
Ein Leitfaden für die Doppelnaht: Mechanik, Qualität und Geräteauswahl
Die letzte Grenze der Qualitätskontrolle ist die Unversehrtheit eines Behälters. Der Doppelfalz ist seit mehr als einem Jahrhundert der ultimative Standard für die Versiegelung von Metallbehältern in der Verpackungsindustrie. In der Lebensmittel- und Getränkeindustrie ist es keine Frage des mechanischen Interesses, die technischen Einzelheiten des Doppelfalzes zu kennen, egal ob es sich um eine neu gegründete Handwerksbrauerei oder einen multinationalen Lebensmittelhersteller handelt; es ist ein wesentlicher Bestandteil der Lebensmittelsicherheit, der Haltbarkeit und des Markenschutzes.
Dieser Leitfaden befasst sich mit den mechanischen Prinzipien des Doppelfalzes, den wichtigsten Qualitätsparametern und bietet einen Leitfaden für die Auswahl von Geräten, die das Betriebsrisiko während des gesamten Konservierungsprozesses verringern.
Inhaltsübersicht
Was ist eine Doppelnaht bei Metallverpackungen?
Ein Doppelfalz ist eine sehr präzise mechanische Verbindung, die durch das Ineinandergreifen der Ränder eines Dosenkörpers und eines Deckels während des Verschließvorgangs entsteht. Im Gegensatz zum Heißsiegeln bei Kunststoffbehältern oder dem Reibschluss eines Schnappverschlusses beruht der Doppelfalz auf der irreversiblen Verformung von Metallschichten, die eine physikalische Barriere bilden.
