
Guida alla cucitura doppia: Meccanica, qualità e selezione delle attrezzature
L'ultima frontiera del controllo qualità è l'integrità di un contenitore. La doppia aggraffatura è da più di un secolo lo standard definitivo per la sigillatura dei contenitori metallici nell'industria del packaging. Nell'industria alimentare e delle bevande, non è una questione di interesse meccanico conoscere i tecnicismi della doppia aggraffatura, sia che si tratti di un birrificio artigianale in fase di avvio o di una multinazionale del settore alimentare; è una parte essenziale della sicurezza alimentare, della durata di conservazione e della protezione del marchio.
Questa guida esamina i principi meccanici della doppia aggraffatura, i principali parametri di qualità e offre una guida alla scelta delle attrezzature che riducono il rischio operativo durante il processo di inscatolamento.
Indice dei contenuti
Che cos'è una doppia cucitura negli imballaggi metallici?
La doppia cucitura è un giunto meccanico molto preciso che viene creato dall'incastro dei bordi di un corpo della lattina e di un coperchio (estremità) durante il processo di aggraffatura. A differenza della termosaldatura nei contenitori in plastica o dell'accoppiamento per attrito di un tappo a scatto, la doppia cucitura si basa sulla deformazione irreversibile degli strati metallici per formare una barriera fisica.
Lo scopo principale di questa operazione di aggraffatura è quello di creare una tenuta ermetica. Tecnicamente, un sigillo ermetico è una chiusura ermetica e totalmente impermeabile ai contaminanti esterni, come gas, umidità e microrganismi. Questo sigillo è ciò che consente ai prodotti deperibili di rimanere commercialmente sterili a temperatura ambiente per anni nel contesto dell'industria alimentare.
