Общие неисправности и основные способы устранения неисправностей мультиголовочных весов
Весы с несколькими головками выполняют серию синхронизированных движений, включающих механическую вибрацию, оценку тензодатчика и запрограммированный программный расчет или алгоритм. Когда производство останавливается, обслуживающий персонал должен определить, в чем причина: в механическом сцеплении, потере электрических сигналов или в программном обеспечении машины. В остальной части руководства описаны шаги по устранению неисправностей мультиголовочных весов, связанных с базовыми неисправностями устройства. Если неисправность выходит за пределы весового блока и затрагивает нижестоящее упаковочное оборудование, например конвейерные ленты, операторам следует обратиться к специалистам более широкого профиля. поиск и устранение неисправностей упаковочных машин ссылка для восстановления полного производственного потока.
Устранение неточных весов и дрейфа нуля
Неточное взвешивание - это тенденция к тому, что отдельные бадьи всегда регистрируют вес продукта выше или ниже заданного параметра. Такая неточность создает проблемы с соблюдением требований и приводит к финансовым потерям, негативно влияя на консистенцию продукции. Основной причиной механических сбоев является наличие остатков материала в весовом бункере или ковшах. Когда материал прилипает к стенкам ковша, тензодатчик регистрирует добавленную массу как часть новой порции продукта в процессе взвешивания.
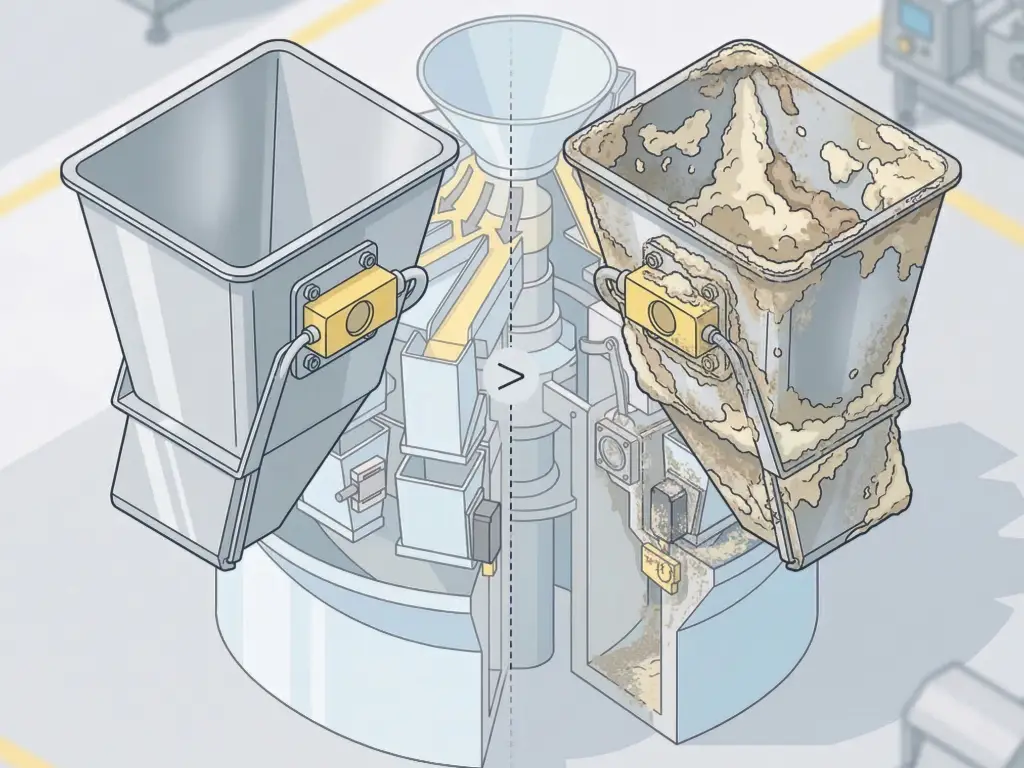
Дрейф нуля - это электрическое явление, вызванное такими факторами, как изменение температуры, условия окружающей среды, чрезмерные физические нагрузки или постоянные вибрации, которые приводят к дрейфу базового напряжения тензодатчика. В таких случаях технический персонал должен сначала полностью опорожнить все ведра, чтобы предотвратить проливание жидкости. Затем, используя человеко-машинный интерфейс (HMI) или сенсорную панель управления, запустить процесс автоматического обнуления. Если нулевая точка не стабилизируется, потребуется полная калибровка. Для завершения калибровки необходимо поместить сертифицированный стандартный груз (обычно 500 или 1000 г) в каждый специальный весовой ковш и зарегистрировать вес в современных системах управления. Кроме того, операторы должны убедиться, что на каркас тензодатчика не воздействуют такие факторы, как сильный сквозняк от кондиционера, работающий воздушный компрессор, расположенный поблизости, или любые другие изменения окружающей среды, которые могут вызвать вибрацию.
