Dans la production industrielle d'aliments à longue durée de conservation, la méthode de stérilisation dicte les exigences techniques de l'ensemble de la chaîne de production. Bien qu'il soit souvent considéré comme un simple traitement thermique, le traitement par autoclave est, à la base, une question d'intégrité de l'emballage dans l'industrie alimentaire. Le récipient de stérilisation et l'équipement d'emballage sont séparés, mais fonctionnent comme un système interdépendant. Si l'équipement d'emballage en amont ne fonctionne pas de manière à sceller hermétiquement l'emballage et à résister aux fortes pressions positives et négatives, le processus de stérilisation en aval fonctionne comme un moyen de faire échouer le produit.
Ce guide explore les principes du traitement par autoclave, décrit son utilisation pour des catégories particulières de produits alimentaires et examine l'importance de l'interdépendance entre le système d'emballage en amont, en particulier les équipements de remplissage et de sertissage, et les systèmes de machines d'autoclave en aval.
La définition de base : Qu'est-ce que le traitement par autoclave ??
Qu'est-ce que la stérilisation à l'autoclave ? L'autoclave est une forme de stérilisation commerciale qui s'applique aux produits alimentaires enfermés hermétiquement dans un conteneur. Il s'agit également de la stérilisation à l'intérieur d'un conteneur. Contrairement au traitement aseptique, où le produit et le contenant sont stérilisés séparément puis scellés ensemble dans une atmosphère non contaminée, la stérilisation en autoclave ne fonctionne pas de cette manière. Il s'agit d'un système à haute température et à haute pression appliqué à un emballage qui modifie sa stabilité biologique afin de garantir la sécurité alimentaire.

Ce processus vise à obtenir la stérilité commerciale, qui est définie de manière opérationnelle. Cela ne signifie pas l'élimination de tous les micro-organismes, y compris ceux qui ne sont pas dangereux. Il s'agit de l'élimination de tous les organismes pathogènes et avariés qui peuvent se développer à température ambiante, ce qui garantit une durée de conservation sûre.
Parmi ces organismes, le plus dangereux est Clostridium botulinum. Il s'agit d'une bactérie anaérobie, ce qui signifie qu'elle peut vivre et se développer dans des sachets et des boîtes de conserve scellés ; elle produit et excrète également une puissante neurotoxine mortelle. Nous utilisons le traitement par autoclave, qui utilise de la vapeur sous pression ou de l'eau chaude pour chauffer le produit à une température comprise entre 110°C et 135°C (230°F-275°F). Cette fourchette de température est cruciale car les spores de C. Botulinum sont résistantes à la chaleur et survivent au point d'ébullition de l'eau (100°C) et à la pression atmosphérique. Il s'agit d'un traitement thermique mortel. L'autoclave est le récipient de confinement qui permet à la pression de monter, augmentant ainsi le point d'ébullition pour une conservation efficace des aliments.
Produits alimentaires idéaux pour la technologie de l'autoclave
L'acidité (pH) du produit alimentaire et son état physique sont les principaux facteurs qui déterminent la pertinence du traitement par autoclave. Quelle est la meilleure utilisation de l'autoclave ? Il permet de traiter un large éventail de types d'aliments.
Aliments peu acides (pH > 4,6)
Les aliments peu acides transformés à l'aide d'un procédé d'autoclave doivent être conservés à température ambiante. Dans des conditions de faible acidité, les spores de C. Botulinum peuvent germer et sécréter des toxines mortelles. Il devient donc obligatoire de procéder à un traitement par autoclave à haute température.
- Viande et volaille : Les déjeuners en conserve, les saucisses, le bœuf braisé et la volaille se conservent après modification des fibres musculaires. Cela correspond aux opérations de remplissage à haute viscosité pour lesquelles l'emballage sous vide est essentiel.
- Aliments humides pour animaux de compagnie : Il s'agit d'un secteur en pleine expansion. Les produits retors sont presque exclusivement conditionnés dans des boîtes ou des sachets à haute teneur en protéines et en humidité (par exemple, sauce avec morceaux de viande ou pain de mie).
- Soupes et sauces prêtes à consommer : Les bases non acides telles que la soupe à la crème, le bouillon d'os et les sauces pour pâtes à base de viande.
- Produits laitiers et protéines végétales de longue conservation : Lait évaporé en conserve, boissons au café en bouteille ou boissons protéinées emballées dans des récipients métalliques.
Contraintes et produits incompatibles
Le traitement par autoclave ne convient naturellement pas aux aliments très acides (pH < 4,6) tels que les tranches de fruits, les cornichons et les jus acides. L'acidité de ces aliments inhibe à elle seule Clostridium botulinum, ce qui rend le traitement par autoclave inutile. La température de ces aliments est inférieure à 100 °C. Si les températures de l'autoclave sont appliquées à des fruits très acides, la pectine du fruit se dégradera et la texture résultante sera pâteuse, perdant les vitamines sensibles à la chaleur et la valeur nutritionnelle.
