
Руководство по двойному шву: Механика, качество и выбор оборудования
Последний рубеж контроля качества - целостность контейнера. Двойной шов уже более ста лет является абсолютным стандартом герметизации металлических контейнеров в упаковочной промышленности. В пищевой промышленности и производстве напитков знание технических тонкостей двойного шва не является вопросом механического интереса, будь то начинающая ремесленная пивоварня или транснациональная компания по производству продуктов питания; это неотъемлемая часть безопасности продуктов питания, срока годности и защиты бренда.
В этом руководстве рассматриваются механические принципы двойного шва, ключевые параметры качества, а также предлагается руководство по выбору оборудования, снижающего операционный риск в процессе консервирования.
Оглавление
Что такое двойной шов в металлической упаковке?
Двойной шов - это очень точный механический шов, который образуется за счет сцепления краев корпуса банки и крышки (торца) в процессе запечатывания. В отличие от тепловой герметизации пластиковых контейнеров или фрикционного прилегания защелкивающейся крышки, двойной шов основан на необратимой деформации металлических слоев для формирования физического барьера.
Основная цель этой операции - создать герметичное уплотнение. Технически герметичное уплотнение - это уплотнение, которое герметично и абсолютно непроницаемо для внешних загрязнителей, таких как газы, влага и микроорганизмы. Именно такое уплотнение позволяет скоропортящимся продуктам сохранять коммерческую стерильность при комнатной температуре в течение многих лет в контексте пищевой промышленности.
Двойной шов - это трехмерная архитектура. Речь идет не просто о сгибании металла, а о контроле зазоров между сгибами. Несколько микрон могут создать точку входа для аэробных бактерий, включая Clostridium botulinum, чтобы попасть в тело контейнера после процесса охлаждения. Таким образом, важнейшим пунктом системы менеджмента качества (СМК) любой линии запайки банок является поддержание целостности двойного шва.
Основные компоненты и базовая терминология
Для управления автоматизированной швейной линией необходимо знать геометрию шва. Каждый аспект двойного шва говорит о калибровке машины и характеристиках материала.
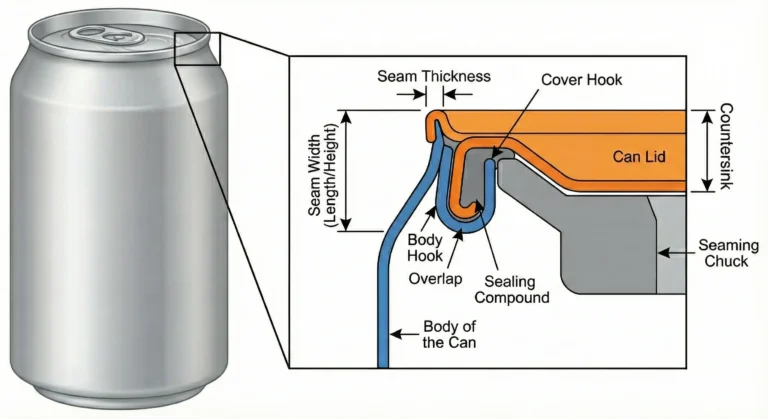
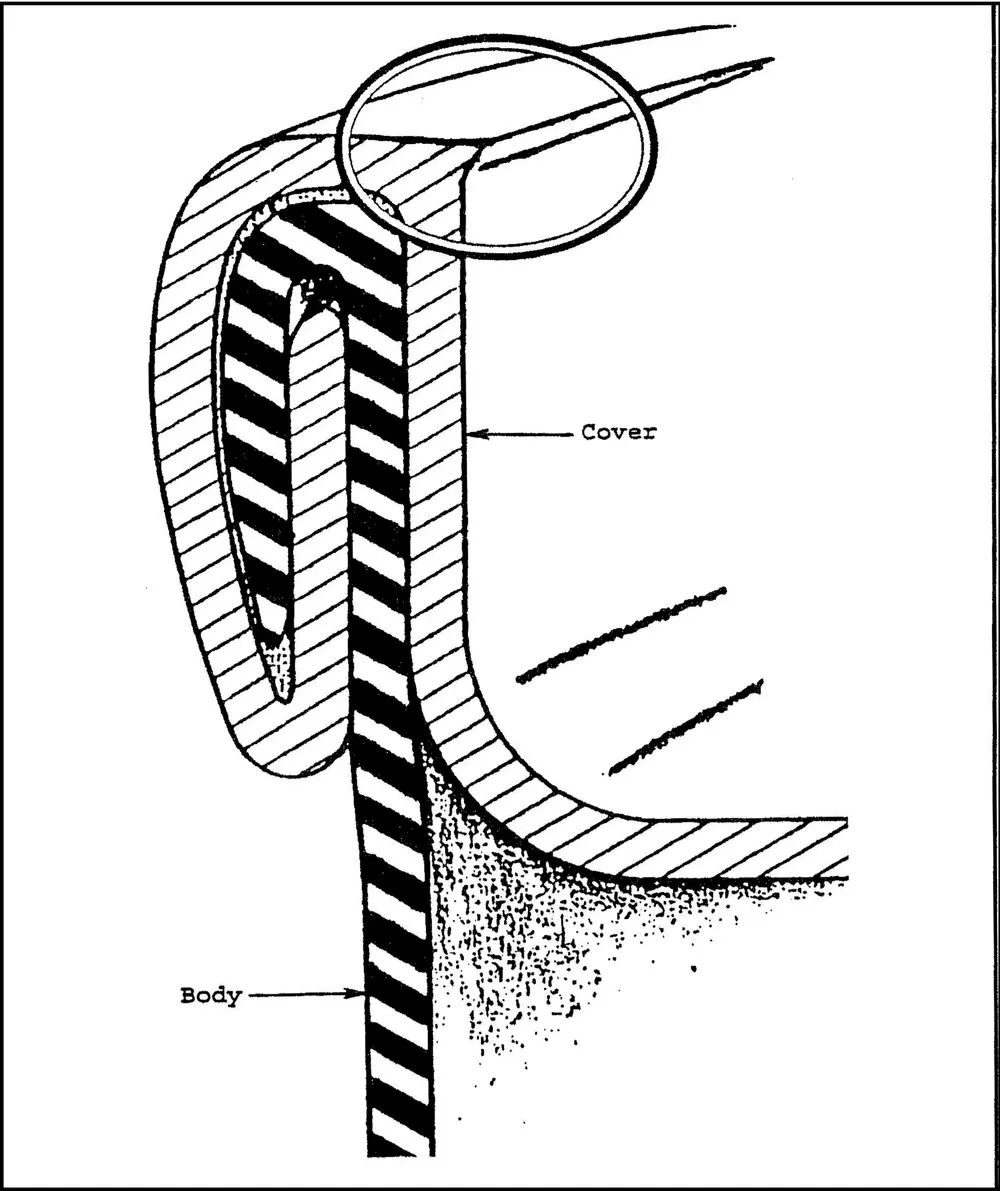
Крючок для тела: Это часть корпуса фланца банки, которая отгибается вниз в процессе сшивания. Это должен быть достаточно длинный крюк для обеспечения перекрытия, но не слишком длинный, чтобы не привести к прогибу конструкции.
