Выбор подходящего способа упаковки и технологии розлива - это не просто приобретение оборудования, а многомиллионные капиталовложения, определяющие общую стоимость владения в течение следующих десяти лет. Упаковка горячего розлива - одна из самых популярных технологий, которая до сих пор является основой для некоторых категорий продуктов, особенно напитков и кислых жидких продуктов. По сравнению с другими методами консервирования, она предлагает эффективный способ продления срока годности продукции при минимизации пищевых отходов. Тем не менее, для его успешного применения необходимы строгие знания термодинамических концепций, науки о полимерах и точного моделирования затрат. Настоящее руководство предлагает подробное техническое и финансовое исследование процесса горячего розлива, которое позволит лицам, принимающим решения, получить информацию, необходимую для планирования производственных мощностей, выбора материалов и устранения неполадок в производственном цехе.
Что такое упаковка с горячим наполнением: Процесс и принципы
Являясь эффективным методом горячего розлива, этот коммерческий процесс стерилизации обеспечивает нагрев горячего жидкого или полужидкого продукта до высоких температур, его заливку в контейнер в горячем состоянии и герметизацию за минимальное время. При этом используется высокая температура и тепловая энергия самого продукта для стерилизации внутренней поверхности контейнера и крышки, что эффективно предотвращает размножение вредных микроорганизмов и останавливает дальнейший рост микроорганизмов.
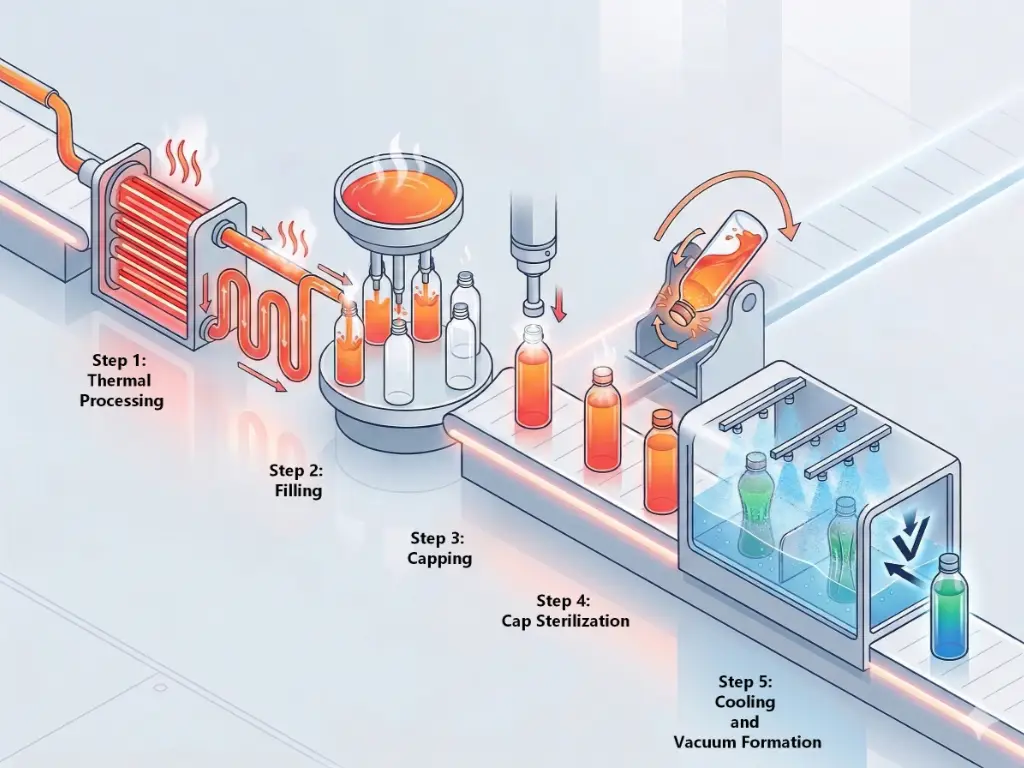
Традиционный процесс горячего розлива проходит по жесткой последовательной термодинамической схеме:
- Термическая обработка (нагрев): Продукт подвергается воздействию пластинчатого или трубчатого теплообменника, который быстро повышает температуру продукта до желаемого диапазона от 82°C до 95°C (от 180F до 205F). При этой температуре продукт выдерживается определенное время (обычно от 15 до 30 секунд), чтобы быть уверенным, что все вредные микроорганизмы, вегетативные бактерии и ферменты порчи уничтожены.
