
Um guia para a costura dupla: Mecânica, qualidade e seleção de equipamento
A última fronteira do controlo de qualidade é a integridade de um recipiente. A costura dupla tem sido o padrão máximo de vedação de recipientes metálicos na indústria de embalagens há mais de um século. Na indústria alimentar e de bebidas, não é uma questão de interesse mecânico conhecer os aspectos técnicos da costura dupla, quer se trate de uma cervejeira artesanal em início de atividade ou de um processador alimentar multinacional; é uma parte essencial da segurança alimentar, do prazo de validade e da proteção da marca.
Este guia examina os princípios mecânicos da costura dupla, os principais parâmetros de qualidade e oferece um guia para a seleção de equipamento que reduz o risco operacional ao longo do processo de enlatamento.
Índice
O que é uma costura dupla em embalagens metálicas?
Uma costura dupla é uma junta mecânica muito precisa que é criada pelo encravamento dos bordos de um corpo da lata e de uma tampa (extremidade) durante o processo de costura. Ao contrário da selagem a quente em recipientes de plástico ou do encaixe por fricção de uma tampa de pressão, a costura dupla baseia-se na deformação irreversível de camadas metálicas para formar uma barreira física.
O principal objetivo desta operação de costura é criar um selo hermético. Tecnicamente, um selo hermético é um selo hermético e totalmente impermeável a contaminantes externos, tais como gases, humidade e microorganismos. Este selo de lata é o que permite que os produtos perecíveis sejam comercialmente estéreis à temperatura ambiente durante anos no contexto da indústria alimentar.
