Amélioration de votre ligne d'emballage : Le scellage par conduction en vaut-il encore la peine ?
Dans le paysage manufacturier hyperconcurrentiel d'aujourd'hui, Efficacité globale de l'équipement (OEE) dicte la rentabilité d'une installation, et le poste de soudure apparaît souvent comme le goulot d'étranglement critique et le coupable de coûteuses réclamations de la part des clients. Lorsqu'ils modernisent leur équipement, les ingénieurs et les directeurs d'usine sont confrontés à un dilemme classique : s'en tenir au "scellage par conduction" traditionnel, apparemment rentable, ou passer à des systèmes de scellage à grande vitesse. Scellement par induction systèmes d'étanchéité par conduction ? Bien que le scellement par conduction ait conservé une position solide en raison de ses principes mécaniques simples et de son faible investissement initial, la matrice d'évaluation change radicalement lorsque l'on passe de la facture d'achat initiale au grand livre d'exploitation de l'usine, qui s'étend sur cinq ans.
Si l'on tient compte des limites de débit maximal, des temps d'arrêt insoutenables lors des changements de format, des taux de rebut des matériaux et du travail manuel intensif requis pour l'entretien quotidien, l'étanchéité par conduction justifie-t-elle encore sa place sur une ligne de fabrication moderne et flexible ? Ce guide d'ingénierie complet fait abstraction des arguments marketing des vendeurs pour analyser objectivement les mécanismes physiques sous-jacents de l'étanchéité par conduction. Nous explorerons ses points forts irremplaçables, dévoilerons ses pièges techniques fatals et vous fournirons les données concrètes nécessaires pour déterminer si cette technologie est toujours adaptée à vos besoins spécifiques en matière d'emballage.
Qu'est-ce que l'étanchéité par conduction ? Comprendre le mécanisme de transfert direct de chaleur
Pour prendre une décision éclairée concernant les machines d'emballage, nous devons d'abord établir une base technique claire. Le scellage par conduction n'est pas une technologie propriétaire "boîte noire" ; il s'agit plutôt d'une application simple de la thermodynamique fondamentale. À la base, le scellage par conduction repose sur un transfert thermique direct et physique pour faire fondre une couche de polymère et la coller à l'ouverture d'un récipient.
Les 4 étapes de l'étanchéité par conduction
Contrairement aux méthodes de scellage sans contact, la conduction exige un engagement physique absolu entre la machine et le matériau d'emballage. La séquence physique de cette opération peut être objectivement divisée en quatre étapes distinctes :
