The choice of the appropriate packaging method and filling technique is not just a simple equipment acquisition, but a multi-million capital investment that determines the overall cost of ownership over the next ten years. Hot fill packaging is one of the most popular technologies available and still forms the basis of certain product categories, especially beverage products and acidic liquid foods. Compared to other preservation methods, it offers an efficient way to extend product shelf life while minimizing food waste. Nevertheless, its successful implementation demands a strict knowledge of thermodynamic concepts, polymer science, and precise cost modeling. The present guide offers a detailed technical and financial study of the hot fill process, which will enable decision-makers to have the information needed to navigate the process of capacity planning, material selection, and production floor troubleshooting.
What is Hot Fill Packaging: Process & Principles
As an efficient hot fill method, this commercial sterilization process ensures that a hot liquid or semi-liquid liquid product is heated to high temperatures, poured into a container when hot, and sealed in minimal time. It involves the use of the high heat and thermal energy of the product itself to sterilize the inner surface of the container and the closure, effectively preventing the reproduction of harmful microorganisms and stopping any further microbial growth.
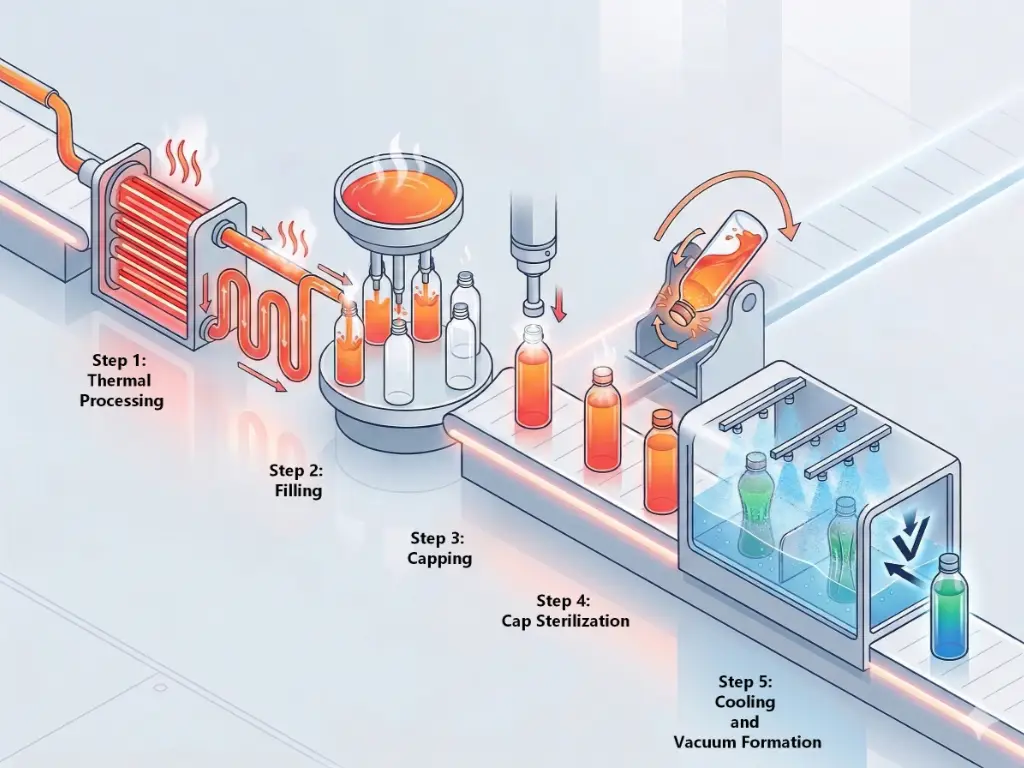
The conventional hot filling process follows a rigid, sequential thermodynamic flow:
- Thermal Processing (Heating): The product is subjected to a plate or tubular heat exchanger, which quickly raises the temperature of the product to a desired range of 82°C to 95°C (180F to 205F). A certain length of time for holding (usually 15 to 30 seconds) is maintained at this temperature to be sure that all harmful microorganisms, vegetative bacteria, and spoilage enzymes are destroyed.
- Filling: The hot product is pumped into the filling carousel. The filler bowl and valves are usually designed with recirculation loops to keep the necessary sterilization temperature and keep the product flowing continuously through the heat exchanger in case of line stoppages. The product is emptied into the container at temperatures that are not less than 82°C.
