Le choix de la méthode d'emballage et de la technique de remplissage appropriées n'est pas une simple acquisition d'équipement, mais un investissement de plusieurs millions de dollars qui détermine le coût global de possession au cours des dix prochaines années. L'emballage par remplissage à chaud est l'une des technologies les plus populaires et constitue toujours la base de certaines catégories de produits, en particulier les boissons et les aliments liquides acides. Comparé à d'autres méthodes de conservation, il offre un moyen efficace de prolonger la durée de conservation des produits tout en minimisant les déchets alimentaires. Néanmoins, sa mise en œuvre réussie exige une connaissance stricte des concepts thermodynamiques, de la science des polymères et une modélisation précise des coûts. Le présent guide propose une étude technique et financière détaillée du procédé de remplissage à chaud, qui permettra aux décideurs de disposer des informations nécessaires pour naviguer dans le processus de planification des capacités, de sélection des matériaux et de dépannage de l'atelier de production.
Qu'est-ce que l'emballage à chaud ? Processus et principes
En tant que méthode efficace de remplissage à chaud, ce processus de stérilisation commerciale garantit qu'un produit liquide ou semi-liquide chaud est chauffé à des températures élevées, versé dans un récipient lorsqu'il est chaud et scellé en un minimum de temps. Il implique l'utilisation de la chaleur élevée et de l'énergie thermique du produit lui-même pour stériliser la surface intérieure du récipient et du dispositif de fermeture, empêchant ainsi efficacement la reproduction de micro-organismes nocifs et stoppant toute croissance microbienne ultérieure.
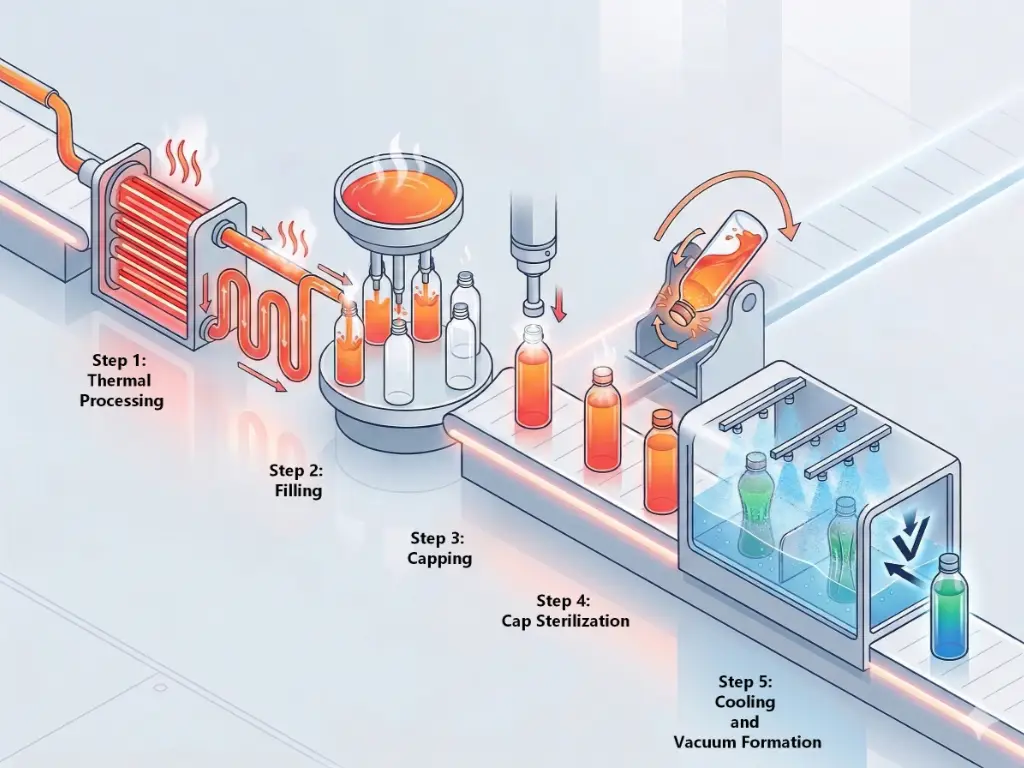
Le processus conventionnel de remplissage à chaud suit un flux thermodynamique rigide et séquentiel :
- Traitement thermique (chauffage) : Le produit est soumis à un échangeur de chaleur à plaques ou tubulaire, qui augmente rapidement la température du produit jusqu'à la fourchette souhaitée de 82°C à 95°C (180F à 205F). Un certain temps de maintien (généralement de 15 à 30 secondes) est maintenu à cette température pour s'assurer que tous les micro-organismes nuisibles, les bactéries végétatives et les enzymes d'altération sont détruits.
