Uma costura dupla não é apenas um fecho na indústria conserveira, é a barreira mais importante entre o seu produto e o mundo exterior. No caso dos fabricantes de alimentos, bebidas e produtos industriais, a integridade do produto desta costura determina o prazo de validade, a segurança e a reputação da marca.
No entanto, a maioria dos gestores de controlo de qualidade e engenheiros de linha abordam a questão da inspeção da costura dupla de uma perspetiva reactiva. Prestam muita atenção aos defeitos de costura dupla - registam as medições, registam a falha e eliminam o produto. A medição não é a resposta, embora seja uma parte vital do processo de controlo de qualidade.
Para ter zero defeitos, é necessário mudar a mentalidade da inspeção para a otimização. Os dados de uma inspeção de costura dupla não são apenas uma nota de aprovação/reprovação, são um relatório de diagnóstico da saúde da sua máquina de costura. Qualquer alteração na espessura da costura, na sobreposição ou no comprimento do gancho do corpo é uma indicação direta de que uma determinada peça mecânica, um rolo, um elevador ou um mandril de costura, precisa de ser alterada.
O guia destina-se a gestores de produção e engenheiros que pretendam colmatar a lacuna entre os dados de inspeção da costura e a mecânica da máquina. Iremos analisar a forma de converter as medições da qualidade do produto em alterações mecânicas que podem ser implementadas, para que a sua linha de produção funcione com precisão e eficiência.
A definição principal de costura dupla
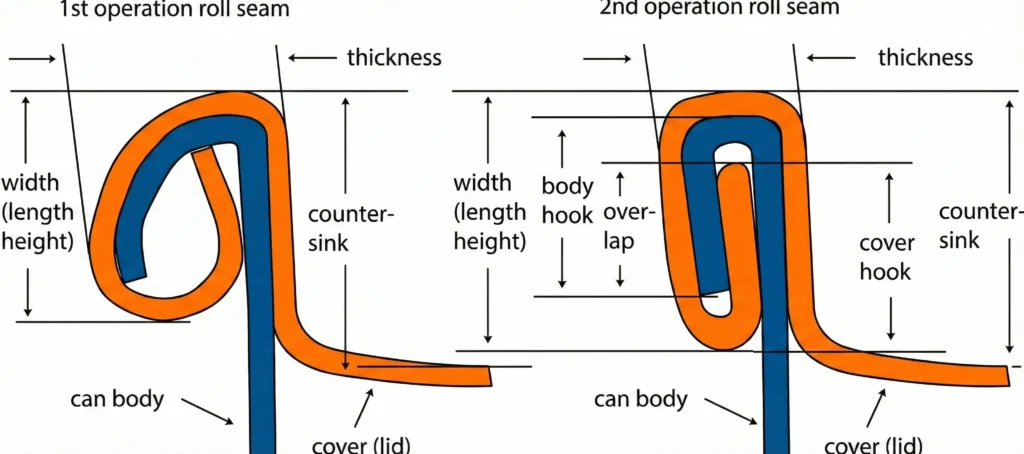
A costura dupla é um vedante hermético criado pelo encravamento mecânico de 5 camadas de metal. Estas camadas são três camadas das extremidades da lata (a tampa) e duas camadas do corpo da lata. Essencialmente, estas peças de metal têm de ser dobradas corretamente para evitar fugas.
O processo de costura efectua-se em duas operações. A estrutura inicial é feita enrolando o gancho de cobertura à volta do gancho do corpo na primeira operação. Estas camadas são apertadas para formar uma vedação estanque ao gás na segunda operação. Este encravamento mecânico é o que precisa de ser compreendido para diagnosticar a falha de uma costura. Se a sobreposição física destas cinco camadas não for suficiente, ou se a formação da segunda operação for demasiado frouxa, acabará por ter uma costura dupla com fugas.
Como inspecionar: Métodos visuais vs. métodos destrutivos
O controlo de qualidade deve ser efectuado em duas vertentes: em primeiro lugar, inspecções visuais não destrutivas regulares para detetar falhas graves e, em segundo lugar, testes destrutivos periódicos para garantir a integridade interna utilizando equipamento especializado de inspeção de costuras.
- Inspeção visual (não destrutiva)
Frequência: A cada 15-30 minutos na estação de costura.
Objetivo: Detetar falhas graves da máquina ou "Drift" com antecedência suficiente antes de se tornarem críticas.
