La technologie de détection des métaux dans les emballages alimentaires couvre une large gamme de matériaux tels que les plastiques flexibles, les boîtes en carton, les films métallisés et les conteneurs rigides. Les ingénieurs en emballage doivent adapter le processus et la technologie d'inspection aux caractéristiques physiques uniques de chaque emballage spécifique afin de garantir des normes de sécurité alimentaire élevées. En ce qui concerne l'inspection des matériaux non conducteurs tels que les sachets en plastique standard, un simple étalonnage électromagnétique est nécessaire pour établir les exigences de base. En revanche, la complexité du processus d'inspection augmente avec la présence croissante de composants métalliques dans les emballages conformes.
La complexité du processus d'inspection est, bien entendu, plus prononcée pour les conteneurs métalliques rigides. Une mise en conserve fondamentale paradoxe existe dans la détection des métaux dans les emballages alimentaires : le conflit opérationnel direct entre les détecteurs électromagnétiques de métaux industriels et les boîtes métalliques qu'ils sont censés inspecter.
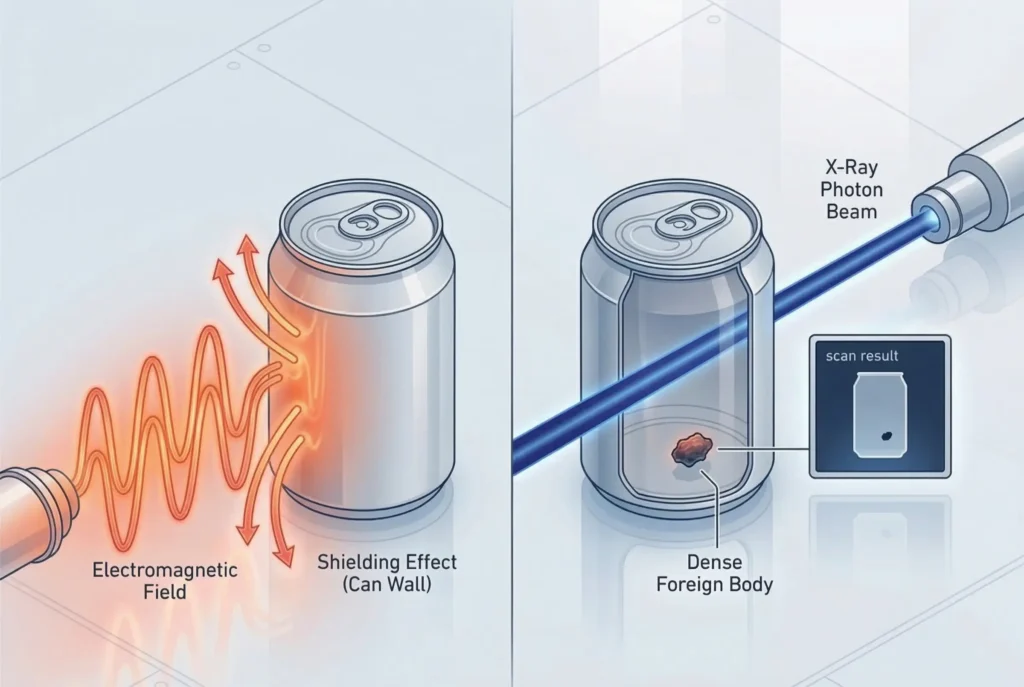
La plupart des entreprises d'emballage alimentaire placent un système d'inspection à la toute fin de la chaîne de production, où le système scanne l'emballage fini et scellé. L'utilisation d'une telle logique sur une ligne de mise en conserve nous fait perdre une partie de la technologie. La boîte de conserve elle-même génère un énorme signal d'effet produit, c'est-à-dire un signal produit lorsqu'un client ou toute autre personne extérieure interagit avec un produit, et ce signal domine complètement la ligne de base sensorielle de la machine, ce qui explique pourquoi l'équipement ignore tout contaminant physique interne qui fait écran au champ électromagnétique externe. Il est impossible d'inspecter des boîtes métalliques scellées à l'aide de bobines électromagnétiques, car cela défie les lois de la physique. C'est pourquoi nous limiterons l'ensemble de cet article au démontage du défi le plus complexe de l'industrie alimentaire, à savoir la conception d'une conserverie dotée d'un système de contrôle de la qualité opérationnel qui soit fonctionnel, conforme et économiquement équilibré afin d'éviter des rappels coûteux.