Крючок для крышки (Концевой крючок): Это часть крышки банки ("завиток"), которая складывается и загибается за крючок корпуса. Длинный крючок крышки обеспечивает более глубокое проникновение в складку, служащую внутренним уплотнением.
Перекрытие: Это, пожалуй, самый важный показатель при анализе шва. Физическое расстояние, на котором крючок крышки и крючок корпуса сцепляются друг с другом, называется физическим расстоянием. Без достаточного перекрытия шву не хватает структурной целостности.
Толщина шва: Это общая ширина готового двойного шва, который представляет собой ширину всех пяти слоев металла (три слоя крышки и два слоя корпуса). Чрезмерная толщина обычно является признаком ослабления валика второй операции.
Sширина балки (длина/высота): Это наибольший размер шва в направлении вертикальной оси банки. Отклонения в ширине могут указывать на проблемы с выравниванием валков или износ патрона.
Зенковка: Это расстояние между верхней частью двойного шва и нижней частью торца банки. Это важное измерение, поскольку оно показывает степень прилегания крышки банки к патрону для швов.
Герметизирующий компаунд: Это специальное прочное покрытие, обычно из синтетического каучука или полимера, которое наносится на завиток конца банки перед тем, как попасть в шовную машину. Под высоким давлением операция заделки швовПод воздействием высокого давления во время второй операции этот состав проникает в микроскопические пустоты между металлическими крючками и обеспечивает газонепроницаемое закрытие.
Как формируется двойной шов
Создание двойного шва - это двухэтапная механическая процедура. Она заключается в постепенной деформации жестяного или алюминиевого контейнера без разрушения и потертостей защитного покрытия.
Первая операция: Создание блокировки
Все начинается с того, что банка, загруженная продуктом, поднимается на место. Зашивочный патрон вставляется в зенковку крышки, плотно прижимая крышку к корпусу банки. Затем зашивочный валик первой операции переходит на банку.
Профиль валика первой операции глубокий и узкий. Его цель - свернуть завиток крышки вдоль фланца корпуса банки. При вращении банки относительно валка металл приобретает форму свободного крючка. К концу этой фазы крючок крышки и крючок корпуса переплетаются, хотя соединение не является герметичным. Поперечный разрез, сделанный на этом этапе, даст вам рыхлую S-образную форму. Первая операция очень важна; она должна быть достаточно плотной, чтобы крючки не были слишком короткими и не перекрывали друг друга во второй операции.