Das Hauptziel dieses Verschließvorgangs ist die Herstellung einer hermetischen Dichtung. Technisch gesehen ist eine hermetische Versiegelung eine Versiegelung, die luftdicht und völlig undurchlässig für äußere Verunreinigungen wie Gase, Feuchtigkeit und Mikroorganismen ist. Diese Dosenversiegelung ermöglicht es, dass verderbliche Produkte in der Lebensmittelindustrie über Jahre hinweg bei Raumtemperatur steril gehalten werden können.
Der Doppelfalz ist eine dreidimensionale Architektur. Es geht nicht nur um das Falten von Metall, sondern auch um die Kontrolle der Zwischenräume zwischen den Falten. Wenige Mikrometer können eine Eintrittspforte für aerobe Bakterien, einschließlich Clostridium botulinum, bilden, die nach dem Abkühlungsprozess in den Körper des Behälters gelangen können. Der wichtigste Punkt des Qualitätsmanagementsystems (QMS) einer jeden Dosenverschließanlage ist daher die Aufrechterhaltung der Integrität des Doppelfalzes.
Kernbestandteile und grundlegende Terminologie
Man muss die Nahtgeometrie beherrschen, um eine automatische Verschließanlage zu steuern. Jeder Aspekt einer Doppelnaht sagt etwas über die Kalibrierung der Maschine und die Leistung des Materials aus.
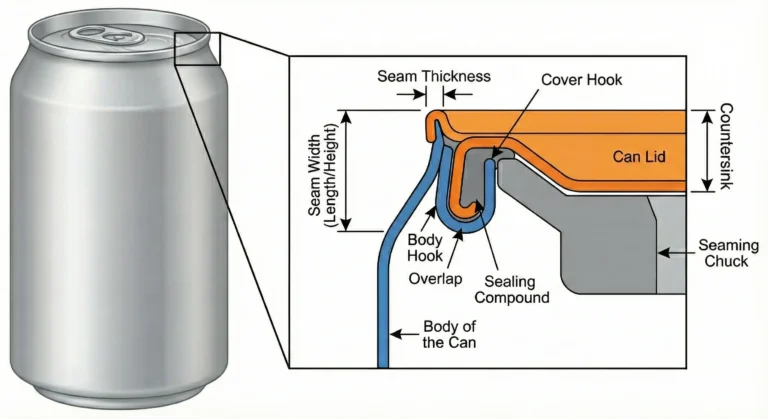
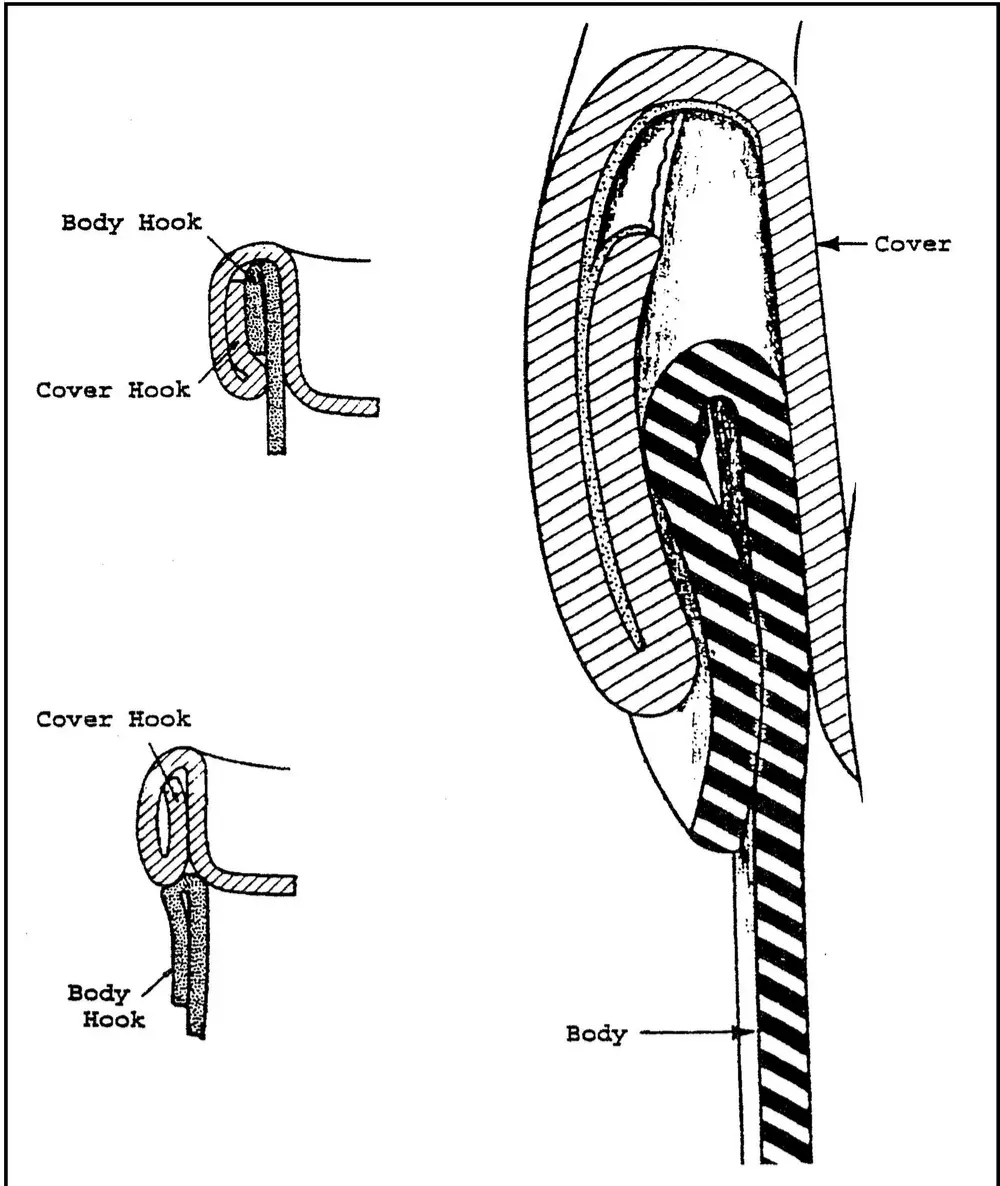
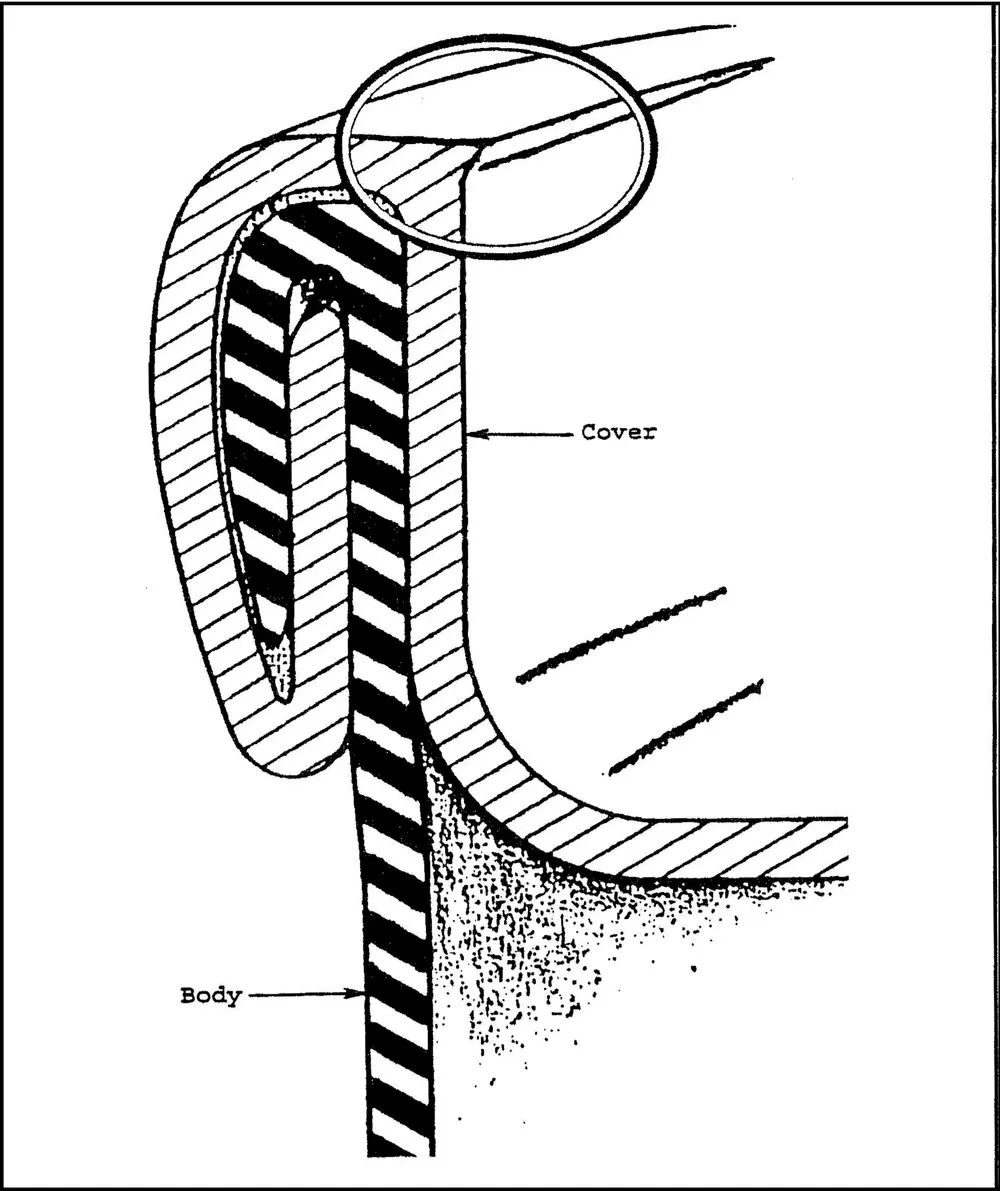
Körperhaken: Dies ist der Teil des Dosenflansches, der beim Falzvorgang nach unten gefaltet wird. Der Körperhaken sollte lang genug sein, um eine Überlappung zu ermöglichen, aber nicht zu lang, um ein Ausbeulen der Struktur zu verursachen.
