Ein Doppelfalz ist nicht nur ein Verschluss in der Konservenindustrie, er ist die wichtigste Barriere zwischen Ihrem Produkt und der Außenwelt. Bei Lebensmittel-, Getränke- und Industriegüterherstellern entscheidet die Produktintegrität dieser Naht über die Haltbarkeit, die Sicherheit und den Ruf der Marke.
Dennoch betrachten die meisten Qualitätskontrollmanager und Linieningenieure das Thema der Doppelnahtprüfung aus einer reaktiven Perspektive. Sie schenken Doppelnahtfehlern viel Aufmerksamkeit - sie zeichnen die Messungen auf, protokollieren den Fehler und entsorgen das Produkt. Messungen sind nicht die Lösung, obwohl sie ein wichtiger Teil des Qualitätskontrollprozesses sind.
Um Null-Fehler zu erreichen, müssen Sie Ihre Einstellung zur Inspektion auf Optimierung umstellen. Die Daten einer Doppelnahtinspektion sind nicht nur eine Pass/Fail-Bewertung, sondern ein Diagnosebericht über den Zustand Ihrer Verschließmaschine. Jede Veränderung in der Nahtdicke, der Überlappung oder der Länge der Körperhaken ist ein direkter Hinweis darauf, dass ein bestimmtes mechanisches Teil, eine Rolle, ein Heber oder ein Verschließfutter, ausgetauscht werden muss.
Der Leitfaden richtet sich an Produktionsleiter und Ingenieure, die die Lücke zwischen Nahtprüfungsdaten und Maschinenmechanik schließen wollen. Wir werden uns ansehen, wie die Messungen der Produktqualität in mechanische Änderungen umgewandelt werden können, die implementiert werden können, damit Ihre Produktionslinie mit Genauigkeit und Effizienz arbeitet.
Die grundlegende Definition von Doppelnaht
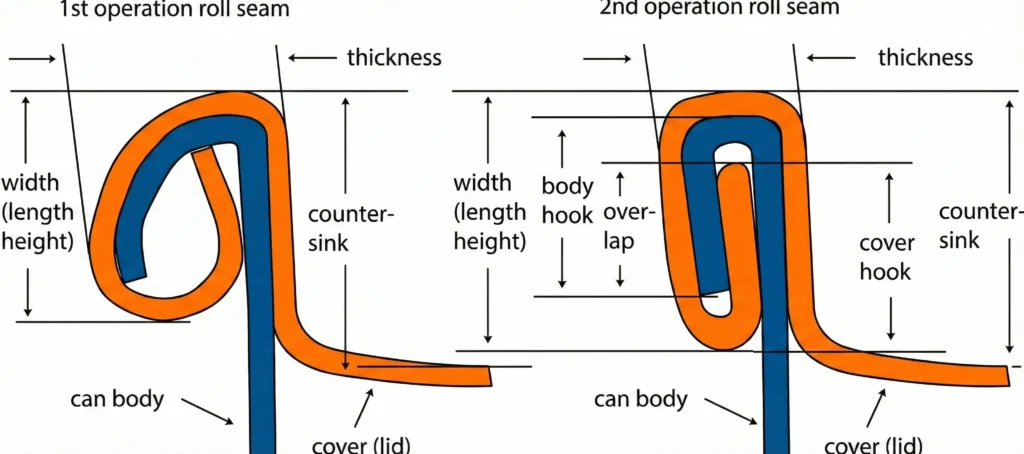
Die Doppelnaht ist ein hermetischer Verschluss, der durch die mechanische Verriegelung von 5 Metallschichten entsteht. Bei diesen Schichten handelt es sich um drei Schichten der Dosenböden (Deckel) und zwei Schichten des Dosenkörpers. Im Wesentlichen müssen diese Metallteile richtig gefaltet werden, um ein Auslaufen zu verhindern.
Der Falzvorgang erfolgt in zwei Arbeitsgängen. Im ersten Arbeitsgang wird die ursprüngliche Struktur hergestellt, indem der Deckelhaken um den Körperhaken gewickelt wird. Im zweiten Arbeitsgang werden diese Schichten zusammengepresst, um eine gasdichte Dichtung zu bilden. Diese mechanische Verriegelung ist das, was man verstehen muss, um das Versagen einer Naht zu diagnostizieren. Wenn die physische Überlappung dieser fünf Lagen nicht ausreicht oder der zweite Arbeitsgang zu locker ist, kommt es zu einer undichten Doppelnaht.