- Garniture : Le produit chaud est pompé dans le carrousel de remplissage. La cuve de remplissage et les vannes sont généralement conçues avec des boucles de recirculation afin de maintenir la température de stérilisation nécessaire et de permettre au produit de circuler en continu dans l'échangeur de chaleur en cas d'arrêt de la ligne. Le produit est déversé dans le conteneur à des températures qui ne sont pas inférieures à 82°C.
- Coiffage : Un bouchon est placé immédiatement après la séquence de remplissage. La vapeur produite par le produit chaud remplace l'espace entre le niveau de liquide et le bouchon.
- Inversion (Stérilisation du bonnet) : Le conteneur scellé est déplacé à travers un convoyeur et un mécanisme de basculement ou d'inversion. Le récipient est retourné ou inversé pendant 2 à 3 minutes. Ce mouvement permet au liquide à 82°C + d'entrer en contact direct avec l'intérieur du bouchon et la finition supérieure du col, ce qui garantit l'élimination de tout pathogène restant dans l'espace de tête.
- Refroidissement et Le vide Formation : Le récipient est placé dans un tunnel de refroidissement multizone. Les récipients en plastique ou les bouteilles en verre sont aspergés d'eau ambiante ou réfrigérée dans un environnement semblable à un bain d'eau, ce qui abaisse rapidement la température interne à environ 35°C à 40°C. Le liquide se rétracte en se refroidissant. Dans le même temps, la vapeur contenue dans l'espace de tête est condensée en eau. Ce double effet forme un puissant gradient de pression négative, ou vide, à l'intérieur du récipient fermé, ce qui garantit une fermeture hermétique et empêche l'oxygène de pénétrer dans le récipient.
Il s'agit d'un processus thermodynamique très efficace qui est limité par des contraintes biochimiques strictes. Il n'est applicable qu'à certains niveaux de pH.
| Catégorie de produits | Adéquation | Justification |
| Boissons à forte teneur en acide (jus de fruits, jus de légumes, boissons pour sportifs, thés, limonades) | Idéal | Le pH est inférieur à 4,5. Une acidité élevée empêche la croissance des spores de Clostridium botulinum. Le remplissage à chaud détruit facilement les bactéries végétatives, les levures et les moisissures restantes. |
| Condiments à forte teneur en acide (ketchup, sauce chili, purées de fruits, vinaigrettes) | Idéal | Une acidité élevée et des températures de traitement élevées permettent d'obtenir une stérilité commerciale. La chaleur pénètre dans le produit visqueux pour garantir un stockage ambiant sûr et une durée de conservation prolongée. |
| Produits à faible teneur en acide (lait, substituts de produits laitiers, bouillons d'os, boissons protéinées) | Ne convient pas | Le pH est supérieur à 4,5. Les températures élevées (95°C) ne peuvent pas détruire les spores de Clostridium botulinum dans les environnements peu acides. Ceux-ci nécessitent un traitement par autoclave à haute pression ou un traitement aseptique en raison de la nécessité d'un traitement thermique sous pression. |
| Boissons gazeuses (sodas, eau gazeuse, boissons énergétiques gazeuses) | Ne convient pas | Le chauffage libère le dioxyde de carbone dissous. Le processus nécessite la formation d'un vide, ce qui va à l'encontre de la pression positive nécessaire à la carbonatation à l'état naturel. |
Choisir les bons matériaux d'emballage pour le remplissage à chaud
Les contraintes thermiques élevées et les conditions de pression sous vide du processus de remplissage à chaud imposent des charges mécaniques extrêmes au matériau d'emballage. Le contenant doit pouvoir résister à des températures initiales allant jusqu'à 95°C sans fondre, s'étirer ou perdre sa stabilité dimensionnelle, puis résister à la pression atmosphérique élevée pendant le processus de refroidissement. Chaque matériau a ses propres propriétés. Les matériaux d'emballage normaux ne seront pas utilisés dans de telles conditions, ce qui nécessite une évaluation de vos besoins en matière d'emballage et différentes options de bouteilles compatibles.
