mesure, est un partenaire stratégique pour les installations qui cherchent à éliminer les goulots d'étranglement de la production et à accroître la fiabilité opérationnelle.
Lors du traitement de rhéologies difficiles, les cylindres standard souffrent souvent d'une dégradation des joints et d'un dosage irrégulier. Nos ingénieurs spécialisés solutions de remplissage des pistons conçus pour éliminer ces défaillances mécaniques. Utilisant des cylindres de dosage à faible usure et des joints de piston à longue durée de vie et à compensation automatique, ces systèmes sont conçus pour fonctionner toute la vie durant, sans aucune maintenance. Pilotés par des systèmes PLC avancés dotés d'interfaces intuitives à écran tactile, les opérateurs peuvent ajuster en toute transparence les volumes de remplissage de 100 ml à 1 000 ml, assurant ainsi une distribution précise et à grande vitesse dans les boîtes en aluminium, les bocaux en verre et les sachets préformés, sans qu'il soit nécessaire de remplacer des pièces encombrantes.
Soutenus par une vaste expertise en ingénierie et un centre de recherche et de développement spécialisé, nous refusons de nous reposer sur des compromis prêts à l'emploi. Des ingénieurs qualifiés assemblent à la main chaque système de remplissage pour garantir une précision optimale, en adaptant les machines aux exigences exactes de l'installation. Pour construire une ligne automatisée résistante qui s'adapte sans effort aux pâtes et aux liquides les plus difficiles, les équipes de production sont encouragées à soumettre des échantillons de produits complexes pour des tests complets, ce qui permet à Levapack de valider une architecture de machine de remplissage à piston personnalisée qui garantit une précision sans compromis et une efficacité maximale.