- Начинка: Горячий продукт подается в карусель для розлива. Чаша наполнителя и клапаны обычно имеют контуры рециркуляции для поддержания необходимой температуры стерилизации и непрерывного прохождения продукта через теплообменник в случае остановки линии. Продукт выгружается в контейнер при температуре не ниже 82°C.
- Укупорка: Крышка устанавливается сразу после наполнения. Пар, образующийся при нагревании продукта, заполняет пространство между уровнем жидкости и крышкой.
- Инверсия (Стерилизация шапочки): Запечатанный контейнер перемещается по конвейеру и проходит через механизм наклона или переворачивания. Контейнер переворачивается или опрокидывается на 2-3 минуты. В результате этого движения жидкость температурой 82°C+ вступает в прямой контакт с внутренней поверхностью крышки и верхним покрытием горловины, что обеспечивает удаление всех оставшихся патогенных микроорганизмов в межгорловом пространстве.
- Охлаждение и Вакуум Формирование: Сосуд помещается в многозонный охлаждающий туннель. На пластиковые контейнеры или стеклянные бутылки распыляется окружающая или охлажденная вода в условиях, напоминающих водяную баню, что быстро снижает внутреннюю температуру до 35-40°C. По мере охлаждения жидкость сжимается. В то же время пар, находящийся в пространстве, конденсируется в воду. Этот двойной эффект создает внутри закрытого сосуда мощный отрицательный градиент давления, или вакуум, который обеспечивает герметичность и не пропускает кислород.
Это очень эффективный термодинамический процесс, который ограничен строгими биохимическими ограничениями. Он применим только к определенным уровням pH.
| Категория продукта | Пригодность | Оправдание |
| Напитки с высоким содержанием кислоты (фруктовые соки, овощные соки, спортивные напитки, чаи, лимонады) | Идеальный | pH ниже 4,5. Высокая кислотность предотвращает рост спор Clostridium botulinum. Горячий розлив легко уничтожает оставшиеся вегетативные бактерии, дрожжи и плесени. |
| Приправы с высоким содержанием кислоты (кетчуп, соус чили, фруктовые пюре, заправки на основе уксуса) | Идеальный | Высокая кислотность и высокая температура обработки обеспечивают коммерческую стерильность. Тепло проникает в вязкий продукт, обеспечивая безопасное хранение в окружающей среде и продление срока годности. |
| Низкокислотные продукты (молоко, молочные альтернативы, костные бульоны, протеиновые коктейли) | Не подходит | pH выше 4,5. Горячие температуры (95°C) не могут уничтожить споры Clostridium botulinum в слабокислой среде. Они требуют реторты высокого давления или асептической обработки из-за необходимости термической обработки под давлением. |
| Газированные напитки (газировка, газированная вода, газированные энергетические напитки) | Не подходит | При нагревании выделяется растворенный углекислый газ. Этот процесс требует создания вакуума, что противоречит положительному давлению, необходимому для карбонизации в естественном состоянии. |
Выбор правильных упаковочных материалов для горячего наполнения
Высокие тепловые нагрузки и вакуумное давление в процессе горячего розлива создают экстремальные механические нагрузки на упаковочный материал. Контейнер должен выдерживать начальную температуру до 95 °C без плавления, растяжения или потери стабильности размеров, а затем выдерживать высокое внутреннее атмосферное давление в процессе охлаждения. Каждый материал обладает своими уникальными свойствами. Обычные упаковочные материалы не могут быть использованы в таких условиях, поэтому необходимо оценить ваши потребности в упаковке и подобрать различные варианты совместимых бутылок.