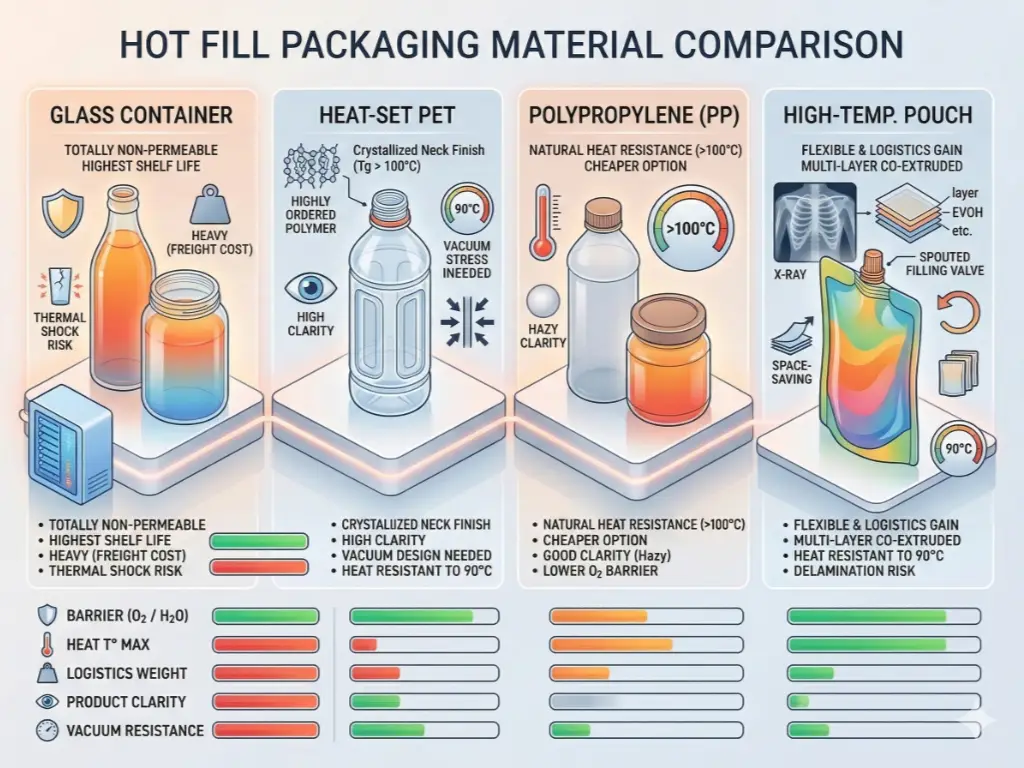
- Récipients en verre
Le matériau de remplissage à chaud conventionnel et le plus solide est le verre. Il est totalement imperméable, exempt d'oxygène et ne présente aucun risque de mouvement chimique. Le verre offre une barrière à 100 % contre l'humidité et les gaz, ce qui garantit une durée de conservation maximale. Que vous utilisiez des bouteilles standard ou des pots en verre à large ouverture, le verre est structurellement facile à supporter les températures plus élevées et la pression du vide qui en découle, sans fissure ni déformation. En tant que matériau de qualité, le verre est toutefois lourd, ce qui augmente considérablement les frais de transport. Il faut également prêter une attention particulière à la température pendant les processus de remplissage et de refroidissement ; l'exposition de bouteilles en verre chaudes à un changement soudain de température dans le tunnel de refroidissement peut entraîner un choc thermique désastreux et la rupture des récipients.
