Dépannage courant des peseuses associatives et solutions de base
Une peseuse associative effectue une série de mouvements synchronisés comprenant des vibrations mécaniques, l'évaluation de cellules de charge et un calcul ou algorithme logiciel préprogrammé. Lorsque la production est interrompue, le personnel de maintenance doit déterminer si le problème est dû à un blocage mécanique, à une perte de signaux électriques ou à un problème logiciel de la machine. Le reste du guide décrit les étapes de dépannage des peseuses associatives concernant les défauts de base d'une unité. Si le problème dépasse l'unité de pesage et affecte l'équipement d'emballage en aval, comme les bandes transporteuses, les opérateurs doivent consulter un spécialiste de l'industrie de l'emballage. dépannage des machines d'emballage afin de rétablir l'ensemble du flux de production.
Résolution des problèmes de poids inexacts et de dérive du zéro
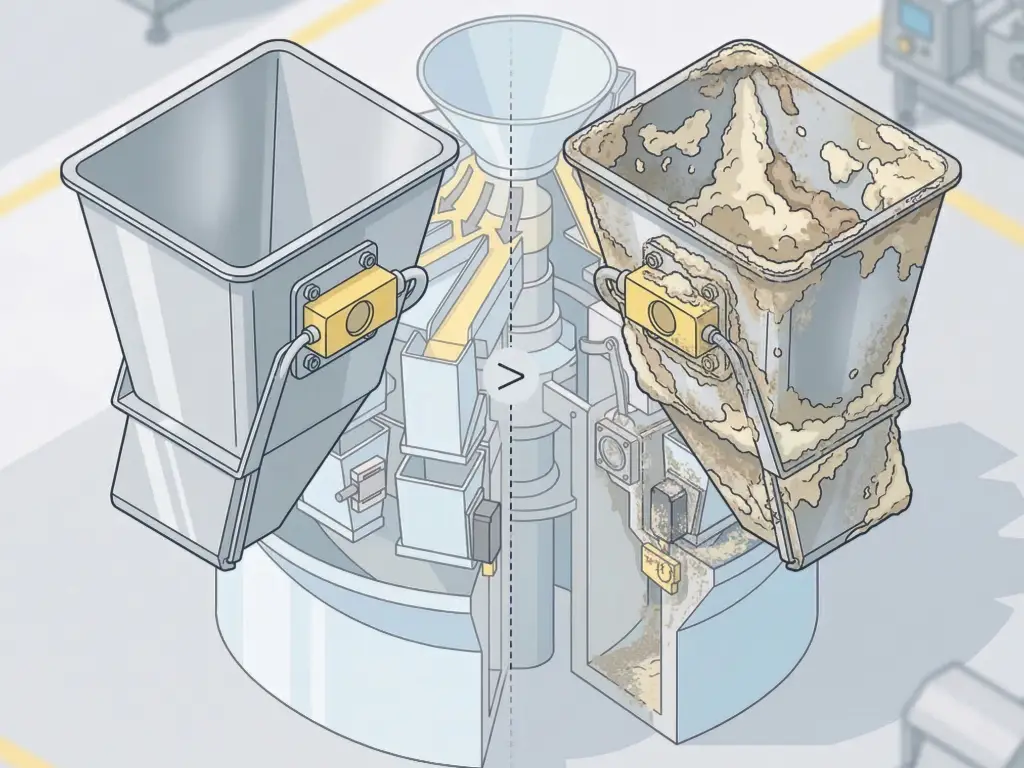
Le pesage imprécis est la tendance des seaux individuels à toujours enregistrer des poids de produits supérieurs ou inférieurs au paramètre donné. Cette défaillance pose un problème de conformité et entraîne des pertes financières, ce qui a un impact négatif sur l'homogénéité des produits. La principale cause des défaillances mécaniques est la présence de résidus de matériaux à l'intérieur de la trémie de pesage ou des godets. Lorsque le matériau adhère aux parois d'un godet, le capteur de pesage enregistre la masse ajoutée comme faisant partie de la nouvelle charge de produit au cours du processus de pesage.