Wie man inspiziert: Visuelle vs. zerstörerische Methoden
Die Qualitätskontrolle muss in zwei Schritten erfolgen: erstens durch regelmäßige zerstörungsfreie Sichtprüfungen, um grobe Fehler zu erkennen, und zweitens durch regelmäßige zerstörende Prüfungen, um die innere Unversehrtheit mit speziellen Nahtprüfgeräten sicherzustellen.
- Visuelle Inspektion (zerstörungsfrei)
Häufigkeit: Alle 15-30 Minuten an der Nahtstelle.
Zweck: Um grobe Maschinenfehler oder "Drift" früh genug zu erkennen, bevor es kritisch wird.
Die Bediener sollen die Dose physisch drehen und die Naht berühren. Sie sind auf der Suche:
- Droop: Eine glatte Projektion der Naht nach unten an der Kreuzung.
- Vee: Ein scharfer "V"-förmiger Vorsprung, der oft auf eine lockere erste Operationsnaht hinweist.
- Scharfe Naht: Eine scharfe Kante an der Oberkante des Dosenkörpers innerhalb des Falzes (deutet auf Probleme mit dem Spannfutter hin).
- Skidders/Deadheads: Beweise dafür, dass die Dose beim Doppelfalz verrutscht ist.
- Teardown-Inspektion (zerstörend)
Häufigkeit: Zu Beginn der Schicht (First-off), bei Schichtwechsel und nach jeweils 4 Stunden.
Zweck: Zur Messung der inneren Doppelnahtkomponenten und der Dichtheitsklasse.
Das Verfahren:
- Aufteilung: Schneiden Sie mit einer speziellen Falzsäge einen Querschnitt durch den Falz. So können Sie die Dose auf das Dosenfalzprüfgerät legen, um Überlappung, Körperhaken und Deckelhaken zu messen.
- Abisolieren: Ziehen Sie den Rest des Deckelhakens mit einem Nahtabzieher (oder einer Zange) vom Dosenkörper ab.
- Bewertung der Dichtheit: Überprüfen Sie die Innenseite des Haken des Dosenkörpers und des entfernten Deckelhakens. Sie werden feststellen, dass einige Nahtoperationen Falten hinterlassen haben. Ein deutlicher Nahtabdruck ist oft ein gutes Zeichen.
- Keine Falten (100% Straffheit): Ideal (oder sogar zu eng).
- Leichte Falten (90% Straffheit): Normaler Hinweis auf ausreichende Dichtigkeit.
- Tiefe Falten, die bis zum Boden reichen (Loose): FAIL.
Verknüpfung von Inspektionsmetriken mit der Mechanik von Verschließmaschinen
Jetzt, wo Sie Ihre Messungen haben, wie verwenden Sie sie?
Ihre Nähte sollten einen bestimmten Toleranzbereich aufweisen, um den gesetzlichen Anforderungen wie der FDA (21 CFR 113) oder Industriestandards wie dem ISBT zu genügen. Aber es ist nicht die halbe Miete, wenn eine Zahl außerhalb der Spezifikation liegt. Sie müssen wissen, an welcher Schraube Sie drehen müssen.
Die kritischen Industrienormen (Safe Zones) sind in der folgenden Tabelle direkt den Maschinenkomponenten zugeordnet, die sie steuern. Dies ist Ihr wichtigstes Diagnosekriterium für die Doppelnahtqualität.