- Укупорка: A closure is placed immediately after the filling sequence. The steam produced by the hot product replaces the headspace between the liquid level and the cap.
- Inversion (Cap Sterilization): The sealed container is moved through a conveyor and through a tilt or inversion mechanism. The container is rolled over or inverted for 2 to 3 minutes. This move causes the 82°C + liquid to come into direct contact with the inside of the cap and the upper neck finish, which ensures that any remaining pathogens in the headspace are removed.
- Cooling and Вакуум Formation: The vessel is placed in a multi-zone cooling tunnel. The plastic containers or glass bottles are sprayed with ambient or chilled water in a water bath-like environment, which quickly lowers the internal temperature to around 35°Cto 40°C. The liquid shrinks as it cools down. At the same time, the steam in the headspace is condensed into water. This two-fold effect forms a powerful negative pressure gradient, or vacuum, within the closed vessel, which guarantees a hermetic seal and seals out oxygen.
This is a very effective thermodynamic process that is limited by strict biochemical constraints. It is only applicable to certain pH levels.
| Product Category | Пригодность | Justification |
| High-Acid Beverages (Fruit juices, vegetable juices, sports drinks, teas, lemonades) | Идеальный | pH is below 4.5. High acidity prevents the growth of Clostridium botulinum spores. Hot filling easily destroys the remaining vegetative bacteria, yeasts, and molds. |
| High-Acid Condiments (Ketchup, chili sauce, fruit purées, vinegar-based dressings) | Идеальный | High acidity and high processing temperatures achieve commercial sterility. The heat penetrates the viscous product to ensure safe ambient storage and extended shelf life. |
| Low-Acid Products (Milk, dairy alternatives, bone broths, protein shakes) | Not Suitable | pH is above 4.5. Hot temperatures (95°C) cannot destroy Clostridium botulinum spores in low-acid environments. These require high-pressure retort or aseptic processing due to the need of heat treatment under pressure. |
| Carbonated Beverages (Sodas, sparkling water, carbonated energy drinks) | Not Suitable | Heating releases dissolved carbon dioxide gas. The process requires vacuum formation, which contradicts the positive pressure required for carbonation in its natural state. |
Choosing the Right Hot Fill Packaging Materials
The high thermal stress and vacuum pressure conditions of the hot fill process impose extreme mechanical loads on the packaging material. The container should be able to withstand the initial temperatures of up to 95°C without melting, stretching, or losing dimensional stability, and then withstand the high inward atmospheric pressure during the cooling process. Each material has its own unique properties. Normal packaging materials will not be used under such conditions, necessitating an evaluation of your packaging needs and different compatible bottle options.
- Стеклянные контейнеры
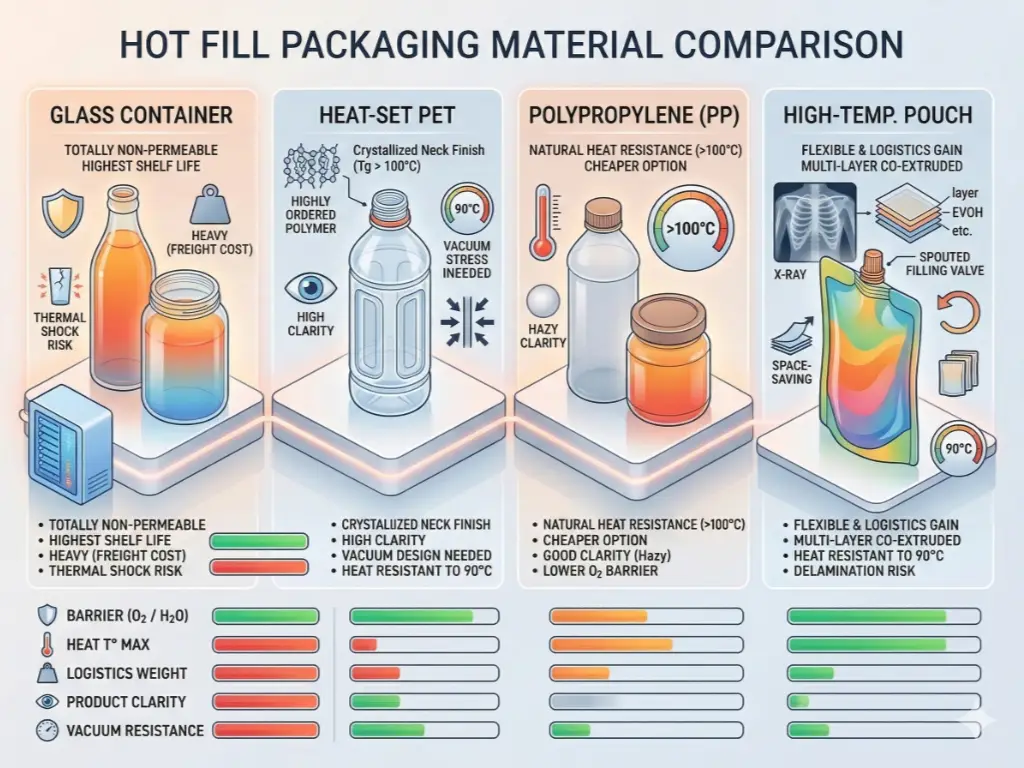
The conventional and the strongest hot fill material is glass. It is totally non-permeable, oxygen-free, and has zero chances of chemical movement. Glass offers a 100 percent moisture and gas barrier, which guarantees the highest shelf life. Whether you use standard bottles or wide-mouth glass jars, glass is structurally easy to withstand the higher temperatures and the consequent vacuum pressure without cracking or deformation. As a great material, glass is, however, heavy, and this adds a lot of freight expenses. It also involves close attention to temperature during the filling and cooling processes; exposing hot fill glass bottles to a sudden change in temperature in the cooling tunnel may lead to disastrous thermal shock and fracture of containers.
