Двойной шов - это не просто укупорка в консервной промышленности, это важнейший барьер между вашим продуктом и внешним миром. В случае с производителями продуктов питания, напитков и промышленных товаров целостность этого шва определяет срок годности, безопасность и репутацию бренда.
Тем не менее, большинство менеджеров по контролю качества и линейных инженеров рассматривают проблему контроля двойного шва с реактивной точки зрения. Они уделяют большое внимание дефектам двойного шва - записывают результаты измерений, регистрируют отказ и утилизируют продукт. Измерения - это не выход, хотя они и являются важной частью процесса контроля качества.
Чтобы добиться нулевого уровня дефектов, необходимо изменить подход к проверке на оптимизацию. Данные, полученные в ходе проверки двойного шва, - это не просто оценка "прошел/не прошел", это диагностический отчет о состоянии здоровья вашей машины. Любое изменение толщины шва, нахлеста или длины крючка корпуса является прямым указанием на необходимость замены конкретной механической части - ролика, подъемника или зашивочного патрона.
Руководство адресовано менеджерам и инженерам, которые хотят преодолеть разрыв между данными контроля швов и механикой станка. Мы рассмотрим, как преобразовать измерения качества продукции в механические изменения, которые могут быть реализованы, чтобы ваша производственная линия работала точно и эффективно.
Основное определение двойного шва
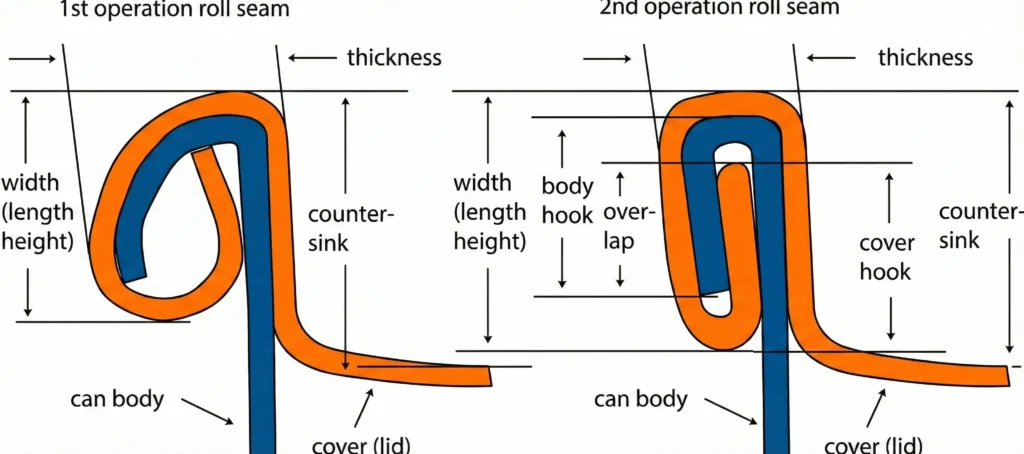
Двойной шов это герметичное уплотнение, которое создается путем механического сцепления 5 слоев металла. Эти слои состоят из трех слоев торцов банки (крышки) и двух слоев корпуса банки. По сути, эти куски металла должны быть правильно сложены, чтобы предотвратить утечку.
Процесс сшивания происходит в два этапа. Первоначальная структура создается путем скручивания крючка крышки вокруг крючка корпуса на первой операции. На второй операции эти слои сжимаются вместе, образуя газонепроницаемое уплотнение. Именно это механическое сцепление необходимо понять, чтобы диагностировать разрушение шва. Если физическое перекрытие этих пяти слоев недостаточно, или формирование второй операции слишком слабое, в итоге вы получите негерметичный двойной шов.
Как проводить инспекцию: Визуальные и разрушающие методы
Контроль качества должен осуществляться в двух направлениях: во-первых, регулярный неразрушающий визуальный осмотр для выявления грубых дефектов, во-вторых, периодические разрушающие испытания для обеспечения внутренней целостности с использованием специализированного оборудования для контроля швов.
- Визуальный контроль (неразрушающий)
Частота: Каждые 15-30 минут на швейной станции.
Цель: Выявление грубых отказов оборудования или "дрейфа" на ранней стадии, пока они не стали критическими.