La doppia cucitura è un'architettura tridimensionale. Non si tratta semplicemente di piegare il metallo, ma di controllare gli spazi tra le pieghe. Pochi micron possono creare un punto di ingresso per i batteri aerobici, tra cui il Clostridium botulinum, per entrare nel corpo del contenitore dopo il processo di raffreddamento. Pertanto, il punto più importante del sistema di gestione della qualità (QMS) di qualsiasi linea di aggraffatura delle lattine è il mantenimento dell'integrità della doppia cucitura.
Componenti principali e terminologia di base
Per controllare una linea di cucitura automatizzata è necessario parlare di geometria delle cuciture. Ogni aspetto di una doppia cucitura racconta la calibrazione della macchina e le prestazioni del materiale.
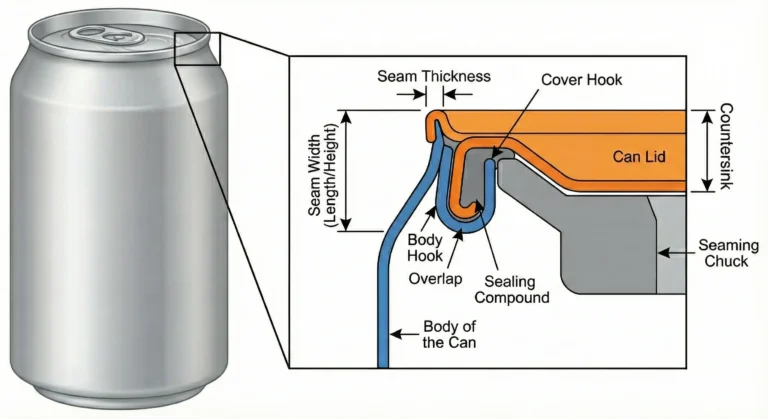
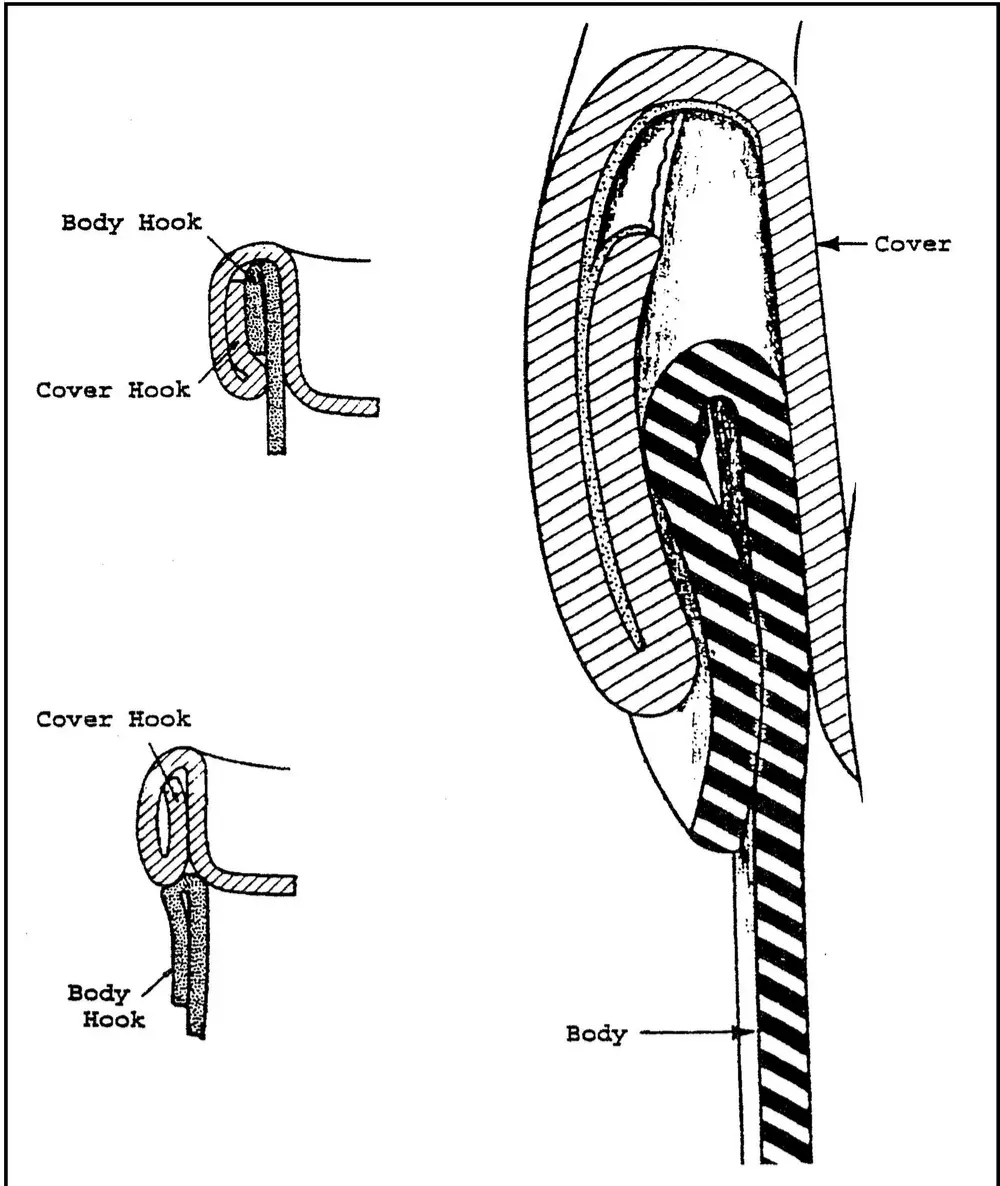
Gancio per il corpo: È la parte del corpo della flangia della lattina che viene piegata verso il basso nel processo di aggraffatura. Dovrebbe essere un gancio del corpo sufficientemente lungo per garantire la sovrapposizione, ma non troppo lungo da provocare una deformazione strutturale.
Gancio di copertura (Gancio terminale): Si tratta della parte del coperchio della lattina (il "ricciolo") che viene piegata e ripiegata dietro il gancio del corpo. Un lungo gancio per il coperchio consente di raggiungere più in profondità la piega, fungendo da guarnizione interna.
Sovrapposizione: Questa è probabilmente la misura più significativa nell'analisi delle cuciture. La distanza fisica alla quale il gancio di copertura e il gancio del corpo si incastrano è nota come distanza fisica. Senza un'adeguata sovrapposizione, la cucitura manca di integrità strutturale.
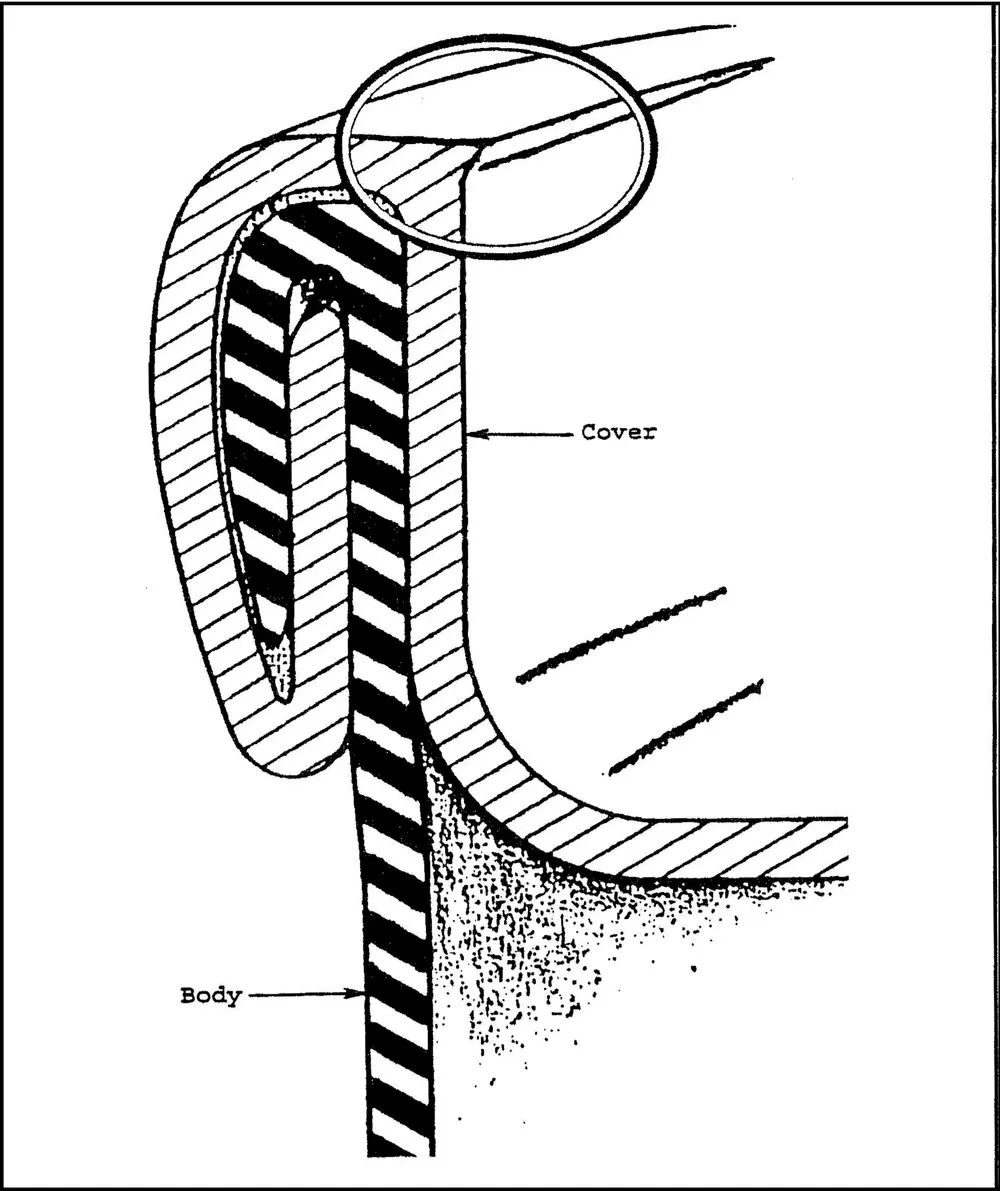
Spessore della cucitura: Si tratta della larghezza complessiva della doppia cucitura finita, che corrisponde alla larghezza di tutti e cinque gli strati di metallo (tre strati del coperchio e due strati del corpo). Lo spessore eccessivo è solitamente segno di un rullo di seconda operazione allentato.
