Les principaux types d'étiqueteuses que tout responsable de l'emballage doit connaître
Il existe un décalage fondamental dans l'approvisionnement des emballages modernes : la sélection de l'équipement d'étiquetage est basée sur les vitesses annoncées plutôt que sur les caractéristiques physiques du produit. Ce décalage entraîne des microarrêts chroniques, des taux de rejet inacceptables dus à des étiquettes de travers et des dépenses d'exploitation excessives. Pour parvenir à une intégration transparente et protéger l'efficacité globale des équipements, les responsables de la production doivent décoder l'architecture mécanique des systèmes d'étiquetage. Ce guide complet présente les principaux types d'étiqueteuses, leur mécanique physique sous-jacente et les paramètres stratégiques nécessaires pour éliminer les temps d'arrêt et garantir une présentation impeccable de la marque sur les étagères des magasins.
Adaptation des étiqueteuses à la géométrie des conteneurs et à la logique de l'application
Le premier critère de sélection d'une étiqueteuse n'est jamais sa capacité, mais la géométrie physique et la stabilité de votre conteneur. La forme du produit dicte les systèmes de manutention mécanique nécessaires pour le stabiliser pendant la milliseconde cruciale de l'application de l'étiquette. Si l'architecture de la machine n'est pas adaptée à la géométrie du conteneur, l'échec de l'application est garanti.
| Géométrie des conteneurs | Mécanisme de traitement requis | Applications industrielles typiques |
|---|---|---|
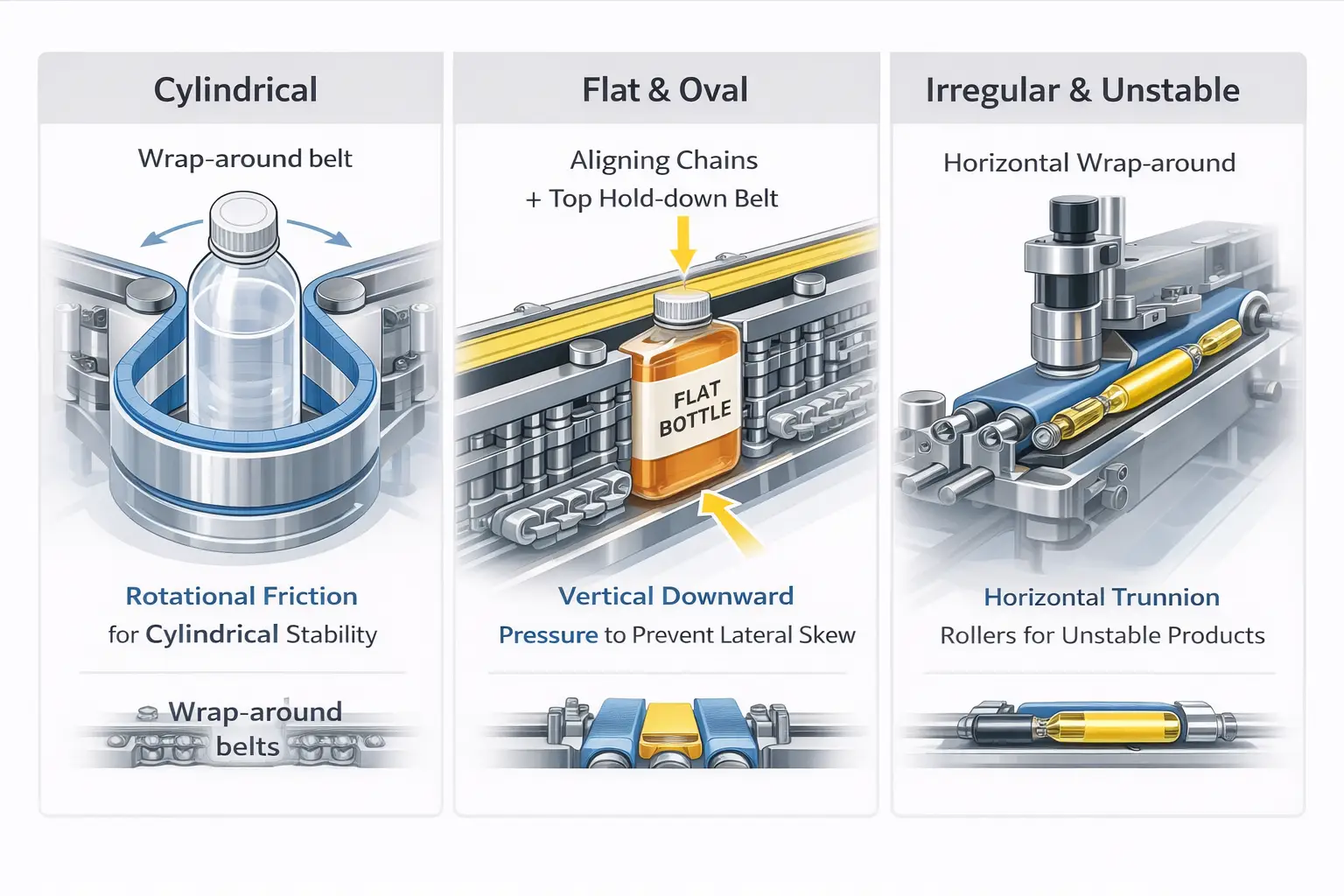
| Cylindrique (stable) | Bandes enveloppantes en ligne ou rotatives / rouleaux de positionnement à 3 points | Bouteilles de boisson, bocaux en verre, boîtes de conserve/aluminium remplies, bombes aérosols |
| Plat et ovale (multi-facettes) | Chaînes d'alignement + courroie de maintien supérieure (essentielle pour la prévention de l'obliquité) | Bouteilles de shampoing, bidons d'huile de moteur, récipients de détergent, flacons de produits cosmétiques |
| Irrégulier et instable | Étiqueteuses enveloppantes horizontales, rouleaux à tourillon ou systèmes de palet personnalisés | Tubes de rouge à lèvres, ampoules en verre, tubes souples, flacons |
Compatibilité de la géométrie des conteneurs
Récipients cylindriques
Pour les cylindres stables et droits tels que les bouteilles de boisson standard et les bocaux en verre, la norme industrielle est l'étiqueteuse enveloppante. Ces machines reposent sur la friction rotative. Le récipient se déplace sur un convoyeur et rencontre une bande éponge rotative ou un mécanisme de positionnement à trois points (composé d'un rouleau d'entraînement, d'un rouleau de support et d'un rouleau de pression). Lorsque la bande d'étiquettes dépose le bord avant de l'étiquette sur le récipient, le mécanisme de rotation fait tourner la bouteille en enroulant parfaitement l'étiquette autour de sa circonférence. La difficulté technique réside dans la gestion de la conicité (angle de dépouille) des bouteilles en verre ou en plastique ; même une conicité d'un degré nécessite une tête d'application inclinable spécialisée et des courroies coniques enveloppantes pour empêcher l'étiquette de s'enrouler en spirale vers le haut ou vers le bas pendant l'application.