La dérive du zéro est un phénomène électrique causé par des facteurs tels que les changements de température, les conditions environnementales, les contraintes physiques excessives ou les vibrations continues, qui entraînent une dérive de la tension de base du capteur de pesage. Dans de tels cas, les techniciens doivent d'abord vider complètement tous les godets afin d'éviter les déversements. Ensuite, à l'aide de l'interface homme-machine (IHM) ou du panneau de commande à écran tactile, il faut lancer le processus de mise à zéro automatique. Si le point zéro ne parvient toujours pas à se stabiliser, un étalonnage complet sera nécessaire. Pour que l'étalonnage soit terminé, un poids standard certifié (généralement 500 g ou 1 000 g) doit être placé dans chaque godet de pesée désigné, et le poids doit être enregistré dans les systèmes de contrôle avancés. En outre, les opérateurs doivent s'assurer que le cadre du capteur de pesage n'est pas affecté par des éléments tels qu'un fort courant d'air provenant de la climatisation, un compresseur d'air en fonctionnement situé à proximité, ou tout autre changement environnemental susceptible de provoquer des vibrations.
Résolution des problèmes liés aux vibrateurs et aux blocages de l'alimentateur
Le système d'alimentation se compose d'un vibrateur principal à cône supérieur et de plusieurs plateaux vibrants linéaires, qui divisent également le produit en vrac pour un pesage précis des marchandises en vrac. Les vibrateurs constituent le premier point de diagnostic lorsque le produit n'arrive pas aux godets de pesée. Si le vibrateur principal ne fonctionne pas, les techniciens doivent inspecter l'alimentation des relais à semi-conducteurs sur la carte d'entraînement et vérifier les connexions de câblage dans les systèmes électriques.
Si le vibrateur fonctionne et que le produit ne s'écoule pas, les réglages d'amplitude sont généralement incorrects ou il y a un blocage. Des blocages peuvent se produire dans le bac d'alimentation lorsque le taux d'alimentation en vrac provenant de l'élévateur à godets en amont est supérieur au taux de dispersion du cône supérieur, ce qui interrompt le flux de production régulier. Dans ce cas, les techniciens doivent éliminer le blocage manuellement et ralentir le débit d'alimentation. Il convient également d'examiner l'espace physique entre l'électroaimant et le bras du vibrateur. Un fonctionnement continu peut desserrer les boulons de montage, ce qui explique que l'écart puisse varier. Pour rétablir la distance spécifiée par le fabricant, on utilise une jauge d'épaisseur standard. Cette opération permet également de rétablir la fréquence et l'amplitude appropriées des vibrations, de sorte que les alimentateurs fonctionnent de manière optimale.
Correction des dysfonctionnements de la trémie et du capteur photoélectrique
Les problèmes de trémie surviennent lorsque les portes mécaniques s'ouvrent ou se ferment de manière irrégulière. Cela entraîne un très mauvais écoulement du produit, qui peut même être déchargé prématurément ou au mauvais moment. Cela peut se produire avec les ressorts de rappel, en raison d'une lubrification insuffisante ou inexistante au niveau des articulations de la tringlerie, si le moteur, les cylindres pneumatiques ou les agitateurs sont défectueux. Pour ouvrir les portes, les techniciens doivent les saisir et noter la résistance. Si la tringlerie est coincée, un lubrifiant de qualité alimentaire est nécessaire. Si le servomoteur ou le moteur pas à pas produit un son aigu, le pilote ou le moteur doit être remplacé.
Les capteurs photoélectriques indiquent le niveau de produit en vrac au sommet du cône de dispersion. En cas de défaillance de ces capteurs, le système manque de produit ou déborde. Les problèmes électriques les plus courants pour ce type de système sont la poussière qui recouvre le capteur ou le fait que l'alignement du capteur soit déréglé. Les opérateurs doivent essuyer les lentilles du capteur à l'aide d'un chiffon sec et antistatique et s'assurer que l'émetteur et le récepteur sont parfaitement alignés. Si le capteur ne détecte toujours pas de matériau, il convient d'inspecter le faisceau de câblage pour vérifier que les fils n'ont pas été pincés par le lavage.