SLarghezza (lunghezza/altezza): Si tratta della dimensione maggiore della cucitura in direzione dell'asse verticale della lattina. Variazioni nella larghezza possono indicare problemi di allineamento del rullo o usura del mandrino.
Svasatura: È la distanza tra la parte superiore della doppia cucitura e la parte inferiore dell'estremità della lattina. È una misura importante perché indica il grado di aderenza del coperchio della lattina al mandrino di aggraffatura.
Composto sigillante: Si tratta di uno speciale rivestimento resistente, in genere una gomma sintetica o un polimero, che viene applicato all'arricciatura dell'estremità della lattina prima di raggiungere l'aggraffatrice. Sotto l'alta pressione della operazione di aggraffaturaQuesto composto viene spinto nei microscopici vuoti tra i ganci metallici sotto l'alta pressione della seconda operazione e fornisce una chiusura a tenuta di gas.
Come si forma la doppia cucitura
La creazione di una doppia cucitura è un procedimento meccanico in due fasi. Si tratta di una deformazione progressiva e graduale di un contenitore di stagno o di alluminio, senza fratturare o scalfire le finiture protettive.
La prima operazione: Creare l'interblocco
Il processo inizia con il sollevamento della lattina carica di prodotto. Il mandrino di aggraffatura viene inserito nella svasatura del coperchio, afferrando saldamente il coperchio contro il corpo della lattina. Il rullo di aggraffatura della prima operazione procede quindi verso la lattina.
Il profilo del rullo della prima operazione è profondo e stretto. Ha lo scopo di arrotolare il ricciolo del coperchio lungo la flangia del corpo della lattina. Il metallo viene indirizzato verso una forma a gancio libera mentre la lattina ruota contro il rullo. Alla fine di questa fase, il gancio del coperchio e quello del corpo sono intrecciati, anche se la giunzione non è ermetica. Una sezione trasversale realizzata a questo punto darebbe una forma a S libera. La prima operazione è molto importante: deve essere abbastanza stretta in modo che i ganci non siano troppo corti per sovrapporsi nella seconda operazione.
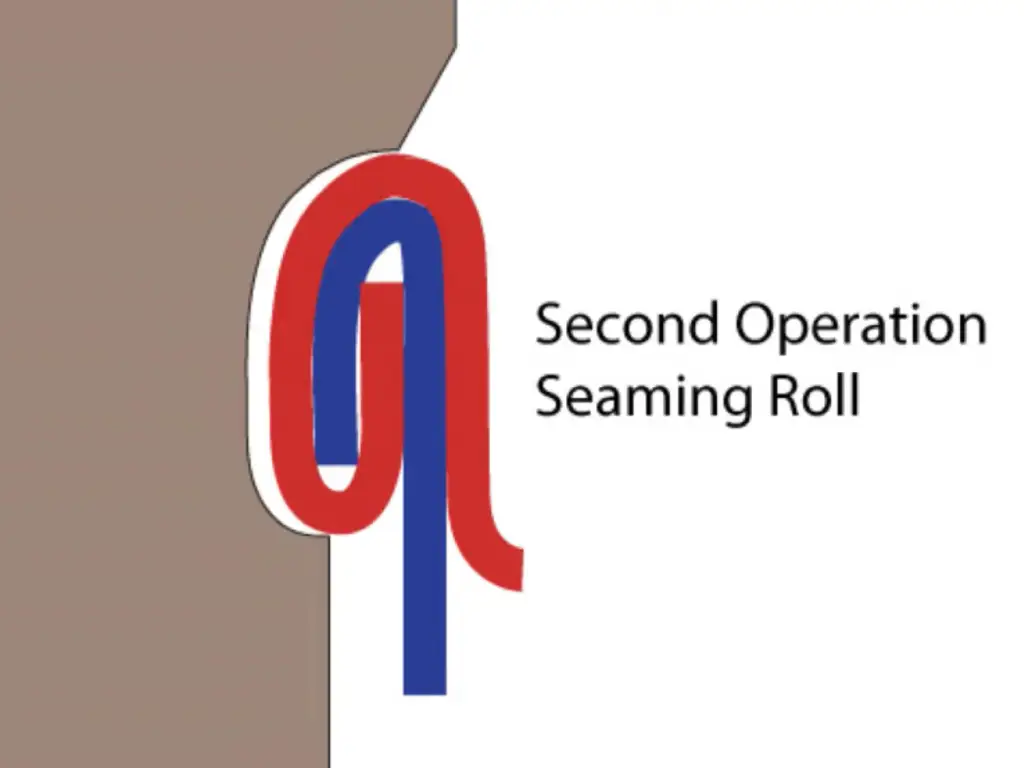
- La seconda operazione: Compressione finale
Il profilo del rullo di seconda operazione è più piatto e meno profondo. Ha una funzione di compressione ad alta pressione. Scorre per appiattire la struttura a cinque strati contro il mandrino di aggraffatura. Questa forza riduce lo spessore della cucitura e costringe i ganci metallici ad unirsi.