A costura dupla é uma arquitetura tridimensional. Não se trata apenas de dobrar o metal, mas de controlar os espaços entre as dobras. Alguns micrómetros podem criar um ponto de entrada para bactérias aeróbicas, incluindo o Clostridium botulinum, para entrar no corpo do recipiente após o processo de arrefecimento. Assim, o ponto mais importante do sistema de gestão da qualidade (SGQ) de qualquer linha de costura de latas é a manutenção da integridade da costura dupla.
Componentes principais e terminologia básica
É necessário falar de geometria de costura para controlar uma linha de costura automatizada. Cada aspeto de uma costura dupla narra a calibração da máquina e o desempenho do material.
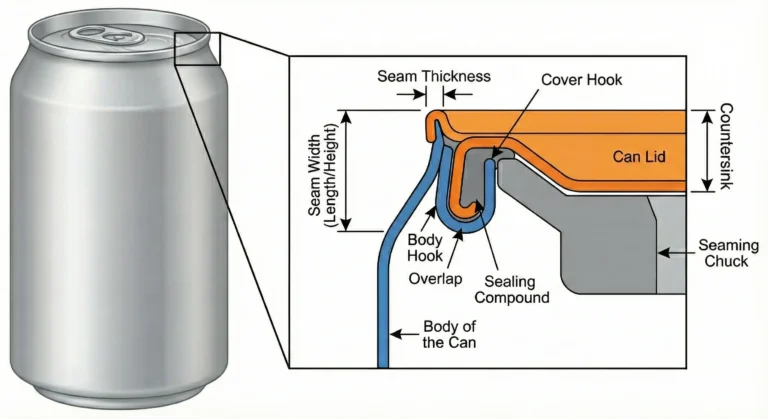
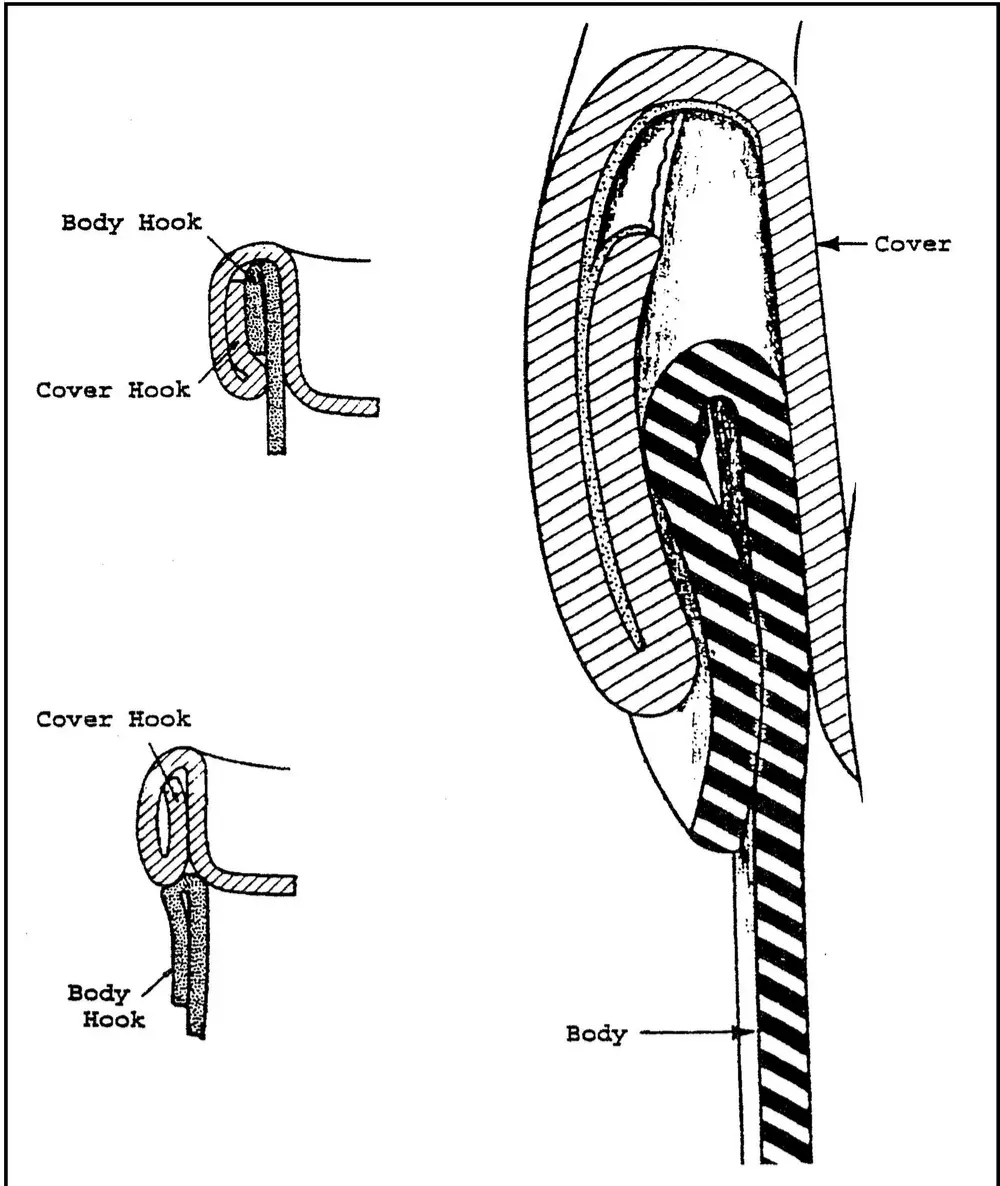
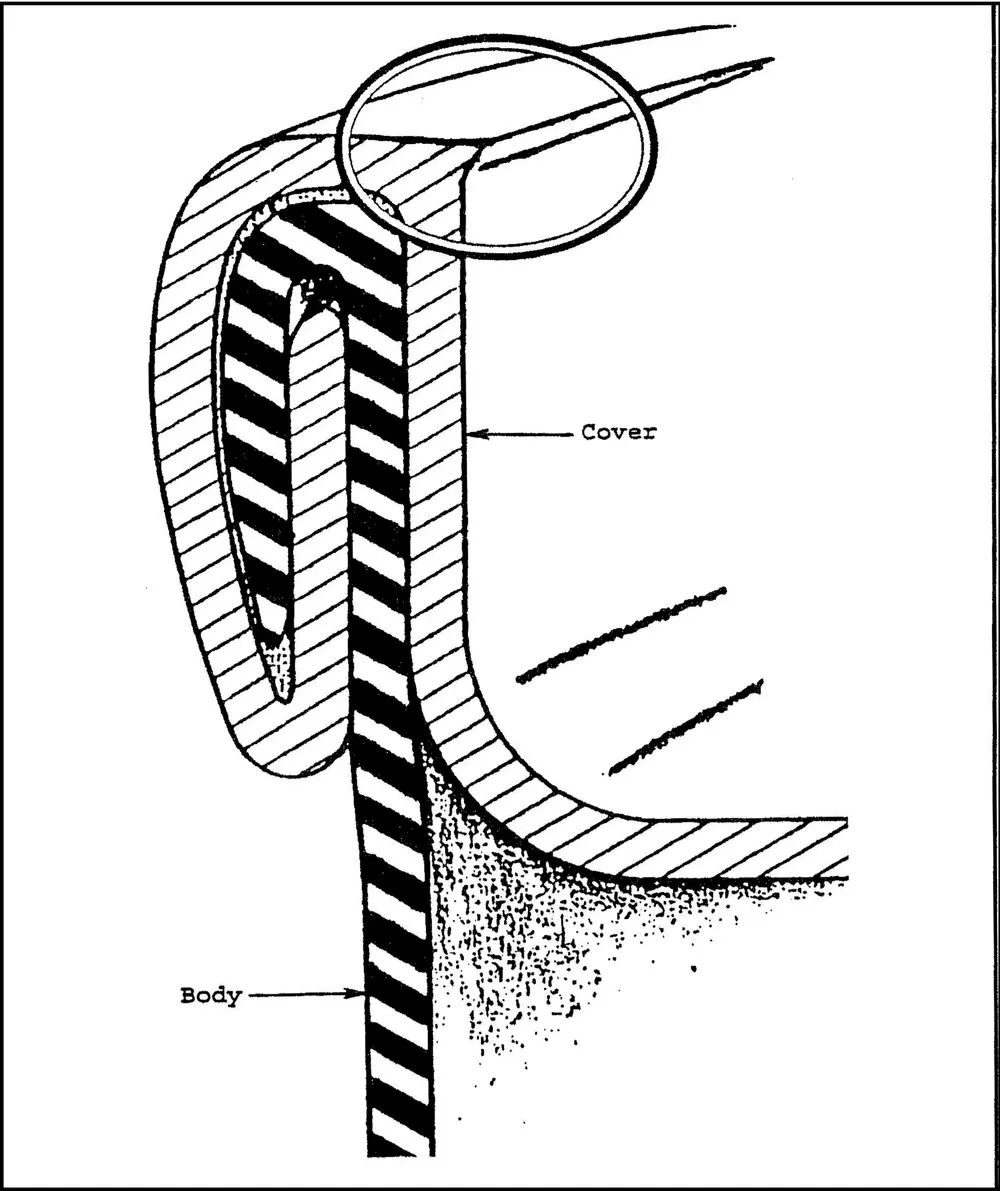
Gancho de corpo: Trata-se da parte do corpo da flange da lata que é dobrada para baixo durante o processo de costura. O gancho deve ser suficientemente longo para permitir a sobreposição, mas não demasiado longo para provocar uma deformação estrutural.
Gancho de cobertura (Gancho de extremidade): Esta é a parte da tampa da lata (o "caracol") que é dobrada para cima e dobrada atrás do gancho do corpo. Um gancho de tampa comprido permite um alcance mais profundo na dobra, servindo de vedante interno.
Sobreposição: Esta é provavelmente a medida mais significativa na análise da costura. A distância física a que o gancho da cobertura e o gancho do corpo se interligam é conhecida como a distância física. Sem uma sobreposição adequada, a costura carece de integridade estrutural.
Espessura da costura: Esta é a largura total da costura dupla acabada, que é a largura das cinco camadas de metal (três camadas da tampa e duas camadas do corpo). A espessura excessiva é normalmente um sinal de um rolo de segunda operação solto.
SLargura do feixe (comprimento/altura): Esta é a maior dimensão da costura na direção do eixo vertical da lata. As variações na largura podem indicar problemas de alinhamento do rolo ou desgaste do mandril.