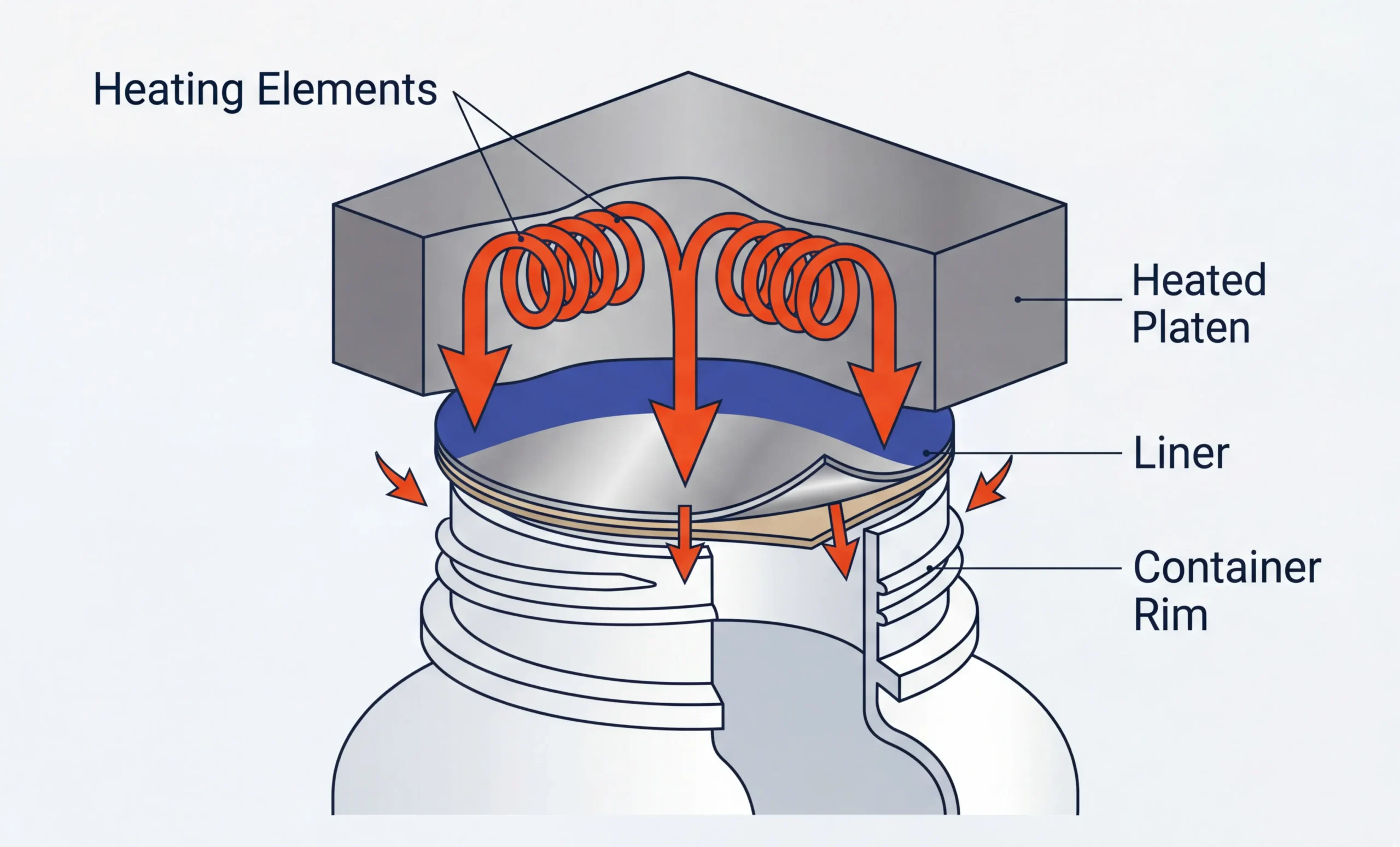
- Production de chaleur : Un élément chauffant électrique interne génère en permanence de l'énergie thermique, élevant la température d'un plateau métallique solide à un point de consigne précis et prédéterminé.
- Actionnement physique : Un cylindre mécanique ou pneumatique entraîne la tête de scellement chauffée vers le bas, la pressant fermement contre le haut du conteneur et le revêtement de scellement.
- Transfert thermique : L'énergie thermique se propage directement à partir de la surface métallique chaude, pénétrant à travers les couches extérieures du matériau de scellement (comme le film ou le papier) par contact physique direct.
- Fusion et durcissement des polymères : La chaleur atteint la couche inférieure du polymère thermoscellé, l'élevant au-dessus de son point de fusion. Une fois que la tête chauffée se rétracte, le polymère se refroidit rapidement et se solidifie, formant un joint hermétique avec le rebord du récipient.
La compréhension de ce processus met en évidence la nécessité absolue de trois variables critiques qui régissent l'opération : Température, Pressionet Temps d'attente. La température et la pression peuvent être réglées dans une certaine mesure, Temps d'attente-la durée physique réelle pendant laquelle la tête chauffée doit rester en contact avec la feuille, est une loi physique inéluctable. Les polymères étant des isolants thermiques naturels, le transfert de chaleur est intrinsèquement lent. Dans la plupart des applications industrielles, une soudeuse par conduction nécessite un temps d'arrêt physique compris entre 1,0 et 3,0 secondes pour obtenir un scellage hermétique fiable.
Pour conceptualiser ce phénomène dans un scénario familier de tous les jours, considérez le fonctionnement d'une machine à plastifier de bureau standard ou l'utilisation d'un fer à repasser domestique pour appliquer un autocollant par transfert de chaleur sur un t-shirt. Il ne suffit pas de tapoter le fer à repasser chaud contre le tissu pour que la colle adhère. Vous devez appuyer fermement sur le fer (pression) et le maintenir pendant plusieurs secondes (temps d'attente) pour permettre à la chaleur de pénétrer dans les couches et de faire fondre l'adhésif (température). Si l'un de ces trois éléments manque, le collage échoue. Un contact physique direct et un temps suffisant sont les conditions préalables non négociables du transfert de chaleur par conduction.