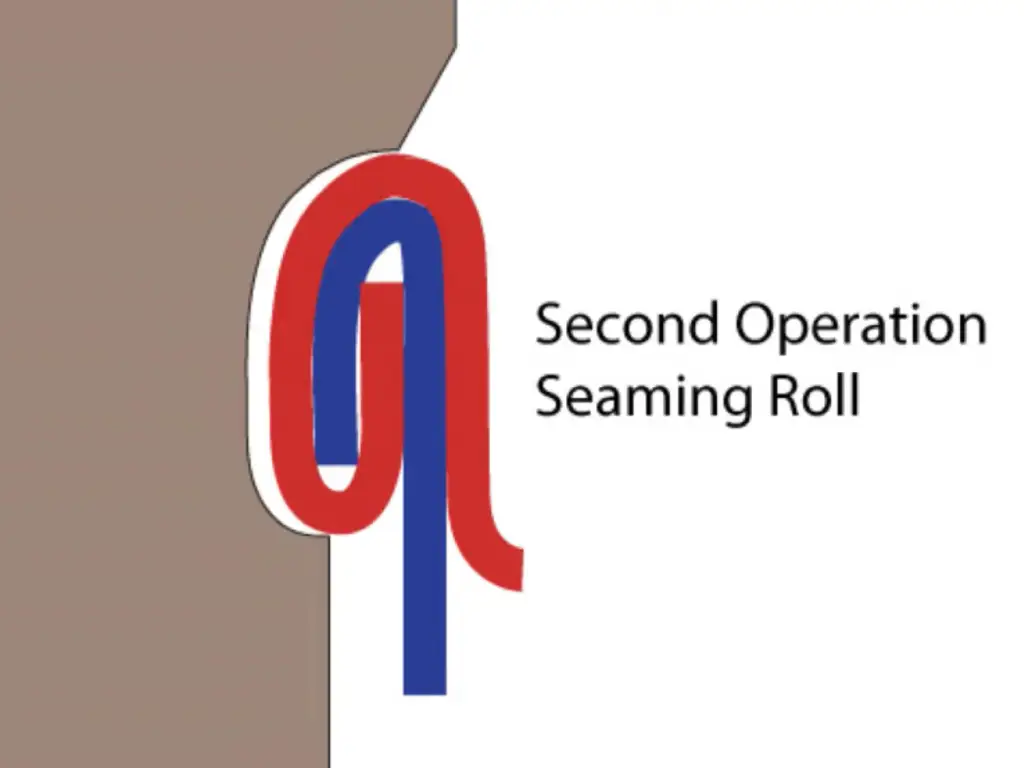
- Вторая операция: Окончательное сжатие
Профиль валика второй операции более плоский и мелкий. Он имеет функцию сжатия под высоким давлением. Он скользит по нему, расплющивая пятислойную структуру о зажимной патрон. Это усилие уменьшает толщину шва и сжимает металлические крючки.
Что еще более важно, при таком сжатии герметик равномерно растекается по внутренним пустотам шва. Вторая операция - превращение рыхлого механического замка в прочный герметичный блок. При слишком низком давлении компаунд не заполняет пустоты, и образуются утечки. Чрезмерное давление может привести к растяжению металла или выдавливанию компаунда (так называемое выдавливание компаунда), что сокращает срок службы уплотнения.

Основные преимущества технологии двойного шва
Хотя были разработаны и другие типы упаковки, двойной шов остается наиболее предпочтительным видом консервации в промышленных масштабах по ряду причин:
Высокая устойчивость к внутреннему и внешнему давлению: В металлических банках часто используются газированные напитки (внутреннее давление) или упакованные в вакуум овощи (внешнее атмосферное давление). Механическая прочность, позволяющая выдерживать эти нагрузки без разрушения, обеспечивается за счет сцепления крючков двойного шва.
Термическая стабильность: Двойной шов - это полностью механическое соединение. Он не основан на клеях, которые могут разрушаться под воздействием высоких температур. Это делает его пригодным для использования в процессе реторты, где банки подвергаются воздействию температуры 121 o C (250 o F) или выше для достижения коммерческой стерильности.
- Сохранение целостности продукта: Поскольку процесс двойного запечатывания является холодным (для склеивания крышки не требуется нагрев), он исключает возможность потери вкуса в процессе запечатывания под воздействием тепла. Это особенно важно для элитных напитков и чувствительных к питательным веществам.
- Оперативная Пропускная способность: Ротационные запайщики современного типа могут обрабатывать более 1 500 банок в минуту. Такая масштабируемость не имеет аналогов среди других технологий запечатывания, поэтому это наиболее экономически эффективное решение для массового производства.
- Проверенная безопасность: Двойной шов - это механическое соединение, которое является одним из наиболее изученных в технике. Способы его разрушения хорошо известны, а стандартизированные процедуры проверки позволяют производителям с математической уверенностью демонстрировать безопасность своей продукции.
Распространенные дефекты двойного шва и их последствия
Хотя самым распространенным и наиболее надежным отраслевым стандартом для металлических контейнеров является двойной шов, он является механическим процессом и поэтому подвержен эксплуатационным отклонениям. Любой механический дефект может привести к браку партии.
- Ложный шов: Это серьезная неисправность, при которой крючок крышки и крючок корпуса не сцепляются. Они просто прижаты друг к другу. Внешне шов может выглядеть нормальным, но он не имеет структурной целостности и будет протекать при самом минимальном давлении.