Conteneurs plats et ovales
Lorsque l'on passe d'un cylindre parfait à un récipient plat ou ovale, tel qu'une bouteille de shampoing ou un bidon d'huile de moteur, la physique de l'application change radicalement. Il n'est plus possible de faire tourner le récipient. Au lieu de cela, les étiquettes doivent être essuyées sur les côtés pendant que la bouteille se déplace linéairement. La défaillance technique la plus critique dans l'étiquetage des bouteilles plates est l'obliquité latérale. Lorsque le tampon de l'applicateur ou la brosse d'essuyage frappe le côté de la bouteille, il exerce une force latérale. Si la bouteille n'est pas fixée de manière rigide, elle pivotera légèrement sur le convoyeur, ce qui entraînera l'application de l'étiquette selon un angle oblique. Par conséquent, une étiqueteuse plate ou ovale doit être équipés de chaînes d'alignement (pour centrer et orienter parfaitement la bouteille) et d'une bande de retenue supérieure (pour appliquer une pression verticale vers le bas, bloquant la bouteille sur le convoyeur contre les forces latérales).
Conteneurs irréguliers et instables
Les produits dont le centre de gravité est élevé ou dont la base est trop petite pour tenir debout sur un convoyeur en mouvement, tels que les rouges à lèvres cosmétiques, les ampoules pharmaceutiques ou les tubes cosmétiques souples, ne peuvent pas être traités sur des convoyeurs verticaux standard. Les produits tombent et provoquent des bourrages catastrophiques. La solution mécanique est l'étiqueteuse enveloppante horizontale. Dans cette architecture, les produits sont acheminés d'une trémie vers des rouleaux à tourillons horizontaux. Les produits sont posés à plat, solidement maintenus entre les rouleaux, et tournent horizontalement pendant l'application de l'étiquette. Pour les produits de forme unique qui ne peuvent pas rouler, des systèmes de palets personnalisés (plateaux porteurs) sont utilisés pour transporter l'article à travers la station d'étiquetage avec une rigidité absolue.
Logique d'application et de couverture des étiquettes
Étiquetage simple et recto/verso
Le nombre de têtes d'application et la logique de synchronisation de l'automate programmable (API) dépendent du fait qu'un produit nécessite une seule étiquette ou des étiquettes recto-verso. L'étiquetage recto-verso nécessite deux têtes de distribution fonctionnant en tandem parfait. La mécanique push-pull du dérouleur de bande doit être calibrée avec précision pour garantir que, lorsque la bouteille passe entre les deux têtes, les deux étiquettes sont appliquées simultanément et symétriquement. Un défaut d'alignement, ne serait-ce que d'un millimètre, peut ruiner la symétrie esthétique d'un produit de détail haut de gamme.