- PET (polyéthylène téréphtalate) thermodurcissable
Les bouteilles PET normales se déforment et s'affaissent à des températures supérieures à 70°C. Pour utiliser le PET dans les lignes de remplissage à chaud, les fabricants doivent acheter du PET Heat-Set. Les récipients en PET Heat-Set sont soufflés dans des moules chauffés et subissent un conditionnement thermique contrôlé pendant le processus de moulage par soufflage. Ce processus modifie la structure des chaînes de polymères, augmentant la température de transition vitreuse (Tg) du type de plastique et éliminant les contraintes internes. La température maximale de remplissage du PET thermodurci est de 90°C, ce qui en fait le plastique le plus utilisé pour ce procédé. Ces bouteilles en plastique doivent toutefois avoir un poids de résine (poids en grammes) plus élevé que les bouteilles à remplissage à froid pour être structurellement saines, et elles doivent avoir certaines conceptions géométriques pour contrôler la pression du vide et éviter la déformation des bouteilles en plastique.
- Polypropylène (PP)
Le polypropylène a une bonne résistance naturelle à la chaleur et peut facilement résister à des températures supérieures à 100°C sans procédure de thermofixation. Il remplace avantageusement le PET dans certaines applications de remplissage à chaud, notamment lorsque des récipients plus grands ou des bocaux à large ouverture sont utilisés pour conserver des sauces et des confitures. Le principal inconvénient du PP est qu'il n'est pas aussi transparent que le verre ; il est trouble ou brumeux par rapport à la transparence du verre et à la finition brillante du PET, ce qui peut nuire à l'attrait du produit en rayon. En outre, la barrière à l'oxygène du PP est inférieure à celle du PET et peut réduire la durée de conservation des produits très sensibles à l'oxydation.
- Sachets haute température
Bien que le marché soit dominé par une multitude de types de bouteilles et de contenants rigides, les poches souples coextrudées multicouches (poches à bec) gagnent des parts de marché. Ces poches sont fabriquées à partir de films laminés, comprenant généralement une feuille d'aluminium ou des couches barrières en EVOH, et sont conçues pour résister à des températures de remplissage de 90 °C. Elles constituent une option intéressante et présentent un grand avantage logistique, car les poches vides occupent une fraction de l'espace de stockage des bouteilles rigides vides. Les matériaux souples nécessitent toutefois des valves de remplissage très spécialisées pour supporter la chaleur sans faire fondre le bec, et le processus de refroidissement doit être bien régulé pour éviter la délamination des parois de la poche.
Remplissage à chaud vs. autres technologies de remplissage : Matrice du retour sur investissement
Les équipes d'ingénieurs de l'usine doivent comparer le processus de remplissage à chaud avec d'autres technologies de stérilisation concurrentes. Ces systèmes ne peuvent être comparés qu'en analysant les dépenses en capital (CAPEX) et les dépenses d'exploitation (OPEX).
| Technologie | Cible pH Adéquation | Conservateurs nécessaires | Matériau Résistance à la chaleur | Rétention des arômes et des nutriments |
| Remplissage à chaud | Acide élevé (< 4,5) | Non | Élevé (PET thermodurcissable, verre) | Modéré à bon |
| Remplissage aseptique | Acide élevé et acide faible | Non | Faible (PET léger standard) | Excellent |
| Rétorsion | Faible teneur en acide (> 4,5) | Non | Extrême (boîtes métalliques, sachets ajourés) | Modéré (chauffage prolongé) |
| Remplissage à froid | Acide élevé (< 4,5) | Oui | Faible (PET léger standard) | Excellent |
CAPEX vs. OPEX sur différentes lignes de production
Les systèmes de remplissage à froid sont les moins coûteux. Les machines sont mécaniquement simples et ne nécessitent pas d'échangeurs de chaleur, de tunnels de refroidissement ou de convoyeurs d'inversion spéciaux. Les coûts d'exploitation sont également faibles puisque les fabricants peuvent utiliser les bouteilles PET standard les plus légères et les moins chères. Néanmoins, la nécessité d'utiliser des conservateurs chimiques limite l'accès au marché, les produits "clean label" étant très demandés par les consommateurs.