Устранение неисправностей вибратора и засоров питателя
Система подачи состоит из основного верхнего конусного вибратора и нескольких линейных вибронаконечников, которые равномерно распределяют сыпучий продукт для точного взвешивания сыпучих продуктов. Первым пунктом диагностики, когда продукт не поступает в весовые ковши, являются вибраторы. Если главный вибратор не работает, технические специалисты должны проверить питание твердотельных реле на плате привода и проверить соединения проводов в электрических системах.
Если вибратор работает, но продукт не поступает, то, как правило, неправильно настроены параметры амплитуды или имеется засор. Засоры могут возникать в загрузочном лотке, когда скорость подачи сыпучего материала из верхнего ковшового элеватора превышает скорость диспергирования верхнего конуса, что прерывает устойчивый поток продукции. В этом случае техникам приходится вручную устранять засор и снижать скорость подачи. Также следует обратить внимание на физический зазор между электромагнитом и рычагом вибратора. При длительной эксплуатации могут ослабнуть крепежные болты, поэтому зазор может измениться. Чтобы вернуть зазор в соответствие со спецификацией расстояния, указанной производителем, используется стандартный щуп. Это также восстанавливает правильную частоту и амплитуду колебаний, чтобы питатели работали оптимально.
Устранение неисправностей бункера и фотоэлектрических датчиков
Проблемы с бункером возникают, когда механические двери открываются или закрываются неравномерно. Это вызывает очень плохой поток продукта и даже может привести к преждевременной или не своевременной выгрузке продукта. Это может произойти с возвратными пружинами, из-за недостатка или отсутствия смазки в шарнирных соединениях, при неисправности двигателя, пневматических цилиндров или мешалок. Чтобы открыть двери, специалистам придется взять их за ручки и отметить сопротивление. Если тяга заедает, необходимо использовать пищевую смазку. Если сервопривод или шаговый двигатель издает высокий звук, значит, требуется замена привода или двигателя.
Фотоэлектрические датчики показывают уровень сыпучего продукта в верхней части дисперсионного конуса. Если эти датчики выходят из строя, система либо испытывает недостаток продукта, либо переполняется. Пыль, покрывающая датчик, или нарушение центровки датчика - наиболее распространенные проблемы с электричеством в системах этого типа. Операторы должны протереть линзы датчиков сухой антистатической тканью и убедиться, что излучатель и приемник идеально выровнены. Если датчик по-прежнему не обнаруживает материал, следует проверить жгут проводов на предмет пережатия проводов, обработанных моющим средством.
Расширенные сценарии устранения неисправностей по типам материалов
Стандартные методики поиска и устранения неисправностей не всегда оказываются успешными при столкновении с определенными свойствами материала. Различные продукты по-разному ведут себя на поверхности из нержавеющей стали и в окружающей атмосфере. Подход к устранению неисправностей мультиголовочных весов с учетом особенностей материала значительно сокращает время простоя в современных упаковочных операциях.
Порошки: Пыль для сенсоров и помехи при промывке газа
Такие мелкие частицы, как детская смесь, протеиновый порошок и молотый кофе, в процессе подачи образуют пыль в больших количествах. Быстрое накопление пыли происходит на фотоэлектрических датчиках, что приводит к ложному срабатыванию и остановке питающего элеватора. Для решения проблемы пыли следует установить локальные пылеуловители над основным конусом рассеивания и спроектировать закрытые бункеры.