Couverture de l'étiquetage enveloppant
Lorsqu'une étiquette doit couvrir toute la circonférence d'un récipient cylindrique, la précision du chevauchement devient le principal critère de qualité. Si le conteneur glisse pendant la rotation ou si la tension de la bande du rouleau d'étiquettes fluctue, le bord arrière de l'étiquette ne s'alignera pas parfaitement sur le bord avant, ce qui créera un espace inesthétique ou une couture mal alignée. Les systèmes wrap-around haut de gamme utilisent une orientation servocommandée pour garantir que la tolérance de chevauchement reste dans une marge stricte de ±1 mm.
Étiquetage d'inviolabilité et d'angle
Dans les secteurs très réglementés tels que les produits pharmaceutiques, l'électronique (emballage 3C) et les cosmétiques haut de gamme, les scellés d'inviolabilité sont obligatoires. Les machines d'étiquetage en coin sont conçues pour appliquer une seule étiquette sur deux plans adjacents d'un carton - généralement en distribuant l'étiquette sur le panneau supérieur et en utilisant un bourrage pneumatique secondaire ou une brosse motorisée pour plier rapidement l'étiquette restante à 90 degrés le long du panneau latéral. L'application de conformité exige une extrême précision, car toute bulle ou déchirure du scellé de sécurité pendant le pliage déclenchera un rejet automatique par les systèmes d'inspection par vision en aval.
Technologies d'étiquetage par application adhésive et matériau
La méthode par laquelle l'étiquette adhère au contenant définit la catégorie plus large de la machine d'étiquetage. Ce choix est un délicat exercice d'équilibre entre les contraintes de présentation visuelle, les normes de l'environnement de production et les dépenses opérationnelles à long terme (OpEx) induites par les coûts des matériaux consommables.
Systèmes sensibles à la pression (auto-adhésifs)
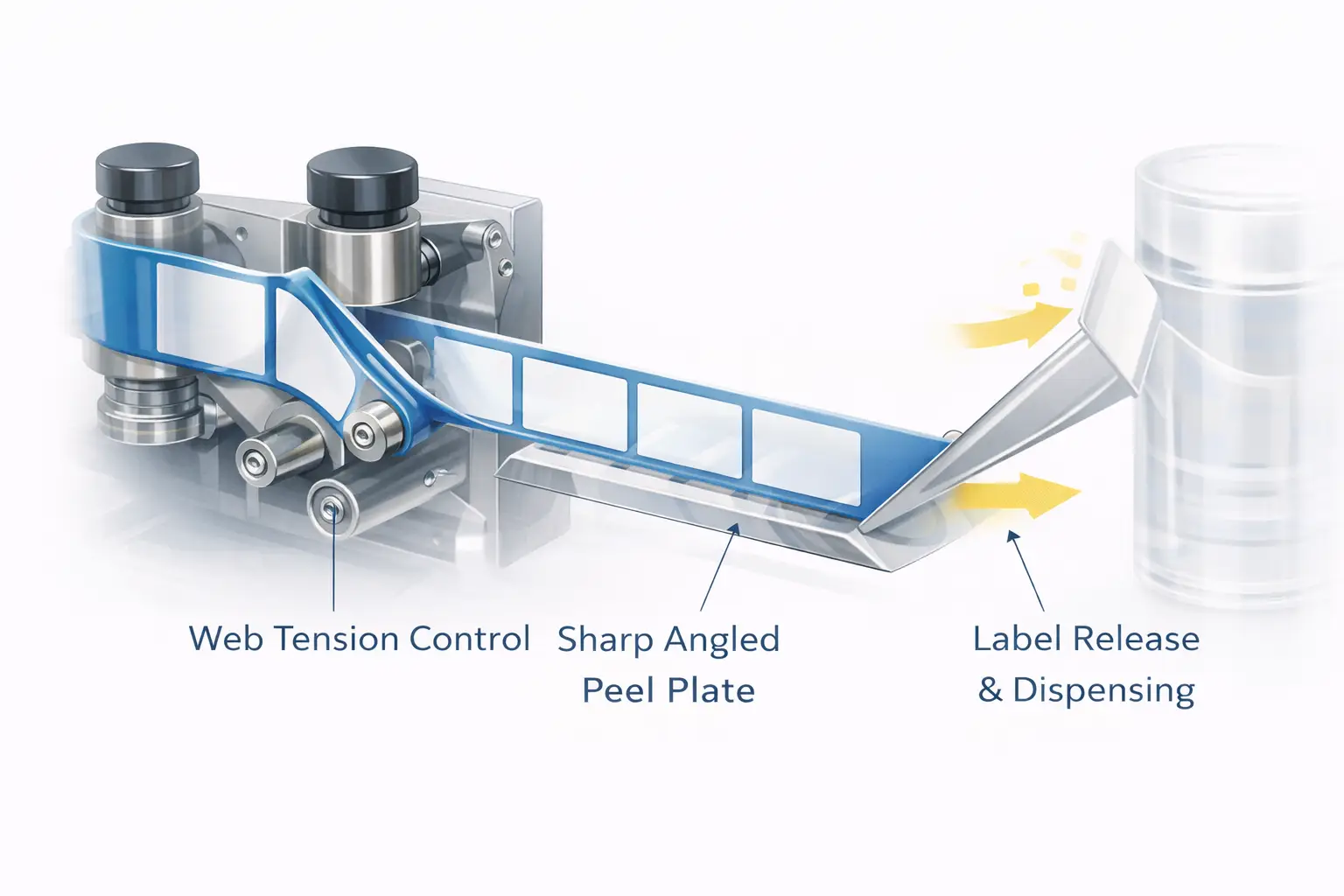
Les étiqueteuses sensibles à la pression sont la force dominante absolue de l'emballage moderne, en particulier dans les secteurs des produits pharmaceutiques, des cosmétiques haut de gamme et des produits alimentaires spécialisés. Ces machines utilisent des étiquettes pré-imprimées fournies sur un rouleau continu de papier de protection. La bande est enfilée dans une série de bras danseurs à contrôle de tension et tirée sur une "plaque de décollement" angulaire et tranchante. Le matériau de l'étiquette étant plus rigide que le mince support, le fait de tirer fortement sur le support autour de la plaque de décollement entraîne le détachement de l'étiquette et sa projection vers l'avant sur le récipient qui passe, où elle est immédiatement essuyée ou roulée à plat.