- Remplissage à chaud
Le remplissage à chaud est un investissement CAPEX modéré. La ligne nécessite des pasteurisateurs, des vannes de remplissage spéciales et d'énormes tunnels de refroidissement. L'OPEX, en revanche, est relativement élevé. Le processus consomme beaucoup d'énergie pour chauffer le produit et le refroidir. En outre, la nécessité d'utiliser du PET thermodurcissable implique que chaque bouteille à remplissage à chaud est beaucoup plus lourde et coûteuse qu'une bouteille PET ordinaire. Le prix de la matière première plastique constitue une part importante des coûts d'exploitation récurrents.
La technologie aseptique est coûteuse en termes de dépenses d'investissement astronomiques, qui peuvent s'élever à des millions de dollars. Le processus stérilise le produit et l'emballage séparément, puis les combine dans une salle blanche (isolateur) stérile et de qualité pharmaceutique. L'équipement comprend des bains de stérilisation complexes (avec du peroxyde d'hydrogène ou de l'acide peracétique) et des systèmes de filtration d'air stérile. Les coûts de maintenance et de formation des opérateurs sont très élevés. Mais l'OPEX aseptique est à petite échelle. Le liquide est refroidi avant le remplissage, de sorte que le processus utilise des bouteilles PET standard ultra-légères, ce qui réduit considérablement le coût de la résine plastique.
Les aliments à faible teneur en acide, tels que la viande, les aliments pour animaux de compagnie et les bouillons, doivent être traités par autoclave. Le produit est emballé dans des boîtes métalliques ou des sachets d'autoclave, puis chargé dans d'énormes cuves sous pression (autoclaves) où il est exposé à la vapeur à 121°C pendant 30 à 60 minutes. Les dépenses d'investissement sont élevées en raison de la lourdeur des cuves sous pression, et les dépenses d'exploitation sont considérables en raison de l'énorme quantité d'énergie nécessaire pour chauffer l'eau et maintenir la pression à un niveau élevé pendant de longs cycles.
Calculer le seuil de rentabilité de votre marque
Le choix du remplissage à chaud ou de l'asepsie est un exercice mathématique de compensation des volumes et des coûts des matériaux. Les ingénieurs doivent tracer l'intersection de la dépréciation des CAPEX et de l'accumulation des OPEX.
Prenons l'exemple de la matrice de décision d'une marque de jus à forte teneur en acide. Lorsque le volume de production est inférieur à 10 millions de bouteilles par an, l'option financière incontestable est le remplissage à chaud. Les marges bénéficiaires seraient réduites à néant par le coût d'investissement élevé d'une ligne aseptique, et le coût unitaire plus élevé des bouteilles PET thermodurcies peut être supporté pour de faibles volumes.
Mais les mathématiques s'inversent à mesure que l'échelle de production augmente. Les économies réalisées en remplaçant les bouteilles PET standard de 15 grammes (aseptiques) par des bouteilles PET Heat-Set de 28 grammes (Hot Fill) se multiplient rapidement lorsque le volume annuel dépasse 50 millions de bouteilles. À ce seuil, les millions de dollars économisés sur la résine plastique et le poids d'expédition suffisent à récupérer l'énorme CAPEX de la machine aseptique en 24 à 36 mois. Dans le cas des produits à faible acidité, le volume n'a pas d'importance ; le remplissage à chaud ne peut tout simplement pas garantir la sécurité alimentaire, et le choix se fait entre l'asepsie et l'autoclave.
Analyse des défaillances en atelier et dépannage
L'ingénierie théorique doit se traduire par des performances en atelier. Les lignes de remplissage à chaud posent certains problèmes physiques et thermodynamiques, qui entraînent des taux de rebut élevés lorsqu'ils ne sont pas bien contrôlés. Les modes de défaillance suivants doivent être évités par les ingénieurs de production en appliquant des paramètres de contrôle stricts et en comprenant les étapes essentielles d'une manière générale.
Panneaux et distorsion (conception de panneaux sous vide)
Le panningeling - l'affaissement incontrôlé de la bouteille en plastique vers l'intérieur - est le défaut visuel le plus courant dans les emballages remplis à chaud. Le volume du liquide à 85°C diminue lorsqu'il refroidit à 35°C. Cet effet est renforcé par la condensation de la vapeur dans l'espace de tête, qui produit un vide important. Cet effet est renforcé par la condensation de la vapeur dans l'espace de tête, qui produit un vide important. L'extérieur de la bouteille est poussé par la pression atmosphérique.