Inoltre, questa compressione fa sì che il composto sigillante fluisca uniformemente attraverso i vuoti interni della giuntura. La seconda operazione è la conversione dell'incastro meccanico allentato in un'unità solida ed ermetica. Quando la pressione è troppo bassa, la mescola non riempie i vuoti e il composto perde. Una pressione eccessiva può causare l'allungamento del metallo o la fuoriuscita della mescola (il cosiddetto compound squeeze), riducendo la durata della tenuta.

I principali vantaggi della tecnologia di doppia aggraffatura
Sebbene siano stati sviluppati altri tipi di confezionamento, la doppia cucitura è ancora il tipo di conservazione preferito su scala industriale per una serie di motivi:
Elevata resistenza alla pressione interna ed esterna: Le lattine di metallo sono spesso utilizzate con bevande gassate (pressione interna) o verdure sottovuoto (pressione atmosferica esterna). La resistenza meccanica per resistere a queste forze senza cedimenti è data dall'incastro dei ganci di una doppia cucitura.
Stabilità termica: La doppia cucitura è un legame totalmente meccanico. Non si basa su adesivi che possono degradarsi se esposti ad alte temperature. Questo lo rende adatto al processo di storta, in cui le lattine vengono esposte a 121 o C (250 o F) o più per raggiungere la sterilità commerciale.
- Preservazione dell'integrità del prodotto: Poiché il processo di doppia aggraffatura è a freddo (non è necessario il calore per incollare il coperchio), elimina la possibilità di perdita di sapore durante il processo di sigillatura a causa del calore. Ciò è particolarmente importante per le bevande di alta gamma e per i nutrienti sensibili.