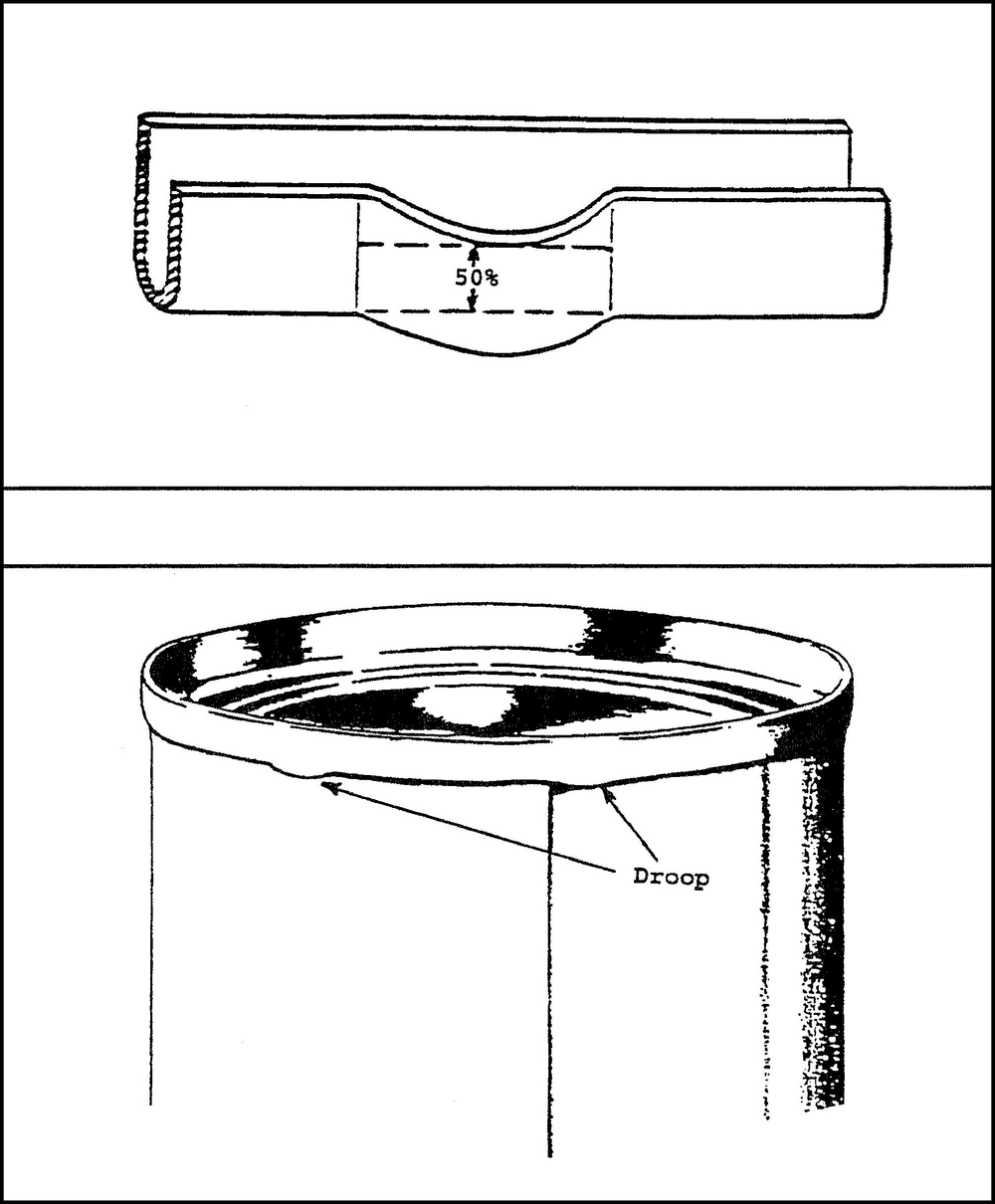
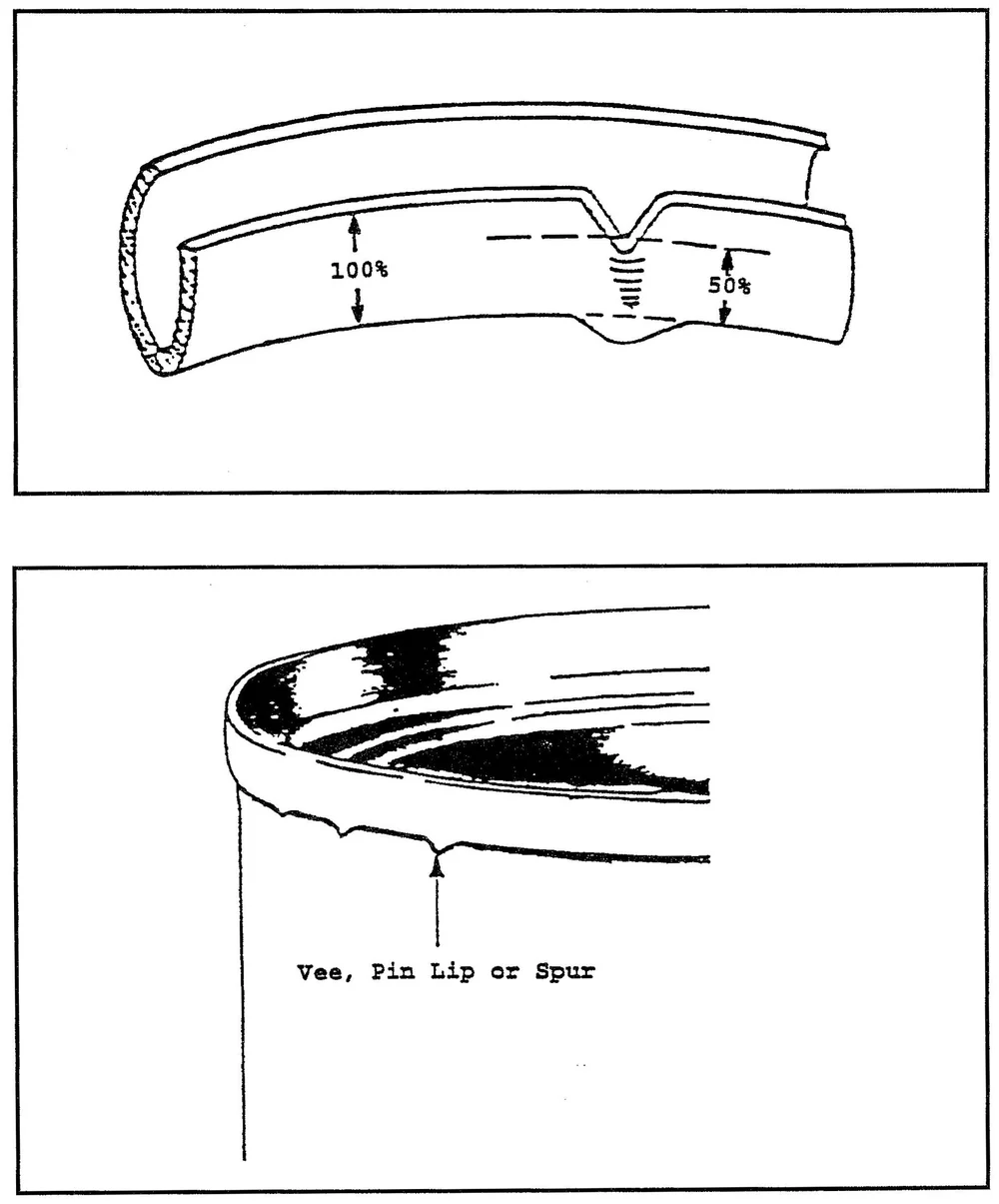
- Друп: Провисание - это локальная гладкость или выступ в нижней части двойного шва. Обычно это происходит, когда часть покровного крючка соскальзывает и не заправлена. Это образует место возможного проникновения бактерий.
- Ви (перепрыгнуть): Это небольшие V-образные выступы в нижней части шва. Обычно они располагаются рядом с боковым швом трехсекционной банки. Они свидетельствуют о том, что валики для заделки швов не выдерживали прежнего давления при прохождении по более тяжелому металлу бокового шва.
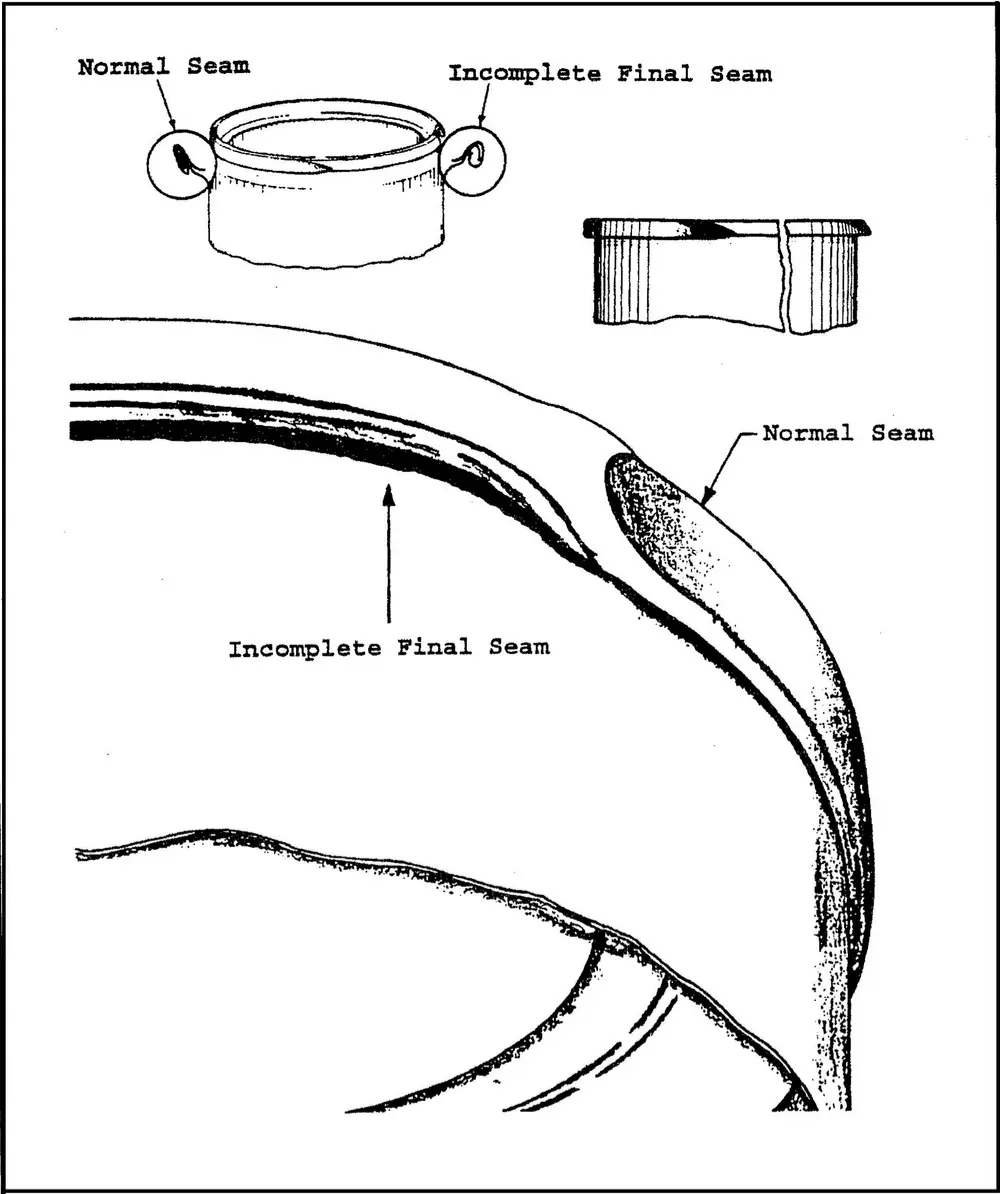
- Умерщвление (скидывание): Когда зашивочный патрон соскальзывает на крышку банки в процессе зашивания, это называется "мертвая головка". Шов формируется не полностью, поскольку банка перестала вращаться с нужной скоростью. Это может быть вызвано недостаточным давлением подъемника или повреждением патрона.
- Перекрытие (острый шов): Это острый край на верхней части шва, обычно на внутренней стороне стенки патрона. Этот острый край свидетельствует о том, что металл был чрезмерно зажат между валком и патроном. Порезы могут привести к разрушению металла и мгновенному разрушению уплотнения.
Последствия этих недостатков огромны. Одна партия утечек может привести к порче продуктов, загрязнению окружающей среды на складе, а в худшем случае - к пищевым заболеваниям, которые могут надолго испортить бренд.
Критические факторы для обеспечения целостности шва