Étanchéité par conduction ou par induction : Une comparaison technique tête à tête
Le débat entre le scellage par conduction et le scellage par induction est souvent réduit à un argument simplifié à l'extrême : "quelle est la meilleure machine". Cependant, d'un point de vue technique, aucune des deux technologies n'est intrinsèquement supérieure dans le vide. La véritable différence réside dans la manière dont leurs mécanismes respectifs de génération de chaleur dictent leurs scénarios d'application appropriés. En déconstruisant la technologie de manière objective, nous élevons la discussion des spécifications de base de la machine à une architecture de processus de haut niveau.
Les mécanismes de production de chaleur : Chauffage externe et interne
La différence la plus profonde entre les deux technologies est le flux directionnel de l'énergie thermique.
Scellement par conduction (chauffage externe)
Comme nous l'avons vu, la conduction est un processus "extérieur-intérieur". Elle repose sur conduction thermique directe. Un bloc de métal massif est porté à haute température et la chaleur est poussée avec force à travers les couches supérieures du matériau d'emballage jusqu'à ce qu'elle atteigne la couche adhésive en bas. La source de chaleur est totalement extérieure à l'emballage.
Analogie : Comme pour la cuisson d'un œuf dans une poêle à frire. La chaleur doit être transférée lentement vers le haut par le fond.
Scellement par induction (chauffage interne)
L'induction, à l'inverse, est un processus "de l'intérieur vers l'extérieur". Il s'agit d'un processus sans contact qui utilise une technologie de Champ électromagnétique. Les ondes magnétiques traversent sans danger le bouchon en plastique et induisent des courants de Foucault exclusivement à l'intérieur de la feuille d'aluminium, faisant fondre le revêtement polymère de l'intérieur.
Analogie : C'est un peu comme si on chauffait un œuf au micro-ondes. L'énergie excite directement les molécules à l'intérieur, provoquant un réchauffement interne rapide.
Limites de la vitesse de production et de l'efficacité de la ligne
Les mécanismes fondamentaux de production de chaleur étant très différents, leurs capacités respectives sur une chaîne de production à grande vitesse se situent dans des stratosphères totalement différentes. L'inéluctable physique du "temps de séjour" agit comme un plafond rigide sur le débit des systèmes de conduction.
| Métrique (dimension d'évaluation) | Scellement par conduction | Scellement par induction |
|---|---|---|
| Vitesse maximale de la ligne | Lent à modéré (typiquement 30 - 60 CPM par tête) | Haut à ultra-haut (facilement 100 - 300+ CPM) |
| Fonctionnement continu | Intermittent/Stop-and-Go (les conteneurs doivent être mis en pause pour être pressés physiquement) | Continu/en ligne (les conteneurs se déplacent de manière ininterrompue sur le convoyeur) |
| Temps d'échauffement / de récupération | Extensif (il faut plus de 30 minutes pour chauffer les plateaux en métal lourd) | Instantané (l'électronique à l'état solide ne nécessite aucun échauffement) |
Pour traduire ces spécifications en mathématiques d'usine réelles, considérons une installation chargée de remplir un quota quotidien de 100 000 bouteilles au cours d'une période de travail standard de 8 heures. Cela nécessite un débit soutenu d'environ 208 conteneurs par minute (CPM).
Une soudeuse par induction en ligne standard peut répondre à cette exigence de 208 CPM sans effort, en occupant environ un à deux mètres d'espace sur le convoyeur. Pour obtenir exactement le même rendement en utilisant le scellage par conduction, la physique du temps d'arrêt de 1,5 seconde ne peut pas être contournée. Une seule tête de conduction a une cadence maximale d'environ 40 CPM. Par conséquent, pour atteindre 208 CPM, l'installation devrait investir dans un système de conduction rotatif massif à têtes multiples contenant 6 à 8 stations de scellage individuelles. Non seulement ce système augmente de manière exponentielle la complexité mécanique et les besoins de maintenance, mais il consomme également une grande partie de l'espace au sol de l'usine, très coûteux, simplement pour atteindre le rendement d'une bobine d'induction unique et compacte.
Évaluer le véritable retour sur investissement : CAPEX vs. OPEX dans les systèmes de conduction
Lorsque l'on présente des options d'équipement au département financier, le scellage par conduction semble souvent incroyablement attrayant sur le papier. Cependant, l'évaluation du retour sur investissement (ROI) basée uniquement sur les dépenses d'investissement (CAPEX) est un piège dangereux qui masque l'hémorragie opérationnelle à long terme dans l'usine. Pour vraiment comprendre le coût, nous devons analyser les dépenses d'exploitation (OPEX).