Escareador: Esta é a distância entre a parte superior da costura dupla e a parte inferior da extremidade da lata. É uma medida importante, pois indica o grau em que a tampa da lata se encaixa no mandril de costura.
Composto de vedação: Trata-se de um revestimento especial e resistente, normalmente uma borracha sintética ou um polímero, que é aplicado na ondulação da extremidade da lata antes de chegar à máquina de costura. Sob a alta pressão da operação de costuraEste composto é forçado a penetrar nos vazios microscópicos entre os ganchos metálicos sob a alta pressão da segunda operação e proporciona um fecho estanque ao gás.
Como é formada a costura dupla
A criação de uma costura dupla é um processo mecânico em duas fases. Implica a deformação progressiva e gradual de um recipiente de estanho ou de alumínio sem fraturar ou arranhar os acabamentos de proteção.
A primeira operação: Criação do encravamento
Começa com uma lata, que está carregada com o produto, a ser levantada no seu lugar. O mandril de costura é inserido no escareador da tampa, prendendo a tampa firmemente contra o corpo da lata. O rolo de costura da primeira operação prossegue então para a lata.
O perfil de enrolamento da primeira operação é profundo e estreito. O seu objetivo é enrolar o enrolamento da tampa ao longo da flange do corpo da lata. O metal é direcionado para uma forma de gancho solto à medida que a lata roda contra o rolo. No final desta fase, o gancho da tampa e o gancho do corpo estão entrelaçados, embora a junção não seja hermética. Um corte transversal efectuado nesta fase daria uma forma de S solto. A primeira operação é muito importante; deve ser suficientemente apertada para que os ganchos não sejam demasiado curtos para se sobreporem na segunda operação.