Scénarios de dépannage avancés par type de matériau
Les méthodes de dépannage standard ne sont pas toujours efficaces lorsqu'elles sont confrontées à certaines caractéristiques des matériaux. Différents produits se comportent différemment face aux surfaces en acier inoxydable et à l'atmosphère environnante. Une approche spécifique aux matériaux pour le dépannage des peseuses associatives permet de réduire considérablement les temps d'arrêt dans les opérations d'emballage modernes.
Poudres : Poussière de capteur et interférence de rinçage de gaz
Les produits fins tels que les préparations pour nourrissons, les protéines en poudre et le café moulu génèrent des volumes importants de poussière en suspension dans l'air au cours du processus d'alimentation. Une accumulation rapide de poussière se produit sur les capteurs photoélectriques, ce qui provoque un faux positif et arrête l'élévateur d'alimentation en amont. Les problèmes de poussière doivent être gérés en installant des hottes de dépoussiérage localisées au-dessus du cône de dispersion principal et en concevant des trémies fermées.
En outre, les poudres sont extrêmement affectées par le flux d'air qui les entoure. C'est pourquoi les lignes de poudres de qualité supérieure sont généralement reliées à des machines d'emballage sous vide et de rinçage à l'azote (Nitrogen Flushing Seamer) afin de maintenir l'oxygène résiduel en dessous de 3%. Le flux rapide d'azote gazeux provoque une contre-pression dans la zone d'emballage. Il en résulte un flux d'air ascendant qui peut soulever les godets de pesée d'une fraction de millimètre, ce qui détruit instantanément la précision de la cellule des balances. Pour y remédier, des déflecteurs d'air sont physiquement placés entre la peseuse et la machine d'emballage en aval. Le logiciel de la peseuse doit également être modifié pour inclure un délai de stabilisation plus long (temps de décantation) après lequel le poids final est enregistré. L'équipement doit être à l'épreuve de la poussière et des explosions pour faire face aux environnements de poudres volatiles.
Granulés et en-cas : Minimiser les problèmes de casse et de précision
Certains produits posent problème lorsqu'il s'agit de dommages physiques ou de rapports de combinaison, notamment les chips, les biscuits et les noix mélangées. Les produits ont tendance à se casser lorsqu'il y a trop de force mécanique à l'étape d'alimentation ou lorsque la hauteur de chute est trop élevée. Pour éviter la casse, les opérateurs réduisent l'amplitude de la ligne des vibrateurs linéaires. Une amplitude élevée entraîne la rupture et l'éclatement des produits fragiles contre les plateaux métalliques. Il est donc conseillé à l'opérateur d'ajuster l'amplitude à un niveau où le produit ne rebondit pas, mais glisse. Il est également recommandé que la hauteur de chute entre le godet de pesage et la trémie de synchronisation, et entre la trémie de synchronisation et la machine d'emballage, soit aussi faible que possible. La force d'impact peut également être réduite par l'installation d'inserts de goulotte inclinés ou de plaques de réception spéciales en forme d'anneau.
Les problèmes de précision rencontrés avec les produits granulaires mélangés, tels que les mélanges de noix et de raisins secs, sont dus à une dispersion inégale des produits. Les noix ont des densités différentes, ce qui nécessite une approche différente. Les techniciens doivent régler les alimentateurs linéaires sur des durées différentes. Les matériaux plus petits et plus denses doivent être contrôlés pour tomber moins souvent et avec des vibrations plus courtes, tandis que les matériaux plus volumineux et plus légers doivent être soumis à des vibrations continues. Cette approche peut également être appliquée aux remplisseurs de gobelets volumétriques et aux configurations spécifiques d'un nombre limité de têtes (telles que les peseuses associatives à 14 ou 20 têtes) afin d'équilibrer les ratios.