Avantages et impact OpEx : Le principal avantage de la technologie sensible à la pression est son extrême propreté et sa disponibilité immédiate. Il n'y a pas de colle à chauffer, pas de nettoyage fastidieux et pas de risque de contamination de l'adhésif, ce qui rend cette technologie obligatoire pour les salles blanches GMP (Good Manufacturing Practice) strictes. Il permet également de réaliser des formes d'étiquettes très complexes et des applications "sans étiquette" en clair sur clair. Cependant, du point de vue des coûts, les étiquettes auto-adhésives ont un coût de consommation unitaire plus élevé que les autres méthodes, en grande partie à cause de la gâche du support en silicone qui doit être continuellement réenroulé et jeté.
Technologies des gaines thermorétractables
Lorsqu'une marque exige une couverture graphique à 360 degrés, de haut en bas, sur un contenant complexe et incurvé en 3D (comme une bouteille de boisson sportive profilée ou un vaporisateur à gâchette en forme de sablier), les étiquettes adhésives plates ne peuvent pas se conformer à la géométrie sans provoquer de graves plis. La solution technique est l'étiqueteuse à manchon rétractable. Cette machine déroule un tube continu de film polymère (généralement PETG ou PVC), le coupe à la longueur précise à l'aide d'un ensemble de couteaux rotatifs et projette le manchon sur le récipient par l'intermédiaire d'un mandrin descendant.
Une fois gainé, le conteneur passe dans un tunnel de thermorétraction. Les tunnels à vapeur sont préférés pour les courbes complexes, car ils assurent un transfert de chaleur uniforme à 360 degrés, forçant le polymère à se rétracter et à se conformer parfaitement à la topographie du conteneur. Les tunnels électriques à chaleur radiante sont également utilisés pour des applications plus simples ou lorsque l'humidité de la vapeur est interdite. C'est un point essentiel : La gaine thermorétractable est la seulement méthode viable à haut volume pour la décoration de canettes en aluminium vides et non pressurisées, car l'application d'une pression latérale mécanique sur une canette vide l'écrase.
Systèmes de colle humide et de colle thermofusible
Pour les produits à fort volume et à faible marge, il est essentiel de réduire le coût unitaire de l'étiquette. C'est là que les systèmes de colle humide et de thermofusion excellent.
Colle humide (colle froide) Etiqueteuses : Historiquement l'épine dorsale de l'industrie des boissons, les machines à colle humide extraient des étiquettes individuelles en papier coupées et empilées à partir d'un magasin. Une palette rotative transfère une fine couche d'adhésif froid, à base d'eau ou de résine, sur l'étiquette avant qu'elle ne soit essuyée sur le récipient. La colle humide est exceptionnellement résistante dans les environnements froids et humides, ce qui en fait la norme pour les bouteilles de bière en verre qui subissent une forte condensation.