| Parameter und sicherer Bereich (Standard) | Definition und Bedeutung des Begriffs | Steuerung Maschinenteil |
| Körperhaken(Spezifikation ± 0,15 mm) | Def: Flansch nach unten gebogen. Kritikalität: Unerlässlich für die Erstellung der Interlock-Struktur. | Erste Operationsrolle (Höhe und Tiefe der Rille). |
| Überlappung(> 1,0 mm / 0,040″) | Def: Länge der Verriegelung zwischen den Häkchen. Kritikalität: Die primäre Barriere gegen das Eindringen von Bakterien (Leaker). | Zweite Arbeitswalze & Hebedruck (primär) Auch von der 1. Op-Geometrie betroffen. |
| Straffheit(> 75% - 80%) | Def: Fehlen von Falten auf dem Abdeckhaken. Kritikalität: Gewährleistet, dass die Dichtungsmasse die Hohlräume ausfüllt. | Zweite Operation Rolle Profil (Einstellung der Dichtheit und Federdruck). |
| Senker(Spezifikation ± 0,15 mm) | Def: Tiefe von der Oberkante der Naht bis zum Boden des Deckels. Kritikalität: Beeinflusst die Nahtfestigkeit und Druckbeständigkeit. | Futterhöhe und -ausrichtung (und Stabilität der Heberfeder). |
| Deckelhaken (Spezifikation ± 0,15 mm) | Def: Lidkräuselung nach oben gebogen. Kritikalität: Arbeitet mit Body Hook, um Überlappungen zu erzeugen. | Erste Operationsrolle (Interagiert mit Chuck) |
Die erste Operation: Formung der Haken (Körper und Deckelhaken)
Die Doppelnaht basiert auf dem ersten Arbeitsgang. Sie entscheidet darüber, wie viel Material für die endgültige Versiegelung übrig bleibt. Sie besteht insbesondere aus dem Körperhaken und dem Deckelhaken. Dies sind die beiden Metallstrukturen, die schließlich miteinander verbunden werden müssen. Eine gute Naht im ersten Arbeitsgang ist entscheidend, denn wenn sie in diesem Stadium zu kurz oder verformt ist, kann der zweite Arbeitsgang die Dose nicht mehr retten.
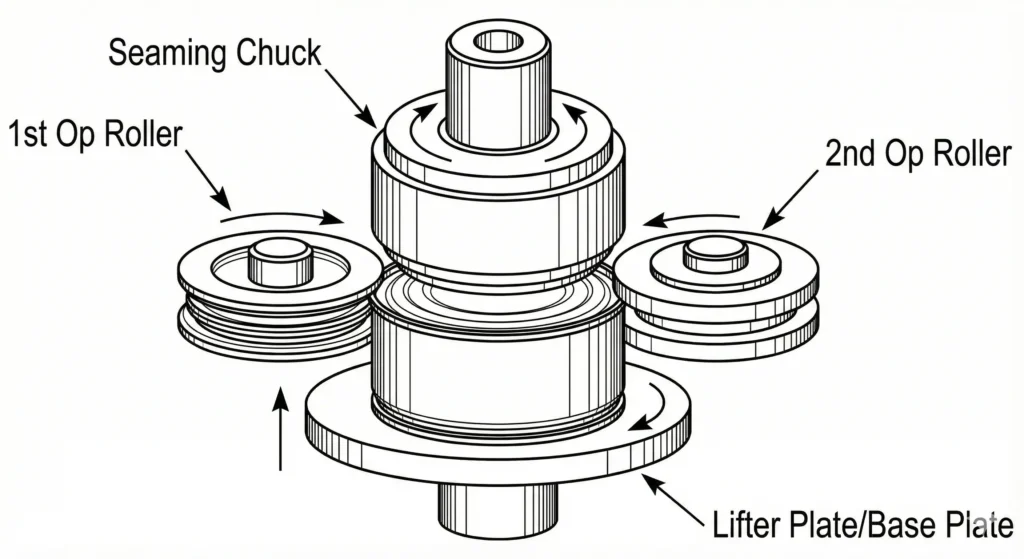
Diese Haken werden nur durch die erste Arbeitswalze erzeugt. Die Walze drückt die Wölbung des Deckels unter den Rand des Dosenrandes. Die Menge des gebogenen Materials hängt von der Tiefe der Walze im Vergleich zum Spannfutter (Stifthöhe) und dem Profil der Walzenrille ab.
Falls Ihr Körperhaken nicht konsistent ist, schauen Sie nicht auf die zweite Operationsrolle. Überprüfen Sie die erste Betriebsrolle. Wackelt die Rolle aufgrund der Abnutzung des Lagers? Übt der Antriebsnocken der Rolle gleichmäßigen Druck aus?
Die zweite Operation: Herstellung des Siegels (Überlappung und Dichtheit)
Die Häkchen sind nach dem Formen lose. Der zweite Vorgang ist die Ursache für die Überlappung (die tatsächliche Dichtungsstrecke) und die Nahtdichtigkeit (die Kompression der Dichtungsmasse). Die Überlappung kann nicht direkt gemessen werden, ohne die Dose aufzuschneiden, aber sie wird anhand der Hakenlänge und der Nahtdicke berechnet. Die Dichtigkeit wird bestimmt, indem die Naht abgezogen und der Deckelhaken auf Falten untersucht wird.