Aliments et pâtes humides : Résidus et courts-circuits de lavage
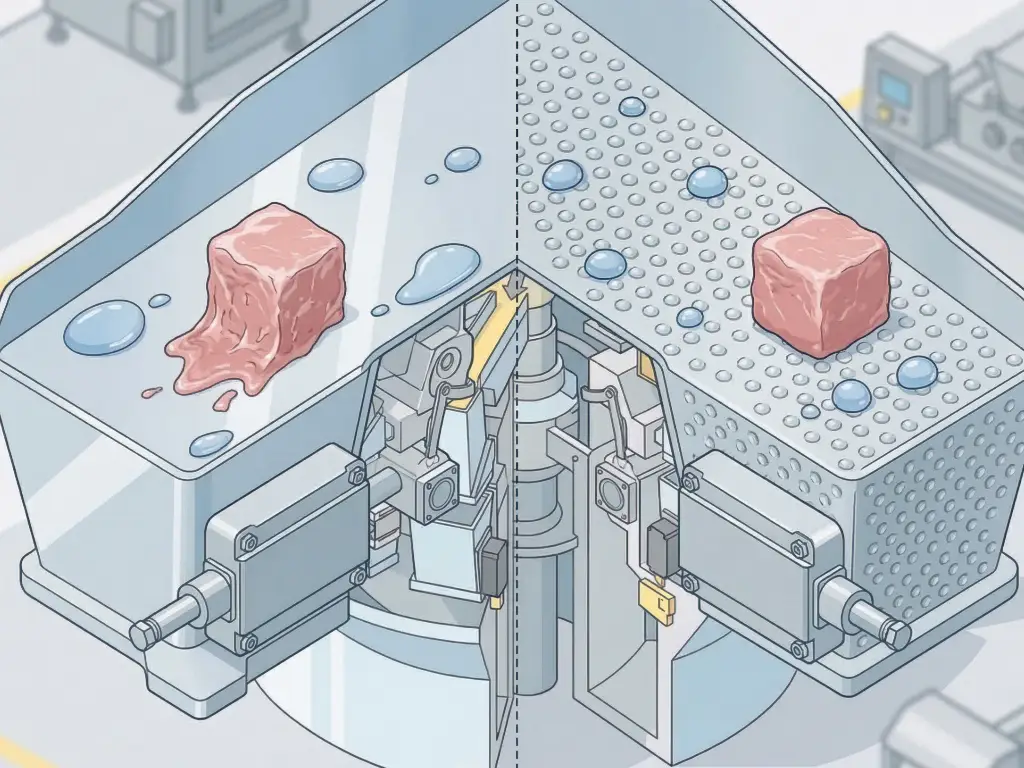
Les aliments humides tels que les morceaux d'aliments pour animaux, les viandes et les plats préparés posent d'importants problèmes d'adhérence et de propreté. Les matériaux humides possèdent une tension superficielle élevée et sont susceptibles de coller à l'acier inoxydable. Dans les cas où les dépanneurs constatent des défauts répétitifs de surcharge pondérale dus au contact avec des applications humides, la réponse la plus définitive consiste à modifier la surface de contact. Il incombe au technicien de remplacer les trémies standard par des trémies en acier inoxydable à surface alvéolée (texturée) pour résoudre ce problème. La surface alvéolée est censée fournir une zone de contact plus basse entre le joint sous vide et le métal, rompant ainsi le joint pour que le produit puisse s'écouler sans restriction.
En outre, la transformation d'aliments humides nécessite l'utilisation de lavages sévères à haute pression, qui incluent des produits chimiques de nettoyage et de lavage caustiques. Dans ces circonstances, la raison la plus fréquente de la défaillance totale du système est que l'eau a pénétré dans l'électronique, ce qui a provoqué un court-circuit des cellules de charge et des moteurs d'entraînement. Pour éviter cela, les techniciens doivent vérifier les joints d'étanchéité (joints toriques) de tous les boîtiers de moteur et des boîtes de jonction des cellules de charge. Vérifiez l'absence de condensation dans les soupapes de reniflard des cellules de charge. Les machines qui utilisent des aliments humides doivent suivre les procédures de séchage décrites avant l'ajout du lavage de l'alimentation.