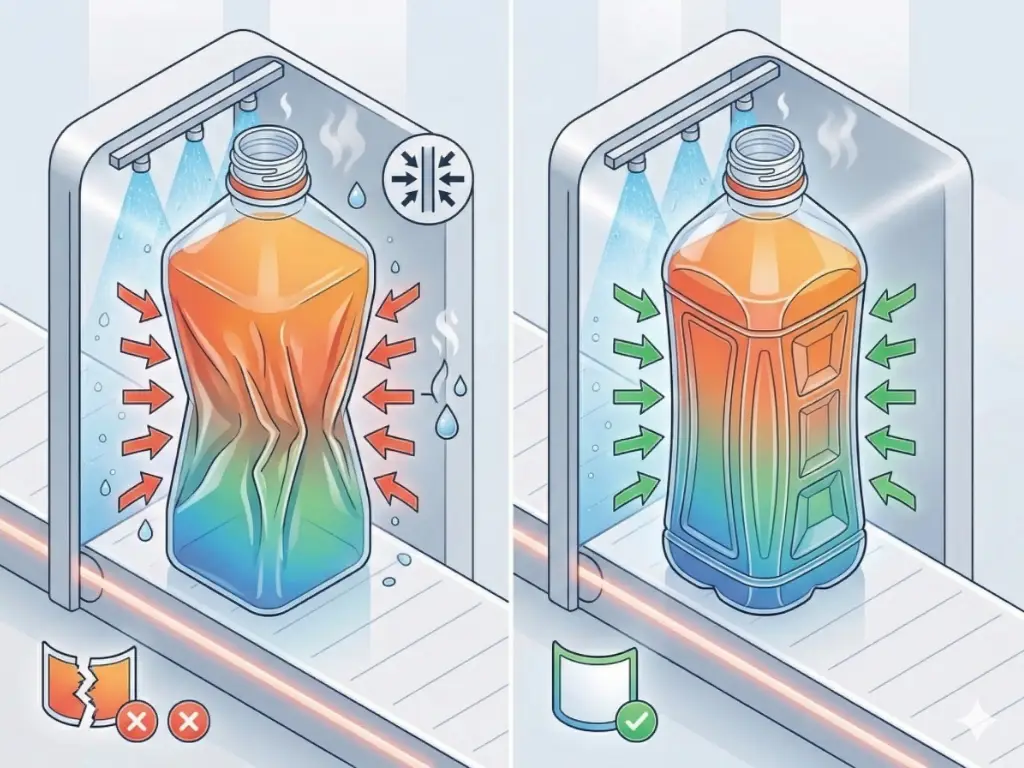
Cette contrainte de compression est répartie uniformément sur toute la géométrie des bouteilles en verre circulaires. Les bouteilles en plastique, en particulier celles de forme carrée ou rectangulaire, ne sont pas en mesure de résister à cette force par elles-mêmes ; leurs côtés plats se plieront de manière aléatoire, ce qui abîmera la zone d'application de l'étiquette et rendra le produit invendable.
Pour remédier à ce problème, les ingénieurs structurels créent ce que l'on appelle des panneaux à vide dans la forme de la bouteille PET. Il s'agit de certaines marques géométriques, de courbures ou de nervures sur le corps de la bouteille. Ce sont des points de vulnérabilité artificiels. Lorsque le vide est créé, ces panneaux se plient uniformément vers l'intérieur, absorbant ainsi la force de contraction et permettant aux principaux piliers structurels de la bouteille d'être droits et fermes. Un mauvais dimensionnement de ces panneaux par rapport au volume de remplissage et au delta de refroidissement entraînera une déformation désastreuse.
Le rôle des finitions cristallisées pour le cou
Le polymère PET est un matériau amorphe standard qui commence à se ramollir et à se déformer à sa température de transition vitreuse d'environ 70°C. Lorsqu'un liquide à 85°C est versé dans une bouteille PET normale, la finition du goulot, ou la partie filetée où le bouchon est fixé, est déformée. Une fraction de millimètre de déformation affectera le joint hermétique, provoquant une intrusion d'oxygène, la détérioration du produit et d'importants rappels de produits.