Systèmes de colle thermofusible (à rouleaux) : Dominant les industries de l'eau embouteillée et des boissons gazeuses, les machines de thermofusion utilisent des rouleaux continus de film BOPP (polypropylène orienté biaxialement) bon marché. La machine coupe le film et un tambour à vide le transfère devant un rouleau encolleur qui applique une bande microscopique d'adhésif thermofusible seulement sur les bords d'attaque et de fuite de l'étiquette. L'étiquette est ensuite enroulée autour de la bouteille à des vitesses fulgurantes. En éliminant entièrement le dorsal et en minimisant l'utilisation de colle, les systèmes thermofusibles offrent le plus faible coût d'exploitation des consommables, ce qui permet aux lignes à grande vitesse de fonctionner en continu avec un minimum de frais généraux.
Des composants essentiels qui dictent la précision et la rapidité
Deux machines peuvent sembler identiques sur le sol de l'usine, mais l'une fonctionne parfaitement pendant une décennie tandis que l'autre provoque des goulots d'étranglement quotidiens, des étiquettes faussées et des lots rejetés. L'élément différenciateur se cache sous le châssis en acier inoxydable : l'architecture de l'entraînement électrique et les systèmes de détection sensorielle.
Systèmes d'entraînement : Moteurs pas à pas et servomoteurs
Le moteur de distribution d'une étiqueteuse sensible à la pression - le mécanisme chargé de pousser l'étiquette hors de la plaque de décollement à la microseconde exacte où arrive la bouteille - est alimenté soit par un moteur pas à pas, soit par un servomoteur. Comprendre cette distinction est l'évaluation technique la plus importante que doit faire un responsable de l'emballage.
| Paramètres d'ingénierie | Moteur pas à pas (boucle ouverte) | Servomoteur (boucle fermée) |
|---|---|---|
| Mécanisme de contrôle | Boucle ouverte (reçoit des commandes d'impulsion, pas de mécanisme de retour d'information sur la position) | Boucle fermée (retour d'information continu sur la position en temps réel grâce à des encodeurs intégrés) |
| Débit optimal | Faible à moyenne échelle (< 150 bouteilles par minute) | Échelle moyenne à ultra-haute (200 - 1000+ bouteilles par minute) |
| Précision et fiabilité | Sujet à des "pas manqués" en cas de couple élevé, ce qui entraîne une dérive du placement. | Auto-correction dynamique de la position. Maintient une tolérance stricte de ±1mm. |
La réalité de l'ingénierie : Un moteur pas à pas fonctionne à l'aveuglette. L'automate lui demande de tourner exactement 1 000 pas pour distribuer une étiquette. Si une résistance mécanique (comme un rouleau d'étiquettes lourd ou un pic de tension) fait que le moteur manque physiquement 5 pas, le moteur ne le sait pas. L'étiquette suivante est distribuée en retard, et l'erreur s'aggrave au fil de la rotation jusqu'à ce que les étiquettes soient complètement absentes de la zone cible. À l'inverse, un servomoteur est doté d'un encodeur intégré. Il communique en permanence avec l'automate, vérifiant sa position physique exacte des milliers de fois par seconde. S'il est en retard d'une fraction de millimètre, il consomme instantanément plus de courant pour corriger l'écart. Pour toute ligne fonctionnant à plus de 200 BPM ou exigeant une tolérance de ±1 mm, les servomoteurs en boucle fermée sont une exigence absolue non négociable.
Technologies des capteurs et détection des matériaux
L'automate d'une étiqueteuse lui sert de cerveau, mais les capteurs sont ses yeux. Si le capteur ne peut pas identifier avec précision l'espace entre les étiquettes sur la bande, la machine distribuera de manière erratique, gaspillant des rouleaux entiers d'étiquettes et interrompant la production.
Opacité conventionnelle : L'outil de travail standard de l'industrie est le capteur photoélectrique (communément appelé œil électrique). Il émet un faisceau lumineux à travers la bande d'étiquettes. Le dorsal seul laisse passer la lumière, mais le dorsal et l'étiquette en papier la bloquent. Le capteur enregistre cette différence d'intensité lumineuse pour identifier l'espace entre les étiquettes.
Le défi de la transparence : Les industries des cosmétiques et des boissons utilisent beaucoup d'étiquettes en film transparent "sans étiquette". Si l'on fait passer une étiquette transparente sur un support PET transparent par une cellule photoélectrique, la lumière passe directement à travers les deux. La machine ne peut pas "voir" l'étiquette et enroule continuellement le rouleau entier sur le sol. Pour traiter les films transparents, l'architecture électrique doit être améliorée. La solution est un capteur ultrasoniquequi émet des ondes sonores à haute fréquence à travers la bande et mesure l'atténuation acoustique (la différence microscopique d'épaisseur entre le liner seul et le liner avec l'étiquette). Il est également possible d'utiliser un capteur capacitif qui mesure la variance diélectrique des matériaux, s'avère exceptionnellement fiable pour les étiquettes transparentes comportant des feuilles métalliques ou des encres métalliques denses.