Deckelhaken (Endhaken): Dies ist der Teil des Dosendeckels (die "Locke"), der hochgeklappt und hinter den Körperhaken gefaltet wird. Ein langer Deckelhaken greift tiefer in den Falz ein und dient als innere Abdichtung.
Überschneidung: Dies ist wahrscheinlich das wichtigste Maß bei der Nahtanalyse. Der physische Abstand, in dem der Deckhaken und der Körperhaken ineinander greifen, wird als physischer Abstand bezeichnet. Ohne ausreichende Überlappung fehlt der Naht die strukturelle Integrität.
Dicke der Naht: Dies ist die Gesamtbreite der fertigen Doppelnaht, d. h. die Breite aller fünf Metallschichten (drei Schichten des Deckels und zwei Schichten des Gehäuses). Die übermäßige Dicke ist in der Regel ein Zeichen für eine lockere Rolle im zweiten Arbeitsgang.
Seam Breite (Länge/Höhe): Dies ist die größte Abmessung der Naht in Richtung der vertikalen Achse der Dose. Schwankungen in der Breite können auf Probleme bei der Walzenausrichtung oder auf Verschleiß des Spannfutters hinweisen.
Senker: Dies ist der Abstand zwischen der Oberseite des Doppelfalzes und der Unterseite des Dosendeckels. Er ist ein wichtiges Maß, da er angibt, wie gut der Dosendeckel auf das Falzfutter passt.
Dichtungsmasse: Dabei handelt es sich um eine spezielle, widerstandsfähige Beschichtung, in der Regel ein synthetischer Kautschuk oder ein Polymer, die auf die Aufrollung des Dosendeckels aufgetragen wird, bevor dieser die Verschließmaschine erreicht. Unter dem hohen Druck der VerschließvorgangDiese Verbindung wird unter dem hohen Druck des zweiten Arbeitsgangs in die mikroskopisch kleinen Hohlräume zwischen den Metallhaken gepresst und sorgt für einen gasdichten Verschluss.
Wie die Doppelnaht gebildet wird
Das Herstellen einer Doppelnaht ist ein zweistufiges mechanisches Verfahren. Dabei wird ein Blech- oder Aluminiumbehälter allmählich und schrittweise verformt, ohne dass die schützenden Beschichtungen zerbrechen oder aufgerieben werden.
Die erste Operation: Erstellen des Interlocks
Zu Beginn wird eine mit Produkt gefüllte Dose angehoben. Das Verschließfutter wird in die Senkung des Deckels eingesetzt, wobei der Deckel fest gegen den Dosenkörper geklemmt wird. Die Verschließrolle des ersten Arbeitsgangs wird dann zur Dose geführt.
Das Walzprofil des ersten Arbeitsgangs ist tief und schmal. Es zielt darauf ab, die Wölbung des Deckels entlang des Flansches des Dosenkörpers zu walzen. Das Metall wird in eine lockere Hakenform gebracht, während sich die Dose gegen die Walze dreht. Am Ende dieser Phase sind der Deckelhaken und der Rumpfhaken miteinander verwoben, obwohl die Verbindung nicht luftdicht ist. Ein zu diesem Zeitpunkt erstellter Querschnitt würde eine lockere S-Form ergeben. Der erste Arbeitsgang ist sehr wichtig; er muss eng genug sein, damit die Haken nicht zu kurz sind, um sich im zweiten Arbeitsgang zu überlappen.
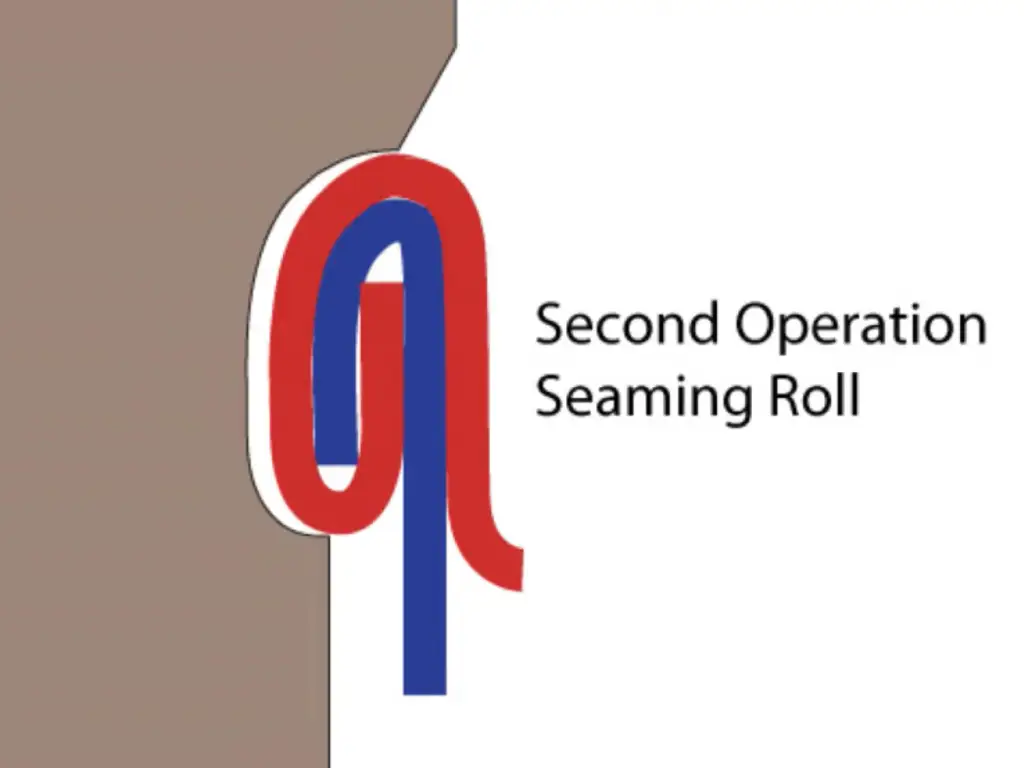
- Die zweite Operation: Endgültige Komprimierung
Das Profil der Walze für den zweiten Arbeitsgang ist flacher und flacher. Sie hat eine Hochdruck-Kompressionsfunktion. Sie gleitet darüber, um die fünfschichtige Struktur gegen das Verschließfutter zu drücken. Durch diese Kraft wird die Dicke der Naht verringert und die Metallhaken werden zusammengedrückt.
