Cap Liners 101 : Comment choisir le bon matériau pour l'intégrité du joint 100%
Dans le monde de l'emballage commercial, la différence entre un lancement de produit réussi et un rappel catastrophique se résume souvent à un composant pas plus épais qu'une pièce de monnaie. Des millions de dollars en valeur de produit, en réputation de marque et en efficacité logistique reposent entièrement sur le mécanisme de scellage qui comble l'écart entre un contenant et sa fermeture. Il est essentiel de naviguer à l'intersection complexe de la dynamique des fluides, de la science des matériaux et de l'ingénierie mécanique pour s'assurer que ce qui entre dans la bouteille reste dans la bouteille. Ce guide complet explique les principes physiques d'une étanchéité parfaite et fournit une feuille de route qui fait autorité pour sélectionner la doublure de capsule exacte nécessaire à l'intégrité absolue de l'emballage.
Qu'est-ce qu'une doublure de bouchon ? Les principes physiques d'une étanchéité parfaite
Au niveau le plus fondamental, une doublure de bouchon est une pièce de matériau technique insérée entre le plafond intérieur d'une fermeture (le bouchon) et le bord ouvert d'un récipient (le goulot de la bouteille). Bien qu'il puisse sembler s'agir d'un simple morceau de mousse ou de feuille d'aluminium, son rôle est profondément ancré dans les principes de l'ingénierie mécanique.
Pour comprendre pourquoi une doublure est obligatoire, il faut examiner la réalité microscopique des matériaux rigides. Lorsqu'un bouchon en plastique dur ou en métal est vissé sur une bouteille en plastique rigide ou en verre, les deux surfaces se rencontrent. À l'œil nu, cela ressemble à un ajustement serré. Cependant, à l'examen microscopique, les surfaces du bord de la bouteille et du bouchon sont inégales et présentent des creux et des bosses microscopiques. Si un liquide est placé à l'intérieur de ce récipient non doublé, il se fraiera inévitablement un chemin à travers ces canaux microscopiques, ce qui entraînera des fuites, en particulier sous pression ou pendant le transport.
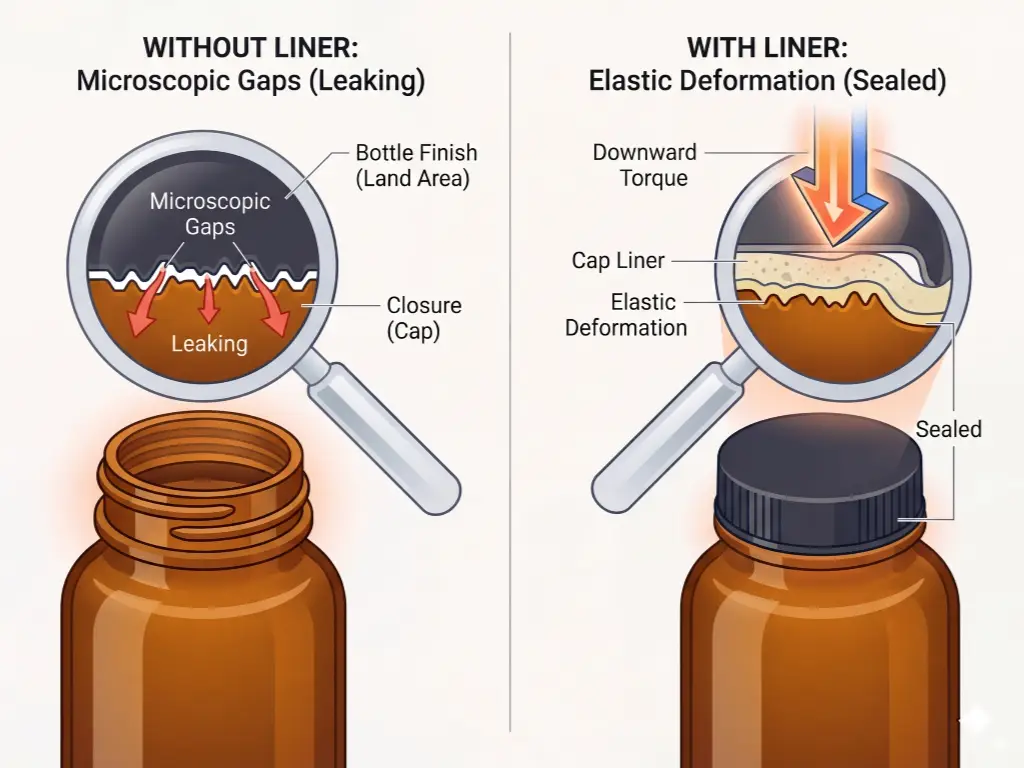
La fonction principale d'une doublure de bouchon est de fournir Déformation élastique. Pensez au joint en caoutchouc utilisé dans la plomberie domestique sous un évier. Le joint se comprime lorsqu'il est serré, forçant son matériau souple à pénétrer dans les imperfections microscopiques des tuyaux métalliques, coupant ainsi toute voie d'évacuation pour l'eau. Un revêtement de bouchon fonctionne exactement selon le même principe. Lorsqu'un couple de serrage est appliqué au bouchon, la doublure se comprime et se moule précisément aux contours du bord de la bouteille, créant ainsi une barrière imperméable.
