La doppia cucitura non è solo una chiusura nell'industria conserviera, ma è la barriera più importante tra il prodotto e il mondo esterno. Nel caso dei produttori di alimenti, bevande e prodotti industriali, l'integrità del prodotto di questa cucitura determina la durata di conservazione, la sicurezza e la reputazione del marchio.
Tuttavia, la maggior parte dei responsabili del controllo qualità e degli ingegneri di linea affronta il problema dell'ispezione delle doppie cuciture da una prospettiva reattiva. Prestano molta attenzione ai difetti della doppia cucitura: registrano le misure, annotano il guasto e smaltiscono il prodotto. La misurazione non è la risposta, anche se è una parte vitale del processo di controllo qualità.
Per avere zero difetti, è necessario cambiare la propria mentalità, passando dall'ispezione all'ottimizzazione. I dati di un'ispezione di doppia cucitura non sono solo un voto di accettazione/errore, ma un rapporto diagnostico sullo stato di salute della macchina di aggraffatura. Qualsiasi variazione nello spessore della cucitura, nella sovrapposizione o nella lunghezza del gancio del corpo è un'indicazione diretta della necessità di cambiare una particolare parte meccanica, un rullo, un sollevatore o un mandrino di aggraffatura.
La guida si rivolge ai responsabili della produzione e agli ingegneri che desiderano colmare il divario tra i dati di ispezione delle cuciture e la meccanica delle macchine. Verrà illustrato come convertire le misurazioni della qualità del prodotto in modifiche meccaniche che possono essere implementate, in modo che la linea di produzione funzioni con precisione ed efficienza.
La definizione di base di doppia cucitura
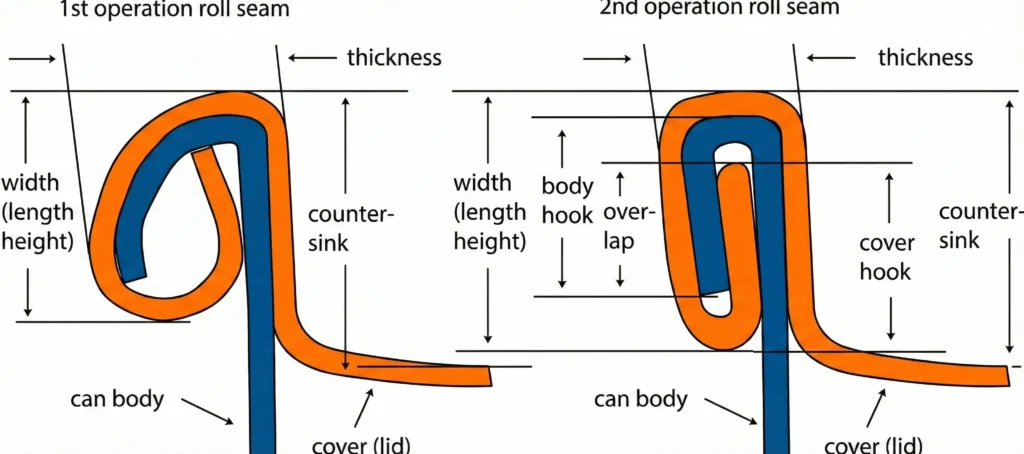
La doppia cucitura è una chiusura ermetica che si ottiene incastrando meccanicamente 5 strati di metallo. Questi strati sono tre strati di estremità della lattina (il coperchio) e due strati del corpo della lattina. In sostanza, questi pezzi di metallo devono essere piegati correttamente per evitare perdite.
Il processo di aggraffatura avviene in due operazioni. La struttura iniziale viene realizzata arricciando il gancio di copertura attorno al gancio del corpo nella prima operazione. Nella seconda operazione, questi strati vengono schiacciati insieme per formare una guarnizione a tenuta di gas. Questo incastro meccanico è ciò che occorre capire per diagnosticare il cedimento di una cucitura. Se la sovrapposizione fisica di questi cinque strati non è sufficiente o la formazione della seconda operazione è troppo lasca, si otterrà una doppia cucitura che perde.