- Heat-Set PET (Polyethylene Terephthalate)
Normal PET bottles are deformed and collapse at temperatures above 70°C. In order to use PET in hot fill lines, manufacturers have to purchase Heat-Set PET. The Heat-Set PET containers are blown into heated molds and undergo controlled thermal conditioning during the blow-molding process. The process changes the structure of the polymer chains, raising the glass transition temperature (Tg) of the plastic type and eliminating internal stresses. The maximum filling temperature of heat-set PET is 90°C, making it the most popular plastic for this process. These plastic bottles, however, need a greater resin weight (gram weight) than cold-fill bottles to be structurally sound, and they need to have certain geometric designs to control the vacuum pressure and avoid the deformation of the plastic bottles.
- Polypropylene (PP)
Polypropylene has good natural heat resistance and can easily resist temperatures over 100°C without heat-setting procedures. It is a cheaper substitute for PET in some hot fill applications, especially where larger containers or wide-mouth jars are used in storing sauces and jams. The main disadvantage of PP is that it is not as clear as glass; it is cloudy or hazy in comparison to the glass-like transparency and glossy finish of PET, which may affect the retail shelf appeal. Moreover, the oxygen barrier of PP is lower than that of PET and can reduce the shelf life of highly oxidation-sensitive products.
- High-Temperature Pouches
Although the market is dominated by a multitude of bottle types and rigid containers, multi-layer co-extruded flexible pouches (spouted pouches) are increasing in market share. These pouches are made of laminated films, usually including aluminum foil or EVOH barrier layers, and are made to withstand 90 °C filling temperatures. They are a great option and have a great benefit in logistics, since empty pouches take a fraction of the storage space of empty rigid bottles. Flexible materials, however, demand very specialized filling valves to handle the heat without melting the spout, and the cooling process should be well-regulated to avoid delamination of the pouch walls.
Hot Fill vs. Other Filling Technologies: ROI Matrix
Plant engineering teams need to compare the hot filling process with other competing sterilization technologies. These systems can only be compared by analyzing capital expenditure (CAPEX) и operating expenditure (OPEX).
| Технология | Target pH Пригодность | Preservatives Required | Material Heat Resistance | Flavor & Nutrient Retention |
| Hot Fill | High Acid (< 4.5) | Нет | High (Heat-Set PET, Glass) | Moderate to Good |
| Aseptic Fill | High & Low Acid | Нет | Low (Standard lightweight PET) | Превосходно |
| Retort | Low Acid (> 4.5) | Нет | Extreme (Metal cans, Retort pouches) | Moderate (Extended heating) |
| Cold Fill | High Acid (< 4.5) | Да | Low (Standard lightweight PET) | Превосходно |
CAPEX vs. OPEX Across Different Production Lines
Cold fill systems have the least CAPEX. The machinery is mechanically simple, and it does not need heat exchangers, cooling tunnels, or special inversion conveyors. OPEX is also low since manufacturers can employ the lightest and cheapest standard PET bottles. Nevertheless, the necessity of chemical preservatives restricts access to the market, with clean-label products being in high demand among consumers.