Noch wichtiger ist, dass diese Kompression bewirkt, dass die Dichtungsmasse gleichmäßig über die inneren Hohlräume der Naht ausfließt. Der zweite Vorgang ist die Umwandlung der losen mechanischen Verzahnung in eine feste, hermetische Einheit. Wenn der Druck zu niedrig ist, füllt die Masse die Hohlräume nicht aus und die Masse wird undicht. Ein zu hoher Druck kann dazu führen, dass das Metall gedehnt oder die Verbindung herausgequetscht wird (so genannte Verbindungsquetschung), was die Lebensdauer der Dichtung verringert.

Die wichtigsten Vorteile der Doppelfalztechnik
Obwohl andere Verpackungsarten entwickelt wurden, ist die Doppelnaht aus mehreren Gründen immer noch die bevorzugte Art der Konservierung im industriellen Maßstab:
Hohe innere und äußere Druckbeständigkeit: Metalldosen werden häufig für kohlensäurehaltige Getränke (Innendruck) oder vakuumverpacktes Gemüse (atmosphärischer Außendruck) verwendet. Die mechanische Festigkeit, um diesen Kräften ohne Versagen standzuhalten, wird durch die ineinandergreifenden Haken eines Doppelfalzes gewährleistet.
Thermische Stabilität: Die Doppelnaht ist eine rein mechanische Verbindung. Sie basiert nicht auf Klebstoffen, die sich bei hohen Temperaturen zersetzen können. Dadurch eignet sie sich für das Retortenverfahren, bei dem die Dosen einer Temperatur von 121 o C (250 o F) oder mehr ausgesetzt werden, um kommerzielle Sterilität zu erreichen.
- Wahrung der Produktintegrität: Da das Verfahren des Doppelfalzes kalt ist (es ist keine Hitze zum Verkleben des Deckels erforderlich), wird die Möglichkeit eines Geschmacksverlustes während des Versiegelungsprozesses durch Hitze ausgeschlossen. Dies ist besonders bei hochwertigen Getränken und empfindlichen Nährstoffen von Bedeutung.
- Operativ Durchsatz: Moderne Rollverschließmaschinen können mehr als 1.500 Dosen in einer Minute verarbeiten. Diese Skalierbarkeit ist bei den meisten anderen Verschlusstechniken unerreicht und stellt somit die kostengünstigste Lösung für die Massenproduktion dar.
- Geprüfte Sicherheit: Die Doppelnaht ist eine mechanische Verbindung, die zu den am meisten erforschten in der Technik gehört. Ihre Versagensarten sind gut bekannt, und standardisierte Prüfverfahren ermöglichen es den Herstellern, die Sicherheit ihrer Produkte mit mathematischem Vertrauen nachzuweisen.
Häufige Doppelfalzdefekte und ihre Auswirkungen
Obwohl der gängigste und bewährteste Industriestandard bei Metallbehältern das Doppelfalzen ist, handelt es sich um ein mechanisches Verfahren, das anfällig für betriebliche Abweichungen ist. Jeder mechanische Fehler kann zu einer Beeinträchtigung der Charge führen.
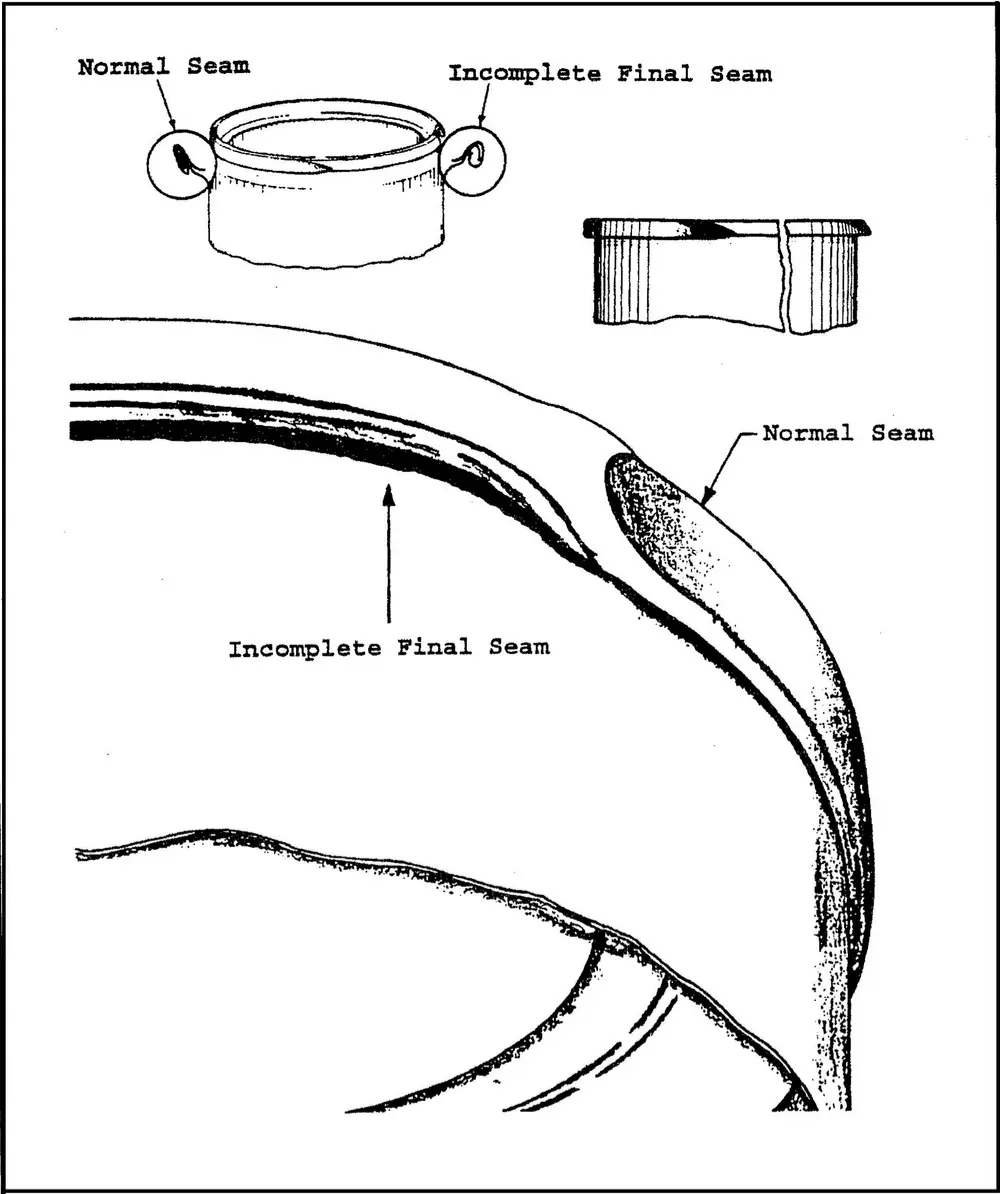
- Falsche Naht: Dies ist ein schwerwiegender Fehler, bei dem der Deckelhaken und der Körperhaken nicht ineinander greifen. Sie werden lediglich zusammengepresst. Oberflächlich betrachtet mag die Naht normal erscheinen, aber sie hat keinerlei strukturelle Integrität und wird schon bei minimalem Druck undicht.