Sélection des équipements : Vitesse, intégration et changement de format
L'acquisition d'une étiqueteuse basée uniquement sur des mesures de performance isolées est un piège dangereux. Dans une usine moderne, l'étiqueteuse est un nœud au sein d'un écosystème interconnecté. Sa véritable valeur est dictée par la fluidité de sa synchronisation avec les équipements en amont et en aval, et par la rapidité avec laquelle elle peut être reconfigurée pour différentes séries de produits.
Etiqueteuses autonomes et systèmes synchronisés en ligne
Opérations autonomes : Les étiqueteuses manuelles et semi-automatiques atteignent généralement un maximum de 30 à 50 BPM. Ces unités autonomes nécessitent un opérateur pour charger manuellement une bouteille, déclencher une pédale ou un micro-interrupteur et décharger le produit fini. Bien qu'elles soient très rentables et adaptées aux laboratoires de R&D, aux brasseries artisanales ou à la fabrication discrète de faibles volumes, leur dépendance à l'égard de la cadence humaine limite considérablement le débit et introduit une variabilité due à l'erreur humaine dans l'uniformité du placement au cours d'une longue période de travail.
Systèmes clés en main synchronisés en ligne : Pour une production à l'échelle industrielle, l'étiqueteuse doit être entièrement intégrée au flux du convoyeur. Architectures linéaires (Inline) traitent les bouteilles au fur et à mesure qu'elles se déplacent sur un convoyeur droit, ce qui représente le point idéal pour les lignes à moyenne et haute cadence fonctionnant entre 50 et 300 BPM. Elles offrent un excellent équilibre entre vitesse et simplicité mécanique. Pour les géants mondiaux de la boisson dont la cadence est comprise entre 400 et plus de 1 000 BPM, la physique linéaire atteint ses limites. Ces lignes nécessitent Etiqueteuses rotatives à roue étoilée. Les bouteilles sont déviées du convoyeur principal vers un carrousel massif en rotation continue où des plaques de bouteilles mécaniques ou servo-motorisées font tourner parfaitement le conteneur tandis que de multiples stations d'étiquetage appliquent simultanément des étiquettes frontales, dorsales et de col à des vitesses époustouflantes.
Intégration de la ligne et contrôles
Une étiqueteuse fonctionnant dans le vide est inutile. L'automate de la machine doit établir une solide liaison E/S (entrée/sortie) avec la remplisseuse en amont et l'encaisseuse en aval. Si l'encaisseuse en aval se bloque, l'étiqueteuse doit recevoir instantanément un signal d'arrêt pour éviter que les conteneurs ne s'empilent, ne s'écrasent les uns les autres et ne provoquent une catastrophe sur la ligne.
En outre, l'intégration avancée nécessite contrôle de la vitesse en cascade. Si la remplisseuse en amont ralentit de 200 BPM à 150 BPM en raison d'un changement de viscosité du produit, le système de suivi de l'encodeur de l'étiqueteuse doit décélérer dynamiquement son convoyeur et ses têtes de distribution pour s'adapter parfaitement à la nouvelle cadence. L'intégration physique est également cruciale ; une mauvaise adaptation de la hauteur du convoyeur ou l'absence de tables d'accumulation correctement dimensionnées (zones tampons) avant et après l'étiqueteuse entraînera de fréquents micro-arrêts (cycles de démarrage et d'arrêt), ce qui dégrade considérablement la durée de vie des moteurs et détruit l'OEE de la ligne.
Mécanismes de changement rapide pour une flexibilité multi-SKU
Pour les conditionneurs à façon (OEM/ODM) qui gèrent des portefeuilles de produits divers, une machine qui tourne à 300 BPM mais qui met quatre heures à s'adapter à une nouvelle forme de bouteille est un handicap financier. La flexibilité mécanique de la machine a un impact direct sur les résultats.
Lors de l'évaluation d'une machine pour des lignes multi-SKU, il convient de donner la priorité aux éléments suivants mécanismes de réglage sans outil. Les opérateurs ne doivent pas avoir besoin de clés à molette ou de clés Allen pour régler les rails de guidage, la hauteur de la tête d'application ou la position des capteurs. Les machines de haute qualité utilisent des manivelles associées à des indicateurs de position numériques (compteurs SIKO). Si vous passez d'une bouteille ronde de 500 ml à une bouteille carrée de 1 l, l'opérateur tourne simplement les volants en fonction des réglages numériques prédéfinis dans le livre de recettes. Associés à des pièces de rechange à dégagement rapide (comme des étoiles magnétiques ou des rails de guidage encliquetables), les principes SMED (Single-Minute Exchange of Die) peuvent être appliqués, réduisant un changement mécanique épuisant de 2 heures à un processus prévisible et reproductible de 15 minutes, ce qui permet de gagner des heures de temps de production rentable.