Os operadores devem rodar fisicamente a lata e tocar na costura. Está à procura de:
- Abaixar: Uma projeção suave da costura para baixo no cruzamento.
- Vee: Uma saliência acentuada em forma de "V", que indica frequentemente uma costura solta na primeira operação.
- Costura afiada: Uma borda afiada na borda superior do corpo da lata dentro da parte superior da costura (indica problemas de mandril).
- Skidders/Deadheads: Prova de que a lata escorregou durante a costura dupla.
- Inspeção de desmontagem (destrutiva)
Frequência: No início do turno (First-off), na mudança de turno e após cada 4 horas.
Objetivo: Para medir os componentes internos de costura dupla e o grau de estanquidade.
O procedimento:
- Seccionamento: Com uma serra de costura especial, cortar uma secção transversal da costura. Isto permite-lhe colocar a lata no equipamento de inspeção da costura da lata para medir a sobreposição, o gancho do corpo e o gancho da tampa.
- Decapagem: Retire o resto do gancho da tampa do corpo de uma lata utilizando um descascador de costuras (ou uma pinça).
- Classificação de aperto: Verificar o interior do gancho do corpo da lata e o gancho da tampa retirada. Encontrará algumas operações de costura que deixaram rugas. Uma impressão de costura significativa é frequentemente um bom sinal.
- Sem rugas (100% Tightness): Ideal (ou mesmo demasiado apertado).
- Ligeiras rugas (90% Estanquidade): Indicação normal de estanquidade adequada.
- Rugas profundas que se estendem até ao fundo (Loose): FALHA.
Ligação das métricas de inspeção à mecânica das máquinas de costura
Agora que tem as suas medidas, como é que as utiliza?
As suas costuras devem ter um determinado intervalo de tolerância para estarem em conformidade com os requisitos regulamentares, como a FDA (21 CFR 113) ou as normas da indústria, como a ISBT. Mas não é nem metade da batalha ver um número fora das especificações. É preciso saber qual o parafuso a rodar.
Os padrões críticos da indústria (zonas de segurança) são diretamente mapeados para os componentes da máquina que os controlam na tabela seguinte. Este é o seu principal raciocínio de diagnóstico para a qualidade da costura dupla.
| Parâmetro e zona de segurança (padrão) | Definição e por que razão é importante | Controlo da peça da máquina |
| Gancho de corpo(Espécie ± 0,15 mm) | Def: Flange dobrada para baixo. Criticidade: Essencial para criar a estrutura de interbloqueio. | Rolo da primeira operação (altura e profundidade da ranhura). |
| Sobreposição(> 1,0 mm / 0,040″) | Def: Comprimento do entrelaçamento entre os ganchos. Criticidade: A principal barreira contra a entrada de bactérias (Leakers). | Segundo rolo de operação e pressão do elevador (primário) Também afetado pela geometria da 1ª operação. |
| Aperto(> 75% - 80%) | Def: Ausência de rugas no gancho da capa. Criticidade: Assegura que o composto de vedação preenche os espaços vazios. | Segundo rolo de operação Perfil (regulação do aperto e pressão da mola). |
| Escareador(Espécie ± 0,15 mm) | Def: Profundidade do topo da costura até ao fundo da tampa. Criticidade: Afecta a resistência da costura e a resistência à pressão. | Altura e alinhamento do mandril (e estabilidade da mola do elevador). |
| Gancho de cobertura (Espécie ± 0,15 mm) | Def: Pálpebra curvada para cima. Criticidade: Funciona com o Body Hook para criar uma sobreposição. | Rolo da primeira operação (Interage com Chuck) |
A primeira operação: Formar os ganchos (gancho do corpo e da tampa)
A costura dupla baseia-se na primeira operação. Decide a quantidade de material que resta para utilizar no fecho final. Constitui, nomeadamente, o gancho do corpo e o gancho da tampa. Estas são as duas estruturas metálicas que terão finalmente de se ligar uma à outra. Uma boa costura na primeira operação é crucial; se forem demasiado curtas ou deformadas nesta fase, a segunda operação não conseguirá salvar a lata.