En outre, la chaleur prolongée de l'autoclave affecte également la qualité du produit et les attributs sensoriels des aliments. La réaction de Maillard peut se produire, entraînant des changements de couleur et de saveur. Si ces changements de goût sont souhaitables dans les produits carnés (pour créer un goût cuit/rôti), ils constituent un inconvénient pour les aliments qui ont besoin de fraîcheur et de croquant, comme les légumes verts.
Le processus de traitement à l'autoclave en trois étapes
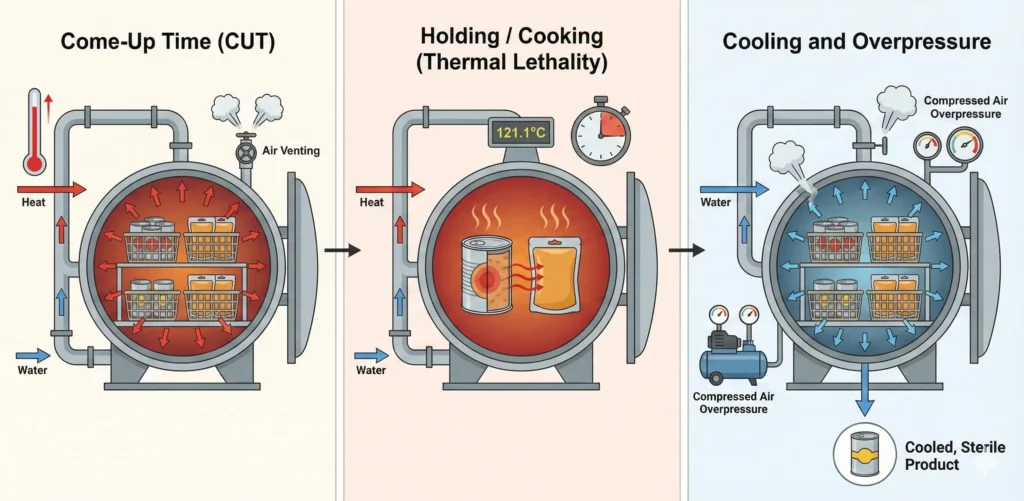
Le cycle de fonctionnement d'un stérilisateur à autoclave se décompose en trois phases thermodynamiques distinctes. Chaque phase exerce des contraintes physiques sur l'emballage, d'où la nécessité d'un scellage frontal solide.
- Temps de montée (CUT)
Au cours de cette étape, l'agent chauffant (vapeur ou eau) pénètre dans la chambre de l'autoclave. La température interne du récipient doit atteindre la température cible appropriée pour le traitement. Cela implique souvent un chauffage rapide pour garantir l'efficacité. Un critère essentiel est l'absence de "points froids". L'opérateur doit garantir l'équilibre thermique dans l'ensemble de la cuve afin que chaque unité, quelle que soit sa position dans le panier, soit instantanément à la température cible. Les poches d'air à l'intérieur de la cuve agissent comme des isolants et doivent donc être ventilées pour assurer une bonne répartition de la chaleur.
- Maintien / Cuisson (létalité thermique)
La durée est déterminée par la valeur F0, qui est la létalité du processus thermique, et est ajustée à 121,1°C (250°F) pendant une minute. Une fois que la température est suffisante, elle est maintenue pendant une durée déterminée pour permettre la pénétration de la chaleur. À la température cible, elle est maintenue pendant une durée déterminée. La chaleur doit atteindre le centre géométrique, qui est le point de congélation, de l'aliment. Les aliments solides (chauffage par conduction) nécessitent des temps de traitement plus longs que les aliments liquides (chauffage par convection).
- Refroidissement et surpression
Cette étape est la plus importante et la plus difficile en matière de conservation des emballages. Lorsque l'agent chauffant est retiré et que de l'eau froide est insérée, la pression à l'intérieur de la chambre d'autoclave diminue. Cependant, l'aliment, à l'intérieur du récipient, est encore chaud et la pression à l'intérieur de la boîte ou du sachet est élevée en raison de la création de vapeur dans l'emballage.
Si la pression du récipient diminue plus rapidement que la pression interne du récipient, les fluctuations de pression entraîneront l'éclatement du récipient ou la déformation permanente (flambage) de ses parois. C'est pourquoi la surpression (injection d'air comprimé dans le récipient) est utilisée pour compenser la pression interne du récipient jusqu'à ce que le produit soit suffisamment refroidi.