Applications industrielles et contraintes liées aux matériaux
Les machines à usage général ne survivent pas dans les environnements industriels extrêmes. Les différents marchés verticaux imposent des tabous physiques rigides et des normes réglementaires intransigeantes qui dictent strictement l'ingénierie des machines.
Étiquetage des denrées alimentaires, des boissons et des boîtes en aluminium
Les équipements déployés dans les établissements de restauration doivent résister à des protocoles d'assainissement agressifs. Le châssis de la machine doit être construit en acier inoxydable 304 ou 316 et les armoires électriques doivent être entièrement fermées et conformes aux normes IP65 ou IP67 pour résister aux lavages à haute pression et aux agents nettoyants caustiques sans court-circuit.
Le tabou de la canette en aluminium : Dans le domaine de l'emballage des boissons, il existe une contrainte physique essentielle concernant les canettes en aluminium. Une canette en aluminium vide et non pressurisée présente une résistance axiale élevée (du haut vers le bas) mais une résistance radiale pratiquement nulle (d'un côté à l'autre). Il n'est pas possible d'appliquer des étiquettes autocollantes sur des canettes en aluminium vides à l'aide de bandes enveloppantes standard. La pression latérale exercée par l'éponge d'essuyage écrase instantanément les parois minces, ce qui entraîne un taux de rebut de 100%. L'étiquetage autocollant des boîtes doit impérativement se faire en aval, après la boîte a été remplie, dosée avec de l'azote liquide (si elle n'est pas gazeuse) et sertie, ce qui lui confère la pression interne nécessaire pour résister à la mécanique d'étiquetage. Si vous devez décorer des boîtes vides avant de les remplir, la technologie du manchon rétractable (qui n'applique aucune pression latérale) est la seule solution technique possible.
Conformité des produits pharmaceutiques et cosmétiques
Le secteur pharmaceutique est soumis à des cadres réglementaires de tolérance zéro. Les systèmes d'étiquetage doivent se conformer aux normes strictes des BPF et aux exigences de la FDA 21 CFR Part 11, qui imposent une traçabilité rigoureuse des données, des signatures électroniques et des pistes d'audit. Pour se conformer à ces exigences, les étiqueteurs pharmaceutiques intègrent souvent Systèmes d'impression et d'application (P&A)L'intégration d'imprimantes à transfert thermique directement sur la tête d'étiquetage permet d'imprimer dynamiquement les codes de lot, les dates de péremption et les codes-barres matriciels sérialisés 2D sur chaque étiquette immédiatement avant l'application. Ces imprimantes sont associées à des caméras d'inspection par vision industrielle à grande vitesse qui effectuent une vérification optique des caractères (OCV) afin de rejeter instantanément toute bouteille dont le code-barres est maculé ou dont l'étiquette est manquante.
Dans l'industrie des cosmétiques haut de gamme, le défi est purement esthétique. L'aspect "clair sur clair" haut de gamme nécessite l'application d'étiquettes transparentes sur du verre ou de l'acrylique transparent sans emprisonner une seule bulle d'air microscopique. Cela exige des mécanismes d'essuyage spécialisés à haute densité et un contrôle extrême de la tension par servomoteur pour garantir que l'étiquette est parfaitement plate, car le moindre défaut visuel nuit à la perception de la marque.
Structure des coûts et efficacité opérationnelle (OpEx vs. CapEx)
L'acquisition d'une étiqueteuse basée uniquement sur des mesures de performance isolées est un piège dangereux. Dans une usine moderne, l'étiqueteuse est un nœud au sein d'un écosystème interconnecté. Sa véritable valeur est dictée par la fluidité de sa synchronisation avec les équipements en amont et en aval, et par la rapidité avec laquelle elle peut être reconfigurée pour différentes séries de produits.
Dépenses d'investissement initiales (CapEx)
Les dépenses d'investissement de base d'une étiqueteuse sont dictées par l'architecture de son système d'entraînement et la géométrie de son châssis. Passer d'une machine linéaire à entraînement pas à pas à un système linéaire entièrement asservi augmentera le prix d'achat initial, mais garantira la stabilité de la vitesse. Le passage à une étiqueteuse rotative multiposte à grande vitesse représente un investissement massif qui ne convient qu'aux usines de boissons à l'échelle industrielle, où la production massive justifie l'amortissement. En outre, les modules personnalisés nécessaires modifient considérablement les dépenses d'investissement. L'intégration de systèmes de manipulation de palets personnalisés pour les bouteilles instables, l'ajout de souffleurs d'air ionisé pour éliminer l'électricité statique des étiquettes en film transparent ou l'installation de caméras d'inspection par vision industrielle Cognex ou Keyence augmentent les dépenses initiales, mais ce sont des investissements nécessaires pour garantir une production sans défaut.