Come ispezionare: Metodi visivi e distruttivi
Il controllo di qualità deve essere effettuato in due fasi: in primo luogo, regolari ispezioni visive non distruttive per individuare i guasti più gravi e, in secondo luogo, test distruttivi periodici per garantire l'integrità interna utilizzando apparecchiature specializzate per l'ispezione delle cuciture.
- Ispezione visiva (non distruttiva)
Frequenza: Ogni 15-30 minuti alla stazione di aggraffatura.
Scopo: Per individuare tempestivamente i guasti grossolani della macchina o la "deriva" prima che diventino critici.
Gli operatori devono ruotare fisicamente la lattina e toccare la cucitura. Siete alla ricerca di:
- Droop: Una proiezione liscia della cucitura verso il basso in corrispondenza dell'incrocio.
- Vee: Una sporgenza acuta a forma di "V", che spesso indica una cucitura di prima operazione allentata.
- Cucitura affilata: Uno spigolo vivo sul bordo superiore del corpo della lattina all'interno della cucitura (indica problemi di mandrino).
- Skidders/Teste morte: Prova che la lattina è scivolata durante la doppia aggraffatura.
- Ispezione di demolizione (distruttiva)
Frequenza: All'inizio del turno (First-off), al cambio turno e ogni 4 ore.
Scopo: Per misurare i componenti interni della doppia cucitura e il grado di tenuta.
La procedura:
- Sezionamento: Con una sega speciale per cuciture, tagliare una sezione trasversale della cucitura. In questo modo è possibile posizionare la lattina sull'apparecchiatura di ispezione delle cuciture per misurare la sovrapposizione, il gancio del corpo e il gancio del coperchio.
- Spogliazione: Staccare il resto del gancio di copertura dal corpo della lattina utilizzando una pinza spellafili (o una tronchesina).
- Valutazione della tenuta: Controllare l'interno del gancio del corpo della lattina e il gancio del coperchio rimosso. Troverete alcune operazioni di cucitura che hanno lasciato delle grinze. Un'impronta di cucitura significativa è spesso un buon segno.
- Nessuna grinza (100% Tightness): Ideale (o addirittura troppo stretto).
- Lievi grinze (90% Tenuta): Normale indicazione di adeguata tenuta.
- Rughe profonde che si estendono fino al fondo (Loose): FALLIMENTO.
Collegamento delle metriche di ispezione alla meccanica delle macchine di aggraffatura
Ora che avete le vostre misure, come le utilizzate?
Le cuciture devono avere un certo margine di tolleranza per essere conformi ai requisiti normativi come la FDA (21 CFR 113) o agli standard industriali come l'ISBT. Ma non è sufficiente vedere un numero fuori specifica. È necessario sapere quale bullone girare.
Gli standard critici del settore (zone sicure) sono mappati direttamente ai componenti della macchina che li controllano nella tabella seguente. Questo è il principale ragionamento diagnostico per la qualità della doppia cucitura.