L'illusion de faibles dépenses initiales en capital (CAPEX)
C'est un fait objectif que la machine de base (châssis nu) d'une soudeuse par conduction pneumatique à une tête est nettement moins chère qu'un système de soudure par induction à l'état solide et refroidi par eau. Pour une entreprise en phase de démarrage ou une installation produisant un seul produit à faible volume, cette faible barrière à l'entrée est très attrayante.
Cependant, les coûts cachés se situent dans l'"écosystème d'outillage" requis. Le scellement par conduction nécessite Dies de chauffage sur mesure. Comme la tête métallique doit épouser parfaitement le diamètre et le contour de la lèvre du récipient pour exercer une pression uniforme, chaque format de bouteille nécessite sa propre tête de scellement métallique usinée avec précision par CNC. En outre, l'actionnement constant s'appuie sur des systèmes de fermeture complexes. Systèmes pneumatiques (compresseurs d'air, cylindres et soupapes) qui nécessitent un entretien permanent, une lubrification et un remplacement éventuel en raison de l'usure mécanique.
L'achat d'une soudeuse par conduction est remarquablement similaire à l'achat d'une imprimante à jet d'encre bon marché. L'imprimante elle-même est largement subventionnée et peu coûteuse, mais vous êtes obligé d'acheter des cartouches d'encre propriétaires très onéreuses (matrices chauffantes personnalisées) pour le reste de la durée de vie de la machine. Si votre gamme de produits s'étend à cinq nouvelles formes de bouteilles l'année prochaine, vous devez commander et acheter cinq nouveaux blocs chauffants personnalisés.
Le tueur de l'OEE : Changements d'outils et retards d'échauffement
Si le coût des matrices personnalisées est douloureux, il n'est rien en comparaison de l'impact dévastateur du scellage par conduction sur le temps de fonctionnement des machines lors des changements de produits. Dans le cadre d'un conditionnement à façon moderne ou d'une fabrication agile, une ligne peut être amenée à changer de taille de contenant plusieurs fois par jour.
Décortiquons rigoureusement la chronologie d'un changement d'outillage de conduction standard :
- Etape 1 : Refroidissement (30 - 45 minutes). Le bloc chauffant métallique existant atteint une température brûlante de 200°C. Avant qu'un technicien puisse le dévisser et l'enlever en toute sécurité sans risquer de graves brûlures, la machine doit être mise hors tension et on doit la laisser dissiper naturellement la chaleur.
- Étape 2 : Échange physique d'outils (10 minutes). L'opérateur déboulonne l'ancienne tête, aligne la nouvelle matrice personnalisée et la verrouille dans l'assemblage pneumatique.
- Étape 3 : Échauffement et stabilisation (30 minutes). La machine est remise sous tension. Le nouveau bloc de métal dense doit lentement absorber la chaleur jusqu'à ce que le contrôleur PID interne confirme qu'il s'est stabilisé à la nouvelle température cible.
- Étape 4 : Étalonnage de la pression (10 minutes). La course pneumatique vers le bas doit être réajustée avec précision pour tenir compte de la hauteur de la nouvelle bouteille et de l'épaisseur de la nouvelle matrice, afin d'assurer une pression parfaite sans écraser le contenant.
Ce processus consomme régulièrement entre 80 et 95 minutes de temps mort. Appliquons maintenant ce principe à un scénario de type "bac à sable" : Une usine a un programme très flexible, nécessitant trois changements de produits par jour. En utilisant une machine à conduction, l'usine sacrifie plus de 4 heures de temps de production par jour en attendant que le métal se réchauffe et se refroidisse. Si le coût global des arrêts de production (salaires des opérateurs, frais généraux et manque à gagner) est estimé, de manière prudente, à 1 4 T 500 par heure, cette soudeuse par conduction "bon marché" brûle activement 1 4 T 2 000 chaque jour. En l'espace de quelques mois, les coûts d'exploitation exorbitants éclipsent complètement les économies initiales réalisées sur les coûts d'investissement en n'achetant pas de machine à induction.