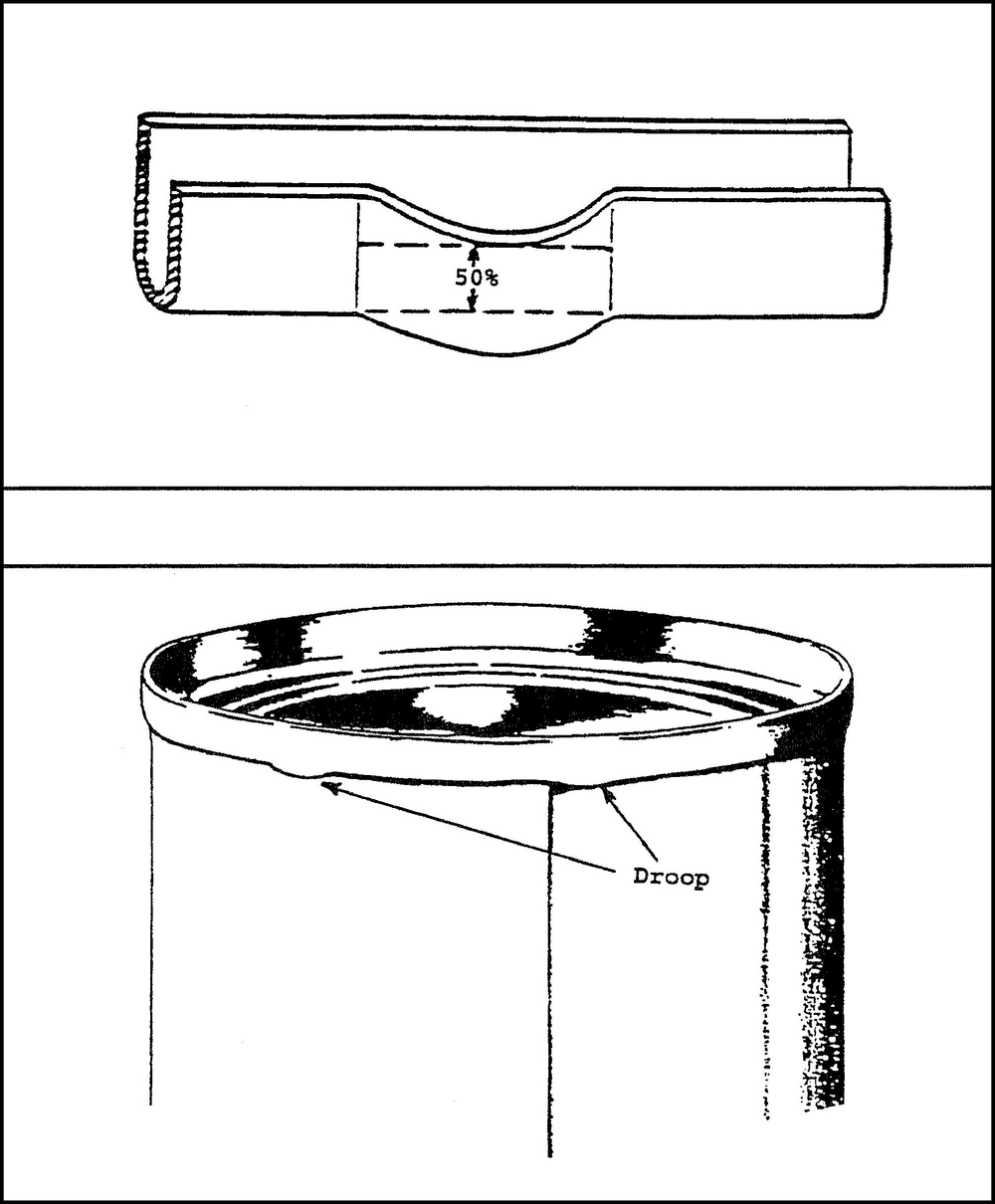
- Droop: Ein Durchhang ist eine örtlich begrenzte Glätte oder ein Überstand an der Unterseite der Doppelnaht. Sie entsteht in der Regel, wenn ein Teil des Abdeckhakens verrutscht und nicht eingeklemmt wird. Dies bildet eine Stelle, an der Bakterien eindringen können.