| Parametri e zona sicura (standard) | Definizione e perché è importante | Controllo della parte di macchina |
| Gancio per il corpo(Spec ± 0,15 mm) | Def: Flangia piegata verso il basso. Criticità: Essenziale per la creazione della struttura ad incastro. | Rotolo di prima operazione (altezza e profondità della scanalatura). |
| Sovrapposizione(> 1,0 mm / 0,040″) | Def: Lunghezza dell'incastro tra i ganci. Criticità: La barriera principale contro l'ingresso dei batteri (Leakers). | Rullo di seconda operazione e pressione del sollevatore (primario) Influenza anche la geometria della 1a Op. |
| Tenuta(> 75% - 80%) | Def: Assenza di grinze sul gancio di copertura. Criticità: Assicura che il composto sigillante riempia i vuoti. | Rullo di seconda operazione Profilo (impostazione del serraggio e pressione della molla). |
| Svasatura(Spec ± 0,15 mm) | Def: Profondità dall'inizio della cucitura al fondo del coperchio. Criticità: Influisce sulla forza delle cuciture e sulla resistenza alla pressione. | Altezza e allineamento del mandrino (e stabilità della molla del sollevatore). |
| Gancio di copertura (Spec ± 0,15 mm) | Def: Il ricciolo della palpebra è piegato verso l'alto. Criticità: Funziona con Body Hook per creare sovrapposizioni. | Rotolo di prima operazione (Interagisce con Chuck) |
La prima operazione: Formare i ganci (gancio del corpo e del coperchio)
La doppia cucitura si basa sulla prima operazione. Decide quanto materiale rimane da utilizzare nella saldatura finale. In particolare, costituisce il gancio del corpo e il gancio di copertura. Si tratta delle due strutture metalliche che dovranno infine collegarsi tra loro. Una buona cucitura di prima operazione è fondamentale: se sono troppo corte o deformate in questa fase, la seconda operazione non sarà in grado di salvare la lattina.
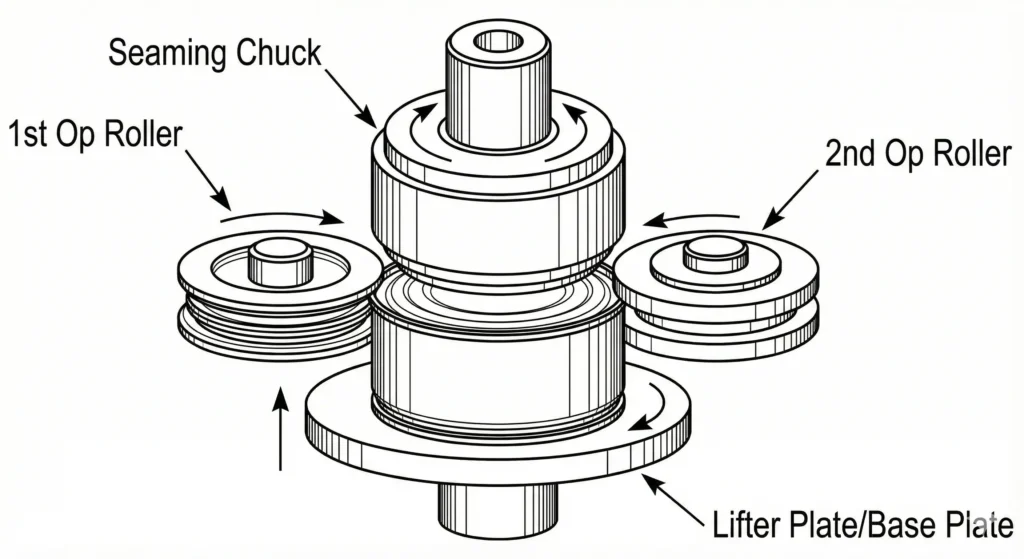
Questi ganci sono prodotti solo dal rullo di prima operazione. Il rullo forza l'arricciatura del coperchio sotto il bordo della flangia del corpo della lattina. La quantità di materiale piegato dipende dalla profondità del rullo rispetto al mandrino (altezza del perno) e dal profilo della scanalatura del rullo.
Se il Gancio corpo non è coerente, non guardare il secondo rullo operativo. È necessario controllare il primo rullo operativo. Il rullo oscilla a causa dell'usura del cuscinetto? La camma di guida del rullo esercita una pressione uniforme?