Compatibilité des conteneurs : Quand la conduction est le seul choix possible (et quand elle échoue)
Malgré les inconvénients opérationnels, il est crucial d'affirmer que l'étanchéité par conduction n'est pas obsolète. Elle reste une technologie vitale car, dans certains scénarios d'ingénierie très spécifiques, c'est le moyen le plus efficace d'assurer l'étanchéité. seulement solution viable. À l'inverse, dans certains cas, l'application d'un système d'étanchéité par conduction est la recette d'un désastre absolu.
Le point idéal : Diaphragmes plats, formes bizarres et capuchons métalliques
Comme l'induction repose sur des champs magnétiques et des bouchons à vis pour fonctionner, la conduction reste la championne incontestée dans les applications où ces conditions préalables sont absentes. Le domaine absolu de l'étanchéité par conduction comprend
- Membrane plate d'étanchéité (sans bouchon) : L'exemple le plus classique est le pot de yaourt, la dosette de café à usage unique ou le bol de nouilles instantanées. Il n'y a pas de bouchon à vis pour maintenir le film pendant l'induction. La conduction est obligatoire ici, car la matrice chauffée presse physiquement la feuille prédécoupée directement sur le bord du récipient nu.
- Total des fermetures métalliques : Si votre produit utilise un bouchon en acier massif ou en aluminium épais, le scellage par induction devient physiquement impossible. Le bouchon métallique absorbe le champ électromagnétique, surchauffe le bouchon lui-même et risque de faire fondre le filetage, tandis que le champ magnétique n'atteint pas la doublure à l'intérieur. La conduction est le seul moyen de faire passer la chaleur à travers un bouchon métallique.
- Formes non rondes et formes impaires extrêmes : Les bobines d'induction génèrent des champs magnétiques circulaires ou elliptiques uniformes. Si vous scellez un récipient carré complexe à angles vifs ou une bouteille fantaisie de forme unique, les courants de Foucault ne se répartiront pas uniformément, ce qui entraînera des points froids et des fuites dans les angles. Les matrices de conduction peuvent être usinées avec précision pour s'adapter parfaitement à n'importe quel profil géométrique.
Lorsque vous vous promenez dans les allées d'un supermarché et que vous voyez des bouteilles de café en verre Starbucks de première qualité avec des bouchons en fer-blanc, ou des saladiers réfrigérés prêts à consommer de forme unique avec des films d'étanchéité, vous observez l'application nécessaire de la technologie de la conduction.

Le piège de la tolérance de la lèvre de verre (Défis entre rigides)
Cependant, il existe un grave point aveugle en matière d'ingénierie qui est rarement abordé dans les brochures : Le danger du "contact rigide à rigide". Ce danger est particulièrement dévastateur lorsque l'on tente d'utiliser le scellement par conduction sur des récipients en verre.
Dans la fabrication du verre, aucune bouteille n'est parfaitement parfaite. La "finition" (la lèvre d'étanchéité supérieure du bocal en verre) contient intrinsèquement des ondulations microscopiques et des tolérances dimensionnelles - de minuscules collines et vallées mesurant des fractions de millimètre. Lorsqu'une matrice de conduction en acier parfaitement plate et rigide est pressée sur une lèvre de verre rigide et légèrement inégale, les lois de la physique posent un terrible dilemme.
Si la pression pneumatique est trop faible, le métal rigide n'entrera en contact qu'avec les "collines" de la lèvre en verre, laissant les "vallées" intactes. Il en résulte un transfert de chaleur insuffisant, une fusion incomplète et des canaux microscopiques qui entraînent immédiatement des microfuites et des détériorations. Inversement, si un opérateur augmente agressivement la pression pneumatique en essayant de forcer le métal plat contre le verre inégal pour combler ces espaces, la force rigide contre rigide dépasse facilement les limites structurelles du récipient, ce qui entraîne une rupture catastrophique du verre directement sur la ligne de production. La conduction exigeant une force physique considérable, elle est intrinsèquement hostile aux conteneurs dont la tolérance dimensionnelle est faible.
Contrôle des paramètres : Optimisation de la fenêtre d'étanchéité pour zéro micro-fuite
Si le profil spécifique de votre produit - par exemple une barquette de dessert sans bouchon ou un produit avec un bouchon à ergot métallique - indique que le scellage par conduction est votre seule voie d'avenir, la survie dépend de la maîtrise de l'étalonnage délicat de la machine. L'établissement d'un processus fiable nécessite une compréhension approfondie du comportement des polymères et de la dynamique thermique.