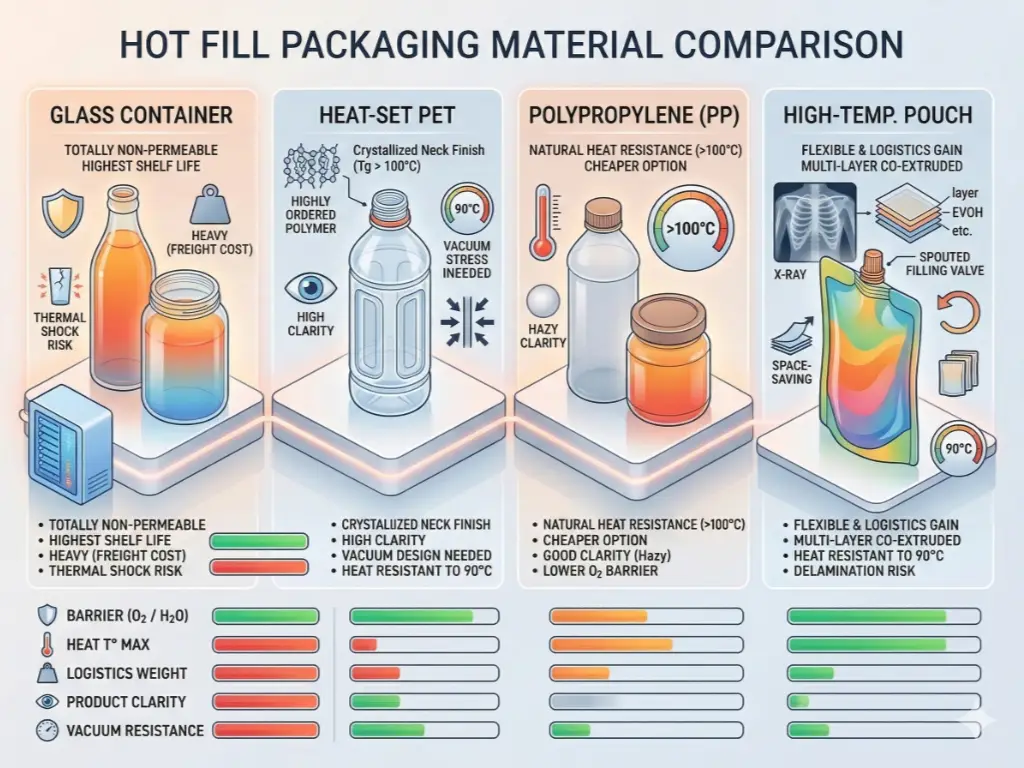
- Стеклянные контейнеры
Традиционным и самым прочным материалом для горячего наполнения является стекло. Оно абсолютно непроницаемо, не содержит кислорода и не подвержено химическому воздействию. Стекло обеспечивает 100-процентный барьер для влаги и газов, что гарантирует максимальный срок хранения. Независимо от того, используете ли вы стандартные бутылки или стеклянные банки с широким горлышком, стекло конструктивно легко выдерживает высокие температуры и последующее вакуумное давление без трещин и деформации. Однако, будучи отличным материалом, стекло тяжелое, что увеличивает расходы на транспортировку. Кроме того, оно требует пристального внимания к температуре в процессе розлива и охлаждения; резкое изменение температуры в охлаждающем туннеле для горячих стеклянных бутылок может привести к катастрофическому тепловому удару и разрушению контейнеров.
- ПЭТ (полиэтилентерефталат) с термоусадкой
Обычные ПЭТ-бутылки деформируются и разрушаются при температуре выше 70°C. Для того чтобы использовать ПЭТ в линиях горячего розлива, производители должны приобретать ПЭТ Heat-Set. ПЭТ-тара Heat-Set выдувается в нагретые формы и подвергается контролируемому термическому кондиционированию в процессе выдувного формования. Этот процесс изменяет структуру полимерных цепей, повышая температуру стеклования (Tg) пластика и устраняя внутренние напряжения. Максимальная температура розлива термоуплотненного ПЭТ составляет 90°C, что делает его самым популярным пластиком для этого процесса. Однако для обеспечения структурной прочности таких пластиковых бутылок требуется больший вес смолы (в граммах), чем для бутылок холодного розлива, и они должны иметь определенную геометрическую конструкцию для контроля вакуумного давления и предотвращения деформации пластиковых бутылок.
- Полипропилен (PP)
Полипропилен обладает хорошей естественной термостойкостью и может легко выдерживать температуру свыше 100°C без процедуры термоуплотнения. Он является более дешевой заменой ПЭТ в некоторых областях применения горячего розлива, особенно в тех случаях, когда для хранения соусов и варенья используются большие контейнеры или банки с широким горлом. Основным недостатком ПП является то, что он не такой прозрачный, как стекло; он мутный или мутноватый по сравнению со стеклоподобной прозрачностью и глянцевой поверхностью ПЭТ, что может повлиять на привлекательность на полках магазинов. Кроме того, кислородный барьер ПП ниже, чем у ПЭТ, и может сократить срок хранения продуктов, чувствительных к окислению.