Lorsqu'ils évaluent la viabilité à long terme d'un joint, les ingénieurs en emballage doivent tenir compte de deux variables essentielles :
- L'arrivée (superficie du terrain) : Il s'agit de la surface supérieure spécifique du goulot de la bouteille qui est en contact physique direct avec la doublure. La largeur, la planéité et l'intégrité structurelle de cette surface d'étanchéité déterminent l'efficacité avec laquelle la doublure peut être comprimée.
- Fluage des matériaux: En science des matériaux, le "fluage" (ou écoulement à froid) désigne la tendance d'un matériau solide à se déplacer lentement ou à se déformer de façon permanente sous l'influence d'une contrainte mécanique persistante. Lorsqu'un bouchon comprime une doublure, celle-ci exerce une force de refoulement (mémoire élastique) qui maintient l'étanchéité. Avec le temps - des mois sur une étagère d'entrepôt - la doublure subit un fluage, perdant une partie de son élasticité. L'évaluation de la résistance d'une doublure au fluage est fondamentale pour garantir la durée de conservation annoncée d'un produit.
Guide complet sur les matériaux et les mécanismes des revêtements de capuchon
L'industrie de l'emballage propose une vaste gamme de matériaux de revêtement, chacun conçu pour des compatibilités chimiques et des environnements mécaniques très spécifiques. Le choix d'un matériau inadapté n'entraîne pas seulement un risque de fuite, mais aussi des réactions chimiques, une dégradation du produit et des risques pour la sécurité des consommateurs. Vous trouverez ci-dessous une analyse systématique des principaux matériaux de revêtement et de leurs mécanismes de fonctionnement.
| Type de doublure | Matériau de base | Mécanisme de scellement | Meilleur pour | Limites |
|---|---|---|---|---|
| Mousse (F217) | PE (polyéthylène) coextrudé 3 plis | Compression mécanique (récupération élastique) | Usage général, produits chimiques ménagers, cosmétiques | Mauvaise barrière à l'oxygène ; pas d'inviolabilité |
| Sensible à la pression (PS) | Polystyrène avec revêtement adhésif | Collage de l'adhésif sous l'effet d'une pression mécanique | Matières sèches, capsules, épices | Il ne s'agit PAS d'un joint hermétique. Échec avec les liquides et les poudres |
| Induction de la chaleur | Multicouche (pâte à papier/cire/film/polymère) | Fusion électromagnétique du polymère pour la finition de la bouteille | Produits pharmaceutiques, produits laitiers, liquides de grande valeur | Nécessite un équipement de scellage par induction coûteux |
| Face PTFE | Noyau en silicone ou en mousse avec film PTFE | Compression avec résistance chimique suprême | Acides agressifs, solvants, réactifs analytiques | Coût élevé ; nécessite un couple d'application élevé |
| Plastisol | Résine PVC liquide (durcie) | Formation de vide après traitement thermique | Aliments chauds, confitures, sauces (récipients en verre uniquement) | Incompatible avec les récipients en plastique |
Revêtements en mousse et sensibles à la pression
La doublure en mousse F217 est le cheval de bataille de l'industrie de l'emballage. Il est constitué de trois couches : un noyau en mousse de polyéthylène basse densité (PEBD) pris en sandwich entre deux couches solides de PE. Cette structure lui confère une excellente résilience et un aspect propre et brillant, ce qui le rend très efficace pour prévenir les fuites de liquides dans les applications générales telles que les shampooings et les nettoyants ménagers.