Équilibrer le triangle d'or : Temps, température et pression
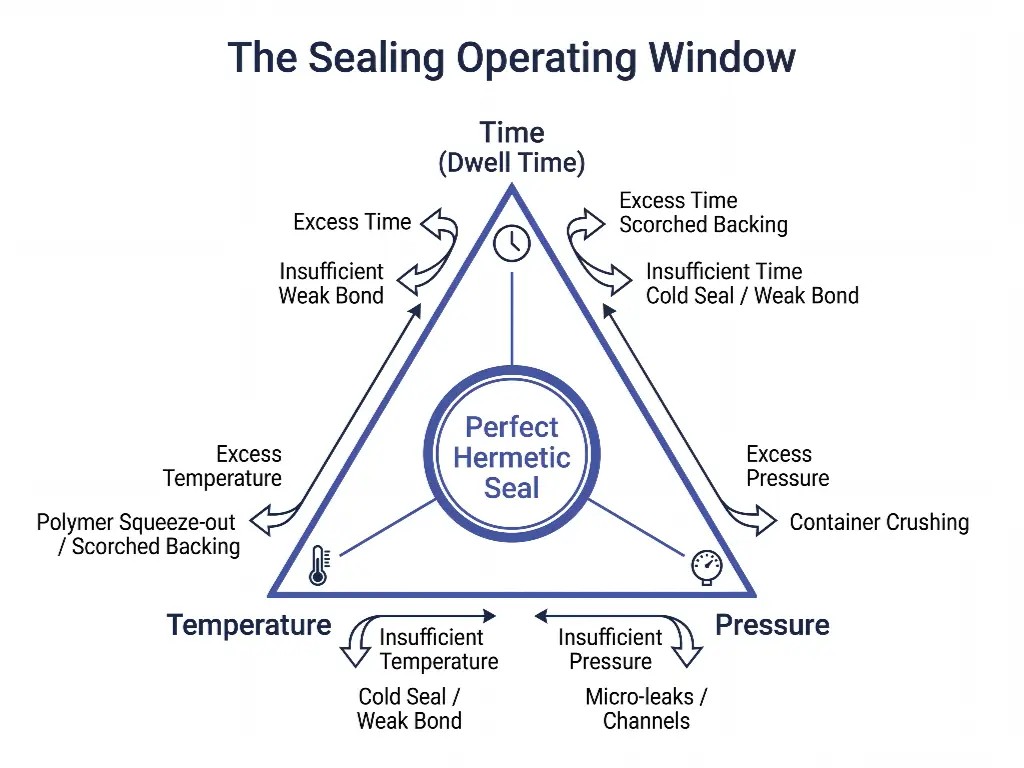
Dans le domaine de l'emballage, nous appelons "fenêtre de fonctionnement" la plage acceptable de réglages de la machine. Pour le scellage par conduction, cette fenêtre est définie par l'interaction stricte du temps, de la température et de la pression. Ces trois paramètres sont inextricablement liés ; il est impossible de modifier l'un d'entre eux sans compenser par un autre.
Une erreur courante commise par des opérateurs de ligne inexpérimentés est de tenter d'augmenter artificiellement la vitesse de production (en réduisant le temps de séjour) en tournant simplement le bouton de température vers le haut. Cela entraîne un grave déséquilibre des paramètres. Bien que la couche d'adhésif puisse fondre plus rapidement, la chaleur excessive provoque souvent une "brûlure du support", c'est-à-dire qu'elle brûle la couche supérieure de papier ou de polymère du liner, détruisant les propriétés de barrière et créant un effet esthétique de brûlure. En outre, une température excessive combinée à une pression élevée entraîne un "écrasement", où le polymère liquide est violemment expulsé d'entre la lèvre et la feuille, créant des fils désordonnés qui contaminent la matrice de l'outillage et conduisent à des joints faibles et cassants.
À l'inverse, une température ou une pression insuffisante entraîne des "joints froids", où le polymère devient simplement collant mais ne parvient pas à se réticuler avec le matériau du contenant, ce qui permet de décoller le joint sans aucune résistance. Pour trouver le triangle d'or, il faut procéder à des essais patients et empiriques pour chaque nouveau lot de matériaux d'emballage.