Contaminants et types de détecteurs
La fiabilité des systèmes de détection est directement liée à une liste bien définie de contaminants métalliques regroupés par type, ainsi qu'à la configuration des capteurs. Dans la transformation des aliments, les différents contaminants génèrent des signaux de magnitude variable en raison des différentes compositions métallurgiques des types de métaux.
| Catégorie de contaminant | Perméabilité magnétique | Conductivité électrique | Difficulté de détection | Sources de production communes |
| Ferreux (fer, acier) | Haut | Haut | Le plus bas | Rouille, boulons en acier au carbone, composants de machines standard. |
| Non-ferreux (aluminium, cuivre, laiton) | Zéro | Haut | Modéré | Fils coupés, fragments de feuilles d'aluminium, raccords en laiton. |
| Acier inoxydable (grades austénitiques 304, 316) | Zéro / Négligeable | Faible | Le plus élevé | Lames de trancheurs, tamis de traitement, pièces d'usure, roues de pompes. |
L'acier inoxydable austénitique est le principal problème des entreprises de transformation des aliments. Comme il n'a pas de propriétés magnétiques et une faible conductivité thermique, il produit l'amplitude de signal la plus faible dans le champ de détection. Une détection suffisante de l'acier inoxydable nécessite un étalonnage maximal de l'appareil de détection, combiné à la plus petite ouverture possible pour capturer les minuscules particules métalliques.
Les différentes étapes du processus de production alimentaire requièrent différents facteurs de forme d'équipement, explorant divers types de détecteurs de métaux.
| Configuration du détecteur | Point d'application | État typique du produit | Orientation de l'inspection |
| Convoyeur / Tunnel | Post-emballage ou vrac brut | Articles solides, emballages discrets, cartons | Transit horizontal sur un convoyeur à bande |
| Pipeline | Prétraitement, stations de pompage | Liquides, boues, pâtes, émulsions de viande | Écoulement d'un fluide sous pression |
| Chute de gravité / Gorge | Pré-emballage, au-dessus des remplisseurs | Poudres sèches en vrac, granulés, morceaux solides discrets | Chute libre verticale |
Les systèmes de convoyage standard sont conçus pour les emballages en plastique ou en papier. Par exemple, dans le cas des lignes de mise en conserve, certaines configurations sont nécessaires pour éviter l'effet de blindage du dernier contenant, afin de préserver la sécurité du produit.
Des solutions d'inspection éprouvées pour les aliments en conserve
Pour surmonter les obstacles physiques liés à l'analyse des conteneurs en acier et lutter contre les risques de sécurité, les ingénieurs des installations doivent choisir différentes stratégies d'inspection. La méthode adéquate dépend de l'état du produit, du type de produit alimentaire, des exigences de détection et du budget disponible. Pour les lignes de mise en conserve, il existe deux systèmes possibles qui jouent un rôle crucial dans le maintien de la sécurité des consommateurs.
Post-emballage : Systèmes d'inspection par rayons X
Si votre directive opérationnelle exige une inspection après le scellement du conteneur, votre installation devra utiliser la technologie d'inspection par rayons X pour inspecter le produit final. Les systèmes à rayons X n'utilisent pas de champs électromagnétiques. Ils utilisent plutôt un faisceau de photons à haute énergie, qui sont projetés à travers le conteneur vers un réseau de diodes linéaires, qui mesure les photons lorsqu'ils sont absorbés ou non.
Avec une épaisseur uniforme de la paroi de la boîte, le logiciel du système établit une image de référence en noir et blanc. La présence d'un corps étranger dense, tel qu'un fragment d'acier ou une pierre, des éclats de verre ou une pierre calcifiée, absorbe davantage les rayons X que les aliments environnants et la boîte. Par conséquent, il sera considéré comme un corps étranger sombre et provoquera l'activation du mécanisme de rejet, isolant ainsi le produit contaminé. Comparés à toutes les autres techniques disponibles, les systèmes à rayons X représentent le moyen le plus sûr et le plus fiable d'inspecter les boîtes de conserve en fin de chaîne. Il s'agit de systèmes à rayons X coûteux et, par conséquent, ils nécessitent le respect de protocoles stricts en matière de sécurité des rayonnements et assurent le refroidissement des composants du générateur.