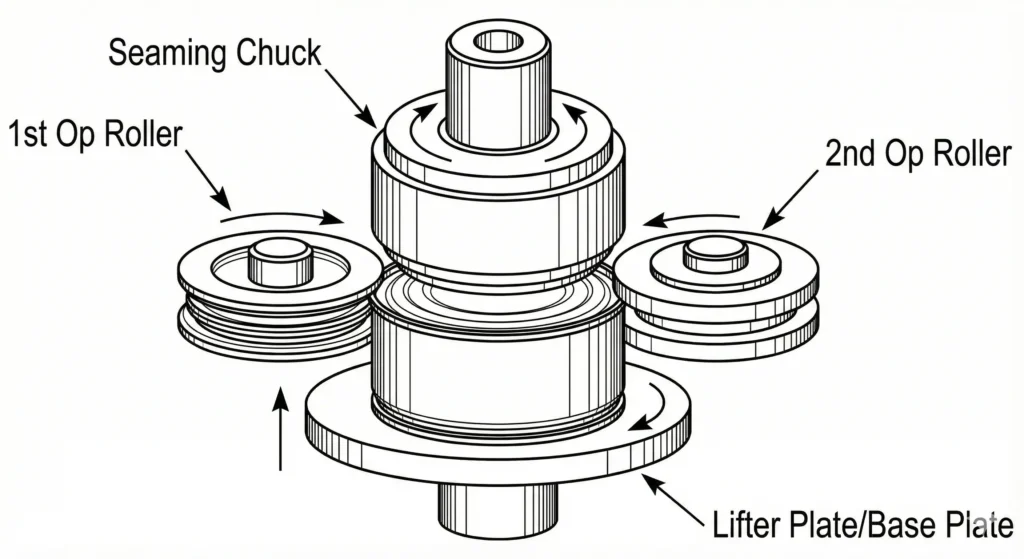
Estes ganchos são produzidos apenas pelo primeiro rolo de operação. O rolo força a curvatura da tampa sob o bordo da flange do corpo da lata. A quantidade de material dobrado depende da profundidade do rolo em relação ao mandril (altura do pino) e do perfil da ranhura do rolo.
Se o seu Body Hook não for consistente, não olhe para o segundo rolo de operação. É necessário verificar o primeiro rolo de operação. O rolo oscila devido ao desgaste da chumaceira? A came de acionamento do rolo está a exercer uma pressão uniforme?
A segunda operação: Criação do selo (sobreposição e estanquicidade)
Os ganchos ficam soltos depois de formados. A segunda operação é a causa da sobreposição (a distância real de vedação) e da estanquidade da costura (a compressão da massa de vedação). A sobreposição não pode ser medida diretamente sem cortar a lata, mas é calculada utilizando os comprimentos dos ganchos e a espessura da costura. A estanquidade é determinada descascando a costura e examinando o gancho da tampa para ver se tem rugas.
O segundo rolo de operação controla-o. O perfil deste rolo é mais plano do que o do primeiro. A sua função é alisar as dobras efectuadas no primeiro passo para criar uma costura apertada.
Um dos erros cometidos é aplicar a quantidade errada de pressão, neste caso para vedar uma fuga. A sobrepressão pode esticar demasiado o metal, criando uma costura solta ou diminuindo a sobreposição (uma falha conhecida como "ironing out"). O objetivo é uma compressão adequada. Isto implica uma cabeça de costura estável. Quando a pressão do rolo varia devido a um controlo ineficaz do motor, observa-se um aperto desigual numa única produção.
A base estrutural: Rebaixamento e altura da costura
A distância entre o topo da costura e o painel plano da tampa é a profundidade do escareador. A medida vertical das dimensões externas é a altura da costura.
Estas medidas são os sinais da estabilidade vertical da sua máquina. O mandril de costura (cabeça de prensa) e o elevador (placa de base) controlam-nas.
A tampa é mantida pelo mandril e o corpo da lata é empurrado para cima pelo elevador. Quando a mola do elevador é demasiado fraca, a lata derrapa ou cai durante a costura, e o gancho do corpo será longo e a altura da costura curta. A menos que o mandril esteja perfeitamente centrado nos rolos, o escareador será irregular em torno do diâmetro.