Inversement, Revêtements sensibles à la pression (PS) fonctionnent sur une base totalement différente. Ils sont constitués d'une base en polystyrène recouverte d'un adhésif spécial activé par le couple. Lorsque le bouchon est serré, la pression force l'adhésif à adhérer à la zone terrestre de la bouteille. Une fois le bouchon retiré, la doublure reste collée à la bouteille, offrant ainsi un niveau de protection de base.
Fact-Check en ingénierie : Le piège de la contamination par les poudres
Il est essentiel pour l'industrie de savoir que les liners sensibles à la pression ne sont pas des produits de consommation. pas Ils ne doivent jamais être utilisés pour des liquides contenant de l'eau ou des huiles. Cependant, une défaillance bien plus insidieuse se produit dans le secteur des poudres sèches (protéines de lactosérum, compléments alimentaires et épices en poudre, par exemple).
Au cours du processus de remplissage, une fine poussière de poudre se répand et se dépose inévitablement sur la zone terrestre du conteneur. Comme les doublures en PS reposent sur le contact physique de l'adhésif avec la finition en plastique, cette poussière agit comme une barrière fatale. L'adhésif se lie aux particules de poudre plutôt qu'au bord du conteneur, ce qui neutralise entièrement l'adhérence. Cela crée des tunnels microscopiques qui permettent à l'humidité de pénétrer et au produit de s'échapper pendant le transport. Cette réalité physique fait de la mise en œuvre d'un équipement de remplissage et de servo-bouchage de haute précision et sans poussière une nécessité absolue avant de s'appuyer sur des doublures en PS.
Liners pour induction de chaleur
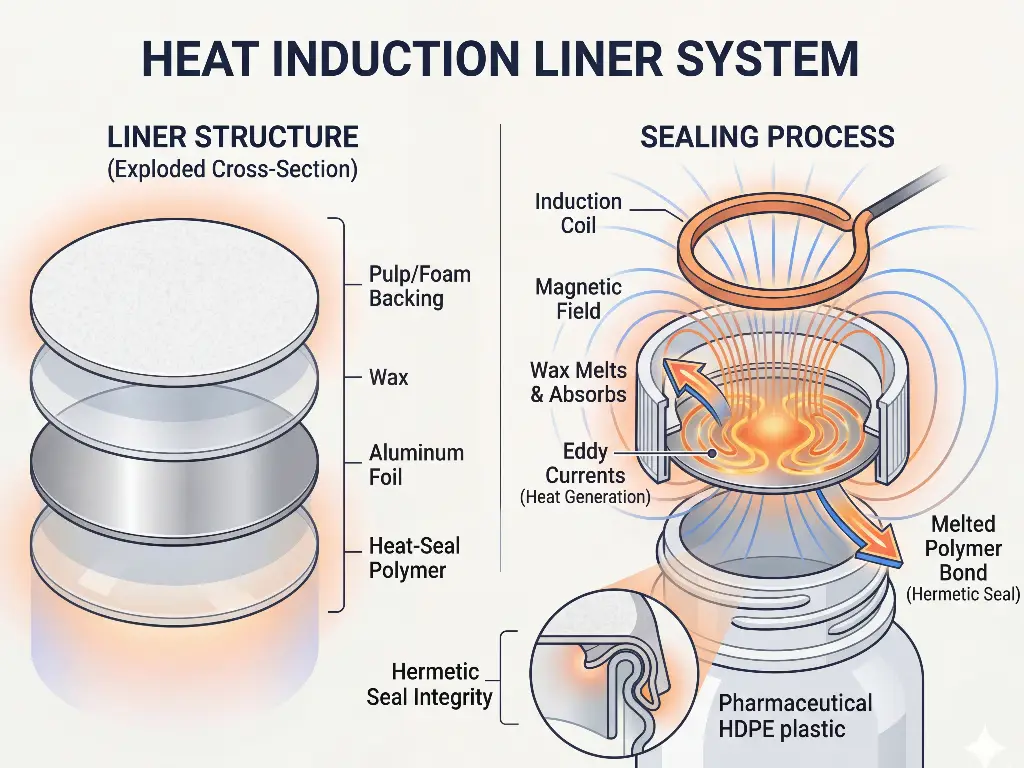
Pour les applications exigeant une sécurité absolue, une vérification de l'inviolabilité et un scellement hermétique, les doublures à induction de chaleur sont la référence. Le mécanisme d'un scellage par induction est une merveille de la technologie moderne de l'emballage. Une doublure à induction standard contient quatre couches distinctes : une couche de support (généralement du carton), une couche de cire, une couche de feuille d'aluminium et une couche de polymère thermoscellée conçue pour correspondre au plastique spécifique de la bouteille (par exemple, une couche de scellage PET pour une bouteille PET).