Pré-emballage : Détecteurs de chute par gravité
L'inspection des lignes de mise en conserve est plus efficace, plus précise et moins coûteuse lorsqu'elle est effectuée avant le processus d'emballage. Cette méthode permet de déplacer les points de contrôle critiques vers l'étape de manipulation en vrac. Des détecteurs de métaux alimentaires à chute de gravité sont incorporés dans le flux vertical du produit, directement en amont de la machine de remplissage, afin de scanner les matières premières et les ingrédients bruts.
L'inspection du produit en vrac et en chute libre permet de contourner complètement l'effet de blindage de la boîte métallique. De plus, les détecteurs de chute par gravité utilisent des ouvertures de détection circulaires ou rectangulaires étroites ; plus l'ouverture est petite, moins le détecteur est sensible. Ainsi, lorsque les produits en vrac tombent dans des canaux plus petits que dans des ouvertures de convoyeur plus grandes, une ouverture de détection plus petite est utilisée. Cette ouverture plus petite permet de détecter des fragments de métal plus petits.
Intégration de détecteurs avant le processus de remplissage
Afin d'utiliser un détecteur de chute par gravité pour une détection fiable, une compréhension précise de la mécanique fonctionnelle est nécessaire. Le détecteur de métaux ne doit pas être placé au-dessus de la remplisseuse ; il doit au contraire être intégré et logiquement fusionné avec le dispositif de distribution en amont, généralement une peseuse associative ou une remplisseuse à vis sans fin. Ainsi, la connectivité physique détermine la stabilité de base du champ de détection.
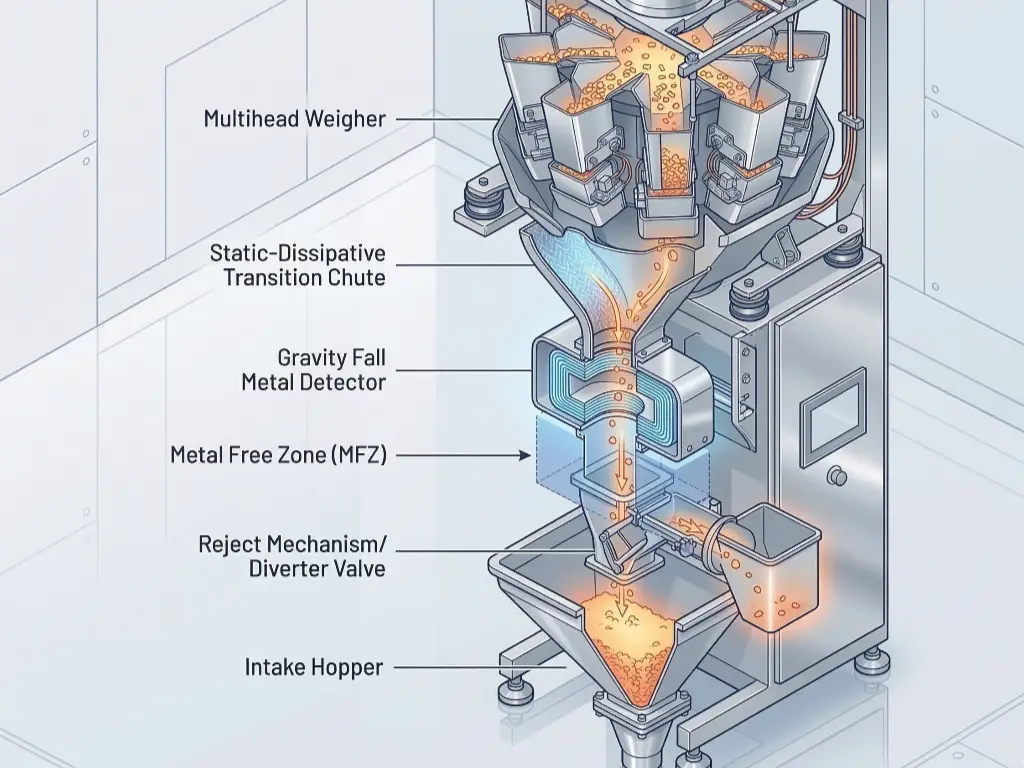
Les goulottes de transition contrôlent la façon dont un produit se déplace lorsqu'il est libéré du godet de pesée et commence son voyage vers l'ouverture du détecteur. Les goulottes sont fabriquées en plastique alimentaire, et non en métal, et sont généralement constituées de polyéthylène à très haut poids moléculaire (UHMW) dissipateur d'électricité statique ou de certains matériaux composites. Lorsque des produits secs en vrac se déplacent dans une goulotte, il se crée de l'électricité par frottement. Si des plastiques isolants ordinaires sont utilisés, l'électricité statique s'accumule et se décharge sur le cadre métallique mis à la terre. Cet arc statique génère une fréquence radio à large bande. Le détecteur détecte la fréquence radio et rejette les produits alimentaires sans raison. Une bonne mise à la terre des goulottes de transition et l'utilisation de matériaux dissipateurs d'électricité statique permettent d'assurer un mouvement silencieux et ininterrompu des produits tout au long du processus de production.