Réglage des paramètres du logiciel pour une précision optimale
De nombreux problèmes apparemment mécaniques ou électriques résultent d'une mauvaise configuration du logiciel. Les peseuses associatives récentes sont des machines complexes basées sur la technologie MCU et des écrans tactiles intelligents (généralement de 7 pouces ou plus). Les opérateurs doivent savoir comment modifier certains des principaux paramètres du système d'exploitation pour qu'ils correspondent au flux de produits. Si les paramètres sont mal réglés, ou en cas de corruption du logiciel nécessitant un redémarrage du système ou une mise à jour du micrologiciel, la machine semblera avoir des problèmes, tels que le blocage continu ou l'incapacité à détecter une combinaison de poids. Le tableau suivant décrit les paramètres les plus importants, leur rôle et les conséquences d'un mauvais réglage.
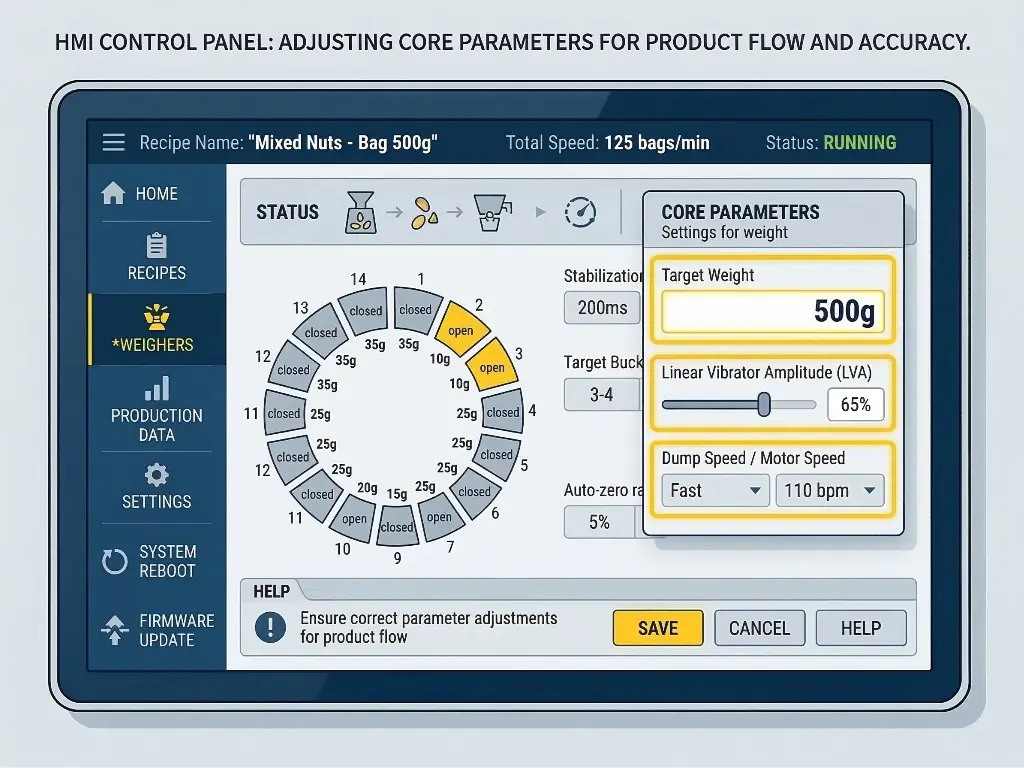
| Nom du paramètre | Description de la fonction | Dépannage Symptôme en cas de réglage incorrect |
| Poids cible | Le poids final souhaité pour l'emballage (par exemple, de 10 g à 3 000 g). | La machine ne parvient pas à trouver une combinaison ; elle vide fréquemment les seaux. |
| Numéro du seau cible | Le nombre idéal de godets combinés pour atteindre le poids cible (généralement 3 à 5). | Vitesse faible (si le réglage est trop élevé) ou précision médiocre (si le réglage est trop bas). |
| Linéaire Vibrateur Amplitude | Contrôle l'intensité des vibrations qui déplacent le produit vers les trémies d'alimentation. | La pénurie de produits (trop faible) ou le débordement/la rupture de produits (trop élevé). |
| Poids d'un godet unique | La machine rejette constamment les paquets ou les combinaisons qui échouent. | Le produit est coincé dans les portes (trop vite) ou la production ralentit (trop lentement). |
| Vitesse de vidange / Vitesse du moteur | La vitesse d'ouverture et de fermeture des portes de la trémie. | Le poids estimé du produit introduit dans une seule benne. |
| Temps de stabilisation | Seuil de poids que le système ignore automatiquement comme résidu. | Poids très imprécis et fluctuants en raison de la lecture de la force d'impact. |
| Plage de zéro automatique | Dérive progressive du poids ; le système ne tient pas compte de l'accumulation normale de poussière. | La machine ne trouve pas de combinaison ; elle vide fréquemment les seaux. |