Après avoir vissé le bouchon sur la bouteille, le récipient passe sous une machine à sceller par induction. La machine émet un champ électromagnétique oscillant. L'aluminium étant un métal conducteur, ce champ induit des "courants de Foucault" à l'intérieur de la feuille d'aluminium, ce qui provoque une résistance électrique. Cette résistance génère une chaleur intense et instantanée. La chaleur fait fondre la couche de cire (qui est absorbée par le carton, libérant ainsi la feuille du bouchon) et fait fondre simultanément la couche de polymère thermoscellée. En refroidissant sous la pression du bouchon fermé, le polymère fondu fusionne parfaitement avec la finition de la bouteille. Imaginez que vous fassiez fondre du fromage directement sur une plaque de cuisson : une fois refroidi, le lien est inséparable, sans destruction visible.
Le paramètre critique ici est le Fenêtre d'exploitation. Il s'agit de l'équilibre précis entre la puissance de la machine à induction et le temps d'arrêt (vitesse du convoyeur). Si la puissance est trop élevée, la chaleur intense brûlera la finition de la bouteille en plastique et dégradera le polymère, ce qui provoquera des fuites. Si la puissance est trop faible, la couche thermoscellée ne fondra pas complètement, ce qui entraînera un "scellage à froid" - un faux scellage qui semble intact mais qui se détache instantanément en cas de pression ou de changement d'altitude.
Revêtements barrière spécialisés : PTFE, feuille et plastisol
En cas de volatilité chimique extrême ou de sensibilité élevée à l'oxygène, les mousses et les polymères standard échouent. Les feuilles d'aluminium pur constituent une barrière impénétrable aux gaz, ce qui les rend idéales pour les produits hautement oxydants. Cependant, lorsqu'il s'agit de produits chimiques agressifs, on passe au PTFE.
Vérification des faits en ingénierie : Le mythe du revêtement en PTFE pur
Une idée fausse très répandue parmi les équipes chargées des achats consiste à demander des "revêtements en PTFE pur" pour traiter les acides forts ou les solvants agressifs. Dans la réalité de l'ingénierie commerciale, un revêtement en PTFE solide, à couche unique, est pratiquement inutile pour le scellement hermétique. Bien que le polytétrafluoroéthylène (PTFEcommunément appelé Teflon) possède une inertie chimique ultime, sa structure physique est extrêmement rigide et totalement dépourvue de reprise élastique. Il est très sensible à la déformation permanente (écoulement à froid).
Si l'on plaçait un disque solide de PTFE pur sur une bouteille et que l'on vissait le bouchon, il ne rebondirait pas pour remplir les interstices microscopiques ; il s'écraserait tout simplement et fuirait. C'est pourquoi l'industrie utilise du Liners revêtus de PTFE. Ils sont constitués d'une couche microscopique de film PTFE laminée sur un support élastique, généralement de la silicone de qualité médicale ou de la mousse PE dense. La face en PTFE agit comme un bouclier chimique impénétrable, tandis que le noyau caché en silicone/mousse fournit la force de compression élastique cruciale nécessaire pour maintenir l'étanchéité au fil du temps.