Die zweite Arbeitswalze steuert dies. Das Profil dieser Walze ist flacher als das der ersten. Ihre Aufgabe ist es, die im ersten Schritt entstandenen Falten zu glätten, damit eine dichte Naht entsteht.
Einer der Fehler, die dabei gemacht werden, ist die Anwendung des falschen Drucks, um ein Leck abzudichten. Ein zu hoher Druck kann das Metall überdehnen, was zu einer losen Naht oder einer geringeren Überlappung führt (ein Fehler, der als Ausbügeln bekannt ist). Das Ziel ist die richtige Kompression. Dies erfordert einen stabilen Falzkopf. Wenn der Rollendruck aufgrund einer unzureichenden Motorsteuerung schwankt, wird die Naht in einem einzigen Produktionsdurchgang ungleichmäßig dicht.
Das strukturelle Fundament: Senkung und Nahthöhe
Der Abstand zwischen der Oberkante des Falzes und der flachen Platte des Deckels ist die Senkungstiefe. Das vertikale Maß der Außenabmessungen ist die Falzhöhe.
Diese Maße sind die Zeichen für die vertikale Stabilität Ihrer Maschine. Das Verschließfutter (Pressenkopf) und der Lifter (Grundplatte) kontrollieren sie.
Der Deckel wird vom Spannfutter gehalten, und der Dosenkörper wird durch den Heber nach oben gedrückt. Wenn die Feder des Hebers zu schwach ist, rutscht die Dose oder fällt beim Falzen herunter, und der Körperhaken ist lang und die Falzhöhe kurz. Wenn das Futter nicht perfekt auf den Walzen zentriert ist, wird die Senkung um den Durchmesser herum ungleichmäßig sein.
Leitfaden zur Fehlersuche: Diagnose von Maschinenfehlern anhand von Inspektionsdaten
Ein von den Inspektionsgeräten entdeckter Fehler führt zum Stillstand der Produktionslinie. Je früher Sie die Ursache des Problems ermitteln, desto weniger zahlen Sie in Form von Ausfallzeiten. Im Folgenden finden Sie einen Fahrplan für die Umsetzung gängiger Fehlerdaten in mechanische Lösungen.
| Defekt entdeckt | Wahrscheinliche mechanische Ursache |
| Scharfe Naht | Das Futter ist zu niedrig eingestellt oder die Futterlippe ist abgenutzt. |
| Geringe Überschneidung | Zweite Rolle ist lose oder der Druck des Hebers ist zu niedrig. |
| Falsche Naht | Beschädigter Flansch oder Lagerspiel (Taumeln). |
| Deadhead (Skidder) | Der Druck des Hebers ist zu niedrig oder das Spannfutter rutscht. |
Fixieren von scharfen Nähten durch Einstellen der Futterausrichtung
Man kann eine scharfe Kante an der oberen Innenkante der Naht spüren. Dies ist für den Verbraucher gefährlich und führt in der Regel dazu, dass die Naht durchgeschnitten wird und sofort undicht wird. Dies ist fast immer ein Chuck-Problem.
- Vertikale Ausrichtung prüfen: Das Futter ist wahrscheinlich zu niedrig im Verhältnis zu den Rollen. Dies führt dazu, dass sich das Metall zu stark über die Lippe des Futters biegt. Sie müssen die Einstellung der Bolzenhöhe erhöhen.
- Abnutzung prüfen: Untersuchen Sie die Lippe des Spannfutters. Wenn die Kante abgeplatzt oder ungleichmäßig abgenutzt ist, schneidet sie das Metall.
Geringe Überlappung durch Walzendichtheit lösen
Die Berechnung zeigt, dass die Überlappung nicht ausreicht (weniger als 1,0 mm oder was auch immer Ihr Standard ist). Dies bedeutet, dass sich die Haken nicht tief genug einhaken. Dies erfordert eine mehrstufige Prüfung, bei der häufig der Radius des Deckhakens überprüft wird.
- Heberdruck prüfen: Wenn die Dose nach unten gleitet, ist der Körperhaken nicht geformt. Spannen Sie die Feder an der Grundplatte stärker an.
- Zweite Betriebsrolle einstellen: Wenn die Haken nicht überlappen, aber lang genug sind, kann die zweite Arbeitswalze nicht tief genug drücken. Die Rolle sollte angezogen werden, um eine sichtbare Druckleiste zu gewährleisten.