Entretien quotidien essentiel pour prévenir les défaillances
La méthode la plus efficace pour assurer une production continue est de créer un système de maintenance strict. Les routines d'entretien éliminent les causes profondes de l'usure et de la dérive des cellules de charge. Un système de maintenance standardisé permet d'éliminer plus de 70% d'erreurs opérationnelles et d'éviter que des problèmes insignifiants ne provoquent des défaillances complètes du système. Il est vivement conseillé de prendre rendez-vous avec un professionnel de la maintenance pour votre équipement essentiel.
- Normes de nettoyage quotidien : À la fin de chaque équipe de production, vous devez retirer le produit des seaux de pesée, des trémies d'alimentation et des plateaux vibrants linéaires. Lavez tous les composants de manière à vous assurer que vous avez complètement éliminé l'accumulation de produit. Veillez à laver et à éliminer tous les résidus sucrés et huileux, car ils peuvent créer une croûte dure pendant la nuit, ce qui peut alourdir les godets. Une fois le nettoyage terminé et avant de remonter l'appareil, vous devez sécher complètement les composants à l'aide d'air comprimé. S'il y a de l'humidité sur l'un des composants, elle peut couler et créer un court-circuit sur les composants électriques ou le module de contrôle.
- Points d'inspection de routine : Effectuer des contrôles visuels des composants mécaniques et électriques avant de mettre la machine en marche. Inspectez les capteurs photoélectriques et éliminez toute poussière ou tout résidu de produit qui obstrue le signal. Recherchez les liaisons mécaniques, les ressorts de rappel, les roulements et les charnières de la porte de la trémie qui sont physiquement usés ou desserrés. Les pièces desserrées provoquent des cliquetis mécaniques que les cellules de charge très sensibles enregistrent comme des variations de poids.
- Procédures d'étalonnage périodique : Effectuez un étalonnage complet du point zéro avec la machine vide, au moins une fois par semaine. Après la mise à zéro, effectuez un test de poids sur toutes les trémies afin d'évaluer la réponse linéaire des capteurs de pesage. L'enregistrement régulier de ces résultats d'étalonnage montrera la détérioration active des cellules de charge et permettra au responsable de l'installation de commander des pièces de rechange avant qu'une panne majeure ne se produise pendant les heures d'ouverture.