- Высокотемпературные пакеты
Хотя на рынке доминирует множество типов бутылок и жестких контейнеров, все большую долю рынка занимают многослойные гибкие пакеты с коэкструзией (пакеты с носиком). Эти пакеты изготавливаются из ламинированных пленок, обычно включающих алюминиевую фольгу или барьерные слои EVOH, и выдерживают температуру наполнения 90 °C. Они являются отличным вариантом и имеют большое преимущество в логистике, поскольку пустые пакеты занимают в разы меньше места для хранения, чем пустые жесткие бутылки. Однако для гибких материалов требуются очень специализированные клапаны розлива, способные выдерживать высокую температуру без расплавления носика, а процесс охлаждения должен быть хорошо отрегулирован, чтобы избежать расслаивания стенок пакета.
Горячая заливка по сравнению с другими технологиями розлива: Матрица окупаемости инвестиций
Инженерным группам завода необходимо сравнить процесс горячего розлива с другими конкурирующими технологиями стерилизации. Сравнить эти системы можно только путем анализа капитальные затраты (CAPEX) и операционные расходы (OPEX).
| Технология | Цель pH Пригодность | Необходимы консерванты | Теплостойкость материала | Сохранение вкуса и питательных веществ |
| Горячее наполнение | Высокая кислотность (< 4,5) | Нет | Высокий (термостойкий ПЭТ, стекло) | От умеренного до хорошего |
| Асептическое наполнение | Высокая и низкая кислотность | Нет | Низкий (стандартный легкий полиэтилен) | Превосходно |
| Реторта | Низкая кислотность (> 4,5) | Нет | Экстремальные (металлические банки, реторт-пакеты) | Умеренный (длительный нагрев) |
| Холодное наполнение | Высокая кислотность (< 4,5) | Да | Низкий (стандартный легкий полиэтилен) | Превосходно |
CAPEX vs. OPEX для различных производственных линий
Системы холодного розлива имеют наименьшие капитальные затраты. Оборудование механически простое, ему не нужны теплообменники, охлаждающие туннели или специальные инверсионные конвейеры. OPEX также невысок, поскольку производители могут использовать самые легкие и дешевые стандартные ПЭТ-бутылки. Тем не менее, необходимость использования химических консервантов ограничивает доступ на рынок, где продукция с чистой этикеткой пользуется большим спросом у потребителей.
- Горячее наполнение
Горячий розлив требует умеренных капиталовложений. Линия нуждается в пастеризаторах, специальных разливочных клапанах и огромных охлаждающих туннелях. ОПЭКС, с другой стороны, относительно высок. Процесс требует больших затрат энергии на нагрев продукта и его охлаждение. Кроме того, необходимость использования Heat-Set PET подразумевает, что каждая бутылка горячего розлива гораздо тяжелее и дороже обычной ПЭТ-бутылки. Цена сырого пластика составляет значительную часть текущих операционных расходов.
Асептическая технология дорогостоящая с точки зрения астрономических капитальных затрат, которые могут исчисляться миллионами долларов. В процессе стерилизации продукт и упаковка стерилизуются отдельно, а затем соединяются в стерильном чистом помещении (изоляторе) фармацевтического класса. Оборудование включает в себя сложные стерилизационные ванны (с перекисью водорода или надуксусной кислотой) и системы фильтрации стерильного воздуха. Стоимость обслуживания и обучения операторов очень высока. Однако асептический OPEX не требует больших затрат. Жидкость охлаждается перед розливом, поэтому в процессе используются сверхлегкие стандартные ПЭТ-бутылки, что значительно снижает стоимость пластиковой смолы.
Ретортированию подлежат продукты с низким содержанием кислоты, такие как мясо, корма для домашних животных и бульоны. Продукт упаковывается в металлические банки или ретортные пакеты, а затем загружается в огромные сосуды под давлением (автоклавы), где подвергается воздействию пара при температуре 121°C в течение 30-60 минут. Капитальные затраты высоки из-за тяжелых сосудов под давлением, а операционные затраты чрезвычайно высоки из-за огромного количества энергии, необходимой для нагрева воды и поддержания высокого давления в течение длительных циклов.
Расчет точки безубыточности для вашего бренда
Выбор горячего или асептического розлива - это математическое упражнение, компенсирующее объем и материальные затраты. Инженеры должны построить график пересечения амортизации CAPEX и накопления OPEX.