- Warnung: Nicht zu fest anziehen. Zu starkes Anziehen führt zur Dehnung des Metalls und zur Verringerung der Überlappung. Es ist ein feines Gleichgewicht, das einen stabilen Maschinenrahmen erfordert.
Korrigieren falscher Nähte: Probleme mit Lagern und Flanschen
Die Naht scheint von außen einwandfrei zu sein, aber eine Demontage zeigt, dass sich der Körperhaken und der Deckelhaken nicht einmal berührt haben. Die Dose ist nicht versiegelt. Dies ist ein schwerwiegender Sicherheitsmangel. Dies ist in der Regel auf einen mechanischen Schlupf oder eine falsche Ausrichtung im Zyklus zurückzuführen.
- Lager prüfen: Bei spielerischen Rollenlagern kann die Rolle zurückspringen, wenn sie auf den Dosenrand trifft, und sie wird nicht zusammengedrückt.
- Einspeisung prüfen: Wenn der Dosenflansch verbogen ist, bevor er auf den Verschließer trifft, können die Haken nicht einrasten. Prüfen Sie das Spornrad und die Revolvereinstellung.
Integriertes Qualitätsprotokoll: Tägliche Einrichtung und Inspektionsablauf
Routine ist die Folge von Beständigkeit. Um Fehler zu reduzieren, müssen Sie die Doppelfalzprüfung zu einem Teil Ihres täglichen Arbeitsablaufs bei der Maschineneinrichtung machen. Mit diesem Protokoll können Sie schlechte Dosen nicht mehr auffangen, sondern verhindern.
Phase 1: Überprüfung der Maschine vor der Inbetriebnahme (die visuelle Methode)
Der Bediener sollte eine Sichtprüfung durchführen, bevor die Maschine eine Dose abfüllt. Nicht die Dose wird gemessen, sondern die Bereitschaft der Maschine.
- Trümmerprüfung: Überprüfen Sie die Rollen und das Spannfutter auf Aluminiumstaub oder Lackreste. Diese Verunreinigungen verändern den effektiven Durchmesser des Werkzeugs und die Nahtabmessungen.
- Zustand der Werkzeuge: Untersuchen Sie die Futterlippe visuell auf Späne.
- Schmierung: Lassen Sie alle beweglichen Teile schmieren.
Phase 2: Die "First-Off"-Kalibrierung (die destruktive Methode)
Beginnen Sie nicht mit der vollen Produktion, ohne eine Zerlegung mit geeigneten Nahtinspektionswerkzeugen durchgeführt zu haben.
- Aufwärmen: Lassen Sie die Maschine 5-10 Minuten lang laufen. Die Nähmaschinen dehnen sich beim Aufheizen leicht aus; die Einstellungen an einer kalten Maschine können abweichen.
- Der Abriss: Nehmen Sie die ersten 3 aufeinanderfolgenden Dosen. Führen Sie eine vollständige zerstörende Prüfung durch.
- Kalibrierung: Wenn die Dichtheit nicht 100% (oder Ihr Standard) ist, ändern Sie sofort die Federkraft der zweiten Betriebsrolle. Fahren Sie nicht fort, bis die Erstmuster perfekt sind.
Phase 3: Intervallüberwachung (zerstörungsfrei & Probenahme)
Wenn die Produktion angelaufen ist, können Sie nicht alle Dosen abbauen.
- Häufigkeit: Prüfen Sie bei Hochgeschwindigkeitslinien (z. B. bei unseren Modellen mit 50 Dosen/Minute) nach jeweils 30 Minuten. Bei langsameren Anlagen kann eine Stunde ausreichen.
- Datenaufzeichnung: Dokumentieren Sie diese Intervalle. Wenn Sie eine Tendenz feststellen (z. B. die Nahthöhe steigt allmählich an), dann bedeutet dies, dass die Maschine driftet (eine Sicherungsmutter könnte locker sein oder die Heberfeder erwärmt sich).
Auswahl von Inspektionswerkzeugen für die schnelle Maschinenkalibrierung
Manuelle Werkzeuge und automatisierte Systeme sind oft Gegenstand von Diskussionen. Wir empfehlen unseren Kunden, die Geräte nach ihrer Rückmeldegeschwindigkeit und nicht nach ihrer Technologie auszuwählen. Damit soll sichergestellt werden, dass die Daten dem Bediener zeitnah zur Verfügung stehen, damit er Anpassungen an der Maschine vornehmen kann.