Consommables et coûts cachés des temps d'arrêt (OpEx)
La véritable hémorragie financière d'une ligne d'emballage se cache dans l'OpEx. Lorsque l'on analyse les consommables, les étiquettes auto-adhésives présentent un surcoût inhérent car vous payez pour le dorsal en silicone, qui est en fin de compte enroulé comme un déchet et jeté. En revanche, les systèmes d'étiquetage par rouleaux thermofusibles utilisent un film BOPP sans dorsal, ce qui réduit considérablement le coût par bouteille et en fait le seul choix logique pour les produits à gros volume et à faible marge, comme l'eau en bouteille.
Cependant, le coût OpEx caché le plus destructeur est le temps d'arrêt causé par un équipement bon marché. Une étiqueteuse bon marché reposant sur des moteurs pas à pas en boucle ouverte perdra fréquemment sa synchronisation. Les étiquettes sont alors froissées ou mal alignées. Non seulement vous perdez le coût de l'étiquette gaspillée et du produit abîmé à l'intérieur de la bouteille, mais vous devez également supporter le coût de la main-d'œuvre pour arrêter la ligne, nettoyer le bourrage, recalibrer la machine et la redémarrer. Lorsqu'une machine provoque 15 minutes d'arrêt par équipe sur une ligne d'une cadence de 200 BPM, vous perdez 3 000 unités de production par jour. Sur une année fiscale, les pertes financières dues à un mauvais TRS éclipsent les économies générées par l'achat de la machine la moins chère.
Conclusion : Une liste de contrôle stratégique pour votre investissement
- Étape 1 : Filtrage de la géométrie sans compromis : Définissez clairement la forme, la stabilité et la rigidité de votre conteneur. Laissez la physique dicter l'architecture de la manutention. Respectez les tabous de l'industrie, par exemple en n'appliquant jamais de pression latérale mécanique à des boîtes de conserve en aluminium vides et non pressurisées.
- Étape 2 : Aligner le débit sur l'architecture électrique : Associez votre objectif de bouteilles par minute (BPM) au mécanisme d'entraînement. Si votre ligne dépasse 150 BPM, refusez les moteurs pas à pas et exigez des systèmes d'asservissement en boucle fermée pour éviter les dérives à grande vitesse. Faites correspondre votre technologie de capteur (photoélectrique ou ultrasonique) explicitement à l'opacité de votre substrat d'étiquetage.
- Étape 3 : imposer un test de réception en usine (FAT) : Ne concluez jamais un contrat d'achat sur la base d'une brochure. Exigez du fabricant qu'il teste vos bouteilles de production et vos rouleaux d'étiquettes sur son site, afin de vérifier la précision annoncée, les capacités OEE et les temps de changement réels avant que l'équipement ne soit expédié.
Les équipements de série à bas prix tombent régulièrement en panne sous le stress rigoureux d'un fonctionnement industriel continu 7×24, souffrant de pertes de pas de moteur et de temps d'arrêt chroniques. En tant que premier fabricant de technologies d'étiquetage de premier plan en Chine, LevaPack est spécialisée dans les solutions de haute précision spécialement conçues pour les boîtes rondes, les boîtes en fer-blanc et les bocaux.
Nos équipements phares, tels que le peut corps et capuchon L'unité de production d'étiquettes sensibles à la pression rejette les composants défectueux. Chaque unité est strictement équipée d'un écosystème électrique en boucle fermée comprenant Automates Panasonic, écrans tactiles Kunlun Tongtai HMI et capteurs de détection d'étiquettes Leuze. Intégrée à une structure mécanique rigide réglable à trois pôles, cette architecture garantit une autocorrection intelligente et une détection sans faille des étiquettes manquantes, ce qui permet d'éviter complètement les fuites d'étiquettes et le gaspillage de matériaux.
Que vous ayez besoin d'une unité autonome robuste ou d'une ligne d'emballage clé en main entièrement intégrée, personnalisée depuis le remplissage et le sertissage jusqu'à l'étiquetage, les ingénieurs de LevaPack vous garantissent une stabilité sans compromis.
Ingénierie de précision pour une production continue à grande vitesse 7×24
Prêt à éliminer les temps d'arrêt et à protéger votre OEE ? Tirez parti de notre technologie d'étiquetage de haute précision pour garantir une présentation impeccable de la marque sur chaque étagère.
Découvrez nos solutions personnalisées