La seconda operazione: Creare il sigillo (sovrapposizione e tenuta)
I ganci sono allentati dopo la formazione. La seconda operazione è la causa della sovrapposizione (la distanza reale di sigillatura) e della tenuta della cucitura (la compressione del composto sigillante). La sovrapposizione non può essere misurata direttamente senza tagliare il barattolo, ma viene calcolata utilizzando la lunghezza dei ganci e lo spessore della cucitura. La tenuta si determina staccando la cucitura ed esaminando il gancio di copertura per vedere se presenta delle grinze.
Il secondo rullo operativo controlla questo aspetto. Il profilo di questo rullo è più piatto di quello del primo. Il suo compito è quello di lisciare le pieghe fatte nella prima fase per creare una cucitura stretta.
Uno degli errori commessi è quello di applicare una pressione sbagliata per sigillare una perdita. Una pressione eccessiva può allungare eccessivamente il metallo, creando una cucitura allentata o diminuendo la sovrapposizione (un difetto noto come ironing out). L'obiettivo è una compressione corretta. Ciò comporta una testa di aggraffatura stabile. Quando la pressione del rullo varia a causa di un controllo inefficace del motore, si osserva una tenuta non uniforme in una singola produzione.
La base strutturale: Svasatura e altezza della cucitura
La distanza tra la parte superiore della cucitura e il pannello piatto del coperchio è la profondità della svasatura. La misura verticale delle dimensioni esterne è l'altezza della cucitura.
Queste misure sono il segno della stabilità verticale della macchina. Il mandrino di aggraffatura (testa della pressa) e il sollevatore (piastra di base) le controllano.
Il coperchio è tenuto dal mandrino e il corpo della lattina è spinto verso l'alto dal sollevatore. Se la molla del sollevatore è troppo debole, la lattina slitta o cade durante l'aggraffatura, il gancio del corpo è lungo e l'altezza dell'aggraffatura è bassa. Se il mandrino non è perfettamente centrato sui rulli, la svasatura non sarà uniforme sul diametro.
Guida alla risoluzione dei problemi: Diagnosticare i guasti della macchina dai dati di ispezione
Un difetto rilevato dalle apparecchiature di ispezione causa l'arresto della linea di produzione. Prima si identifica la causa del problema, meno si paga in termini di tempi di fermo. Quella che segue è una tabella di marcia per tradurre i dati sui difetti più comuni in soluzioni meccaniche.
| Difetto rilevato | Probabile causa meccanica |
| Cucitura affilata | Il mandrino è regolato troppo in basso o il labbro del mandrino è usurato. |
| Bassa sovrapposizione | Il rullo di seconda operazione è allentato o la pressione del sollevatore è bassa. |
| False cuciture | Flangia danneggiata o gioco dei cuscinetti (oscillazione). |
| Testa di morto (Skidder) | La pressione del sollevatore è troppo bassa o il mandrino slitta. |
Fissare le cuciture taglienti regolando l'allineamento del mandrino
È possibile percepire un bordo tagliente sul bordo interno superiore della cucitura. Questo è pericoloso per il consumatore e di solito taglia la cucitura causando perdite immediate. Questo è quasi sempre un problema di Chuck.
- Controllare l'allineamento verticale: Probabilmente il mandrino è troppo basso rispetto ai rulli. Questo fa sì che il metallo si pieghi troppo violentemente sul labbro del mandrino. È necessario aumentare l'altezza del perno.
- Ispezionare l'usura: Esaminare il labbro del mandrino. Se il bordo è scheggiato o consumato in modo irregolare, taglierà il metallo.
Risolvere il problema della bassa sovrapposizione tramite la tenuta del rullo
Il calcolo indica che non c'è una sovrapposizione sufficiente (meno di 1,0 mm o qualunque sia il vostro standard). Ciò implica che i ganci non si agganciano abbastanza in profondità. Ciò comporta una verifica in più fasi, spesso controllando il raggio del gancio di copertura.
- Controllare la pressione del sollevatore: Quando il barattolo scivola verso il basso, il gancio del corpo non è formato. Applicare una maggiore tensione alla molla sulla piastra di base.