- Operativo Produttività: Le macchine aggraffatrici rotative di tipo moderno possono gestire più di 1.500 lattine in un minuto. Questa scalabilità non ha paragoni con la maggior parte delle altre tecnologie di sigillatura e rappresenta quindi la soluzione più conveniente per la produzione di massa.
- Sicurezza verificata: La doppia giunzione è un giunto meccanico tra i più studiati in ingegneria. Le sue modalità di guasto sono ben note e le procedure di ispezione standardizzate consentono ai produttori di dimostrare la sicurezza dei loro prodotti con sicurezza matematica.
Difetti comuni della doppia aggraffatura e loro impatto
Sebbene lo standard industriale più comune e più affidabile per i contenitori metallici sia la doppia aggraffatura, si tratta di un processo meccanico e quindi soggetto a deviazioni operative. Qualsiasi difetto meccanico può portare alla compromissione del lotto.
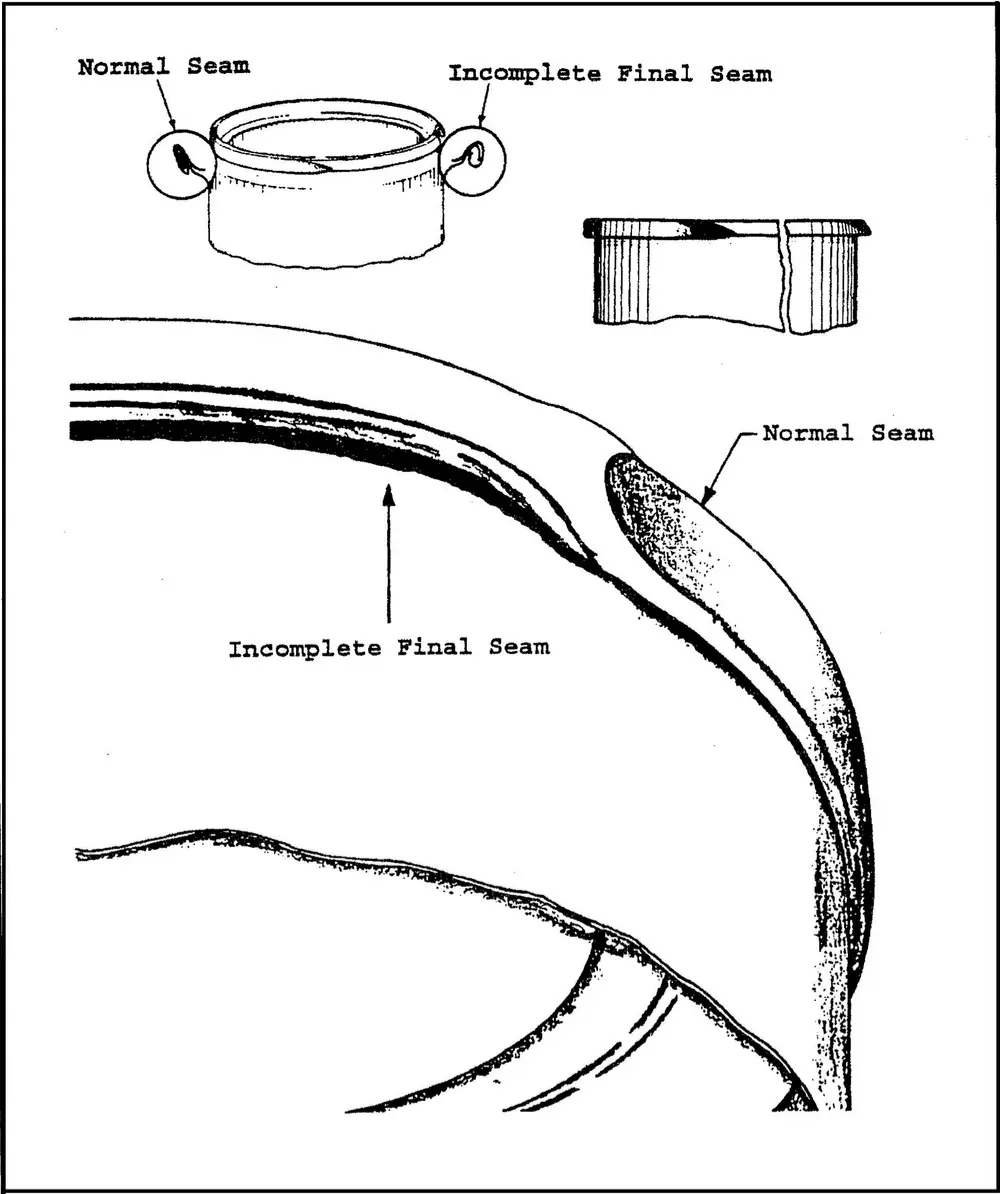
- False cuciture: Si tratta di un grave guasto in cui il gancio di copertura e il gancio del corpo non si incastrano. Sono semplicemente forzati l'uno con l'altro. In superficie, la cucitura può sembrare normale, ma l'integrità strutturale è nulla e si verifica una perdita anche con una pressione minima.
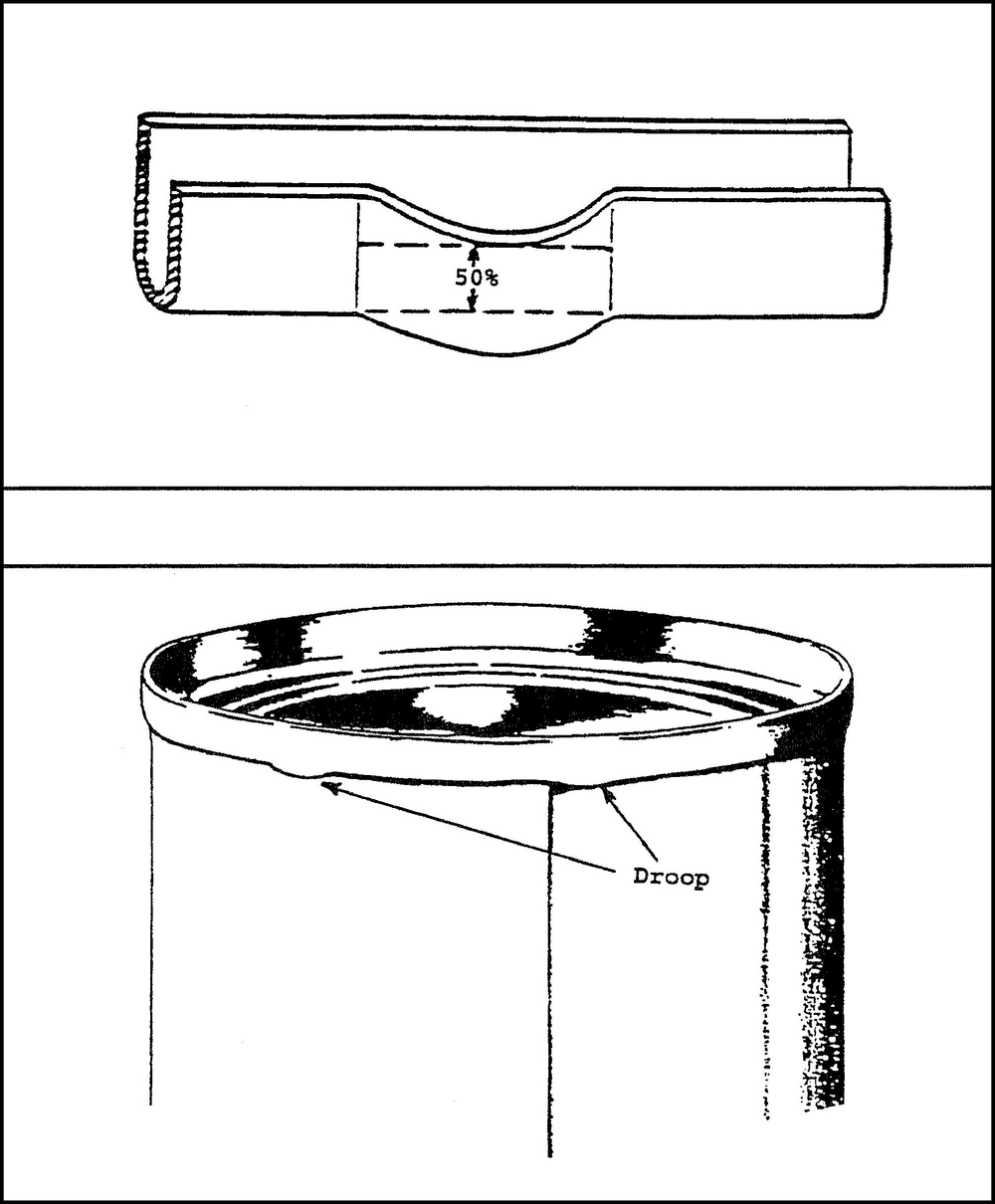
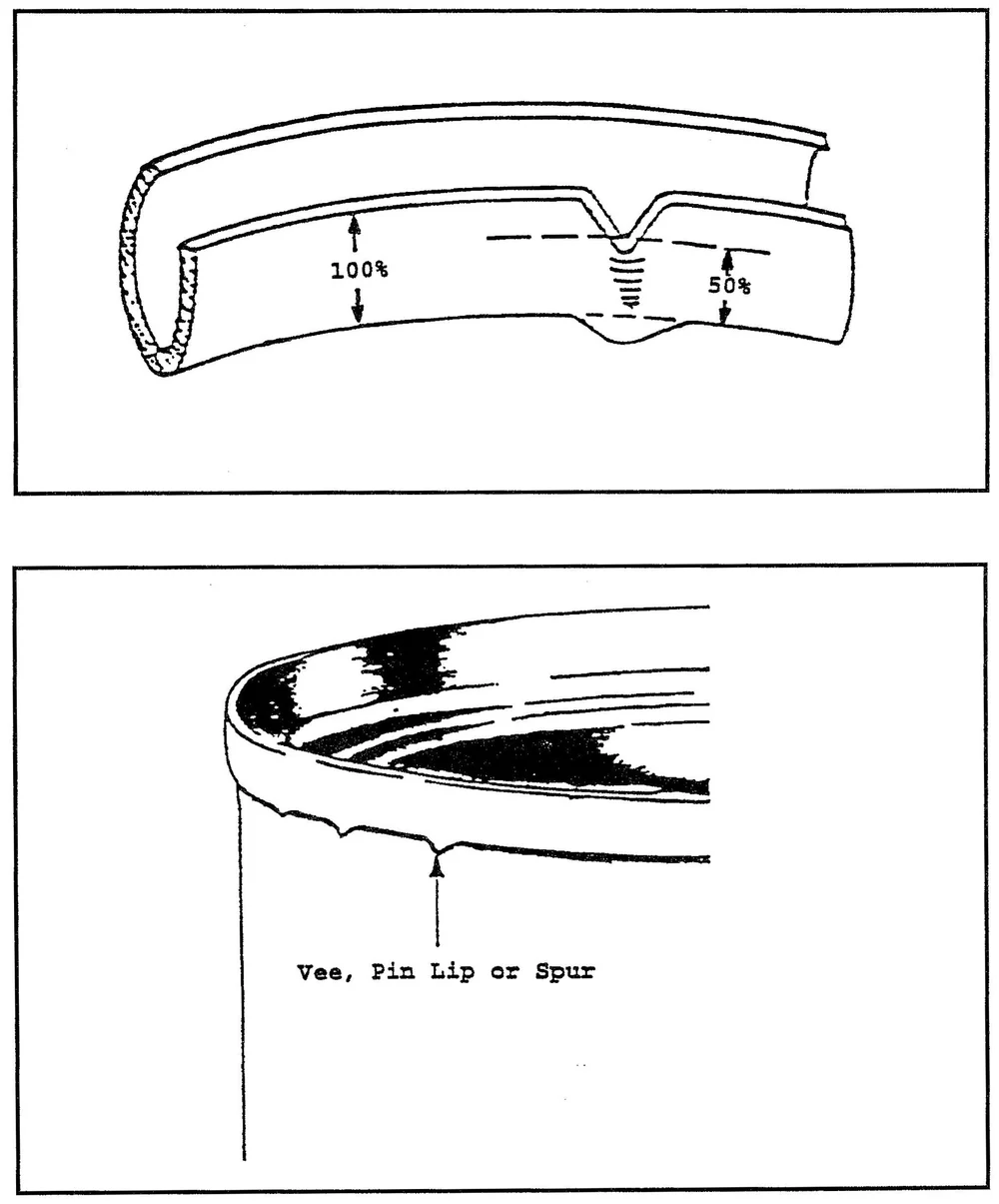