Plastisol est un autre matériau hautement spécialisé, principalement utilisé dans l'industrie alimentaire et des boissons pour les récipients en verre munis de bouchons métalliques à oreilles (ou bouchons Twist-Off). Le plastisol est une résine PVC liquide qui est introduite dans le bouchon et durcie dans un four pour former un joint solide et caoutchouteux. Son véritable mécanisme d'étanchéité est activé par le processus de "remplissage à chaud". Un aliment chaud (comme de la confiture ou de la sauce pour pâtes) est versé dans le bocal en verre et le bouchon est appliqué. Lorsque le produit refroidit, la vapeur se condense, créant un vide interne puissant. La pression atmosphérique extérieure pousse violemment le bouchon vers le bas, enfonçant le bord du verre dans le joint en Plastisol, forgeant ainsi une fermeture étanche à l'air et au vide.
Protocoles de sélection des matériaux spécifiques à l'industrie
Les besoins en matière d'emballage varient considérablement en fonction de la composition chimique de la charge utile. Pour choisir une doublure, il faut croiser la science des matériaux et les cadres réglementaires. La conformité au titre 21 du Code des réglementations fédérales (21 CFR) de la FDA est la base non négociable pour tout matériau destiné à entrer en contact avec des aliments, des boissons ou des produits pharmaceutiques.
Conformité des aliments, des boissons et de la FDA
Dans le secteur des aliments et des boissons, l'ennemi principal est l'oxygène. L'objectif principal de la doublure de capsule est de prolonger la durée de conservation et de prévenir la dégradation par oxydation. Les ingénieurs en emballage évaluent les doublures sur la base de deux paramètres sans compromis :
- OTR (taux de transmission de l'oxygène) : Mesuré en cc/m²/jour. Il calcule la quantité d'oxygène qui pénètre la barrière sur 24 heures.
- MVTR (taux de transmission de la vapeur d'eau) : Mesuré en g/m²/jour. Il calcule la quantité de vapeur d'eau qui pénètre dans la barrière.
Prenons l'exemple des jus pressés à froid de première qualité. Ces produits sont très sensibles à l'oxydation, qui entraîne une dégradation des nutriments, une perte de saveur et une décoloration brune peu attrayante. Si un embouteilleur utilise une doublure en mousse PE standard, l'oxygène s'infiltrera régulièrement à travers la matrice en mousse, même dans le cadre d'une réfrigération stricte de la chaîne du froid. Pour protéger le produit, les ingénieurs doivent spécifier une doublure laminée avec des matériaux à haute barrière comme l'EVOH (éthylène-alcool vinylique) ou une feuille d'induction pour réduire l'OTR aussi près de zéro que possible en théorie.
Cosmétiques et soins personnels
L'industrie des cosmétiques et des soins personnels présente un défi d'étanchéité particulièrement difficile à relever, car elle se caractérise par des liquides de grande valeur dont la tension superficielle est extrêmement faible. Les produits contenant des huiles essentielles, de l'alcool et des surfactants (comme les shampooings, les sérums et les parfums de luxe) réduisent considérablement la tension superficielle du liquide. Cette faible tension superficielle permet au liquide de remonter facilement les filets microscopiques de la bouteille par capillarité, à la recherche d'un point faible dans la doublure.
En outre, la demande de cosmétiques en valeur absolue Inertie chimique. Si une huile essentielle agressive réagit avec un revêtement en mousse de qualité inférieure, le revêtement peut se dégrader, entraînant la lixiviation des plastifiants dans le produit. Cette réaction chimique modifiera le profil olfactif, changera la couleur de la formule et détruira la valeur de la marque. Pour ces applications, des revêtements en PTFE ou des laminages spécialisés en feuille d'étain sont largement utilisés pour garantir que le parfum reste enfermé et que la formule reste parfaitement intacte.