Pour éviter cela, les bouteilles PET à remplissage à chaud doivent être dotées d'une finition cristallisée au niveau du col. Le col de la bouteille est exposé à un chauffage infrarouge intense pendant le processus de fabrication, alors que le corps est recouvert. Cette chaleur localisée oriente les chaînes de polymères du col vers une structure cristalline très ordonnée. Le résultat esthétique est que le col devient blanc opaque. Cette structure cristalline améliore la résistance à la chaleur de la finition du col à plus de 100°C, ce qui permet aux fils de rester dimensionnellement stables et solides comme le roc lorsque le remplissage et le bouchage à haute température sont effectués.

Surcuisson et perte de saveur dans les tunnels de refroidissement
L'efficacité du tunnel de refroidissement détermine la qualité d'un produit rempli à chaud. Lorsque le produit est laissé trop longtemps à 85°C, il subit une dégradation thermique importante. Cela provoque la réaction de Maillard (brunissement du liquide), la perte de nutriments délicats tels que la vitamine C, ce qui a un impact sur les propriétés nutritionnelles, et la modification de composés aromatiques délicats, ce qui affecte le goût du produit. Le produit cuit en fait dans la bouteille.
Les tunnels refroidis doivent utiliser un gradient de température multizone précis. Une bouteille à 85°C placée directement dans de l'eau réfrigérée à 5°C subira un choc thermique qui risque de fissurer le verre ou de provoquer une contraction imprévisible du plastique. La température doit être réduite progressivement dans le tunnel (par exemple, zone 1 60°C, zone 2 40°C, zone 3 25°C). La température à cœur de la bouteille doit être mesurée en permanence par les ingénieurs. Les liquides visqueux sont de mauvais conducteurs de chaleur, c'est-à-dire que le liquide sur la paroi de la bouteille se refroidit rapidement et que le milieu du liquide est très chaud. Les pressions des pompes, les angles des buses de pulvérisation et les temps de séjour des convoyeurs doivent être calculés pour garantir une évacuation rapide et uniforme de la chaleur.
Maîtriser les produits de niche et les produits difficiles à remplir à chaud
La technologie de remplissage à chaud est basée sur les jus et les thés standard. La véritable force technique d'une ligne d'emballage réside dans le traitement de matériaux multiphasés ou à haute viscosité.
Manipulation des particules dans les remblais chauds
Une manipulation spéciale des fluides est nécessaire pour traiter les sauces très acides contenant de grosses particules, par exemple des graines de chili, des dés de fruits dans la confiture ou des morceaux de légumes dans la salsa. Les vannes à gravité normales ou les débitmètres à grande vitesse écraseront les particules ou seront sujets à des ponts et à des colmatages continus.

Le système doit utiliser des pompes volumétriques ou des remplisseurs à piston à soupape rotative pour garantir l'intégrité des particules. Le diamètre de la buse de remplissage doit être au moins égal à deux fois le diamètre de la plus grosse pièce solide. En outre, il est important de maintenir une suspension homogène de particules solides dans le réservoir de stockage. Lorsque l'agitation est trop violente, les particules sont brisées ; lorsqu'elle est trop lente, les solides se déposent, de sorte que les premières bouteilles ne contiennent que du liquide et les dernières que des solides. Le système doit être équipé d'agitateurs à surface raclée très régulés et à faible cisaillement dans la trémie chauffée.
Relever les défis de la haute viscosité
Le ketchup, les sirops concentrés et les pâtes lourdes posent de sérieux problèmes de pénétration thermique. La viscosité est un obstacle sérieux aux courants de convection dans le liquide. Les échangeurs de chaleur à plaques normaux ne peuvent pas être utilisés pendant la première phase de chauffage ; la pâte épaisse brûlera sur les plaques, ce qui entraînera l'encrassement et l'arrêt de la production. Les échangeurs de chaleur tubulaires ou à surface raclée sont nécessaires pour les produits à haute viscosité afin d'essuyer physiquement le produit sur les parois chauffées pour éviter qu'il ne brûle et pour assurer une distribution uniforme de la température.