Pour les systèmes de détection des métaux, il est très important de disposer d'une isolation mécanique. Tous les équipements en amont, comme les peseuses associatives, comportent des alimentateurs radiaux et des moteurs pas à pas qui créent des vibrations continues à haute fréquence. Si un détecteur de métaux est monté directement sur le châssis d'une peseuse sans isolation, les vibrations mécaniques du châssis sont transférées à la tête de recherche du détecteur. Ces vibrations provoquent de minuscules mouvements des bobines de cuivre coulées dans la résine de la tête du détecteur, ce qui génère un faux signal. Les ingénieurs doivent utiliser des supports spéciaux d'isolation des vibrations en élastomère pour fixer le détecteur de métaux. En outre, la zone exempte de métaux (MFZ) doit être respectée afin d'éviter toute contamination métallique. Dans la zone MFZ, aucune pièce métallique mobile, telle que les portes des godets de pesée, les tiges des cylindres, etc. ne peut traverser la zone car le mouvement de ces pièces perturberait le champ magnétique.
La dernière partie mécanique est appelée mécanisme de rejet. Dans un système de chute par gravité, le produit a une vitesse élevée en raison de la gravité, et la vanne de rejet doit s'ouvrir en quelques millisecondes. Le mécanisme est conçu avec une configuration à sécurité intégrée. Il faut une pression électropneumatique continue pour maintenir le mécanisme en position d'acceptation. En cas de chute de la pression d'air, la soupape passe en position "rejet", ce qui empêche tout produit non inspecté d'entrer dans la machine de remplissage et compromet la sécurité alimentaire.
Réglage des paramètres du logiciel pour une précision optimale
L'intégration du matériel marque le bas du continuum des fonctionnalités, tandis que la communication en réseau détermine la véritable efficacité opérationnelle du système. Même si un détecteur de chute par gravité et une peseuse associative fonctionnent indépendamment dans la chaîne de production, ils doivent fonctionner en parallèle avec un synchronisme de précision. Si le flux de produits, contrôlé par les paramètres du logiciel, est mal aligné avec le détecteur de flux, celui-ci rejettera plus de produits qu'il ne le devrait ou ne pourra pas rejeter les lots contenant des contaminants métalliques.
Pour ce faire, les opérateurs doivent ajuster les paramètres du système de distribution et du système d'inspection.