Produits agrochimiques, pharmaceutiques et corrosifs
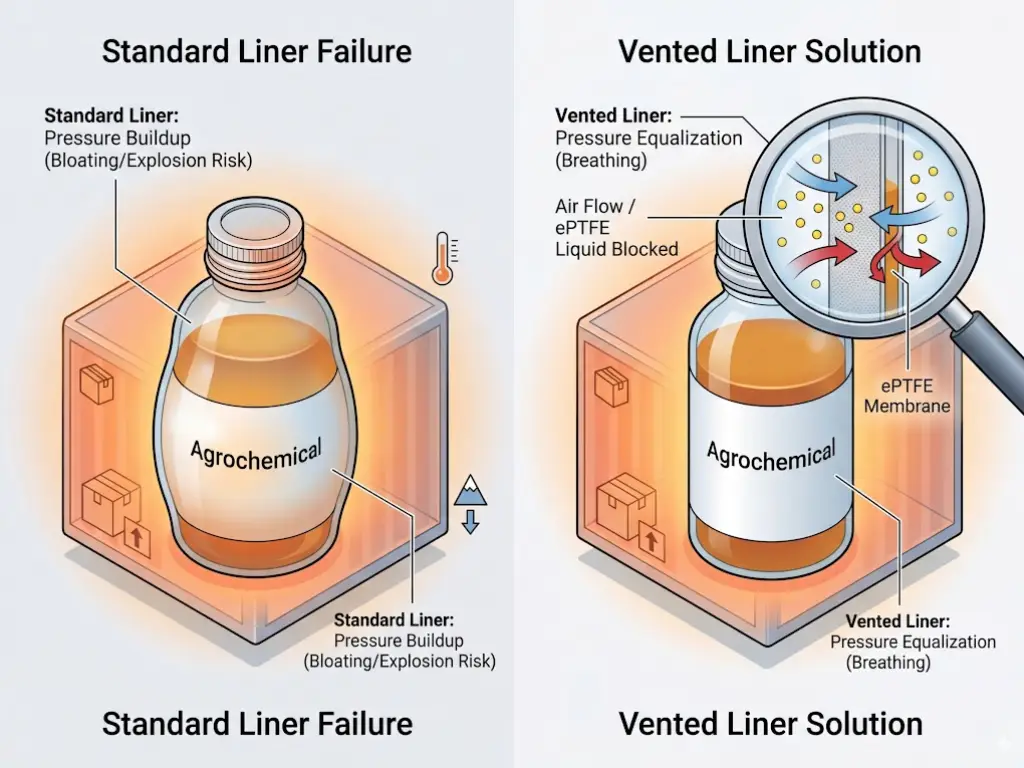
Lors de l'emballage de produits chimiques industriels, d'engrais ou de désinfectants puissants (comme l'eau de Javel concentrée ou le peroxyde d'hydrogène), les enjeux concernent la sécurité environnementale et la conformité aux normes relatives aux matières dangereuses. Certaines formules chimiques libèrent intrinsèquement des gaz au fil du temps.
Si ces liquides qui dégagent des gaz sont scellés avec une feuille d'induction hermétique standard, les gaz piégés vont rapidement créer une immense pression interne. Dans un entrepôt chaud en été, le conteneur en plastique se dilate, se déforme (formation de panneaux ou ballonnement) et finit par exploser, provoquant des déversements catastrophiques de produits chimiques. Pour résoudre ce problème, l'industrie s'appuie sur Doublures ventilées. Ces bouteilles sont dotées de membranes ePTFE (polytétrafluoroéthylène expansé) très perfectionnées. Les pores microscopiques de l'ePTFE sont suffisamment grands pour permettre aux molécules de gaz de s'échapper de la bouteille (ce qui permet d'équilibrer la pression), mais suffisamment petits pour empêcher les molécules de liquide de passer, ce qui garantit que le récipient respire sans laisser échapper la moindre goutte d'eau.
Les causes cachées des ruptures de scellés
Une illusion persistante, mais dangereuse, dans le monde de l'emballage est la croyance selon laquelle "si j'achète la doublure la plus chère, mes bouteilles ne fuiront pas". La réalité est bien plus complexe. La doublure d'une capsule est un composant passif ; ses performances dépendent des forces mécaniques qui agissent sur elle. Pour obtenir une intégrité absolue du joint, nous devons regarder au-delà des matériaux consommables et vérifier l'application mécanique, les tolérances de fabrication et les contraintes environnementales.
Le rôle essentiel du couple d'application
La relation linéaire entre la force de rotation appliquée au bouchon et la compression verticale de la gaine est le cœur de la physique de l'étanchéité. Cette force est mesurée comme suit Couple d'application (généralement en pouces-livres, in-lbs). Chaque matériau de doublure a un taux de compression optimal - généralement autour de 30% de son épaisseur au repos - nécessaire pour activer sa mémoire élastique et sceller les microfissures sur le fini de la bouteille.