Узнав, что такие дефекты возможны, возникает следующий вопрос: Как их избежать? Для получения высококачественного двойного шва необходимо, чтобы швея, материал и технологическая среда были идеально согласованы.
Механическая установка и характеристики материалов
Seamer - прекрасный инструмент. Все детали должны быть откалиброваны с точностью до долей миллиметра.
- Геометрия вала и патрона: Необходимо проверять профили валиков для швов, чтобы убедиться, что они не изношены. Со временем профиль валика стирается в результате контакта металла с металлом, что приводит к расхождению швов. На большинстве современных установок для увеличения срока службы используются валки с покрытием из нитрида титана или керамики.
- Давление подъемных пластин: Это сила, которая заставляет корпус банки вдавливаться в патрон. Он должен быть сбалансирован. Если она слишком мала, банка будет скользить (тупик). При чрезмерном значении тело банки будет сгибаться под действием вертикальной нагрузки.
- Материал Последовательность: Твердость и толщина металла должны быть одинаковыми. Если конец металла тверже, чем указано в спецификации, он не будет поддаваться усилию прокатки, что приведет к неглубоким зацепам и недостаточному нахлесту. Частой причиной дефектов двойного шва является замена крышки на крышку из более дешевого металла без повторной калибровки шовного аппарата.
Параметры процесса и производственная среда
Обращение с продуктом на линии до и во время процесса сшивания также влияет на качество:
- Управление перекрытиями: Основным показателем безопасности является перекрытие. Оно определяется размером крючков корпуса и крышки. Технические стандарты обычно требуют, чтобы перекрытие составляло не менее 55%, чтобы считаться безопасным.
- Загрязнение продукта: Если на фланец перед сваркой прольется пища или жидкость, она может попасть в шов. Эта ловушка не позволяет металлу соединиться и образует путь для утечки. Это особенно характерно для линий быстрого розлива, где возможно разбрызгивание жидкостей.
- Headspace и Вакуум: В процессе горячей заливки банка немного изменяет свои размеры из-за изменения температуры. Чтобы поддерживать постоянное сжатие, необходимо отрегулировать шовчик с учетом температуры металла во время запечатывания.
Трехуровневый контрольный список для проверки качества швов
Эффективная программа обеспечения качества использует систему градации для выявления ошибок до того, как они попадут к потребителю, переходя от неразрушающего наблюдения к тщательному лабораторному исследованию.
Уровень 1: Визуальный осмотр
Это первая линия защиты, которую оператор должен выполнять через каждые 15-30 минут. Оператор ищет очевидные внешние признаки неисправности:
- Царапины или потертости на поверхности шва.
- Локальные деформации (повилики или веки).
- Острые кромки на верхней части стенки патрона (срезы).
- Признаки "заноса", когда патрон притерся к крышке. Хотя визуальный осмотр не может быть использован для определения хорошего шва, он легко может быть использован для определения плохого шва, и производство может быть немедленно остановлено.