Возьмем для примера матрицу принятия решений по бренду высококислотного сока. Если объем производства составляет менее 10 миллионов бутылок в год, то неоспоримым финансовым вариантом является горячий розлив. Высокая капитальная стоимость асептической линии приведет к снижению прибыли, а повышенная удельная стоимость ПЭТ-бутылок Heat-Set позволяет справиться с небольшими объемами.
Но при увеличении масштабов производства математика меняется на противоположную. Экономия, полученная при замене 15-граммовых стандартных ПЭТ-бутылок (асептических) на 28-граммовые ПЭТ-бутылки с термоустановкой (горячий розлив), быстро возрастает, когда годовой объем превышает 50 миллионов бутылок. Миллионы долларов, сэкономленные только на пластиковой смоле и транспортировочном весе, окупают огромные капитальные затраты на асептическую машину за 24-36 месяцев при таком пороге. В случае с низкокислотными продуктами объем не имеет значения; горячий розлив просто не может обеспечить безопасность пищевых продуктов, и выбор стоит между асептикой и ретортой.
Анализ и устранение неисправностей в цехах
Теоретические разработки должны быть воплощены в цеховых показателях. Линии горячего розлива создают определенные физические и термодинамические проблемы, которые при отсутствии должного контроля приводят к большому количеству брака. Инженеры-производственники должны избегать следующих видов отказов, применяя строгие параметры контроля и понимая основные этапы в общих чертах.
Панели и искажения (вакуумные панели)
Панингелинг - неконтролируемое падение пластиковой бутылки внутрь - самый распространенный визуальный дефект упаковки горячего розлива. Объем жидкости температурой 85°C уменьшается по мере ее охлаждения до 35°C. Этот эффект усиливается конденсирующимся паром, создающим сильный вакуум. На внешнюю поверхность бутылки давит атмосферное давление.
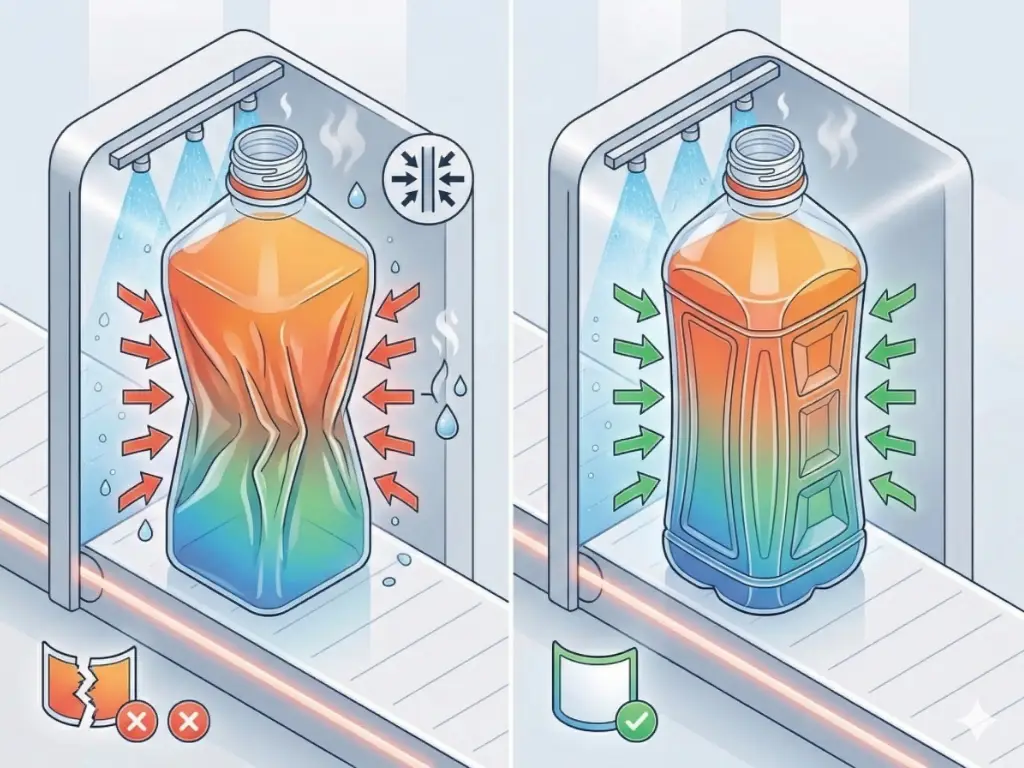
Это сжимающее напряжение равномерно распределяется по всей геометрии круглых стеклянных бутылок. Пластиковые бутылки, особенно квадратной или прямоугольной формы, не способны самостоятельно противостоять этому усилию; их плоские стороны будут беспорядочно изгибаться, портя место нанесения этикетки и делая продукт непригодным для продажи.