Au stade du remplissage, les produits visqueux ne sont pas faciles à déplacer, et les cylindres à piston pneumatiques à haute pression ou à servomoteur sont utilisés pour pousser le matériau dans le conteneur. La vitesse de remplissage doit être adaptée. La distribution à haute pression entraîne des éclaboussures et l'emprisonnement de poches d'air dans la pâte. L'air emprisonné se dilate et se contracte de manière aléatoire, ce qui nuit à la précision du scellage sous vide et ajoute de l'oxygène qui accélère la détérioration. La remplisseuse doit être basée sur une méthode de remplissage de bas en haut, dans laquelle la buse descend au fond du récipient et remonte en correspondance précise avec la montée du niveau de liquide.
Comment choisir la bonne machine de remplissage à chaud
Acquisition d'équipements de remplissage à chaud nécessite d'aligner les capacités mécaniques sur la stratégie à long terme de l'entreprise. Les décideurs doivent évaluer trois paramètres critiques avant de finaliser les spécifications :
- Pour commencer, l'alignement des capacités devrait être basé sur une efficacité opérationnelle réaliste (OEE).plutôt que sur des vitesses maximales théoriques. Lorsqu'une ligne est prévue pour 200 bouteilles par minute, le tunnel de refroidissement en aval doit avoir la capacité thermodynamique d'éliminer la chaleur à cette vitesse spécifique ; un goulot d'étranglement dans le refroidissement entraînera un ralentissement de l'ensemble de la ligne.
- Deuxièmement, le système doit prendre en charge les futures feuilles de route des produits. Une machine achetée dans le seul but de diluer des liquides devra être adaptée à un coût élevé si le service marketing décide d'introduire une sauce à forte teneur en particules. Indiquez très tôt les remplisseuses à piston à déplacement positif et les vannes rotatives à grand diamètre si des matrices complexes sont attendues.
- Troisièmement, évaluer le niveau d'automatisation du système Clean-in-Place (CIP). Les lignes de remplissage à chaud sont utilisées pour traiter des produits collants, à haute teneur en sucre ou fortement aromatisés. Les procédures de nettoyage manuel entraînent des temps d'arrêt prolongés et un risque élevé de contamination bactérienne. Exigez des procédures CIP complètes, automatisées et contrôlées par PLC, avec des débits validés, des dosages de produits chimiques et des enregistrements de température pour garantir un assainissement total entre les changements de lots.
Comment Levapack peut-il résoudre les problèmes complexes d'emballage par remplissage à chaud ?
L'un des plus grands défis du traitement thermique est de maintenir l'efficacité de la ligne lors de la manipulation de produits à haute viscosité ou de pâtes à forte teneur en particules. Bien qu'un équipement standard suffise pour les liquides fins, les sauces complexes nécessitent des systèmes conçus avec précision pour éviter l'obstruction des vannes, le dosage irrégulier et les incohérences thermiques. C'est pourquoi Levapack, fournisseur de machines d'emballage personnalisées, est une option stratégique pour les installations qui souhaitent éliminer les goulets d'étranglement de la production et accroître la fiabilité opérationnelle.
Lors du traitement de sauces épaisses, de condiments en morceaux ou de pâtes visqueuses, les remplisseuses standard sont souvent confrontées à des contraintes thermiques et à un dosage imprécis. Levapack ingénieurs des solutions spécialisées d'emballage de sauces à chaud conçues pour éliminer ces goulets d'étranglement. Utilisant une technologie de remplissage à piston robuste et de l'acier inoxydable 304/316, nos machines gèrent sans effort les températures extrêmes et les particules lourdes sans s'encrasser. Des configurations de buses personnalisées aux commandes servocommandées précises offrant une précision de remplissage inférieure à 1%, nous vous aidons à construire une ligne résiliente et automatisée qui s'adapte parfaitement au PET, au verre et aux boîtes de conserve, garantissant ainsi une intégrité des produits sans compromis et une efficacité opérationnelle maximale.