Уровень 2: Внешнее измерение
Специалисты измеряют внешние размеры с помощью специального оборудования, такого как микрометр для швов или цифровой измеритель швов: толщину шва, ширину шва и глубину зенковки. Эти параметры измеряются на диаграмме статистического контроля процесса (SPC). Если толщина начинает смещаться, это означает, что изнашиваются валы или меняются настройки давления. Это позволяет проводить упреждающее обслуживание, а не реактивное.
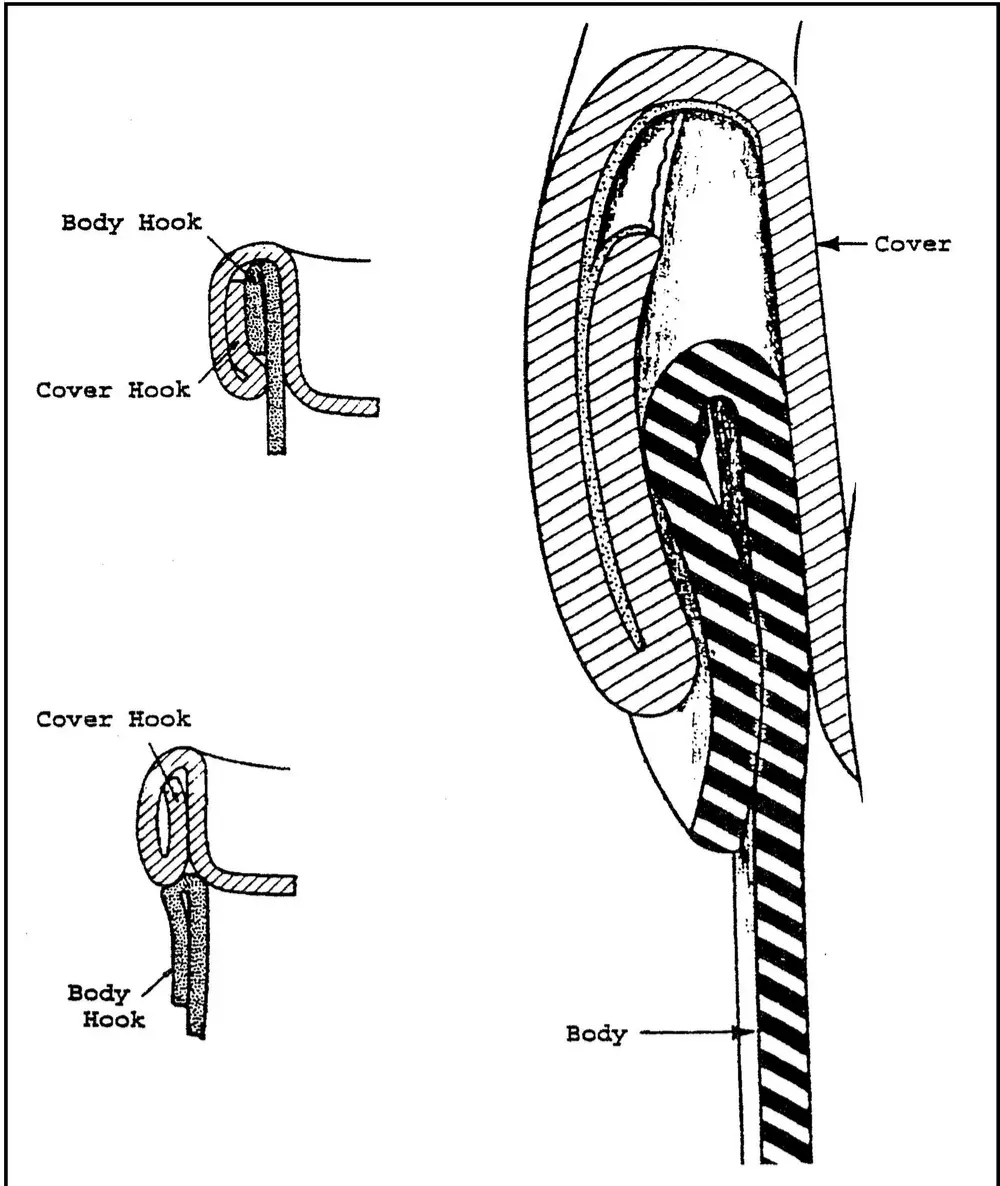
Уровень 3: Разборка/разрушающий контроль
Так можно действительно проверить герметичность. С каждой головки шва берется образец. Техник физически снимает крючок крышки с крючка корпуса с помощью инструмента, известного как срыв. Во время разборки были произведены измерения:
Крючок Длина корпуса и крышки.
Расчет перекрытия.
Рейтинг морщин (упругость): Техник проверяет крючок крышки на наличие морщин. Большое количество морщин (обычно более 30%) указывает на то, что шов был недостаточно плотно сжат валиком второй операции.
Поперечная визуализация: Видеомониторы швов теперь используются на многих заводах с высокой производительностью. Шов разрезается, полируется и помещается под микроскоп. Затем все внутренние параметры автоматически измеряются с микронной точностью с помощью программного обеспечения.