- Droop: Il droop è un'attenuazione o una sporgenza localizzata nella parte inferiore della doppia cucitura. Si verifica normalmente quando una parte del gancio di copertura scivola e non viene rimboccata. Ciò costituisce un punto di possibile intrusione batterica.
- Vee (Jump Over): Si tratta di piccole sporgenze a forma di V nella parte inferiore della cucitura. Di solito si trovano in prossimità dell'aggraffatura laterale di una lattina a tre pezzi. Dimostrano che i rulli di aggraffatura non riuscivano a sostenere la stessa pressione quando passavano sul metallo più pesante dell'aggraffatura laterale.
- Testa di moro (Skidding): Quando il mandrino di aggraffatura scivola sul coperchio della lattina durante il processo di aggraffatura, si parla di testa morta. La cucitura non viene completamente modellata perché la lattina ha smesso di ruotare alla giusta velocità. Ciò può essere dovuto alla mancanza di pressione del sollevatore o a un mandrino danneggiato.
- Cutover (cucitura netta): Si tratta di un bordo tagliente sulla parte superiore della cucitura, in genere all'interno della parete del mandrino. Questo bordo tagliente indica che il metallo è stato schiacciato eccessivamente tra il rullo e il mandrino. I ritagli possono causare la frattura del metallo e l'immediata rottura della guarnizione.
Gli effetti di questi difetti sono immensi. Un lotto di perdite può causare il deterioramento dei prodotti, la contaminazione dell'ambiente nel magazzino e, nel peggiore dei casi, malattie di origine alimentare che possono danneggiare in modo permanente un marchio.