- Hot Fill
Hot fill is a moderate CAPEX investment. The line needs pasteurizers, special filling valves, and huge cooling tunnels. The OPEX, on the other hand, is relatively high. The process is very energy-consuming in heating the product and then cooling it. Moreover, the necessity of Heat-Set PET implies that each hot-fill bottle is much heavier and costlier than an ordinary PET bottle. The price of raw plastic material constitutes a significant part of the recurrent operating cost.
Aseptic technology is costly in terms of astronomical CAPEX, which can be in the millions of dollars. The process sterilizes the product and the packaging independently and then combines them in a sterile and pharmaceutical-grade cleanroom (isolator). The equipment includes complicated sterilization baths (with hydrogen peroxide or peracetic acid) and sterile air filtration systems. The cost of maintenance and training of operators is very high. But Aseptic OPEX is small-scale. The liquid is cooled prior to filling, so the process uses ultra-lightweight, standard PET bottles, which significantly lowers the cost of plastic resin.
Low-acid foods such as meat, pet food, and broths are required to be retorted. The product is packed in metal cans or retort pouches and then loaded into huge pressure vessels (autoclaves) where it is exposed to steam at 121°C between 30 and 60 minutes. The CAPEX is high because of the heavy-duty pressure vessels, and the OPEX is extreme because of the huge amount of energy needed to heat the water and keep the pressure high during long cycles.
Calculating the Break-Even Point for Your Brand
The choice of Hot Fill or Aseptic is a volume and material cost offsetting mathematical exercise. The engineers are required to plot the intersection of CAPEX depreciation and OPEX accumulation.
Take an example of a high-acid juice brand decision matrix. When the volume of production is less than 10 million bottles annually, the unquestionable financial option is hot filling. The profit margins would be killed by the high CAPEX of an Aseptic line, and the increased unit cost of Heat-Set PET bottles can be handled at low volumes.
But the mathematics reverse as the scale of production increases. The savings made by replacing 15-gram standard PET bottles (Aseptic) with 28-gram Heat-Set PET bottles (Hot Fill) multiply quickly when the annual volume exceeds 50 million bottles. Millions of dollars saved on plastic resin and shipping weight alone will recoup the huge Aseptic machine CAPEX in 24 to 36 months at this threshold. In the case of low-acid products, volume does not matter; Hot Fill simply cannot ensure food safety, and the choice is between Aseptic and Retort.
Shop-Floor Failure Analysis & Troubleshooting
Theory engineering should be translated into shop-floor performance. Hot fill lines pose certain physical and thermodynamic issues, which lead to high scrap rates when not well controlled. The following failure modes should be avoided by production engineers by applying strict control parameters and understanding the essential steps in a general way.
Paneling & Distortion (Vacuum Panels Design)
Panningeling- the uncontrolled inward collapse of the plastic bottle is the most common visual defect in hot fill packaging. The volume of the 85°C liquid reduces as it cools down to 35°C. This effect is increased by the condensing steam in the headspace, producing a strong vacuum. The exterior of the bottle is pushed by atmospheric pressure.