Classification des stérilisateurs à autoclave selon la méthode de chauffage
Selon les différents formats d'emballages, il est nécessaire d'utiliser un type d'autoclave spécifique pour garantir l'efficacité et la sécurité de l'emballage. Le choix de l'équipement dorsal dicte les exigences de la ligne d'emballage frontale. Voici les principaux types d'autoclaves :
| Méthode de chauffage | Mécanisme | Application primaire | Principaux avantages et contraintes |
| Cornues à vapeur | La vapeur saturée est injectée directement dans la cuve ; elle utilise la chaleur latente de vaporisation. | Boîtes métalliques rigides (acier ou aluminium) | Avantages : Transfert d'énergie rapide. Inconvénients : nécessite une élimination absolue de l'air. Généralement inadapté aux emballages souples en raison de l'absence de contrôle de la surpression pendant la phase de chauffage (risque d'éclatement). |
| Pulvérisation d'eau / Cascade | L'eau surchauffée est pulvérisée par des buses d'atomisation ou en cascade depuis le haut de la cuve (parfois appelée vaporisation de l'eau). | Flexible et fragile (sachets pour autoclave, plateaux en plastique, bocaux en verre) | Avantages : Permet un contrôle indépendant de la température et un contrôle précis de la surpression pendant le chauffage et le refroidissement, protégeant ainsi les joints fragiles. La distribution de la chaleur est très uniforme. Inconvénients : système de circulation de l'eau un peu plus complexe que pour la vapeur. |
| Immersion dans l'eau | Les paniers de produits sont complètement immergés dans de l'eau surchauffée (immersion totale dans l'eau). | Formes irrégulières (Grands conteneurs ou formes nécessitant un soutien à la flottabilité) | Avantages : La flottabilité réduit les contraintes structurelles sur le conteneur ; elle assure la distribution la plus uniforme de la température. Inconvénients : il faut chauffer une grande masse thermique d'eau, ce qui entraîne une plus grande consommation d'énergie et d'eau. |
Alignement de l'équipement d'emballage frontal sur la stérilisation en autoclave
Lors de la conception d'une chaîne de transformation alimentaire, il faut considérer l'ensemble du système comme une unité unique. La cuve de stérilisation fonctionne en supposant que le récipient qu'elle traite est complètement scellé. Si l'équipement d'emballage frontal n'est pas en mesure de produire un sceau capable de résister à la chaleur et à la pression extrêmes, le processus d'autoclave finira par échouer. Par conséquent, dans une ligne d'autoclave, l'emballage de l'autoclave joue le rôle le plus critique en matière de sécurité, car même des défauts mineurs de scellage peuvent entraîner des ruptures de canettes à haute pression ou une contamination microbienne. Par conséquent, le processus d'autoclave dicte l'équipement de remplissage et de scellage.
Boîtes métalliques : Précision du scellage sous vide et du double scellage
Lorsqu'il s'agit de conteneurs métalliques rigides stérilisables, le facteur le plus critique est l'étanchéité mécanique de la double soudure, car c'est la seule et unique protection contre le risque de contamination. La soudure atmosphérique standard est insuffisante pour les applications d'autoclave.
- Le vide et Pression négative Scellage : Les sertisseuses performantes doivent être capables de sceller sous vide ou sous pression négative. Ce processus permet d'éliminer l'oxygène de l'espace de tête avant que le couvercle ne soit scellé. Cette opération est essentielle pour deux raisons : pour empêcher la détérioration des aliments par oxydation ou pour maintenir un vide qui empêche les extrémités de la boîte de se gonfler lorsque le contenu interne se dilate pendant la phase de chauffage.
- Double couture Précision : Pour que le chevauchement du crochet de corps et du crochet de couverture soit conforme aux normes industrielles (calc à >50%), la portée et le calibrage des rouleaux de la sertisseuse doivent être réglés de manière adéquate pour produire une couture régulière sur toute la longueur de la sertisseuse. Lorsque le mastic s'affaiblit à 121°C, le joint doit rester suffisamment ferme pour contenir le produit hermétiquement. Par conséquent, la sertisseuse doit être équipée de pièces de machine de qualité supérieure afin de garantir que les rouleaux exercent la même pression sur le produit.
Levapack répond à ces exigences critiques en matière d'autoclave par les moyens suivants précision l'ingénierie. Nos sertisseuses sous vide et à rinçage à l'azote utilisent des composants usinés CNC, garantissant un chevauchement constant des doubles sertis, essentiel pour résister à la stérilisation à 121°C. Construites en acier inoxydable 304/316 de forte épaisseur, les machines Levapack résistent à la corrosion dans les environnements d'autoclave humides tout en fournissant un faible taux d'oxygène résiduel (<3%) pour une durée de conservation optimale des aliments. Avec plus de 18 ans d'expérience au service des PME internationales, nous fournissons des solutions de scellage personnalisables et servo-motorisées qui garantissent que chaque boîte entre dans la cuve de stérilisation de manière hermétiquement sécurisée.