Операторы должны физически поворачивать банку и прикасаться к шву. Вы ищете:
- Друп: Плавный выступ шва вниз в месте пересечения.
- Ви: Острый выступ в форме буквы "V", часто указывающий на неплотный первый операционный шов.
- Острый шов: Острый край на верхней кромке корпуса банки внутри верхней части шва (указывает на проблемы с патроном).
- Трелевочные машины/насадки: Доказательство того, что банка соскользнула во время двойного шва.
- Осмотр с разбором (разрушающий)
Частота: В начале смены (First-off), при смене смены и через каждые 4 часа.
Цель: Для измерения внутренних компонентов двойного шва и оценки герметичности.
Процедура:
- Секционирование: С помощью специальной пилы для швов вырежьте поперечный срез шва. Это позволит вам поместить банку на оборудование для контроля шва банки, чтобы измерить нахлест, крючок корпуса и крючок крышки.
- Стриптиз: Снимите остатки крючка для крышки с корпуса банки с помощью съемника швов (или щипцов).
- Рейтинг герметичности: Проверьте внутреннюю поверхность крючка корпуса банки и снятого крючка крышки. Вы можете обнаружить, что некоторые операции по обработке швов оставили морщины. Значительный отпечаток шва часто является хорошим признаком.
- Без складок (100% Tightness): Идеально (или даже слишком плотно).
- Незначительные морщины (90% Tightness): Нормальный показатель достаточной герметичности.
- Глубокие морщины, расширяющиеся к низу (Loose): ПРОВАЛ.
Увязка показателей контроля с механизмами шовной машины
Теперь, когда у вас есть свои измерения, как вы их используете?
Ваши швы должны иметь определенный диапазон допусков, чтобы соответствовать нормативным требованиям, таким как FDA (21 CFR 113) или отраслевым стандартам, таким как ISBT. Но увидеть число, выходящее за пределы нормы, - это еще не полдела. Вы должны знать, какой болт крутить.
Критические отраслевые стандарты (безопасные зоны) непосредственно сопоставлены с компонентами машины, которые их контролируют, в следующей таблице. Это основная диагностика качества двойного шва.
| Параметры и безопасная зона (стандарт) | Определение и почему это важно | Управление частью машины |
| Крючок для тела(Spec ± 0,15 мм) | Деф: Фланец загнут вниз. Критичность: Необходим для создания межблочной структуры. | Первый рабочий валик (Высота и глубина паза). |
| Перекрытие(> 1,0 мм / 0,040″) | Деф: Длина зацепления между крючками. Критичность: Основной барьер против проникновения бактерий (Leakers). | Второй рабочий валик и давление подъемника (первичное) Также влияет геометрия 1-го оп. |
| Тугость(> 751 ТП3Т - 801 ТП3Т) | Деф: Отсутствие морщин на обложке крючком. Критичность: Обеспечивает заполнение пустот герметиком. | Второй рабочий валик Профиль (Настройка затяжки и давление пружины). |
| Зенковка(Spec ± 0,15 мм) | Деф: Глубина от верха шва до дна крышки. Критичность: Влияет на прочность шва и устойчивость к давлению. | Высота и выравнивание патрона (и стабильность пружины подъемника). |
| Крючок для крышки (Spec ± 0,15 мм) | Деф: Завиток века загнут вверх. Критичность: Работает с крючком Body Hook для создания перекрытия. | Первый рабочий валик (Общается с Чаком) |
Первая операция: Формирование крючков (крючок для корпуса и крышки)
Двойной шов основывается на первой операции. Он определяет, сколько материала останется для окончательного уплотнения. В частности, он представляет собой крючок для корпуса и крючок для крышки. Это две металлические конструкции, которые в конечном итоге должны соединиться друг с другом. Хороший первый операционный шов имеет решающее значение, если он слишком короткий или деформирован на этом этапе, вторая операция не сможет спасти банку.