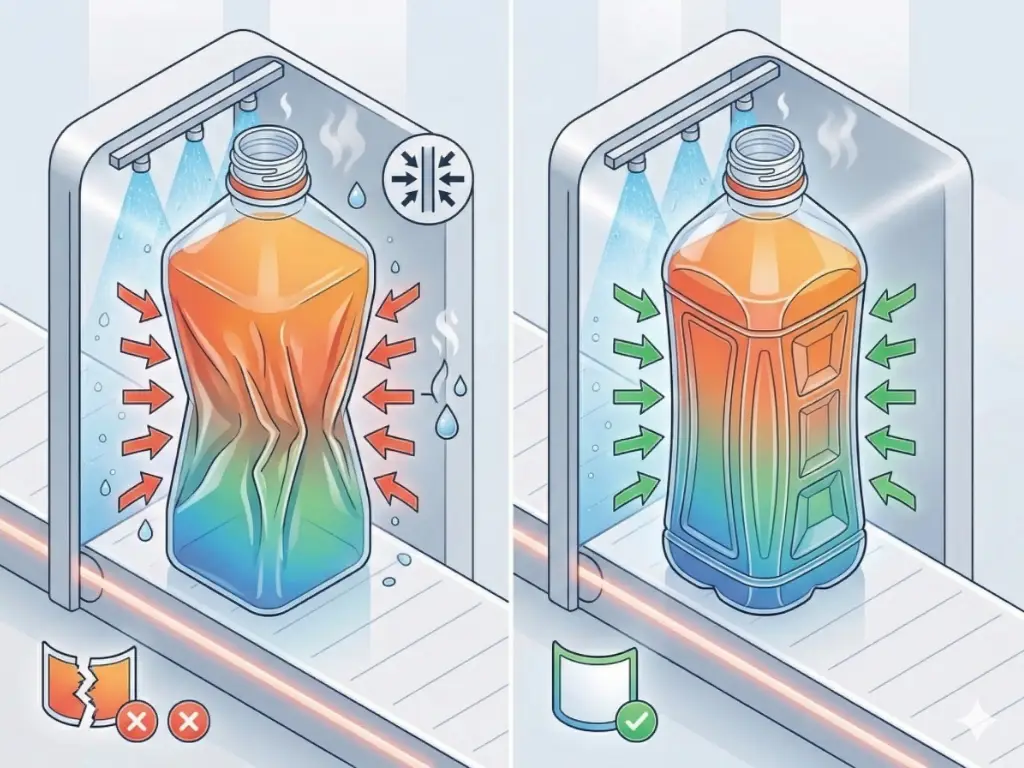
This compressive stress is evenly spread throughout the geometry of circular glass bottles. Plastic bottles, especially square or rectangular shapes, are not able to withstand this force on their own; their flat sides will bend randomly, ruining the label application area, and rendering the product unsellable.
To address this, structural engineers create so-called vacuum panels in the shape of the PET bottle. These are certain geometric marks or bends, or ribs on the body of the bottle. They are artificial points of vulnerability. As the vacuum is created, these panels are made to bend inwards evenly, taking up the contraction force and letting the primary structural pillars of the bottle be straight and firm. Any improper sizing of these panels in comparison to the fill volume and cooling delta will lead to disastrous distortion.
The Role of Crystallized Neck Finishes
PET polymer is a standard amorphous material that starts to soften and deform at its glass transition temperature of about 70°C. When 85°C liquid is poured into a normal PET bottle, the neck finish, or the threaded part where the cap is attached, will be warped. A fraction of a millimeter of deformation will affect the hermetic seal, causing oxygen intrusion, product spoilage, and huge product recalls.
To avoid this, hot-fill PET bottles must have a Crystallized Neck Finish. The neck of the bottle is exposed to intense infrared heating during the manufacturing process, but the body is covered. This localized heat causes the polymer chains in the neck to be oriented into a very ordered, crystalline structure. The aesthetic outcome is that the neck becomes opaque white. This crystallized structure enhances the heat resistance of the neck finish to more than 100°C, which makes the threads remain dimensionally stable and rock-solid when the high-temperature filling and capping is done.

Overcooking & Flavor Loss in Cooling Tunnels
The efficiency of the cooling tunnel is what determines the quality of a hot-filled product. When the product is left at 85°C for too long, it is severely thermally degraded. This causes the Maillard reaction (browning of the liquid), loss of delicate nutrients such as Vitamin C, impacting nutritional properties, and the modification of delicate flavor compounds, affecting the taste of the product. The product actually cooks in the bottle.
Tunnels that are cooled should use an accurate multi-zone temperature gradient. An 85°C bottle placed directly into 5°C chilled water will experience thermal shock, which may crack glass or produce unpredictable plastic contraction. The temperature should be reduced gradually in the tunnel (e.g., Zone 1 60°C, Zone 2 40°C, Zone 3 25°C). The core temperature of the bottle should be constantly measured by engineers. Viscous liquids are poor heat conductors; that is, the liquid on the wall of the bottle cools quickly, and the middle of the liquid is destructively hot. Pump pressures, spray nozzle angles, and conveyor dwell times have to be computed to guarantee quick, even heat removal.