Guia de resolução de problemas: Diagnóstico de falhas de máquinas a partir de dados de inspeção
Um defeito detectado pelo equipamento de inspeção provoca a paragem da linha de produção. Quanto mais cedo se identificar a causa do problema, menos se paga em termos de tempo de paragem. Segue-se um roteiro para a tradução de dados de defeitos comuns em soluções mecânicas.
| Defeito detectado | Causa mecânica provável |
| Costura afiada | O mandril está ajustado demasiado baixo ou o lábio do mandril está gasto. |
| Baixa sobreposição | O rolo da segunda operação está solto ou a pressão do elevador é baixa. |
| Falsa costura | Flange danificada ou folga da chumaceira (oscilação). |
| Cabeça morta (Skidder) | A pressão do elevador é demasiado baixa ou a bucha escorrega. |
Fixação de costuras afiadas ajustando o alinhamento do mandril
É possível sentir uma aresta afiada no bordo superior interior da costura. Isto é perigoso para o consumidor e, normalmente, corta a costura, resultando em fugas instantâneas. Este é quase sempre um problema da Chuck.
- Verificar o alinhamento vertical: O mandril está provavelmente demasiado baixo em relação aos rolos. Isto faz com que o metal se dobre sobre o rebordo do mandril de forma demasiado violenta. Tem de aumentar o ajuste da altura do pino.
- Inspecionar o desgaste: Examine o rebordo do mandril. Se o rebordo estiver lascado ou desgastado de forma irregular, cortará o metal.
Resolver a baixa sobreposição através do aperto dos rolos
O cálculo indica que não há sobreposição suficiente (menos de 1,0 mm ou qualquer que seja o seu padrão). Isto implica que os ganchos não estão a enganchar suficientemente fundo. Isto implica uma verificação em várias etapas, verificando frequentemente o raio do gancho de cobertura.
- Verificar a pressão do elevador: Quando a lata está a deslizar para baixo, o gancho do corpo não está formado. Aplicar mais tensão na mola da placa de base.
- Ajustar o segundo rolo de operação: Quando os ganchos não estão sobrepostos, mas são suficientemente compridos, o segundo rolo de operação não consegue empurrar suficientemente fundo. O rolo deve ser apertado para garantir uma crista de pressão visível.
- Aviso: Não apertar demasiado. O aperto excessivo provoca o estiramento do metal e a redução da sobreposição. Trata-se de um equilíbrio fino que necessita de uma estrutura de máquina estável.
Correção de costuras falsas: Problemas com rolamentos e flanges
A costura parece impecável no exterior, mas uma desmontagem mostra que o gancho do corpo e o gancho da tampa nem sequer se tocam. A lata não está selada. Trata-se de uma falha de segurança grave. Normalmente, isto deve-se a uma inclinação mecânica ou a um desalinhamento no ciclo.
- Verificar os rolamentos: Quando os rolamentos de rolos são lúdicos, o rolo pode fazer ricochete ao bater na costura da lata e não se comprime.
- Verificar a alimentação: Se a flange da lata estiver dobrada antes de atingir a costureira, os ganchos não engatam. Verificar a roda em estrela e o sincronismo da torre.
Protocolo de qualidade integrado: Fluxo de trabalho diário de preparação e inspeção
A rotina é a consequência da consistência. Para reduzir os defeitos, é necessário tornar a inspeção da costura dupla uma parte do fluxo de trabalho diário de configuração da máquina. Este protocolo leva-o da atividade de captura de latas estragadas para a atividade de prevenção de latas estragadas.
Fase 1: Verificação da máquina antes do arranque (método visual)
O operador deve efetuar uma auditoria visual antes de a máquina processar uma lata. Não é a lata que é medida, mas a preparação da máquina.
- Controlo de detritos: Verifique os rolos e o mandril para ver se há pó de alumínio ou verniz. Estes resíduos modificam o diâmetro efetivo da ferramenta e alteram as dimensões da costura.
- Condição das ferramentas: Inspecionar visualmente o lábio do mandril quanto a aparas.
- Lubrificação: Lubrificar todas as peças móveis.
Fase 2: A calibração "inicial" (o método destrutivo)
Não iniciar a produção completa sem uma desmontagem utilizando ferramentas de inspeção de costuras adequadas.
- Aquecimento: Ponha a máquina a funcionar durante 5-10 minutos. As máquinas de costura dilatam-se ligeiramente à medida que aquecem; as definições efectuadas numa máquina fria irão desviar-se.
- O desmantelamento: Recolher as 3 primeiras latas consecutivas. Efetuar um teste destrutivo completo.
- Calibração: Se o aperto não for 100% (ou o seu padrão), altere imediatamente a força da mola do segundo rolo de operação. Não continuar até que as amostras da primeira operação estejam perfeitas.
Fase 3: Monitorização de Intervalo (Não Destrutiva e Amostragem)
Quando a produção é iniciada, não é possível desmontar todas as latas.