Кроме того, на порошки очень сильно влияет поток воздуха вокруг них. По этой причине линии по производству порошков премиум-класса обычно соединяются с упаковочными машинами для вакуумной и азотной промывки (Nitrogen Flushing Seamer), чтобы поддерживать остаточный кислород на уровне ниже 3%. Быстрый поток газообразного азота вызывает противодавление в зоне упаковки. Это вызывает восходящий поток воздуха, который может поднять весовые баки на доли миллиметра, что мгновенно разрушает точность ячейки весов. Чтобы справиться с этой проблемой, между весами и упаковочной машиной, расположенной ниже по потоку, физически устанавливаются воздушные перегородки. Программное обеспечение весов также должно быть модифицировано, чтобы включить более длительную задержку стабилизации (время оседания), после которой регистрируется окончательный вес. Оборудование должно быть пыле- и взрывозащищенным, чтобы работать с летучими порошковыми средами.
Гранулы и снеки: Минимизация поломок и проблем с точностью
Определенные продукты, включая картофельные чипсы, печенье и ореховую смесь, представляют собой проблему, когда речь идет о физических повреждениях или проблемах с соотношением компонентов. Продукты склонны ломаться, если на этапе подачи прилагается слишком большое механическое усилие или высота падения слишком велика. Чтобы избежать поломки, операторы снижают амплитуду линейных вибраторов. Высокая амплитуда приводит к тому, что хрупкие изделия ломаются и бьются о металлические поддоны, поэтому оператору рекомендуется отрегулировать амплитуду до уровня, при котором продукт не подпрыгивает, а скользит. Также рекомендуется, чтобы высота падения от весового ковша до бункера синхронизации и от бункера синхронизации до упаковочной машины была как можно меньше. Ударную силу также можно уменьшить с помощью установки наклонных вставок желоба или специальных кольцеобразных улавливающих пластин.
Проблемы с точностью при работе со смешанными гранулированными продуктами, такими как смеси грецких орехов и изюма, могут быть связаны с неравномерной дисперсностью продуктов. Разные орехи имеют разную плотность, и это требует разного подхода при работе с ними. Техникам приходится настраивать линейные питатели на разное время. Мелкие и более плотные материалы должны падать реже и с более короткими всплесками вибрации, в то время как более объемные и легкие материалы должны подвергаться непрерывной вибрации. Этот подход также может быть применен к наполнителям объемных стаканов и специальным конфигурациям с ограниченным количеством головок (например, многоголовочные весы с 14 или 20 головками) для выравнивания соотношений.
Влажные продукты и пасты: Остатки и короткие замыкания при промывке
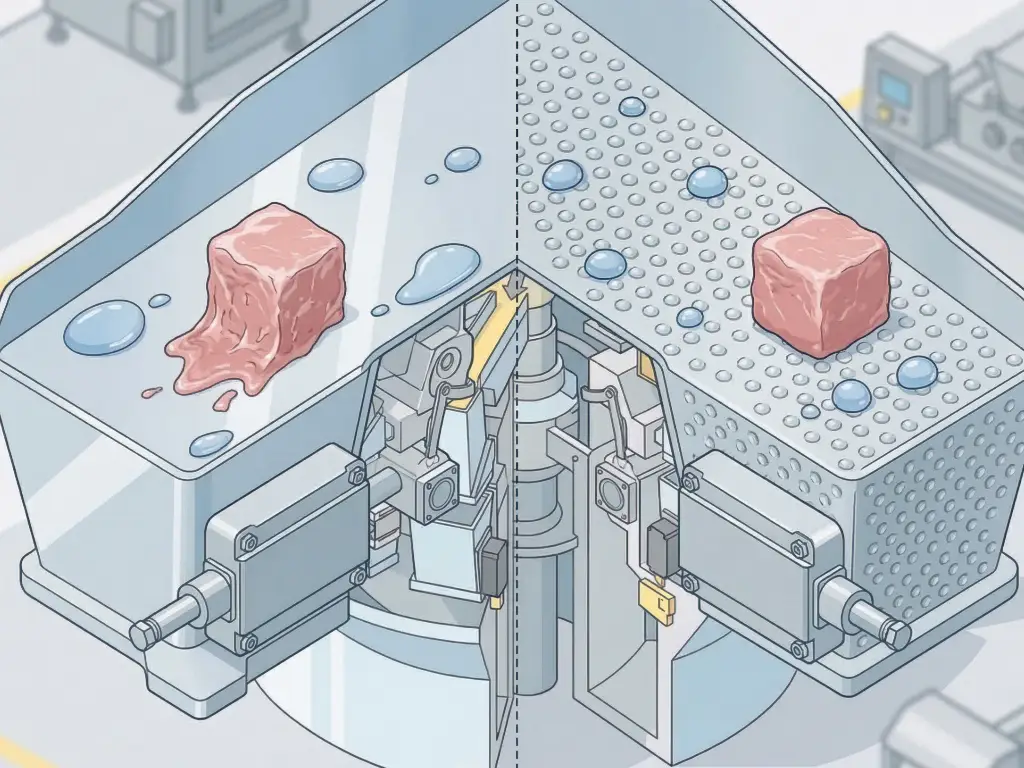