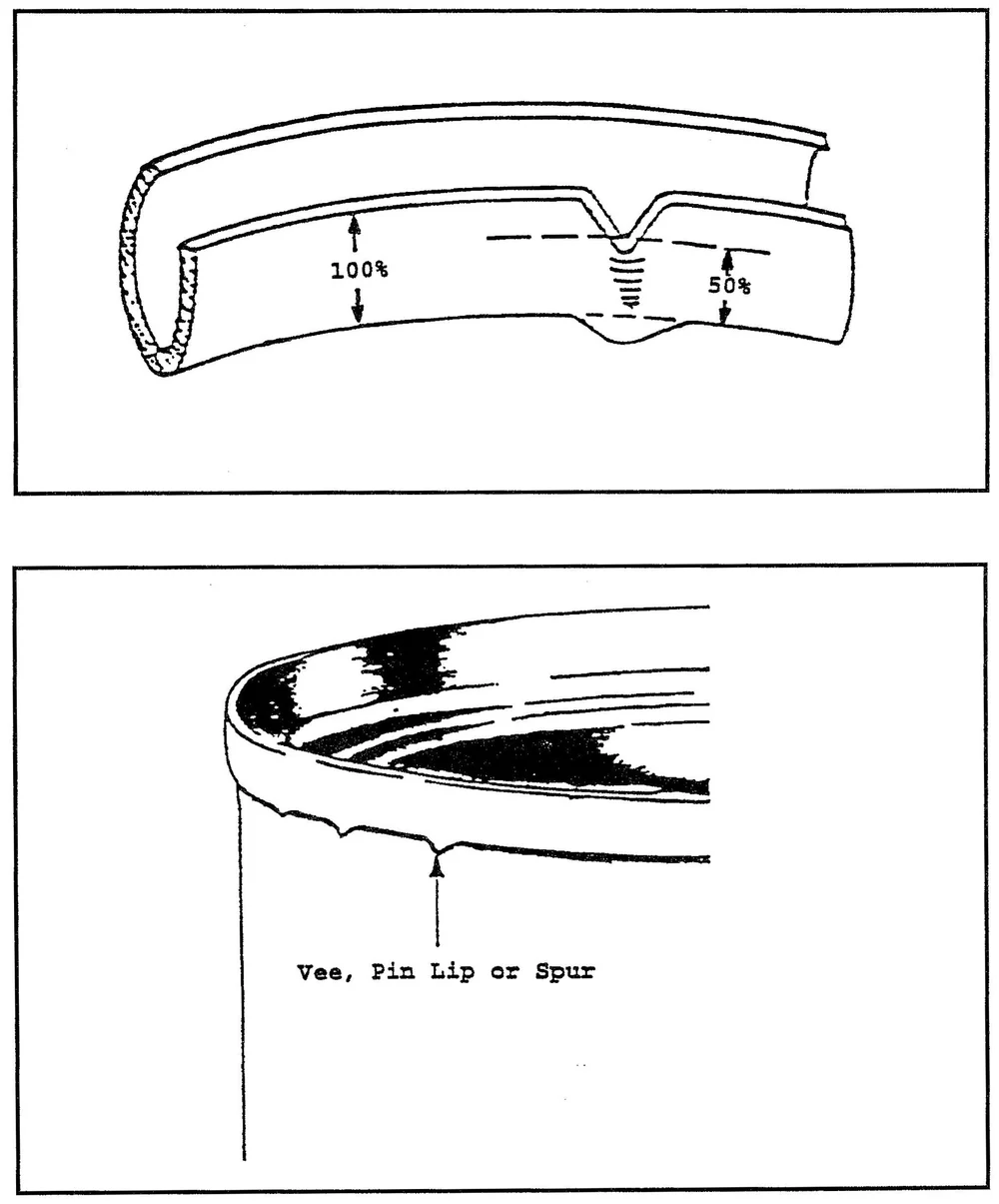
- Vee (Jump Over): Dabei handelt es sich um kleine V-förmige Ausstülpungen am unteren Ende des Falzes. Sie befinden sich normalerweise in der Nähe der Seitennaht einer dreiteiligen Dose. Sie zeigen, dass die Falzrollen nicht den gleichen Druck ausüben konnten, wenn sie über das schwerere Metall der Seitennaht fuhren.
- Deadhead (Schleudern): Wenn das Verschließfutter während des Verschließvorgangs auf dem Dosendeckel abrutscht, spricht man von einem Fehlfalz. Der Falz wird nicht vollständig geformt, da die Dose nicht mehr mit der richtigen Geschwindigkeit rotiert. Dies kann auf mangelnden Druck des Hebers oder ein beschädigtes Futter zurückzuführen sein.
- Cutover (Scharfe Naht): Dies ist eine scharfe Kante an der Oberseite der Naht, normalerweise an der Innenseite der Spannfutterwand. Diese scharfe Kante zeigt, dass das Metall übermäßig zwischen der Rolle und dem Futter gepresst wurde. Überschneidungen können zu Metallbrüchen und einem sofortigen Versagen der Dichtung führen.
Die Auswirkungen dieser Mängel sind immens. Eine Charge von undichten Stellen kann zum Verderben von Produkten, zur Kontaminierung der Umgebung im Lager und im schlimmsten Fall zu lebensmittelbedingten Krankheiten führen, die eine Marke dauerhaft schädigen können.
Kritische Faktoren für die Sicherstellung der Nahtintegrität
Nachdem wir wissen, dass diese Fehler möglich sind, stellt sich die nächste Frage: Wie kann man sie vermeiden? Um eine qualitativ hochwertige Doppelnaht zu erreichen, müssen der Verschließer, das Material und die Prozessumgebung perfekt aufeinander abgestimmt sein.
Mechanischer Aufbau und Materialspezifikationen
Der Seamer ist ein feines Werkzeug. Alle Teile sollten auf den Bruchteil eines Millimeters genau kalibriert werden.
- Rollen- und Spannfuttergeometrie: Die Profile der Verschließwalzen sollten überprüft werden, um sicherzustellen, dass sie nicht abgenutzt sind. Das Walzenprofil wird im Laufe der Zeit durch den Kontakt von Metall auf Metall erodiert, was zu losen Nähten führt. Die meisten der derzeitigen Anlagen sind mit Titannitrid beschichteten Walzen oder mit Keramik beschichtet, um ihre Lebensdauer zu verlängern.