| Paramètres | Emplacement du système | Fonction | Impact sur la détection | Stratégie de réglage optimal |
| Poids cible | Peseuse associative | Régler au minimum requis pour atteindre le poids cible, ce qui permet d'obtenir un paquet de produits compact et dense. | Les fluctuations modifient la densité apparente, décalent l'angle de phase de l'effet produit et provoquent de faux rejets. | Maintenir des limites de variance strictes. Réétalonnez le détecteur si le poids cible change de >10%. |
| Linéaire Vibrateur Amplitude | Peseuse associative | Contrôle l'intensité des mangeoires. | Une amplitude élevée provoque des gouttes de produit allongées, ce qui modifie le profil de vitesse attendu par le détecteur. | Cartographier la distance physique exacte entre le seau et la vanne. Calibrer le délai en millisecondes en fonction de l'accélération de la pesanteur. |
| Vitesse de vidage / temporisation | Peseuse et détecteur | Contrôle l'ouverture du godet et la synchronisation de la vanne de rejet. | La désynchronisation se traduit par un déclenchement trop précoce ou trop tardif de la soupape de rejet, ce qui fait que le contaminant n'est pas détecté. | Régler au minimum requis pour atteindre le poids cible, ce qui permet d'obtenir un paquet de produits compact et dense. |
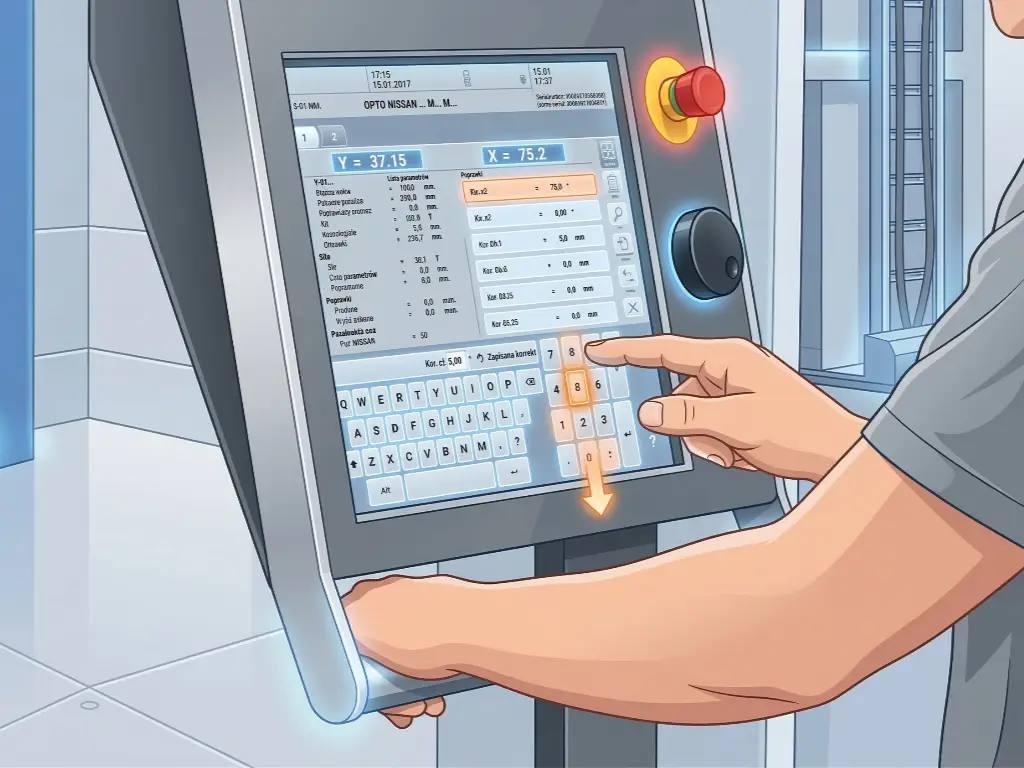
L'interface homme-machine (IHM) est le contrôleur central qui synchronise le système. Les opérateurs doivent ajuster les différents paramètres pour que le profil du produit reste uniforme lorsqu'il se déplace dans la zone de détection.
Le poids cible détermine la masse totale de produit libéré au cours d'un cycle. Bien qu'il s'agisse principalement d'une question de conformité de l'emballage, cela affecte également la densité de l'emballage du produit qui passe à travers le détecteur de métaux. Un changement important du poids cible modifiera également l'"effet produit" ; le détecteur de métaux considérera le produit comme plus ou moins conducteur ou magnétique, en fonction de la quantité de produit dans le détecteur de métaux au moment du passage du produit. Le détecteur de métaux est équipé d'un processeur de signal numérique (DSP) qui crée un angle de phase adaptatif afin d'ignorer l'effet produit. Si la masse du produit change brusquement, l'angle change et le processeur de signal numérique considère l'augmentation de la masse comme un contaminant. La constance avec laquelle nous respectons un poids cible détermine le signal de base pour la qualité du produit.
Le paramètre Amplitude du vibrateur linéaire règle la force des plateaux vibrants qui transportent les produits dans les godets de pesée. La façon dont les plateaux vibrent affecte à la fois la vitesse et la régularité de l'étalement des produits. Si le réglage est trop élevé, les godets de pesée capturent les produits de manière inégale, ce qui crée un profil de chute haut et large qui se produit de manière irrégulière lorsque le godet s'ouvre. Au lieu d'un paquet serré de produits tombant dans le détecteur, les produits sont espacés. Le logiciel du détecteur détermine le moment où la fonction de rejet doit être activée en fonction de la vitesse à laquelle le produit est censé se déplacer. Si le lot de produits est espacé, le dernier produit à passer peut finir par franchir la fonction de rejet après qu'elle s'est fermée pour accepter le produit. Le réglage de l'amplitude du vibreur linéaire permet d'obtenir une chute régulière et attendue du produit, ce qui garantit une approche proactive de l'interception.