Влажные продукты, такие как кусочки корма для домашних животных, мяса и готовых блюд, создают значительные проблемы с адгезией и чистотой. Влажные материалы обладают высоким поверхностным натяжением и могут прилипать к нержавеющей стали. В тех случаях, когда специалисты по устранению неисправностей сталкиваются с повторяющимися неисправностями, связанными с контактом с влажными материалами, наиболее очевидным ответом является модификация контактной поверхности. Технический специалист должен заменить стандартные бункеры на бункеры из нержавеющей стали с ямочной (текстурированной) поверхностью, чтобы облегчить эту проблему. Считается, что ямочная поверхность обеспечивает меньшую площадь контакта вакуумного уплотнения с металлом, тем самым нарушая герметичность, что позволяет продукту протекать без ограничений.
Кроме того, обработка влажных продуктов требует использования жестких моек под высоким давлением, в которых применяются едкие чистящие и моющие химикаты. В таких условиях наиболее распространенной причиной полного отказа системы является проникновение воды в электронику, что приводит к короткому замыканию тензодатчиков и приводных двигателей. Это большая проблема при поиске неисправностей, и для ее предотвращения технический персонал должен проверить водяные уплотнения (уплотнительные кольца) на всех корпусах двигателей и распределительных коробках тензодатчиков. Проверьте воздушные клапаны тензодатчиков на наличие конденсата. Машины, использующие влажные продукты, должны следовать процедурам сушки, описанным до добавления моющего средства.
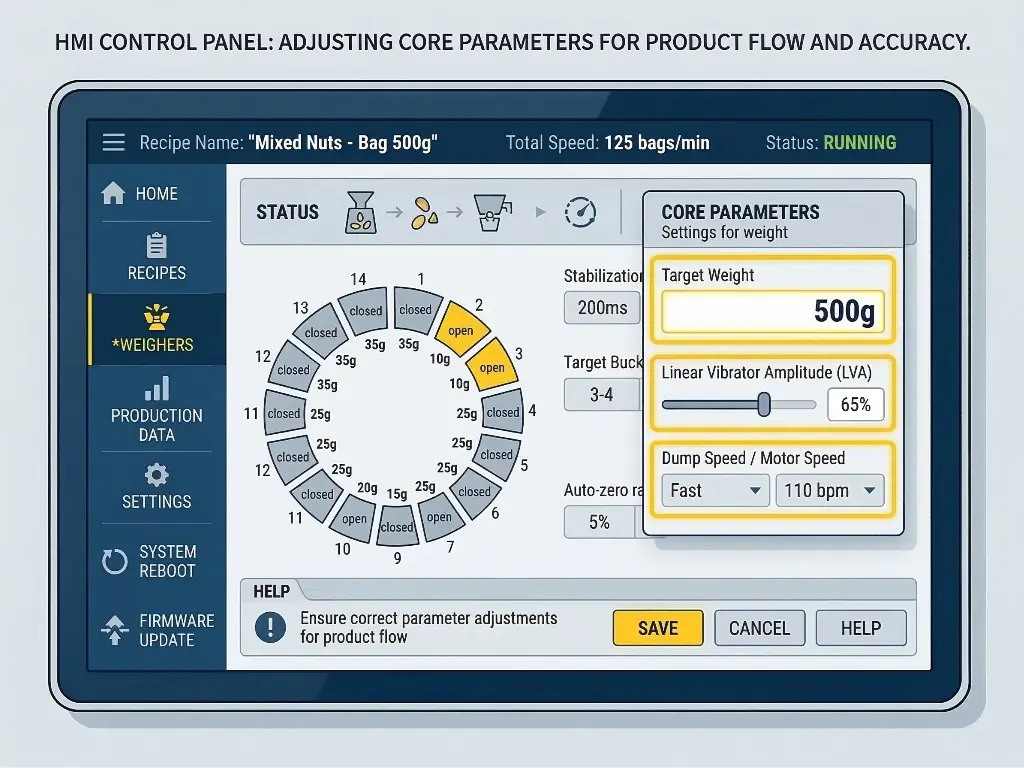
Настройка параметров программного обеспечения для достижения оптимальной точности
Многие кажущиеся механическими или электрическими проблемы возникают из-за неправильной настройки программного обеспечения. Новые многоголовочные весы - это сложное оборудование, основанное на технологии MCU и интеллектуальных сенсорных экранах (обычно 7 дюймов или больше). Операторы должны знать, как изменить некоторые основные параметры в операционной системе, чтобы они соответствовали потоку продукта. Если параметры заданы неверно или если произошло повреждение программного обеспечения, требующее перезагрузки системы или обновления прошивки, машина будет работать с проблемами, такими как постоянная остановка или невозможность определить комбинацию веса. В следующей таблице описаны наиболее важные параметры, их роль и последствия неправильных настроек.
| Имя параметра | Описание функций | Устранение неисправностей Симптом при неправильной настройке |
| Целевой вес | Конечный желаемый вес упаковки (например, от 10 г до 3000 г). | Машина не может подобрать комбинацию; она часто опустошает ведра. |