- Regolare il secondo rullo operativo: Quando i ganci non sono sovrapposti ma abbastanza lunghi, il rullo di seconda operazione non riesce a spingere in profondità. Il rullo deve essere stretto per garantire una cresta di pressione visibile.
- Attenzione: Non serrare eccessivamente. Un serraggio eccessivo porta all'allungamento del metallo e alla riduzione della sovrapposizione. Si tratta di un equilibrio sottile che richiede un telaio stabile della macchina.
Correzione delle false cuciture: Problemi di cuscinetti e flange
All'esterno la giuntura sembra perfetta, ma uno smontaggio mostra che il gancio del corpo e quello del coperchio non si toccano nemmeno. La lattina non è sigillata. Si tratta di una grave mancanza di sicurezza. Di solito ciò è dovuto a un rallentamento meccanico o a un disallineamento del ciclo.
- Controllare i cuscinetti: Quando i cuscinetti a rulli sono giocosi, il rullo può rimbalzare quando colpisce la giuntura della lattina e non si comprime.
- Controllare l'alimentazione: Se la flangia del barattolo è piegata prima di toccare l'aggraffatrice, i ganci non si agganciano. Controllare la ruota stellare e la temporizzazione della torretta.
Protocollo di qualità integrato: Flusso di lavoro giornaliero di impostazione e ispezione
La routine è la conseguenza della coerenza. Per ridurre i difetti, è necessario che l'ispezione della doppia cucitura diventi parte del flusso di lavoro giornaliero di impostazione della macchina. Questo protocollo vi fa passare dal settore della cattura dei barattoli difettosi a quello della prevenzione dei barattoli difettosi.
Fase 1: Controllo della macchina prima dell'avvio (metodo visivo)
L'operatore deve effettuare un controllo visivo prima che la macchina esegua un barattolo. Non è la lattina che viene misurata, ma la preparazione della macchina.
- Controllo dei detriti: Controllare i rulli e il mandrino per verificare la presenza di polvere di alluminio o di lacca. Questi detriti modificano il diametro effettivo dell'utensile e cambiano le dimensioni della cucitura.
- Condizione dell'utensile: Ispezionare visivamente il labbro del mandrino per verificare la presenza di trucioli.
- Lubrificazione: Lubrificare tutte le parti mobili.
Fase 2: la calibrazione "di primo impatto" (il metodo distruttivo)
Non iniziare la produzione completa senza aver effettuato un'ispezione delle cuciture con strumenti adeguati.
- Riscaldamento: Far funzionare la macchina per 5-10 minuti. Le cucitrici si espandono leggermente quando si riscaldano; le impostazioni effettuate su una macchina fredda si spostano.
- L'abbattimento: Prendere le prime 3 lattine consecutive. Eseguire un test distruttivo completo.
- Calibrazione: Se la tenuta non è 100% (o il vostro standard), cambiate subito la forza della molla del rullo di seconda operazione. Non proseguire fino a quando i campioni della prima operazione non saranno perfetti.
Fase 3: Monitoraggio a intervalli (non distruttivo e campionamento)
Quando la produzione viene avviata, non è possibile smontare tutti i barattoli.
- Frequenza: Controllare ogni 30 minuti nelle linee ad alta velocità (come i nostri modelli da 50 lattine al minuto). Nel caso di linee più lente, può essere sufficiente un'ora.
- Registrazione dei dati: Documentate questi intervalli. Se si nota una tendenza (ad esempio, l'altezza della cucitura aumenta gradualmente), significa che la macchina sta andando alla deriva (un dado di bloccaggio potrebbe essere allentato o la molla del sollevatore si sta riscaldando).