Adaptation des matériaux de la gaine à la source de chaleur
Le type de gaine de scellage que vous achetez est tout aussi important que la machine elle-même. Les gradients thermiques étant complètement différents, vous devez vous assurer que les matériaux de la gaine sont explicitement conçus pour la chaleur conductrice.
Les différents polymères possèdent des points de fusion très différents. Le polyéthylène (PE) fond relativement facilement, tandis que le polypropylène (PP) et le polyéthylène téréphtalate (PET) nécessitent une énergie thermique nettement plus élevée. Un avertissement critique pour les équipes chargées des achats : Ne pensez jamais que vous pouvez utiliser des restes de revêtement de scellage par induction dans une machine à conduction. Les doublures à induction sont conçues pour absorber la chaleur interne de la couche de feuille qui rayonne vers l'extérieur. Les revêtements par conduction nécessitent des supports spécialisés résistants à la chaleur, conçus pour supporter le contact direct avec une plaque métallique de 200°C sans fondre, coller à la matrice ou se déchirer. L'utilisation d'un matériau inadéquat entraînera une contamination immédiate de la plaque chauffée, ce qui obligera à interrompre la ligne pour procéder à un raclage et à un nettoyage approfondis.
La matrice de décision de l'ingénieur : Choisir la bonne technologie pour votre ligne
La matrice de décision "si-alors
En fin de compte, le choix de la technologie d'étanchéité ne devrait jamais être basé sur une préférence arbitraire ou sur le coût de base de la machine, mais plutôt sur une évaluation rigide, fondée sur des données, de l'architecture spécifique de votre produit et de vos objectifs opérationnels. Pour simplifier ce choix technique complexe, utilisez cette matrice :
- SI votre emballage comporte des contenants sans bouchon (diaphragmes plats), nécessite des fermetures métalliques complètes ou utilise des formes géométriques non rondes extrêmes... ensuite le scellement par conduction est la solution technique obligatoire.
- SI votre installation exige un débit élevé (>100 CPM), un fonctionnement continu en ligne, l'utilisation de bouchons à vis en plastique standard ou une efficacité énergétique maximale... ensuite le scellement par induction est le choix supérieur incontesté.
Règle empirique largement acceptée par les experts : si votre programme de production prévoit que votre ligne doit subir des changements d'outillage plus de deux fois par jour, ou si vos normes de contrôle de la qualité imposent une tolérance de défaut/fuite inférieure à 0,1%, vous devez immédiatement abandonner l'idée d'un équipement de conduction traditionnel à une seule tête et consulter un spécialiste de l'équipement de conduction. Guide d'achat des machines à sceller par induction pour orienter votre budget vers des solutions de production hautement automatisées et flexibles.
Cependant, il existe un saut logique crucial qui échappe à de nombreux directeurs d'usine. Lorsque vous vous retrouvez à modifier sans cesse les paramètres de température, de pression et de temps d'une seule station de scellage, mais que vous n'arrivez toujours pas à atteindre le taux de rendement opérationnel ou de défauts dont vous avez besoin, le problème sous-jacent est rarement la machine de scellage proprement dite. Le véritable goulot d'étranglement réside presque toujours dans le manque de synchronisation entre le remplissage en amont et le scellage en aval. Ce point est particulièrement important pour les opérations à haute valeur ajoutée. Si vous traitez des produits en poudre sensibles (comme les préparations pour nourrissons ou les protéines de lactosérum) qui présentent de graves risques d'explosion de poussières et nécessitent un contrôle strict de l'oxygène résiduel, ou si vous conditionnez des aliments humides (comme les aliments pour animaux ou les plats préparés) qui nécessitent une stérilisation rigoureuse par autoclave, il est inutile de se préoccuper d'une machine de scellage autonome. Ces produits complexes nécessitent une approche holistique englobant le remplissage à l'abri de la poussière, le rinçage à l'azote sous vide et le scellage à haute intégrité, le tout fonctionnant à l'unisson.
Vous ne savez pas si votre récipient unique nécessite une conduction ou s'il peut être optimisé pour une induction à grande vitesse ?
Cessez de deviner vos paramètres. Envoyez des échantillons de vos contenants et matériaux à notre laboratoire d'emballage. Nous effectuerons gratuitement un test complet de fermeture hermétique et établirons une feuille de route pour votre ligne de production.
Contacter notre équipe