| Номер целевого ведра | Идеальное количество ведер для достижения целевого веса (обычно от 3 до 5). | Низкая скорость (если установлена слишком высокая) или низкая точность (если установлена слишком низкая). |
| Линейный Вибратор Амплитуда | Регулирует силу вибрации, перемещающей продукт к загрузочным бункерам. | Голодание продукта (слишком низкий уровень) или переполнение/разрыв продукта (слишком высокий уровень). |
| Вес одного ковша | Машина постоянно отбраковывает пакеты или комбинации, которые не удаются. | Продукт застревает в дверях (слишком быстро), или производство замедляется (слишком медленно). |
| Скорость сброса / скорость двигателя | Скорость, с которой открываются и закрываются двери бункера. | Расчетный вес продукта, загружаемого в один ковш. |
| Время стабилизации | Пороговый вес, который система автоматически игнорирует как остаток. | Высокая погрешность, колебания веса из-за считывания силы удара. |
| Диапазон автоматического обнуления | Постепенное смещение веса; система не учитывает обычное накопление пыли. | Машина не может найти комбинацию; она часто опустошает ведра. |
Необходимое ежедневное обслуживание для предотвращения поломок
Наиболее эффективным методом обеспечения непрерывного производства является создание строгой системы технического обслуживания. Процедуры технического обслуживания устраняют основные причины износа и дрейфа тензодатчиков. Стандартизированная система технического обслуживания способна устранить более 70% ошибок в работе и предотвратить возникновение полных отказов системы из-за пустяковых проблем. Настоятельно рекомендуется запланировать профессиональную консультацию по техническому обслуживанию вашего основного оборудования.
- Стандарты ежедневной уборки: В конце каждой производственной смены вы должны удалить продукт из весовых ковшей, загрузочных бункеров и линейных вибростолов. Вымойте все компоненты таким образом, чтобы убедиться, что вы полностью удалили остатки продукта. Обязательно смойте и удалите все остатки сахара и масел, так как они могут образовать твердую корку за ночь, которая увеличит вес ковша. После окончания чистки и перед сборкой устройства необходимо полностью высушить компоненты с помощью сжатого воздуха. Если на компонентах присутствует влага, она может попасть на электрические компоненты или модуль управления и вызвать короткое замыкание.
- Пункты плановой проверки: Перед включением машины проведите визуальный осмотр механических и электрических компонентов. Осмотрите фотоэлектрические датчики, удалив пыль или остатки продукта, препятствующие сигналу. Осмотрите механические тяги, возвратные пружины, подшипники и петли дверцы бункера на предмет физического износа или ослабления. Ослабленные детали вызывают механический дребезг, который высокочувствительные тензодатчики регистрируют как изменение веса.