Чтобы решить эту проблему, инженеры-конструкторы создают так называемые вакуумные панели по форме ПЭТ-бутылки. Это определенные геометрические метки или изгибы, или ребра на корпусе бутылки. Они являются искусственными точками уязвимости. При создании вакуума эти панели равномерно изгибаются внутрь, принимая на себя силу сжатия и позволяя основным конструктивным элементам бутылки быть прямыми и прочными. Неправильный размер этих панелей по сравнению с объемом наполнения и дельтой охлаждения приведет к катастрофическим деформациям.
Роль кристаллизованной отделки шеи
Полимер ПЭТ - это стандартный аморфный материал, который начинает размягчаться и деформироваться при температуре стеклования около 70°C. Когда в обычную ПЭТ-бутылку наливают жидкость температурой 85°C, горлышко или резьбовая часть, на которой крепится крышка, деформируется. Деформация в доли миллиметра нарушит герметичность, что приведет к проникновению кислорода, порче продукта и огромным отзывам продукции.
Чтобы избежать этого, бутылки ПЭТ горячего розлива должны иметь кристаллизованную отделку горловины. В процессе производства горлышко бутылки подвергается интенсивному инфракрасному нагреву, а корпус остается закрытым. Под воздействием локального тепла полимерные цепи в горлышке ориентируются в очень упорядоченную кристаллическую структуру. Эстетический результат заключается в том, что шея становится непрозрачной белой. Эта кристаллическая структура повышает термостойкость шейки более чем до 100°C, благодаря чему нити остаются стабильными по размеру и прочными при высокотемпературной заливке и укупорке.

Пережаривание и потеря вкуса в охлаждающих туннелях
Эффективность охлаждающего туннеля определяет качество горячезаполненного продукта. Если продукт слишком долго находится при температуре 85°C, он подвергается серьезной термической деградации. Это вызывает реакцию Майяра (подрумянивание жидкости), потерю деликатных питательных веществ, таких как витамин С, что влияет на питательные свойства, и изменение деликатных ароматических соединений, что влияет на вкус продукта. Продукт фактически готовится в бутылке.
В охлаждаемых туннелях должен использоваться точный многозонный температурный градиент. Бутылка с температурой 85°C, помещенная непосредственно в охлажденную до 5°C воду, испытает тепловой удар, который может привести к растрескиванию стекла или непредсказуемому сжатию пластика. Температуру в туннеле следует снижать постепенно (например, зона 1 - 60°C, зона 2 - 40°C, зона 3 - 25°C). Инженеры должны постоянно измерять температуру в сердцевине бутылки. Вязкие жидкости - плохие теплопроводники, то есть жидкость на стенках бутылки быстро остывает, а середина жидкости разрушительно горячая. Чтобы гарантировать быстрый и равномерный отвод тепла, необходимо рассчитать давление насоса, угол наклона форсунок и время работы конвейера.
Освоение нишевых и сложных продуктов с горячим наполнением
Технология горячего розлива основана на стандартном розливе сока и чая. Настоящая инженерная мощь упаковочной линии проявляется тогда, когда она используется для обработки многофазных или высоковязких материалов.
Работа с твердыми частицами в горячем наполнителе
Для обработки высококислотных соусов с крупными частицами, например, семенами чили, фруктовыми кубиками в джеме или кусочками овощей в сальсе, требуется специальная обработка жидкости. Обычные гравитационные клапаны или высокоскоростные расходомеры либо раздавят частицы, либо будут подвержены постоянному образованию мостиков и засорению.

Для обеспечения целостности частиц в системе должны использоваться объемные насосы или поршневые наполнители с поворотным клапаном. Размер отверстия загрузочного патрубка должен быть рассчитан таким образом, чтобы не менее чем в два раза превышать диаметр самого крупного твердого фрагмента. Кроме того, важно поддерживать однородную суспензию твердых частиц в резервуаре. При слишком сильном перемешивании частицы разрушаются, при слишком медленном - твердые частицы оседают, так что в первых бутылках будет только жидкость, а в последних - только твердые частицы. В системе должны быть очень регулируемые мешалки с малой скоростью вращения в обогреваемом бункере.