Fattori critici per garantire l'integrità della cucitura
Sapendo che questi difetti sono possibili, la domanda successiva che sorge spontanea è: Come evitarli? Per ottenere una doppia aggraffatura di alta qualità, l'aggraffatrice, il materiale e l'ambiente di processo devono essere perfettamente allineati.
Configurazione meccanica e specifiche dei materiali
Il Seamer è uno strumento di precisione. Tutte le parti devono essere calibrate con una frazione di millimetro.
- Geometria del rullo e del mandrino: I profili dei rulli di aggraffatura devono essere controllati per verificare che non siano usurati. Il profilo del rullo si erode con il tempo a causa del contatto metallo-metallo, dando luogo a giunture allentate. La maggior parte degli impianti attuali sono rivestiti con rulli rivestiti di nitruro di titanio o ceramica per aumentarne la durata.
- Pressione della piastra di sollevamento: È la forza che spinge il corpo del barattolo nel mandrino. Deve essere bilanciata. Se è troppo bassa, il barattolo slitta (testa di morto). Se è eccessiva, il corpo del barattolo si deforma a causa del carico verticale.
- Materiale Coerenza: La durezza e lo spessore del metallo devono essere uniformi. Se l'estremità del metallo è più dura rispetto alle specifiche, non cederà alla forza di laminazione, causando ganci poco profondi e sovrapposizioni inadeguate. Una causa frequente di difetti di doppia cucitura è il passaggio a un coperchio di metallo più economico senza ricalibrare l'aggraffatrice.
Parametri di processo e ambiente di produzione
Anche la manipolazione del prodotto sulla linea prima e durante il processo di aggraffatura influisce sulla qualità:
- Gestione delle sovrapposizioni: Il principale indicatore di sicurezza è la sovrapposizione. Essa è determinata dalle dimensioni del corpo e dei ganci di copertura. Gli standard tecnici normalmente richiedono una sovrapposizione minima del 55% per essere considerati sicuri.
- Contaminazione del prodotto: Nel caso in cui cibo o liquidi si rovescino sulla flangia prima dell'aggraffatura, possono rimanere intrappolati nel giunto. Questa trappola non consente l'incastro del metallo e costituisce una via di fuga. Questo fenomeno è particolarmente diffuso nelle linee di riempimento rapido, dove è probabile che i liquidi schizzino.
- Headspace e Vuoto: Durante i processi di riempimento a caldo, il barattolo subisce una leggera variazione delle sue dimensioni a causa delle variazioni di temperatura. L'aggraffatrice deve essere regolata in modo da tenere conto della temperatura del metallo durante la saldatura per mantenere costante la compressione.
Lista di controllo a tre livelli per la qualità delle cuciture
Un programma efficace di garanzia della qualità impiega un sistema graduale per identificare gli errori prima che raggiungano il consumatore, passando dall'osservazione non distruttiva a un intenso esame di laboratorio.
Livello 1: ispezione visiva
Questa è la prima linea di difesa e deve essere eseguita dall'operatore ogni 15-30 minuti. L'operatore cerca di individuare le indicazioni esterne evidenti di problemi:
- Graffi o scalfitture sulla superficie della cucitura.
- Distorsioni localizzate (cadute o veli).
- Bordi acuti sulla parte superiore della parete del mandrino (cutover).
- Segni di "slittamento" in cui il mandrino si è appoggiato al coperchio. Sebbene l'ispezione visiva non possa essere utilizzata per stabilire se una cucitura è buona, può essere facilmente utilizzata per stabilire se una cucitura è cattiva e la produzione può essere interrotta immediatamente.
Livello 2: Misura esterna
I tecnici misurano le dimensioni esterne con l'aiuto di attrezzature speciali come un micrometro per cuciture o un calibro digitale per cuciture: spessore della cucitura, larghezza della cucitura e profondità della svasatura. Questi dati vengono misurati in un grafico di controllo statistico del processo (SPC). Quando lo spessore inizia a variare, significa che i rulli di aggraffatura si stanno usurando o che le impostazioni di pressione stanno cambiando. Ciò consente di effettuare una manutenzione proattiva anziché reattiva.
Livello 3: Teardown/Prove distruttive
In questo modo è possibile verificare realmente la tenuta. Per ogni testa di aggraffatura viene prelevato un campione. Un tecnico rimuove fisicamente il gancio di copertura del gancio del corpo con uno strumento noto come "teardown". Durante il teardown sono state effettuate le misurazioni di:
Lunghezza del gancio del corpo e del coperchio.
Calcolo della sovrapposizione.
Valutazione delle rughe (tenuta): Il tecnico ispeziona il gancio di copertura per verificare la presenza di grinze. Una grinza elevata (di solito superiore a 30%) indica che la cucitura non è stata compressa a sufficienza dal rullo di seconda operazione.
Imaging trasversale: I monitor per cuciture video sono ora utilizzati in molti impianti ad alto volume. La cucitura viene tagliata, lucidata e messa al microscopio. Tutti i parametri interni vengono poi misurati automaticamente con una precisione di un micron grazie a un software.