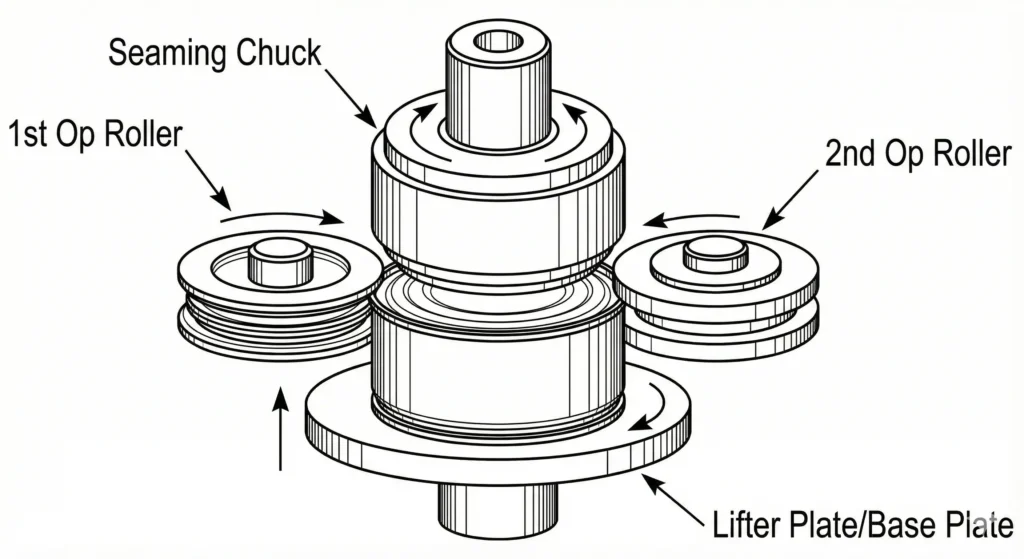
Эти крючки создаются только первым рабочим валиком. Ролик заставляет загибать крышку под край фланца корпуса банки. Количество загнутого материала зависит от глубины ролика по отношению к патрону (высота штифта) и профиля канавки ролика.
Если ваш Body Hook не соответствует, не смотрите на второй валик с операциями. Вам нужно проверить первый рабочий валик. Не шатается ли ролик из-за износа подшипника? Обеспечивает ли приводной кулачок ролика равномерное давление?
Вторая операция: Создание уплотнения (перекрытие и герметичность)
После формирования крючки остаются свободными. Вторая операция является причиной нахлеста (реального расстояния герметизации) и герметичности шва (сжатия герметизирующего состава). Нахлест нельзя измерить напрямую, не разрезая банку, но его можно рассчитать, используя длину крючков и толщину шва. Герметичность определяется путем отслаивания шва и осмотра крючка крышки на предмет наличия морщин.
Второй рабочий валик управляет этим процессом. Профиль этого валика более плоский, чем у первого. Его задача - разгладить складки, сделанные на первом этапе, чтобы создать плотный шов.
Одной из ошибок является неправильное давление при герметизации утечки. Избыточное давление может привести к чрезмерному растяжению металла, созданию неплотного шва или уменьшению нахлеста (этот недостаток известен как "выглаживание"). Задача заключается в правильном сжатии. Для этого необходима стабильная головка для заделки швов. Если давление ролика меняется в результате неэффективного управления двигателем, то за один проход можно наблюдать неравномерную герметичность.
Структурная основа: Зенковка и высота шва
Расстояние между верхней частью шва и плоской панелью крышки - это глубина зенковки. Вертикальная мера внешних размеров - высота шва.
Эти измерения являются показателями вертикальной устойчивости вашей машины. Их контролируют зажимной патрон (прижимная головка) и подъемник (опорная плита).
Крышка удерживается патроном, а корпус банки толкается вверх подъемником. Если пружина подъемника слишком слабая, банка будет скользить или падать при заделке шва, а крючок корпуса будет длинным, а высота шва - короткой. Если патрон не отцентрирован на роликах, зенковка будет неравномерной по диаметру.