Mastering Niche and Difficult Hot Fill Products
Hot fill technology is based on standard juice and tea. The real engineering strength of a packaging line is when it is used to process multi-phase or high-viscosity materials.
Handling Particulates in Hot Fill
Special fluid handling is needed to process high-acid sauces with large particulates, e.g., chili seeds, fruit dices in jam, or vegetable chunks in salsa. Normal gravity valves or high-speed flow meters will either squash the particulates or be subject to continual bridging and clogging.

The system needs to use positive displacement pumps or rotary valve piston fillers to ensure particulate integrity. The bore size of the filling nozzle should be designed to be not less than twice the diameter of the largest solid piece. Moreover, it is important to keep a homogeneous suspension of solid particles in the holding tank. When the agitation is excessively violent, the particles are broken up; when it is too slow, the solids settle, so that the first bottles will have only liquid, and the last bottles will have only solids. The system should have very regulated, low-shear scraped-surface agitators in the heated hopper.
Overcoming High Viscosity Challenges
Ketchup, concentrated syrups, and heavy pastes pose serious thermal penetration problems. The viscosity is a serious hindrance to the convection currents in the liquid. The normal plate heat exchangers cannot be used during the first heating stage; the thick paste will burn on the plates, which will lead to fouling and stop production. Tubular or scraped-surface heat exchangers are needed with high-viscosity products to physically wipe the product off the heated walls to prevent burning and to provide even distribution of temperature.
In the filling stage, the viscous products are not easy to move, and the high-pressure pneumatic or servo-driven piston cylinders are used to push the material into the container. The fill speed should be profiled. High-pressure dispensing will result in splashing and entrapment of air pockets in the paste. The air trapped expands and contracts randomly, ruining the precision of the vacuum seal and adding oxygen that hastens spoilage. The filler should be based on a bottom-up filling method, in which the nozzle sinks to the bottom of the container and ascends in precise correspondence with the ascending liquid level.
How to Choose the Right Hot Fill Machine
Procuring hot fill equipment requires aligning mechanical capabilities with long-term business strategy. Decision-makers must evaluate three critical parameters before finalizing specifications:
- To start with, capacity alignment should be based on realistic operational efficiency (OEE), rather than on theoretical maximum speeds. When a line is rated at 200 bottles per minute, the downstream cooling tunnel should have the thermodynamic capacity to remove heat at that specific rate; a bottleneck in the cooling will cause the whole line to slack.
- Second, the system should support future product roadmaps. A machine that has been bought with the sole purpose of thin liquids will have to be retrofitted at a high cost in case the marketing department decides to introduce a particulate-heavy sauce. Indicate positive displacement piston fillers and wide-bore rotary valves early on in case complex matrices are expected.
- Third, assess the level of automation of the Clean-in-Place (CIP) system. Hot fill lines are used to process sticky, high-sugar, or highly flavored products. Manual cleaning procedure ensures that there is prolonged downtime and that there is a high risk of bacterial contamination. Demand complete automated, PLC-controlled CIP procedures with validated flow rates, chemical dosing, and temperature recording to guarantee total sanitation between batch changeovers.
How can Levapack solve complex hot fill packaging challenges?
One of the most significant challenges in thermal processing is maintaining line efficiency when handling high-viscosity products or particulate-heavy pastes. Although standard equipment suffices for thin liquids, complex sauces require precision-engineered systems to prevent valve clogging, irregular dosing, and thermal inconsistencies. This is why Levapack, a customized packaging machinery provider, is a strategic option for facilities wanting to eliminate production bottlenecks and extend operational reliability.
When processing thick sauces, chunky condiments, or viscous pastes, standard fillers often struggle with thermal stress and inaccurate dosing. Левапак engineers specialized hot-fill sauce packaging solutions designed to eliminate these exact bottlenecks. Utilizing robust piston-filling technology and heavy-duty 304/316 stainless steel, our machines effortlessly handle extreme temperatures and heavy particulates without clogging. From custom nozzle configurations to precise servo-driven controls delivering sub-1% fill accuracy, we help you build a resilient, automated line that adapts seamlessly across PET, glass, and cans, ensuring uncompromising product integrity and maximum operational efficiency.