Doppia aggraffatura e altre tecnologie di sigillatura
Le lattine di metallo utilizzate nell'industria sono quelle a doppia aggraffatura, grazie alla loro particolare capacità di resistere a pressioni e temperature elevate. Tuttavia, quando si pensa ad altri tipi di materiali di imballaggio o contenitori, è necessario conoscere le altre tecnologie presenti sul mercato.
| Tecnologia | Meccanismo | Materiali primari | Svantaggi principali |
|---|---|---|---|
| Doppia cucitura | Interblocco meccanico | Stagno, alluminio, PET | Richiede una calibrazione meccanica precisa. |
| Sigillatura a caldo | Fusione termica | Contenitori di plastica, laminati | Suscettibile a "burn-through" o a legami deboli. |
| Sigillatura a induzione | Riscaldamento elettromagnetico | Fodere in lamina su plastica/vetro | Funziona solo con contenitori non metallici. |
| Sigillatura a ultrasuoni | Vibrazione molecolare | Termoplastici, compositi | Costo elevato delle attrezzature; limitato a materiali specifici. |
Sebbene la termosaldatura sia un ottimo metodo di confezionamento flessibile, non è forte come una doppia cucitura. La sigillatura a induzione offre un'ottima prova di manomissione e deve avere un contenitore non metallico per consentire il passaggio del campo elettromagnetico.
Scelta della giusta attrezzatura per l'aggraffatura dei barattoli
La scelta di un'aggraffatrice è un investimento di capitale a lungo termine. Una decisione inadeguata comporterà anni di costosa manutenzione e spreco di prodotti. La scelta deve basarsi sui seguenti criteri:
- Scala e velocità di produzione: Adattare il valore di lattine al minuto (CPM) della macchina alla propria linea di riempimento. In questo caso, uno sbilanciamento crea un collo di bottiglia nelle operazioni. Le cucitrici rotative con più teste sono l'unica soluzione possibile per le linee ad alta velocità (più di 200 CPM) per garantire lo stesso tempo di permanenza su ogni lattina.
- Versatilità del contenitore: La flessibilità delle SKU è un vantaggio competitivo nel mercato attuale. La macchina è in grado di lavorare con vari diametri e altezze? Cercate progetti con cambio rapido, in modo che il vostro team possa cambiare mandrini e rulli in meno di 30 minuti.
- Ingegneria igienica: Nel caso di alimenti e bevande, la macchina deve essere classificata per il lavaggio. Ciò implica una struttura in acciaio inossidabile (304 o 316) e un design che non presenti punti morti in cui possano svilupparsi batteri o muffe.
- Precisione Ingegneria: Ricercare le tolleranze di fabbricazione dell'aggraffatrice stessa. Le macchine realizzate con parti lavorate a controllo numerico e cuscinetti di alta qualità sono più ripetibili, vale a dire che la 1.000.000 di lattine avrà la stessa qualità di cucitura della prima.
- Intelligenza e integrazione: La macchina è dotata di sensori di assenza di barattolo, coperchio o rilevamento di inceppamento? È in grado di esportare i dati nel sistema ERP della vostra fabbrica? La curva di apprendimento dei nuovi operatori è stata notevolmente ridotta con le moderne cucitrici controllate da PLC e dotate di interfacce touch-screen.
L'attrezzatura più costosa non è quella che ha il prezzo più alto, ma quella che si rompe nel periodo di alta stagione.
A Levapack, progettiamo i nostri sistemi per soddisfare questo preciso standard, padroneggiando la tecnologia della doppia cucitura. Utilizziamo lavorazioni CNC di precisione a 2μm per i componenti critici e integriamo elettronica di classe mondiale di Siemens e Schneider. Compatibilità è la nostra pietra angolare.le nostre macchine sono progettate per gestire diversi materiali, tra cui banda stagnata, alluminio e PET, e diverse dimensioni, dalle piccole sigillatrici per lotti da 10 lattine alle linee industriali su larga scala. Il nostro obiettivo per i clienti è quello di fornire più di una semplice macchina; forniamo una soluzione di linea di produzione di imballaggi su misura per voi.
Quando scegliete la nostra tecnologia, investite in una garanzia di 16 mesi e in una rete di assistenza globale che assicura che la vostra linea non si fermi mai. Il nostro team di ingegneri mette a disposizione di ogni unità oltre 15 anni di esperienza nell'assemblaggio manuale, assicurando che i vostri obiettivi di produzione siano raggiunti con assoluta certezza meccanica.
Domande frequenti
Con quale frequenza devo calibrare l'aggraffatrice?
La calibrazione deve essere verificata all'inizio di ogni turno. I rulli e i mandrini devono essere controllati almeno una volta ogni trimestre, a seconda del volume di produzione, e devono essere sottoposti a un controllo meccanico completo.
Perché la sovrapposizione è più importante dello spessore della cucitura?
Lo spessore può essere conforme alle specifiche anche quando i ganci non sono interconnessi. L'unica misura reale del legame fisico tra il corpo e il coperchio è la sovrapposizione. Se non c'è sovrapposizione, non c'è tenuta.
Posso aggraffare le lattine in PET utilizzando le stesse attrezzature delle lattine in metallo?
È possibile applicare lo stesso principio meccanico, ma i rulli devono essere profilati in modo speciale per essere utilizzati nel PET. La plastica non si comporta come il metallo quando è sotto pressione e necessita di uno speciale metodo soft-touch per evitare crepe.
Il lavaggio con azoto influisce sulla doppia cucitura?
La meccanica della cucitura non viene alterata dall'azoto, ma l'integrazione tra riempitrice e aggraffatrice è più complicata. È necessario assicurarsi che l'ossigeno venga eliminato entro pochi millisecondi prima dell'inizio dell'operazione.
Qual è la causa più comune delle "perdite" in una nuova configurazione?
In genere si tratta di una pressione impropria della piastra di sollevamento o di un rullo non allineato correttamente durante la prima operazione. Quando l'operazione iniziale non riesce a posizionare correttamente la curva S, la seconda operazione non sarà in grado di correggerla.