Cependant, une vérité gênante pour l'industrie est que Couple de dépose (la force requise par le consommateur pour ouvrir la bouteille) est inévitablement inférieur au couple d'application. En raison de la relaxation immédiate des fils de plastique et du tassement de la doublure, le couple d'enlèvement tombe souvent à 401 à 601 points de base du couple d'application initial dans les premières 24 heures.
Examinons la réalité mathématique : Si une doublure à induction spécifique nécessite un couple de serrage de 20 pouces-livres pour être comprimée correctement, mais que la boucheuse de la ligne de production est imprécise et ne délivre que 12 pouces-livres, la doublure repose essentiellement sur la bouteille et ne la scelle pas. Au bout de 24 heures, le couple résiduel est pratiquement nul. Si l'on ajoute les vibrations d'un camion de livraison, une fuite catastrophique est une certitude mathématique.
La solution de l'ingénierie des systèmes
De nombreuses petites et moyennes entreprises (PME), des conditionneurs à façon et des fabricants d'aliments pour animaux de compagnie de grande valeur investissent massivement dans des doublures à induction de qualité supérieure pour protéger leurs produits en poudre, en granulés ou en pâte humide. Pourtant, ils continuent de souffrir de taux de retour paralysants liés aux fuites. La cause fondamentale cachée est presque toujours l'équipement : il s'agit de machines de bouchage traditionnelles à embrayage à friction mécanique qui fournissent un couple extrêmement irrégulier en raison de l'usure et de la détérioration.
En tant que fabricant ayant accumulé plus de 18 ans d'expérience dans l'ingénierie des machines d'emballage, Lihua a audité des lignes de production dans plus de 100 pays. Nos données empiriques démontrent une dure réalité : La véritable intégrité hermétique est 30% tributaire du matériau du revêtement et 70% tributaire de la précision de l'équipement.
Nos solutions intelligentes de bouchage et de scellage servo-motorisées sont construites avec des composants centraux usinés CNC fonctionnant avec une tolérance étonnante de 2μm (micromètre). En intégrant la technologie avancée des servomoteurs, l'équipement surveille et corrige dynamiquement la force de rotation en temps réel. Cela signifie que, que vous traitiez des poudres de protéines fines hautement volatiles (où le contrôle des poussières est primordial) ou des aliments humides épais et visqueux pour animaux de compagnie, le couple descendant appliqué à votre revêtement en PTFE ou en feuille est exactement le même, à la virgule près, sur la bouteille numéro 1 que sur la bouteille numéro 10 000.
Ce niveau de précision automatisé élimine les "faux joints" causés par le glissement mécanique, coupant ainsi les fuites logistiques du commerce électronique à la source. Avant d'opter pour un revêtement consommable beaucoup plus onéreux, il est fortement recommandé d'auditer votre force d'application mécanique.
Finition en col de bouteille et intégrité de la zone terrestre
Même avec un couple parfait et des matériaux de première qualité, un joint ne fonctionnera pas si le contenant lui-même est structurellement compromis. L'attention doit se porter non plus sur le bouchon, mais sur les tolérances de fabrication de la zone terrestre de la bouteille. La largeur de cette surface d'étanchéité est primordiale. Si le rebord est trop étroit, l'immense couple de serrage vers le bas fera en sorte que le rebord agira comme un couteau émoussé, tranchant directement le matériau de la doublure au lieu de le comprimer.
Les défauts de moulage par injection, connus sous le nom de "défauts d'injection", sont tout aussi désastreux. Ligne de séparation. Lorsque les deux moitiés d'un moule de bouteille en plastique se rejoignent, un joint microscopique se forme. Si le moule est usé ou si le processus est mal calibré, une crête de plastique excédentaire (flash) dépassera de la zone de contact. Aucune quantité de couple ou d'épaisseur de liner ne peut compenser cette barrière physique tranchante. Elle crée des canaux capillaires microscopiques directement à travers la zone de scellage. Tenter de sceller une bouteille avec un plan de joint important revient à essayer de boucher un tuyau en acier brisé et déchiqueté avec une éponge plate ; le liquide naviguera toujours dans les canaux et s'échappera.