Руководство по поиску и устранению неисправностей: Диагностика неисправностей станка по данным контроля
Дефект, обнаруженный инспекционным оборудованием, приведет к остановке производственной линии. Чем раньше вы выявите причину проблемы, тем меньше вы заплатите за простой. Ниже приведен план действий по переводу общих данных о дефектах в механические решения.
| Обнаруженный дефект | Вероятная механическая причина |
| Острый шов | Патрон установлен слишком низко или изношена кромка патрона. |
| Низкое перекрытие | Ослаблен второй рабочий валик или низкое давление в подъемнике. |
| Ложный шов | Поврежденный фланец или люфт подшипника (шатание). |
| Мертвая голова (Скиддер) | Слишком низкое давление в подъемнике или проскальзывание патрона. |
Устранение острых швов путем регулировки центровки патрона
На верхней внутренней кромке шва можно почувствовать острый край. Это опасно для потребителя и обычно прорезает шов, что приводит к мгновенной утечке. Это почти всегда проблема Чака.
- Проверьте вертикальное выравнивание: Вероятно, патрон расположен слишком низко по отношению к роликам. Из-за этого металл слишком сильно перегибается через кромку патрона. Необходимо увеличить высоту штифта.
- Проверьте износ: Осмотрите кромку патрона. Если кромка сколота или неравномерно изношена, она будет резать металл.
Решение проблемы низкого перекрытия за счет плотного прилегания роликов
Расчеты показывают, что нахлест недостаточен (менее 1,0 мм или по вашему стандарту). Это означает, что крючки зацепляются недостаточно глубоко. Это требует многоступенчатой проверки, часто проверяется радиус охватывающего крючка.
- Проверьте давление в подъемнике: Когда банка скользит вниз, крючок корпуса не сформирован. Приложите большее усилие к пружине на опорной плите.
- Отрегулируйте второй операционный вал: Если крючки не перекрывают друг друга, но достаточно длинные, второй рабочий валик не сможет надавить достаточно глубоко. Ролик следует подтянуть, чтобы обеспечить видимый прижимной гребень.
- Внимание: Не затягивайте слишком сильно. Чрезмерное затягивание приводит к растяжению металла и уменьшению перекрытия. Это тонкий баланс, требующий устойчивой рамы станка.
Исправление ложных швов: Проблемы с подшипниками и фланцами
Снаружи шов выглядит безупречным, но при разборке видно, что крючок корпуса и крючок крышки даже не соприкасаются. Банка не герметична. Это серьезный сбой в системе безопасности. Обычно это происходит из-за механического проскальзывания или смещения в цикле.
- Проверьте подшипники: При использовании роликовых подшипников ролик может отскакивать при ударе о шов банки и не сжиматься.
- Проверьте подачу: Если фланец банки согнут до того, как она попадет в шовную машину, крючки не зацепятся. Проверьте синхронизацию звездочки и револьверной головки.
Интегрированный протокол качества: Ежедневная настройка и рабочий процесс проверки
Рутина - это следствие постоянства. Чтобы сократить количество дефектов, необходимо сделать проверку двойного шва частью ежедневного рабочего процесса настройки машины. Этот протокол позволит вам перейти от ловли плохих банок к их предотвращению.
Этап 1: Предпусковая проверка машины (визуальный метод)
Оператор должен провести визуальный аудит перед тем, как машина запустит одну банку. Измеряется не количество банок, а готовность машины.
- Проверка на наличие мусора: Проверьте ролики и патрон на наличие алюминиевой пыли или лака. Этот мусор изменяет эффективный диаметр оснастки и изменяет размеры шва.
- Состояние инструмента: Визуально проверьте кромку патрона на наличие сколов.
- Смазка: Смажьте все движущиеся части.
Этап 2: "Первая калибровка" (разрушительный метод)
Не начинайте полное производство без разбора с использованием надлежащих инструментов для проверки швов.
- Разминка: Запустите машину на 5-10 минут. При нагревании швы немного расширяются; настройки, сделанные на холодной машине, будут смещаться.
- Снос: Возьмите первые 3 банки подряд. Проведите полный разрушительный тест.
- Калибровка: Если герметичность не соответствует 100% (или вашему стандарту), сразу же измените силу пружины 2-го рабочего ролика. Не продолжайте работу до тех пор, пока первые образцы не станут идеальными.
Этап 3: Интервальный мониторинг (неразрушающий и отбор проб)
Когда производство запущено, вы не можете демонтировать все банки.