Vitesse de vidage régule la vitesse et l'ordre d'ouverture des portes de l'auget de pesée. C'est le point de déclenchement exact de l'ensemble du processus. Une minuterie est également activée lors de l'ouverture du godet de pesée. L'automate programmable (PLC) suit le signal de déversement. Le système détermine à la milliseconde près le moment où le centre de la masse du produit traversera le centre du champ électromagnétique du détecteur de métaux. Il détermine ensuite le délai nécessaire pour ouvrir la vanne de rejet pneumatique. Si la vitesse de déversement est modifiée, les caractéristiques du mécanisme changent et, par conséquent, le profil d'accélération du produit aussi. C'est pourquoi il incombe à l'opérateur de régler les temporisations dans le logiciel de rejet du détecteur de métaux afin de tenir compte de toute modification de la vitesse de vidage. La combinaison de ces trois facteurs permet d'éliminer les faux positifs et le gaspillage de matériaux dû à la désynchronisation de la détection des métaux dans les emballages alimentaires.
Les pièges de l'agencement et de l'installation d'une ligne de mise en conserve
La conception d'une ligne de mise en conserve repose sur une réflexion systémique. La fusion de systèmes d'inspection délicats avec des machines industrielles sophistiquées implique de multiples défis micro et macro-techniques. Les décisions initiales concernant l'agencement de l'installation détermineront les performances du système de détection des métaux pendant toute sa durée de vie, et serviront de base à une analyse rigoureuse des risques.
Attribution d'un espace physique pour les équipements
La conception verticale du système de chute par gravité pour le préemballage nécessite de nombreux dégagements en hauteur. Les planificateurs de l'installation doivent tenir compte des tolérances verticales totales de l'empilage, y compris les hauteurs de déchargement de l'élévateur d'entrée, la peseuse associative, les goulottes de transition, la tête du détecteur de métaux, les mécanismes des vannes de déviation, l'entonnoir d'accumulation et la trémie d'entrée de la machine de remplissage de boîtes de conserve.
Pour l'intégration verticale, l'architecture dépasse généralement les hauteurs de plafond des bâtiments plus anciens et standard. En outre, les planificateurs doivent placer des mezzanines en acier de construction ou des plates-formes d'accès autour de cette pile d'équipements. Le personnel de maintenance a besoin d'un accès adéquat et stable à la pile pour régler le détecteur de métaux, pour effectuer des tests standard dans l'ouverture et pour effectuer des procédures sanitaires. Lorsque l'on tente de réduire la pile verticale pour l'adapter à un plafond plus bas, il y a souvent des problèmes avec les angles des goulottes, ce qui entraîne l'absence de flux de produit et des taux de chute instables. Ces problèmes entraînent à leur tour des défaillances au niveau de la synchronisation du mécanisme de rejet.
Prévention des interférences électromagnétiques
Les palettiseurs, les sertisseuses et les convoyeurs automatisés sont tous utilisés dans les conserveries et comportent de lourdes charges motrices. Ils génèrent donc beaucoup d'interférences électromagnétiques (IEM) et de radiofréquences. Les détecteurs de métaux sont conçus pour détecter d'infimes changements dans un champ magnétique et sont sensibles au bruit électrique externe, ce qui menace la conformité réglementaire.
Un défaut de conception fréquent consiste à faire passer les lignes d'alimentation et de communication du détecteur de métaux parallèlement aux lignes à haute tension qui alimentent les entraînements à fréquence variable (EFV). Ce bruit provoque un déclenchement intempestif du détecteur de métaux. Un plan d'acheminement de câbles visant à croiser un ensemble de câbles doit toujours garantir qu'il existe une distance claire entre les câbles à chaque point de croisement et que les câbles sont acheminés le long du même axe parallèle, le cas échéant.