- Manuelle Werkzeuge (Mikrometer/Messschieber):
- Vorteile: Kostengünstig, langlebig.
- Nachteile: Subjektive (von verschiedenen Bedienern unterschiedlich gemessene), langsame und manuelle Datenerfassung.
- Anwendungsfall: Am besten geeignet für Startups mit geringem Volumen oder als Backup.
- Automatisierte Bildverarbeitungssysteme (Nahtüberwachungsgeräte):
- Vorteile: Objektive, extrem schnelle, digitale Datenspeicherung.
- Nachteile: Höhere Anfangskosten.
- Anwendungsfall: Unverzichtbar für jede ernstzunehmende Produktionslinie, bei der Rückverfolgbarkeit erforderlich ist.
Das nützlichste Werkzeug ist dasjenige, das in Ihren Arbeitsablauf passt. Ein automatisches Prüfgerät für 50.000 Dollar nützt nichts, wenn die Daten in einem Computerbüro gespeichert sind. Der Näher sollte neben dem Monitor stehen. Wenn das System einen "Low Body Hook" meldet, muss der Bediener wissen, dass er/sie die erste Arbeitswalze überprüfen muss.
Investieren Sie nie zu viel in Technologien, die Sie nicht benötigen, aber auch nicht zu wenig in die Qualitätskontrolle. Das Protokoll eines Handwerksbetriebes, der 20 Dosen pro Minute verschließt, ist nicht dasselbe wie das eines Getränkeherstellers, der 500 verschließt.
Die folgende Matrix kann verwendet werden, um die richtige Prüfeinrichtung für Ihr Produktionsniveau zu ermitteln:
| Produktionsmaßstab | Typische Leistung (CPM) | Empfohlene Inspektionseinrichtung | Wert-Angebot |
| Mikro / Pilotlinie | < 15 CPM | Handmikrometer + Nahtschere | Niedrige Investitionskosten: Ideal für Unternehmen, in denen die Bediener ausreichend Zeit haben, die Dosen zwischen den Zyklen manuell zu messen. |
| KMU / Mittelständische Unternehmen | 20 - 80 CPM | Desktop Video Naht Monitor (VSM) | Genauigkeit und Geschwindigkeit: Bietet den notwendigen digitalen Prüfpfad und eliminiert Bedienerfehler ohne die Kosten einer Inline-Automatisierung. |
| Großes Volumen | 100+ CPM | Inline X-Ray oder vollautomatisches Sehen | Probenahme in Echtzeit: Erforderlich, wenn die Produktion zu schnell für eine menschliche Probenahme ist; erkennt statistische Drift sofort. |
Schlussfolgerung
Die Doppelnahtprüfung ist keine passive Tätigkeit des Aufschreibens von Zahlen, sondern eine aktive Interaktion mit Ihren Maschinen. Jedes Mikrometer Abweichung in Ihrem Inspektionsprotokoll ist ein Murmeln Ihrer Maschine, die Ihnen mitteilt, was sie will, sei es eine Walzeneinstellung, eine Feder oder ein Spannfutter.
Dennoch ist eine qualitativ hochwertige Maschine die Grundlage für eine perfekte Naht. Eine Nähmaschine, die strukturell nicht starr ist oder keine Präzision der Komponenten aufweist, kann nicht mit irgendwelchen Anpassungen repariert werden.
Bei Levapack, wir verkaufen nicht nur Maschinen, wir sorgen auch für Stabilität. Mit CNC-gefrästen Komponenten mit einer Genauigkeit von 2 μm, erstklassigen Servosteuerungen und einer robusten Edelstahlkonstruktion sind unsere kundenspezifischen Konservierungslösungen so gebaut, dass sie ihre Einstellungen Schicht für Schicht beibehalten. Wir unterstützen Hersteller in über 100 Ländern und helfen ihnen, von der Fehlersuche bis zur Optimierung der Produktion voranzukommen.
Haben Sie es satt, ständig an alten Geräten herumzuschrauben, nur um die Nahtinspektionen zu bestehen?
Kontaktieren Sie Levapack noch heute. Lassen Sie uns eine hochpräzise, fehlerfreie Konservierungslösung besprechen, die auf Ihr spezifisches Produkt und Fabriklayout zugeschnitten ist. Von Pulver bis Paste, wir haben das technische Know-how, um Ihren Erfolg zu sichern.