- Druck der Heberplatte: Dies ist die Kraft, mit der der Dosenkörper in das Futter gedrückt wird. Sie muss ausgeglichen sein. Wenn sie zu niedrig ist, rutscht die Dose (Deadhead). Wenn sie zu hoch ist, wird der Dosenkörper durch die vertikale Belastung geknickt.
- Material Konsistenz: Die Härte und Dicke des Metalls sollte gleichmäßig sein. Wenn das Metallende härter ist als die Spezifikation, gibt es der Walzkraft nicht nach, was zu flachen Haken und unzureichender Überlappung führt. Eine häufige Ursache für Doppelfalzfehler ist der Wechsel zu einem billigeren Metalldeckel ohne Neukalibrierung des Verschließers.
Prozessparameter und Produktionsumgebung
Auch die Behandlung des Produkts in der Linie vor und während des Verschließvorgangs wirkt sich auf die Qualität aus:
- Überschneidungsmanagement: Der wichtigste Indikator für die Sicherheit ist die Überlappung. Sie wird durch die Größe der Karosserie- und Abdeckhaken bestimmt. Technische Normen verlangen normalerweise eine Mindestüberdeckung von 55 Prozent, um als sicher zu gelten.
- Produktkontamination: Falls Lebensmittel oder Flüssigkeiten vor dem Verfugen auf den Flansch gelangen, können sie in der Fuge eingeschlossen werden. Dadurch kann sich das Metall nicht verzahnen und es entsteht eine undichte Stelle. Dies ist besonders häufig bei schnellen Abfüllanlagen der Fall, bei denen es zu Flüssigkeitsspritzern kommen kann.
- Kopfraum und Vakuum: Bei der Heißabfüllung unterliegt die Dose aufgrund von Temperaturschwankungen einer leichten Größenänderung. Der Verschließer sollte so eingestellt werden, dass er die Temperatur des Metalls während des Verschließvorgangs berücksichtigt, um die Kompression konstant zu halten.
Dreistufige Inspektions-Checkliste für Nahtqualität
Ein wirksames Qualitätssicherungsprogramm verwendet ein abgestuftes System, um Fehler zu erkennen, bevor sie den Verbraucher erreichen, und geht dabei von der zerstörungsfreien Beobachtung bis hin zu intensiven Laboruntersuchungen.
Stufe 1: Visuelle Inspektion
Dies ist die erste Verteidigungslinie und muss vom Bediener nach jeweils 15-30 Minuten durchgeführt werden. Der Bediener sucht nach offensichtlichen äußeren Anzeichen für eine Störung:
- Kratzer oder Abnutzungen auf der Nahtoberfläche.
- Örtlich begrenzte Verzerrungen (Hänge- oder Schleifenbildung).
- Scharfe Kanten an der Oberseite der Futterwand (Cutover).
- Anzeichen von "Rutschen", wenn das Futter gegen den Deckel geschliffen ist. Mit der Sichtprüfung kann zwar nicht festgestellt werden, ob eine Naht gut ist, aber es kann leicht festgestellt werden, dass eine Naht schlecht ist, und die Produktion kann sofort gestoppt werden.
Ebene 2: Externe Messung
Die Techniker messen die Außenmaße mit Hilfe von Spezialgeräten wie einem Nahtmikrometer oder einem digitalen Nahtmessgerät: Nahtdicke, Nahtbreite und Senkungstiefe. Diese werden in einer SPC-Karte (Statistical Process Control) gemessen. Wenn die Dicke zu driften beginnt, bedeutet dies, dass die Verschließrollen abgenutzt sind oder sich die Druckeinstellungen ändern. Dies ermöglicht eine proaktive Wartung im Gegensatz zu einer reaktiven Wartung.
Stufe 3: Zerlegung/Destruktive Prüfung
Auf diese Weise kann die Dichtigkeit wirklich überprüft werden. Von jedem Falzkopf wird eine Probe entnommen. Ein Techniker entfernt den Deckelhaken des Karosseriehakens physisch mit einem Werkzeug, das als Abriss bezeichnet wird. Während des Abrisses werden Messungen durchgeführt:
Haken Länge des Körpers und der Abdeckung.
Überlappungsberechnung.
Faltenbewertung (Straffheit): Der Techniker prüft den Abdeckhaken auf Falten. Eine hohe Faltenbewertung (in der Regel über 30%) deutet darauf hin, dass die Naht von der zweiten Arbeitswalze nicht fest genug zusammengedrückt wurde.
Querschnittliche Bildgebung: Video-Nahtüberwachungsgeräte werden heute in vielen Großserienanlagen eingesetzt. Die Naht wird geschnitten, poliert und unter ein Mikroskop gelegt. Alle internen Parameter werden dann automatisch mit einer Genauigkeit im Mikrometerbereich per Software gemessen.
Doppelfalz im Vergleich zu anderen Versiegelungstechnologien
Die in der Industrie verwendeten Metalldosen sind aufgrund ihrer besonderen Fähigkeit, hohem Druck und hohen Temperaturen standzuhalten, doppelt gefalzt. Wenn Sie jedoch an andere Arten von Verpackungsmaterialien oder Behältern denken, sollten Sie sich über die anderen Technologien auf dem Markt informieren.
| Technologie | Mechanismus | Primärmaterialien | Hauptnachteil |
|---|---|---|---|
| Doppelnaht | Mechanische Verriegelung | Zinn, Aluminium, PET | Erfordert eine präzise mechanische Kalibrierung. |
| Heißsiegeln | Thermische Fusion | Kunststoffbehälter, Laminate | Anfällig für "Durchbrennen" oder schwache Verbindungen. |
| Induktionsversiegelung | Elektromagnetische Heizung | Folienträger auf Kunststoff/Glas | Funktioniert nur bei Nicht-Metallbehältern. |
| Ultraschallversiegelung | Molekulare Vibration | Thermoplaste, Verbundwerkstoffe | Hohe Ausrüstungskosten; auf bestimmte Materialien beschränkt. |
Die Heißsiegelung ist zwar eine großartige, flexible Verpackungsmethode, aber sie ist nicht so stabil wie eine Doppelnaht. Die Induktionsversiegelung bietet einen hervorragenden Manipulationsschutz und muss einen nichtmetallischen Behälter haben, damit das elektromagnetische Feld durchdringen kann.