- Частота: Проверяйте через каждые 30 минут на высокоскоростных линиях (таких как наши модели с производительностью 50 банок в минуту). В случае более медленных линий может быть достаточно одного часа.
- Регистрация данных: Зафиксируйте эти интервалы. Если вы заметили тенденцию (например, высота шва постепенно увеличивается), это означает, что машина смещается (возможно, ослабла стопорная гайка или нагрелась пружина подъемника).
Выбор инструментов контроля для быстрой калибровки станков
Ручные инструменты и автоматизированные системы часто становятся предметом споров. Мы рекомендуем клиентам выбирать инструменты в зависимости от скорости обратной связи, а не от технологии. Это делается для того, чтобы обеспечить оперативное получение данных оператором, что позволит ему внести коррективы в работу машины.
- Ручные инструменты (микрометры/калиперы):
- Плюсы: Недорогой, прочный.
- Конс: Субъективный (измеряется по-разному разными операторами), медленный и ручной учет данных.
- Пример использования: Лучше всего подходит для малотиражных стартапов или в качестве резервной копии.
- Автоматизированные системы технического зрения (мониторы швов):
- Плюсы: Объективное, чрезвычайно быстрое хранение цифровых данных.
- Конс: Более высокая первоначальная стоимость.
- Пример использования: Необходим для любой серьезной производственной линии, где требуется прослеживаемость.
Самый полезный инструмент - тот, который вписывается в ваш рабочий процесс. Автоматическая инспекционная установка стоимостью 50 000 долларов бесполезна, если данные хранятся в компьютерном офисе. Швея должна находиться рядом с монитором. Когда система подает сигнал "Низкий крючок", оператор должен знать, что ему необходимо проверить первый рабочий валик.
Не вкладывайте слишком много средств в технологии, которые вам не нужны, но и не занижайте требования к контролю качества. Протокол ремесленного производителя, который запечатывает 20 банок в минуту, - это не то же самое, что протокол завода по производству напитков, который запечатывает 500 банок.
Следующая матрица может быть использована для определения правильной установки контроля для вашего уровня производства:
| Масштаб производства | Типовая производительность (CPM) | Рекомендуемая установка для осмотра | Предложение ценности |
| Микро/пилотная линия | < 15 CPM | Ручной микрометр + пила для швов | Низкая капитальная стоимость: идеально подходит для предприятий, где у операторов есть достаточно времени для ручного измерения банок между циклами. |
| МСП / Средние предприятия | 20 - 80 CPM | Настольный видеомонитор швов (VSM) | Точность и скорость: Обеспечивает необходимый цифровой контроль и устраняет ошибки оператора без затрат на автоматизацию линии. |
| Большой объем | 100+ CPM | Встроенный рентген или полностью автоматический обзор | Отбор проб в режиме реального времени: Необходим, когда производство идет слишком быстро для отбора проб человеком; мгновенно обнаруживает статистический дрейф. |
Заключение
Контроль двойного шва - это не пассивное занятие по написанию цифр, а активное взаимодействие с вашим оборудованием. Любой микрон отклонений в протоколе контроля - это рокот машины, сообщающей вам, что она хочет, будь то настройка ролика, пружины или патрона.
Тем не менее, высококачественная машина - это основа идеального шва. Непрочную конструкцию или неточность деталей нельзя исправить никакими регулировками.
В "Левапаке", мы не просто продаем машины, мы обеспечиваем стабильность. Благодаря компонентам, обрабатываемым на станках с ЧПУ с точностью до 2 мкм, сервоуправлениям премиум-класса и сверхпрочным конструкциям из нержавеющей стали, наши решения для консервирования на заказ рассчитаны на то, чтобы выдерживать настройки смена за сменой. Мы поддерживаем производителей в более чем 100 странах, помогая им перейти от устранения дефектов к оптимизации производства.
Вам надоело постоянно дорабатывать старое оборудование, чтобы пройти проверку на соответствие стандартам?
Свяжитесь с Levapack сегодня. Давайте обсудим высокоточное решение по консервированию с нулевым уровнем дефектов, разработанное с учетом особенностей вашего продукта и планировки завода. От порошка до пасты - у нас есть инженерный опыт, чтобы запечатать ваш успех.