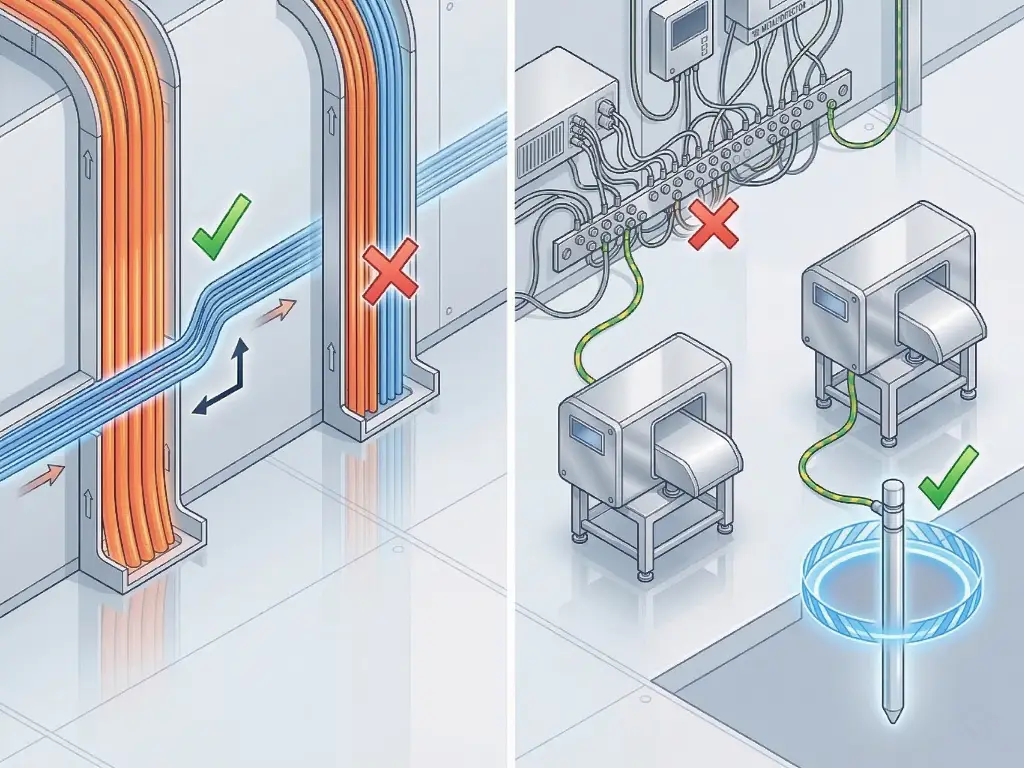
Le détecteur de métaux a également besoin d'une mise à la terre "propre". Si le détecteur de métaux est connecté au même bus de mise à la terre que d'autres gros équipements de traitement, le bruit électrique sera renvoyé par le fil de mise à la terre et le bruit sera capté par l'équipement. Pour garantir que le détecteur de métaux reste opérationnel sans interférence, il est nécessaire de disposer d'une tige de mise à la terre isolée et dédiée pour le système d'inspection ainsi que pour le détecteur de métaux.
Assurer le retour sur investissement de votre ligne d'emballage
La détection précise des métaux sur une ligne de mise en conserve est une exigence stricte en matière de conformité opérationnelle et de sécurité. Le déplacement du point d'inspection au stade du préemballage, rendu possible par un mécanisme de transfert vertical positif, résout la contradiction inhérente à la détection des conteneurs métalliques. Le fonctionnement optimal du système, y compris une sensibilité de détection maximale et un temps d'arrêt minimal, est obtenu grâce à la combinaison d'une isolation mécanique appropriée, d'une goulotte de transition de conception rigide et d'une coordination logicielle précise entre le mécanisme de décharge et le détecteur.
Cette approche architecturale répond aux exigences rigoureuses de HACCP, GFSIet SQF audits. Plus important encore, l'intégration précise du système élimine la fréquence élevée des faux rejets qui gaspillent des produits viables et érodent les marges bénéficiaires. Un système correctement configuré protège votre matériel de traitement, préserve la réputation de votre marque contre les rappels catastrophiques et consolide l'investissement global dans votre infrastructure d'emballage.
La conception de ces types de systèmes intégrés fait appel à une ingénierie des systèmes spécialisée. Si vous envisagez de modifier l'agencement de votre chaîne de mise en conserve ou d'améliorer vos systèmes de contrôle de la qualité, vous pouvez demander conseil à notre équipe d'ingénieurs. Appeler les ingénieurs de Levapack pour une disposition optimale de l'équipement et une conception de l'intégration pour vos objectifs de production.