Die Wahl der richtigen Dosenverschließmaschine
Die Wahl einer Verschließmaschine ist eine langfristige Kapitalinvestition. Eine falsche Entscheidung führt zu jahrelanger teurer Wartung und Verschwendung von Produkten. Ihre Auswahl sollte auf den folgenden Kriterien beruhen:
- Produktionsumfang und -geschwindigkeit: Passen Sie die Dosen pro Minute (CPM) der Maschine an Ihre Abfüllanlage an. Ein Ungleichgewicht bildet in diesem Fall einen Engpass im Betrieb. Rotationsverschließer mit mehreren Köpfen sind die einzig mögliche Lösung für Hochgeschwindigkeitslinien (mehr als 200 CPM), um die gleiche Verweilzeit für jede Dose zu garantieren.
- Container Vielseitigkeit: SKU-Flexibilität ist ein Wettbewerbsvorteil auf dem heutigen Markt. Ist die Maschine in der Lage, mit verschiedenen Durchmessern und Höhen zu arbeiten? Suchen Sie nach Konstruktionen mit Schnellwechselvorrichtung, damit Ihr Team Spannfutter und Rollen in weniger als 30 Minuten wechseln kann.
- Hygienetechnik: Im Falle von Lebensmitteln und Getränken sollte die Maschine waschbar sein. Das bedeutet, dass sie aus rostfreiem Stahl (304 oder 316) besteht und keine toten Stellen aufweist, an denen sich Bakterien oder Schimmel bilden können.
- Präzision Technik: Informieren Sie sich über die Fertigungstoleranzen der Verschließmaschine selbst. Maschinen, die mit CNC-gefrästen Teilen und hochwertigen Lagern hergestellt werden, sind reproduzierbarer, d. h. die 1.000.000ste Dose wird die gleiche Nahtqualität haben wie die erste.
- Intelligenz und Integration: Verfügt die Maschine über die Sensoren für "Keine Dose", "Kein Deckel" oder "Stauerkennung"? Kann sie Daten in das ERP-System Ihrer Fabrik exportieren? Die Lernkurve neuer Bediener wurde mit modernen SPS-gesteuerten Verschließmaschinen, die über Touchscreen-Schnittstellen verfügen, erheblich verkürzt.
Die teuersten Geräte sind nicht die, die am teuersten sind, sondern die, die in der Hochsaison kaputt gehen.
Bei Levapack, Wir entwickeln unsere Systeme so, dass sie genau diesen Standard erfüllen, indem wir die Doppelfalztechnologie beherrschen. Wir verwenden 2μm-Präzisions-CNC-Bearbeitung für kritische Komponenten und integrieren Weltklasse-Elektronik von Siemens und Schneider. Kompatibilität ist unser Eckpfeiler.Unsere Maschinen sind für die Verarbeitung verschiedener Materialien - einschließlich Weißblech, Aluminium und PET - und unterschiedlicher Größen ausgelegt, von kleinen 10-Dosen-Verschließmaschinen bis hin zu großen industriellen Anlagen. Unser Ziel für unsere Kunden ist es, mehr als nur eine Maschine zu liefern; wir bieten Ihnen eine maßgeschneiderte Lösung für Ihre Verpackungsproduktionslinie.
Wenn Sie sich für unsere Technologie entscheiden, investieren Sie in eine 16-monatige Garantie und ein globales Support-Netzwerk, das sicherstellt, dass Ihre Anlage nie stillsteht. Unser Team von Ingenieuren bringt über 15 Jahre Erfahrung in der manuellen Montage in jede Einheit ein und sorgt dafür, dass Ihre Produktionsziele mit absoluter mechanischer Sicherheit erreicht werden.
FAQs
Wie oft sollte ich meinen Verschließer kalibrieren?
Die Kalibrierung muss zu Beginn jeder Schicht überprüft werden. Walzen und Spannmittel sollten je nach Produktionsvolumen mindestens einmal pro Quartal überprüft werden, und zwar durch ein vollständiges mechanisches Audit.
Warum ist die Überlappung wichtiger als die Nahtdicke?
Die Dicke kann auch dann den Vorgaben entsprechen, wenn die Haken nicht ineinander greifen. Das einzige wirkliche Maß für die physische Verbindung zwischen dem Gehäuse und dem Deckel ist die Überlappung. Wenn es keine Überlappung gibt, besteht auch keine Dichtung.
Kann ich PET-Dosen mit denselben Geräten verschließen wie Metalldosen?
Das gleiche mechanische Prinzip kann angewandt werden, aber die Walzen müssen für die Verwendung in PET besonders profiliert werden. Kunststoff verhält sich unter Druck nicht wie Metall und benötigt eine spezielle Soft-Touch-Methode, um Risse zu vermeiden.
Hat die Stickstoffspülung Auswirkungen auf die Doppelnaht?
Die Mechanik der Naht wird durch den Stickstoff selbst nicht verändert, aber die Integration von Füllstoff und Naht ist komplizierter. Sie sollten dafür sorgen, dass der Sauerstoff innerhalb weniger Millisekunden vor Beginn des ersten Arbeitsgangs entfernt wird.
Was ist die häufigste Ursache für "undichte Stellen" in einer neuen Einrichtung?
In der Regel handelt es sich um einen unzureichenden Druck auf die Hebeplatte oder eine falsch ausgerichtete Walze im ersten Arbeitsgang. Wenn der erste Arbeitsgang die S-Kurve nicht richtig positioniert, kann der zweite Arbeitsgang dies nicht mehr korrigieren.