Bocaux en verre : Prévention des chocs thermiques et espace de tête
Le verre présente des défis thermodynamiques uniques en raison de sa rigidité et de sa fragilité.
- Contrôle de l'espace de tête : La machine de remplissage doit être en mesure de gérer les volumes avec précision, car le verre n'étant pas extensible, l'espace est la seule chose qui puisse se remplir de produit. S'il n'y a pas assez d'espace, le bocal se cassera ou le couvercle sera repoussé pendant le processus de chauffage. Les remplisseuses à piston avec servocommande sont souvent choisies en raison de leur précision volumétrique par rapport à ces applications.
- Cap Sécurité : Le liner doit être ramolli et le vide doit d'abord être établi pour assurer une bonne étanchéité. Le vide est la seule chose qui maintient le revêtement en place autour de la finition du verre sans qu'il se détache. Si ce n'est pas le cas, la pression du joint sous vide qui s'établit à l'intérieur de l'autoclave sera trop forte pour que les ergots puissent s'y accrocher et le bouchon se détachera.

Sachets pour autoclave : Servocommande et intégrité du scellage
Les emballages souples tels que les sachets sont les plus sensibles aux différences de pression.
- Élimination de l'air résiduel : La présence d'air à l'intérieur d'un sachet d'autoclave est essentielle. L'air se dilate beaucoup plus rapidement que l'eau ou les aliments. Par conséquent, si la machine d'emballage n'est pas suffisamment efficace pour éliminer l'air restant, le sachet gonflera dans l'autoclave et éclatera. C'est pourquoi les machines d'emballage en autoclave, qu'il s'agisse d'emballages préformés ou de scellage par remplissage, doivent être en mesure d'éliminer l'air résiduel, tout comme les machines d'emballage sous vide.
- Stabilité de la servocommande : Les lignes modernes sont équipées d'un servomoteur pour contrôler l'ouverture, le remplissage et le scellage des sachets. Cette technologie permet d'ouvrir la bouche du sachet à une largeur exacte et aux buses de remplissage de plonger complètement dans le sachet, éliminant ainsi toute possibilité de contamination du remplissage dans la zone de scellage. La contamination de la zone de scellage par des résidus alimentaires créera un scellage imparfait pendant le processus de scellage à haute température.
Alternatives à l'autoclave : Comparaison des méthodes de stérilisation courantes
L'autoclave n'est pas la seule option pour la conservation des aliments. Le type de méthode de stérilisation choisi est basé sur l'acidité, la viscosité et la durée de conservation souhaitée du produit. Le tableau suivant compare l'autoclave à ses principales alternatives pour faciliter le choix du procédé.
| Fonctionnalité | Traitement par autoclave | Pasteurisation | Traitement aseptique | Remplissage à chaud |
| Logique des processus | Paquet→Chaleur (dans le conteneur) | Paquet→ Chaleur (basse température) | Chauffage→Package (Séparé) | Chaleur→ Emballage (Remplissage à chaud) |
| Cible principale | Spores de Clostridium botulinum | Pathogènes / Levures | Spores et bactéries | Levures / Moisissures |
| Température | Haut (110°C - 135°C) | Modérée (< 100°C) | Ultra-haut (135°C - 150°C) | Haut (85°C - 95°C) |
| pH idéal | Faible teneur en acide (> 4,6) | Acide élevé (< 4,6) | Les deux (haute et basse acidité) | Acide élevé (< 4,6) |
| Produits typiques | Viande en conserve, aliments pour animaux, soupes | Coupes de fruits, cornichons | Lait UHT, jus | Thé, Ketchup, Sauces |
| Coût de l'équipement | Modéré | Faible | Très élevé | Faible |
| Limites de l'emballage | Doit résister à la chaleur et à la pression | Emballage standard | Emballage stérile complexe | Bouteille résistante à la chaleur |
Conclusion : Intégration de la sertisseuse dans la ligne d'autoclave
L'efficacité d'une ligne d'autoclave est définie par la synchronisation entre la production continue des machines d'emballage et le traitement par lots des cuves de stérilisation. Cela nécessite un équipement non seulement rapide, mais aussi robuste et adaptable à différents types de matériaux (solides, pâtes, liquides).
Pour les fabricants qui augmentent leur production d'aliments de longue conservation, l'intégration d'une infrastructure Retort-Ready est une exigence fondamentale pour la qualité et la sécurité des produits, et non une mise à niveau facultative. Au-delà des sertisseuses autonomes, Levapack est spécialisée dans l'ingénierie de lignes d'emballage personnalisées, adaptées à vos contraintes spécifiques de débit et d'agencement. Contactez Levapack dès aujourd'hui pour analyser vos paramètres de production et concevoir une solution cohérente - du remplissage au scellage - qui s'aligne parfaitement sur vos objectifs de stérilisation.