Stress environnemental : Naviguer dans l'ISTA-6 et les changements d'altitude
La chaîne d'approvisionnement moderne du commerce électronique représente le test de résistance ultime pour les cap liners. Lorsqu'un produit est vendu sur des plateformes telles qu'Amazon, il doit survivre aux réalités brutales décrites dans la directive sur l'étiquetage des produits alimentaires. Amazon ISTA-6 normes d'essai. Ce cadre permet de simuler des chutes importantes, des vibrations multidirectionnelles et les impacts chaotiques des installations de triage automatisées.
Au-delà des traumatismes physiques, les différences de pression environnementale sont une cause silencieuse de mortalité des scellés. Lorsqu'une bouteille scellée est expédiée par fret aérien ou transportée sur des cols de montagne à haute altitude (comme les montagnes Rocheuses), la pression atmosphérique externe chute de manière significative. Selon la loi de Boyle, l'air emprisonné dans l'espace de tête de la bouteille se dilate agressivement. Cet air en expansion exerce une immense pression hydraulique vers le haut sur le revêtement de la capsule.
Dans ces scénarios extrêmes de pression négative, les doublures sensibles à la pression standard ont un taux de survie pratiquement nul ; la pression interne pousse simplement l'adhésif hors de la zone terrestre. Pour survivre aux changements d'altitude et à la conformité ISTA-6, les marques doivent mettre au point une défense en utilisant soit des joints d'étanchéité en feuille par induction thermique (qui sont moléculairement soudés à la bouteille), soit des doublures en mousse exceptionnellement épaisses (F217) comprimées selon des réglages de couple très précis, verrouillés mécaniquement, afin de fournir une mémoire de forme suffisante pour résister à la poussée de pression interne.
Établissement d'un cadre normalisé pour les essais de revêtement
La sélection de la bonne doublure sur la base de la théorie n'est que la première moitié de l'équation technique. Avant de s'engager dans une commande massive de capsules et de doublures, les installations d'emballage doivent mettre en œuvre une procédure opérationnelle standard (POS) rigoureuse et fondée sur des données afin de valider empiriquement le scellage. Un cadre d'essai professionnel doit intégrer les trois protocoles de validation en boucle fermée suivants :
- Test d'étanchéité de la chambre à vide : Pour simuler le stress environnemental de la logistique en haute altitude et du fret aérien, les échantillons sont immergés dans l'eau à l'intérieur d'un dessiccateur sous vide spécialisé. Un vide est fait (généralement à 15-20 inHg). Si l'étanchéité est imparfaite, l'air en expansion à l'intérieur de la bouteille s'échappe par la doublure, créant un flux visible de bulles. Cela permet d'identifier immédiatement les points de défaillance microscopiques.
- Test de rétention du couple : Cela permet de tester la viabilité à long terme de la mémoire élastique du revêtement contre le fluage du matériau. Les capsules sont appliquées à l'aide d'un couplemètre numérique étalonné selon un couple de serrage spécifique. Les bouteilles sont mises de côté dans un environnement à température contrôlée. Le couple d'enlèvement est mesuré après 24 heures, puis après 48 heures. Si la courbe de décroissance est trop raide (le couple tombe près de zéro), le matériau de la doublure est trop mou ou rampe trop rapidement pour cette géométrie de bouchon spécifique.
- Essai de chute (choc hydraulique) : Conformément aux paramètres de l'ISTA-6, des bouteilles remplies sont lâchées depuis des hauteurs déterminées sur des surfaces inflexibles (comme le béton) selon des angles spécifiques (fond, côté et bouchon vers le bas). Lorsqu'une bouteille remplie de liquide retombe sur son bouchon, le liquide crée un effet de marteau hydraulique massif et instantané contre le revêtement. Ce test permet de vérifier si la gaine peut absorber le choc sans se rompre ou être déplacée du filetage du bouchon.
L'intégrité des emballages est une science exacte, pas un jeu de hasard. Même si un établissement ne dispose pas de chambres à vide coûteuses ou de couplemètres numériques, la réalisation d'un test d'inversion fondamental - en laissant les bouteilles remplies et serrées à l'envers sur du papier buvard pendant au moins 48 heures - est une base non négociable. La mise en œuvre de ces protocoles de validation garantit que votre sélection théorique de matériaux se traduit par une fiabilité commerciale absolue dans l'entrepôt.