Двойной шов по сравнению с другими технологиями уплотнения
Металлические банки, используемые в промышленности, имеют двойной шов благодаря своей особой способности выдерживать высокое давление и температуру. Тем не менее, если вы думаете о других видах упаковочных материалов или контейнеров, вы должны знать о других технологиях, представленных на рынке.
| Технология | Механизм | Первичные материалы | Основной недостаток |
|---|---|---|---|
| Двойной шов | Механическая блокировка | Олово, алюминий, полиэтилен | Требуется точная механическая калибровка. |
| Тепловая герметизация | Термическое слияние | Пластиковые контейнеры, ламинат | Чувствительны к "прогоранию" или слабым связям. |
| Индукционное уплотнение | Электромагнитный нагрев | Накладки из фольги на пластик/стекло | Работает только с неметаллическими контейнерами. |
| Ультразвуковое уплотнение | Молекулярная вибрация | Термопласты, композиты | Высокая стоимость оборудования; ограниченность в использовании определенных материалов. |
Хотя тепловая герметизация - отличный способ гибкой упаковки, она не так прочна, как двойной шов. Индукционная пломба обеспечивает высокую степень защиты от вскрытия и должна иметь неметаллический контейнер, чтобы через него могло проходить электромагнитное поле.
Выбор правильного оборудования для запайки банок
Выбор шовной машины - это долгосрочное капиталовложение. Неправильное решение приведет к годам дорогостоящего обслуживания и нерациональному использованию продукции. Ваш выбор должен основываться на следующих критериях:
- Масштабы и скорость производства: Настройте производительность машины по количеству банок в минуту (CPM) в соответствии с вашей линией розлива. Дисбаланс в этом случае образует узкое место в работе. Ротационные зашивочные машины с несколькими головками - единственное возможное решение для высокоскоростных линий (более 200 CPM), гарантирующее одинаковое время выдержки каждой банки.
- Универсальность контейнера: Гибкость SKU - это конкурентное преимущество на современном рынке. Может ли машина работать с различными диаметрами и высотой? Найдите конструкции с быстрой переналадкой, чтобы ваша команда могла менять патроны и валики менее чем за 30 минут.
- Гигиеническая инженерия: Если речь идет о продуктах питания и напитках, машина должна иметь класс Washdown Rated. Это подразумевает наличие конструкции из нержавеющей стали (304 или 316) и отсутствие мертвых зон, в которых могут развиваться бактерии или плесень.
- Точность Инженерия: Изучите производственные допуски самого шовного аппарата. Машины, изготовленные с использованием деталей с ЧПУ и высококачественных подшипников, отличаются большей повторяемостью, т. е. 1 000 000-я банка будет иметь такое же качество шва, как и первая.
- Интеллект и интеграция: Есть ли в машине датчики отсутствия банки, крышки или обнаружения замятия? Может ли она экспортировать данные в ERP-систему вашей фабрики? Кривая обучения новых операторов значительно сократилась благодаря современным швейным машинам с ПЛК и сенсорным интерфейсом.
Самое дорогое оборудование - это не то, которое имеет самую высокую цену, а то, которое ломается в пик сезона.
В "Левапаке", Мы разрабатываем наши системы в соответствии с этим стандартом, осваивая технологию двойного шва. Мы используем 2 мкм точность обработки с ЧПУ для критических компонентов и интегрируем электронику мирового класса от Siemens и Schneider. Совместимость это наш краеугольный камень.Наши машины спроектированы для работы с различными материалами, включая жесть, алюминий и ПЭТ, а также с различными размерами, от небольших запайщиков партий по 10 банок до крупных промышленных линий. Наша цель для клиентов - предоставить не просто машину, а индивидуальное решение по производству упаковочных линий для вас.
Выбирая нашу технологию, вы инвестируете в 16-месячную гарантию и глобальную сеть поддержки, которая гарантирует, что ваша линия никогда не остановится. Наша команда инженеров обладает более чем 15-летним опытом ручной сборки каждого устройства, гарантируя, что ваши производственные цели будут достигнуты с абсолютной механической уверенностью.
Вопросы и ответы
Как часто нужно калибровать шовную машину?
Калибровка должна проверяться в начале каждой смены. Валки и патроны должны проверяться не реже одного раза в квартал, в зависимости от объема производства, и должны проходить полный механический аудит.
Почему нахлест важнее толщины шва?
Толщина может соответствовать спецификации, даже если крючки не сцеплены друг с другом. Единственным реальным показателем физической связи между корпусом и крышкой является перекрытие. В случае отсутствия перекрытия уплотнение отсутствует.
Можно ли сшивать ПЭТ-банки на том же оборудовании, что и металлические?
Можно использовать тот же механический принцип, но для работы с ПЭТ валки должны быть профилированы особым образом. Пластик под давлением ведет себя не так, как металл, и требует особого мягкого прикосновения, чтобы избежать растрескивания.
Влияет ли промывка азотом на двойной шов?
Механика шва не изменяется под воздействием азота, но интеграция наполнителя в шов становится более сложной. Вы должны убедиться, что кислород очищен в течение нескольких миллисекунд перед началом операции.
Какова наиболее распространенная причина "утечек" в новых установках?
Как правило, это неправильное давление на пластину подъемника или неправильно выровненный валик первой операции. Если при первой операции не удалось правильно расположить S-образную кривую, вторая операция не сможет это исправить.