- Процедуры периодической калибровки: Проводите полную калибровку нулевой точки при пустой машине не реже одного раза в неделю. После обнуления проведите весовой тест на всех отдельных бункерах, чтобы оценить линейный отклик тензодатчиков. Последовательная регистрация результатов калибровки покажет активный износ тензодатчиков и позволит менеджеру предприятия заказать детали для замены до того, как произойдет серьезная поломка в рабочее время.
Руководство по выбору надежных весов
Руководители предприятий часто тратят больше времени и денег на ремонт оборудования, которого можно было бы избежать, уделив больше времени анализу потребностей в оборудовании. Потребности в оборудовании должны быть оценены на этапе закупки, а потребности в оборудовании должны быть основаны на строгих промышленных стандартах. Высокотехнологичное промышленное оборудование отличается меньшим количеством поломок и высокой долговечностью. На этапе закупок, когда приобретение весов с несколькими головками из полного ассортимента оборудования, необходимо учитывать несколько важных факторов, которые помогут на первом этапе отказаться от низкокачественного оборудования.
- Материал и структурная целостность: Физический каркас определяет долгосрочную стабильность оборудования. Покупатели должны убедиться, что рама машины, а также прецизионные компоненты, контактирующие с продуктом, изготовлены из пищевой нержавеющей стали марки 304 или 316 толщиной от 1,5 до 2 мм. Это решает большинство проблем, связанных с вибрацией оборудования при работе на высоких скоростях, усталостью металла при длительной эксплуатации и сильной коррозией в агрессивных средах с высоким содержанием соли или кислоты.
- Точность обработки и сборки: Стабильная работа производится, а не просто собирается. Понимание методов производства производителя очень важно. Ищите производителей с ЧПУ продвинутого уровня. (Это фрезерование, точение и шлифование). Например, основные детали должны иметь точность 2 мкм. Такие явления высокой точности, уменьшают, износ, трение и заклинивание частей устройств. Сборка также должна осуществляться старшими инженерами, имеющими достаточный опыт (например, 15 лет точной ручной сборки), чтобы убедиться, что звенья и тензодатчики были правильно выровнены.
- Надежность электрических компонентов: Системы управления с электрическими цепями являются наиболее распространенными точками слабости и отказа. Покупатели не должны рисковать фундаментальными электрическими компонентами. Требуйте, чтобы все ключевые компоненты (ПЛК, реле, контакторы) были от лучших мировых производителей: Siemens, SMC, Schneider, SEW, DELTA, AIRTAC и так далее. В сложных механизмах также в наибольшей степени должны использоваться интеллектуальные серводвигатели. Срок службы сервосистем увеличивается, кроме того, они оснащаются функциями автоматической коррекции ошибок и предварительного предупреждения о неисправностях, что позволяет сократить объем технического обслуживания.
- Гарантия и сеть поддержки: Механический износ - нормальная часть жизненного цикла продукции, поэтому способность поставщиков предлагать послепродажное обслуживание становится решающим моментом. Используйте долгосрочные гарантии в качестве минимального требования. Рассматривайте поставщиков, которые выходят за рамки стандартной отраслевой практики и предлагают гарантии сроком до 16 месяцев. Кроме того, требуйте глобальной, круглосуточной технической поддержки посредством видеозвонков и/или чата. Поставщики, предоставляющие подробные руководства по эксплуатации и техническому обслуживанию, руководства по установке и удаленную диагностику через интерфейс машины, помогут снизить нагрузку на обслуживающий персонал предприятия.
Инвестиции в оборудование, отвечающее таким высоким стандартам, означают инвестиции в высоконадежный производственный актив, который будет обеспечивать высокоскоростное и высокоточное производство широкого спектра упаковки и различных материалов в течение многих лет.
Чтобы понять точную механику и внутренние системы, благодаря которым эти прецизионные упаковочные устройства работают так эффективно, прочитайте это полное руководство по принцип работы мультиголовочных весов. Узнайте, как передовые инженерные разработки и продуманный дизайн обеспечивают точность взвешивания в пищевом и непищевом секторах. Для решения конкретных задач по обработке материалов проконсультируйтесь с ведущими инженерами Levapack, чтобы сконфигурировать точное и надежное решение по взвешиванию с учетом особенностей вашей производственной линии.