Guide pour le choix d'une peseuse fiable
Les gestionnaires d'installations consacrent souvent plus de temps et d'argent à la réparation d'équipements qu'ils auraient pu éviter en consacrant plus de temps à l'analyse de leurs besoins en équipements. Les besoins en équipement doivent être évalués lors de la phase d'acquisition, et les besoins en équipement doivent être basés sur des normes industrielles strictes. Les équipements industriels haut de gamme présentent moins de pannes opérationnelles et une durabilité supérieure. Lors de la phase d'acquisition, lorsque achat d'une peseuse associative Il y a quelques facteurs importants à prendre en compte qui aideront à la première étape de l'élimination des équipements bas de gamme.
- Intégrité des matériaux et des structures : Le cadre physique détermine la stabilité à long terme de l'équipement. Les acheteurs doivent s'assurer que le châssis de la machine, ainsi que les composants de précision en contact avec le produit, sont fabriqués en acier inoxydable 304 ou 316 de qualité alimentaire, d'une épaisseur de 1,5 à 2 mm. Cela permet de résoudre la plupart des problèmes liés aux vibrations de l'équipement lors des opérations à grande vitesse, à la fatigue du métal due à un fonctionnement continu et à la corrosion sévère dans les environnements de traitement agressifs à forte teneur en sel ou en acide.
- Usinage et assemblage Précision : Les opérations stables sont fabriquées et non simplement assemblées. Il est très important de comprendre les méthodes de production du fabricant. Recherchez des fabricants disposant d'un système d'usinage CNC de niveau avancé. (Il y a le fraisage, le tournage et la rectification). Les pièces centrales, par exemple, doivent avoir une précision de 2μm. Ces phénomènes de haute précision réduisent l'usure, le frottement et le blocage des pièces des appareils. L'assemblage doit également être effectué par des ingénieurs chevronnés, possédant une expérience suffisante (par exemple, 15 ans d'assemblage manuel de précision), afin de s'assurer que les maillons et les cellules de charge ont été correctement alignés.
- Fiabilité des composants électriques : Les systèmes de contrôle avec circuits électriques sont les points de faiblesse et de défaillance les plus courants. Les acheteurs ne doivent pas prendre de risques avec les composants électriques fondamentaux. Exigez que tous les composants clés (automates, relais, contacteurs) proviennent des meilleurs fabricants mondiaux : Siemens, SMC, Schneider, SEW, DELTA, AIRTAC, etc. Les machines sophistiquées doivent également utiliser des servomoteurs intelligents dans la plus large mesure. La durée de vie des systèmes servo est prolongée, et ils sont également dotés d'une correction automatique des erreurs et d'un système de préalerte, ce qui réduit la maintenance.
- Réseau de garantie et d'assistance : L'usure mécanique fait partie intégrante du cycle de vie des produits, et la capacité des fournisseurs à offrir des services après-vente devient donc un élément crucial à prendre en considération. Les garanties à long terme constituent une exigence minimale. Considérez les fournisseurs qui vont au-delà de la pratique standard de l'industrie et offrent des garanties allant jusqu'à 16 mois. En outre, exigez une assistance technique mondiale, 24 heures sur 24, 7 jours sur 7, par le biais d'appels vidéo et/ou d'un chat. Les fournisseurs qui proposent des manuels d'utilisation et d'entretien détaillés, des guides d'installation et des diagnostics à distance via l'interface de la machine contribueront à alléger la charge de travail du personnel d'entretien de l'établissement.
Investir dans un équipement qui répond à des normes aussi élevées, c'est investir dans un outil de production très fiable qui assurera une production à grande vitesse et de haute précision pour une large gamme d'emballages et une grande variété de matériaux pendant de nombreuses années.
Pour comprendre les mécanismes exacts et les systèmes internes qui permettent à ces dispositifs d'emballage de précision de fonctionner aussi efficacement, lisez ce guide complet sur les dispositifs d'emballage de précision. principe de fonctionnement d'une peseuse associative. Découvrez comment une ingénierie de pointe et une conception intelligente garantissent un pesage précis dans les secteurs alimentaires et non alimentaires. Pour les défis de manutention spécifiques, consultez les ingénieurs seniors de Levapack pour configurer une solution de pesage précise et fiable adaptée à votre ligne de production.