Selezione degli strumenti di ispezione per la calibrazione rapida delle macchine
Gli strumenti manuali e i sistemi automatizzati sono spesso oggetto di dibattito. Noi consigliamo ai clienti di scegliere gli strumenti in base alla loro velocità di feedback, piuttosto che alla loro tecnologia. In questo modo si vuole garantire che i dati vengano forniti tempestivamente all'operatore per consentirgli di effettuare le regolazioni della macchina.
- Strumenti manuali (micrometri/calibri):
- Pro: Economico, resistente.
- Contro: Registrazione soggettiva (misurata in modo diverso da operatori diversi), lenta e manuale dei dati.
- Caso d'uso: Ideale per gli avvii a basso volume o come backup.
- Sistemi di visione automatizzati (monitor di cucitura):
- Pro: Archiviazione digitale dei dati oggettiva ed estremamente veloce.
- Contro: Costo iniziale più elevato.
- Caso d'uso: Indispensabile per qualsiasi linea di produzione seria in cui sia richiesta la tracciabilità.
Lo strumento più utile è quello che si adatta al vostro flusso di lavoro. Un'unità di ispezione automatizzata da 50.000 dollari non serve a nulla se i dati sono archiviati in un ufficio informatico. Il cucitore deve essere accanto al monitor. Quando il sistema segnala un gancio a corpo basso, l'operatore deve sapere che deve ispezionare il primo rullo operativo.
Non investite mai troppo in tecnologie non necessarie, ma non sottospecificate il vostro controllo qualità. Il protocollo di un produttore artigianale che sigilla 20 lattine al minuto non è lo stesso di quello di un impianto di produzione di bevande che ne sigilla 500.
La seguente matrice può essere utilizzata per identificare la giusta configurazione di ispezione da utilizzare al proprio livello di produzione:
| Scala di produzione | Produzione tipica (CPM) | Impostazione dell'ispezione consigliata | Proposta di valore |
| Linea micro/pilota | < 15 CPM | Micrometro manuale + sega per cuciture | Basso costo di capitale: ideale per le aziende in cui gli operatori hanno tutto il tempo di misurare manualmente le lattine tra un ciclo e l'altro. |
| PMI / medie imprese | 20 - 80 CPM | Monitoraggio video desktop (VSM) | Precisione e velocità: Fornisce la necessaria traccia di controllo digitale ed elimina gli errori dell'operatore senza i costi dell'automazione in linea. |
| Alto volume | 100+ CPM | Radiografia in linea o visione completamente automatica | Campionamento in tempo reale: Necessario quando la produzione si muove troppo velocemente per il campionamento umano; rileva istantaneamente le derive statistiche. |
Conclusione
L'ispezione delle doppie cuciture non è un'attività passiva di scrittura di numeri, ma un'interazione attiva con la macchina. Ogni micron di variazione nel record di ispezione è un mormorio della macchina che vi dice cosa vuole, sia che si tratti di una regolazione del rullo, di una molla o di un mandrino.
Tuttavia, una macchina di alta qualità è la base di una cucitura perfetta. Una cucitrice che non è strutturalmente rigida o che non ha una precisione dei componenti non può essere riparata con alcuna regolazione.
A Levapack, non vendiamo solo macchine; forniamo stabilità. Con componenti lavorati a CNC con precisione di 2μm, servocomandi di qualità superiore e una struttura in acciaio inox per impieghi gravosi, le nostre soluzioni di inscatolamento personalizzate sono costruite per mantenere le impostazioni turno dopo turno. Supportiamo i produttori di oltre 100 paesi, aiutandoli a passare dalla risoluzione dei difetti all'ottimizzazione della produzione.
Siete stanchi di modificare costantemente le vecchie apparecchiature solo per superare le ispezioni sulle giunture?
Contattate Levapack oggi stesso. Discutiamo di una soluzione di inscatolamento ad alta precisione e a zero difetti, adatta al vostro prodotto specifico e al layout del vostro stabilimento. Dalla polvere alla pasta, abbiamo l'esperienza ingegneristica per sigillare il vostro successo.