Преодоление трудностей, связанных с высокой вязкостью
Кетчуп, концентрированные сиропы и густые пасты создают серьезные проблемы с тепловым проникновением. Вязкость является серьезным препятствием для конвекционных потоков в жидкости. Обычные пластинчатые теплообменники не могут быть использованы на первой стадии нагрева: густая паста будет гореть на пластинах, что приведет к образованию нагара и остановке производства. Трубчатые теплообменники или теплообменники со скребковой поверхностью необходимы для высоковязких продуктов, чтобы физически стирать продукт с нагретых стенок для предотвращения пригорания и обеспечения равномерного распределения температуры.
На этапе наполнения вязкие продукты нелегко перемещать, поэтому для проталкивания материала в контейнер используются пневматические или сервоприводные поршневые цилиндры высокого давления. Скорость наполнения должна быть профилирована. Дозирование под высоким давлением приведет к разбрызгиванию и образованию воздушных карманов в пасте. Воздух, попавший в них, произвольно расширяется и сжимается, нарушая точность вакуумного уплотнения и добавляя кислород, который ускоряет порчу. Наполнитель должен быть основан на методе наполнения "снизу вверх", при котором сопло опускается на дно контейнера и поднимается в точном соответствии с уровнем жидкости.
Как правильно выбрать машину для горячей заливки
Приобретение оборудования для горячей заливки требует согласования механических возможностей с долгосрочной бизнес-стратегией. Лица, принимающие решения, должны оценить три критических параметра перед окончательным определением спецификаций:
- Прежде всего, выравнивание мощностей должно основываться на реалистичной операционной эффективности (OEE)а не на теоретическую максимальную скорость. Если линия рассчитана на 200 бутылок в минуту, охлаждающий туннель должен обладать термодинамической мощностью для отвода тепла с такой скоростью; узкое место в охлаждении приведет к просадке всей линии.
- Во-вторых, система должна поддерживать дорожные карты будущих продуктов. Если отдел маркетинга решит ввести в ассортимент соус с большим содержанием твердых частиц, машину, купленную исключительно для разбавления жидкостей, придется дорого переоборудовать. Заранее укажите поршневые наполнители с принудительным вытеснением и широкопроходные роторные клапаны, если ожидаются сложные матрицы.
- В-третьих, оцените уровень автоматизации системы Clean-in-Place (CIP) система. Линии горячего розлива используются для обработки липких, сахаристых или сильно ароматизированных продуктов. Ручная процедура очистки обеспечивает длительное время простоя и высокий риск бактериального загрязнения. Требуются полностью автоматизированные, управляемые ПЛК процедуры CIP с подтвержденным расходом, дозированием химикатов и регистрацией температуры, гарантирующие полную санитарную обработку между сменами партий.
Как Levapack может решить сложные задачи по упаковке горячего розлива?
Одной из самых серьезных проблем в области термической обработки является поддержание эффективности линии при работе с высоковязкими продуктами или пастами с большим содержанием твердых частиц. Если для жидких продуктов достаточно стандартного оборудования, то для сложных соусов требуются прецизионные системы, предотвращающие засорение клапанов, неравномерное дозирование и термические несоответствия. Именно поэтому Levapack, поставщик индивидуального упаковочного оборудования, является стратегическим выбором для предприятий, желающих устранить узкие места в производстве и повысить надежность работы.
При переработке густых соусов, густых приправ или вязких паст стандартные наполнители часто сталкиваются с проблемой теплового напряжения и неточного дозирования. Левапак инженеры Специализированные решения для упаковки соусов горячего розлива, разработанные для устранения именно этих узких мест. Используя надежную технологию поршневого розлива и сверхпрочную нержавеющую сталь 304/316, наши машины легко справляются с экстремальными температурами и тяжелыми частицами, не засоряясь. От индивидуальных конфигураций сопел до точных сервоприводных систем управления, обеспечивающих точность розлива до 1%, мы поможем вам создать надежную автоматизированную линию, которая легко адаптируется к ПЭТ, стеклу и банкам, обеспечивая бескомпромиссную целостность продукта и максимальную эффективность работы.