- Frequência: Verificar a cada 30 minutos nas linhas de alta velocidade (como os nossos modelos de 50 latas/minuto). No caso de linhas mais lentas, uma hora pode ser suficiente.
- Registo de dados: Documentar estes intervalos. Se se verificar uma tendência (por exemplo, a altura da costura está a aumentar gradualmente), isso significa que a máquina está a desviar-se (uma porca de bloqueio pode estar solta ou a mola do elevador está a aquecer).
Seleção de Ferramentas de Inspeção para Calibração Rápida de Máquinas
As ferramentas manuais e os sistemas automatizados são frequentemente objeto de debate. Recomendamos que os clientes seleccionem as ferramentas de acordo com a sua velocidade de feedback, em vez da sua tecnologia. O objetivo é garantir que os dados sejam disponibilizados ao operador rapidamente para que ele possa fazer ajustes na máquina.
- Ferramentas manuais (micrómetros/calibradores):
- Prós: Económica e duradoura.
- Contras: Registo de dados subjetivo (medido de forma diferente por diferentes operadores), lento e manual.
- Caso de utilização: Ideal para arranques de baixo volume ou como cópia de segurança.
- Sistemas de visão automatizados (monitores de costura):
- Prós: Armazenamento objetivo, extremamente rápido, de dados digitais.
- Contras: Custo inicial mais elevado.
- Caso de utilização: Essencial para qualquer linha de produção séria onde a rastreabilidade é necessária.
A ferramenta mais útil é aquela que se enquadra no seu fluxo de trabalho. Uma unidade de inspeção automatizada de 50.000 dólares não tem qualquer utilidade quando os dados são armazenados num gabinete informático. A costureira deve estar ao lado do monitor. Quando o sistema sinaliza um gancho de corpo baixo, o operador deve estar ciente de que precisa de inspecionar o primeiro rolo de operação.
Nunca invista demasiado em tecnologia de que não necessita, mas nunca especifique mal o seu controlo de qualidade. O protocolo de um produtor artesanal que fecha 20 latas por minuto não é o mesmo de uma fábrica de bebidas que fecha 500.
A matriz seguinte pode ser utilizada para identificar o dispositivo de inspeção adequado a utilizar ao seu nível de produção:
| Escala de produção | Saída típica (CPM) | Configuração de inspeção recomendada | Proposta de valor |
| Linha Micro / Piloto | < 15 CPM | Micrómetro manual + serra de costura | Baixo custo de capital: Ideal para empresas onde os operadores têm tempo suficiente para medir latas manualmente entre ciclos. |
| PME / Médias empresas | 20 - 80 CPM | Monitor de vídeo de secretária (VSM) | Precisão e rapidez: Fornece a pista de auditoria digital necessária e elimina o erro do operador sem o custo da automatização em linha. |
| Alto volume | 100+ CPM | Raio X em linha ou visão totalmente automática | Amostragem em tempo real: Necessária quando a produção se move demasiado depressa para a amostragem humana; detecta instantaneamente o desvio estatístico. |
Conclusão
A inspeção de costura dupla não é uma atividade passiva de escrever números, mas sim uma interação ativa com a sua máquina. Qualquer mícron de variação no seu registo de inspeção é um murmúrio da sua máquina a dizer-lhe o que pretende, quer seja um ajuste do rolo, uma mola ou um mandril.
No entanto, uma máquina de alta qualidade é a base de uma costura perfeita. Uma máquina de costura que não seja estruturalmente rígida ou que não tenha precisão de componentes não pode ser corrigida com qualquer tipo de ajuste.
Em Levapack, não nos limitamos a vender máquinas; fornecemos estabilidade. Com componentes maquinados em CNC com uma precisão de 2μm, servo controlos de primeira qualidade e uma construção em aço inoxidável resistente, as nossas soluções de enlatamento personalizadas foram concebidas para manter as suas definições turno após turno. Apoiamos fabricantes em mais de 100 países, ajudando-os a passar da resolução de problemas de defeitos para a otimização da produção.
Está cansado de estar constantemente a ajustar o equipamento antigo só para passar nas inspecções de costura?
Contacte a Levapack hoje mesmo. Vamos discutir uma solução de enlatamento de alta precisão e sem defeitos, adaptada ao seu produto específico e ao layout da fábrica. Do pó à pasta, temos a experiência em engenharia para garantir o seu sucesso.