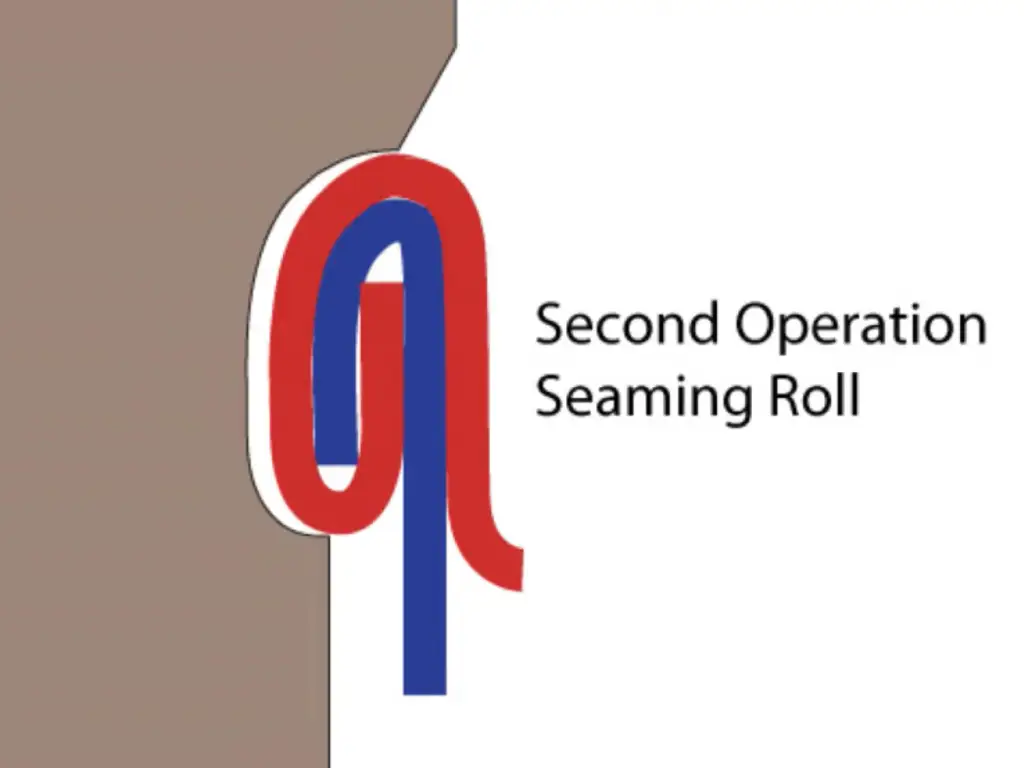
- A segunda operação: Compressão final
O perfil do rolo de segunda operação é mais plano e menos profundo. Tem uma função de compressão de alta pressão. Desliza para achatar a estrutura de cinco camadas contra o mandril de costura. Esta força diminui a espessura da costura e força os ganchos metálicos a unirem-se.
Mais importante ainda, esta compressão faz com que o composto de vedação flua uniformemente através dos vazios internos da junta. A segunda operação é a conversão do entrelaçamento mecânico solto numa unidade sólida e hermética. Quando a pressão é demasiado baixa, o composto não preenche os espaços vazios e há fugas do composto. Uma pressão excessiva pode fazer com que o metal estique ou comprima o composto (a chamada compressão do composto), o que reduz a vida útil do vedante.

Principais vantagens da tecnologia de costura dupla
Embora tenham sido desenvolvidos outros tipos de embalagem, a costura dupla continua a ser o tipo de conservação mais preferido à escala industrial por várias razões:
Elevada resistência à pressão interna e externa: As latas de metal são frequentemente utilizadas com bebidas gaseificadas (pressão interna) ou vegetais embalados a vácuo (pressão atmosférica externa). A resistência mecânica para suportar estas forças sem falhar é dada pelos ganchos de interbloqueio de uma costura dupla.
Estabilidade térmica: A costura dupla é uma ligação totalmente mecânica. Não se baseia em adesivos que se possam degradar quando expostos a temperaturas elevadas. Isto torna-a adequada para o processo de retorta, em que as latas são expostas a 121 o C (250 o F) ou mais para atingir a esterilidade comercial.
- Preservação da integridade do produto: Uma vez que o processo de dupla costura é frio (não é necessário calor para unir a tampa), elimina a possibilidade de perda de sabor durante o processo de selagem devido ao calor. Isto é especialmente importante em bebidas de alta qualidade e nutrientes sensíveis.
- Operacional Rendimento: As máquinas de selagem rotativa de tipo moderno podem processar mais de 1.500 latas num minuto. Esta capacidade de expansão é incomparável com a maioria das outras tecnologias de selagem e, por conseguinte, é a solução mais económica para a produção em massa.
- Segurança verificada: A costura dupla é uma junta mecânica que é uma das mais investigadas em engenharia. Os seus modos de falha são bem conhecidos e os procedimentos de inspeção normalizados permitem aos fabricantes demonstrar a segurança dos seus produtos com confiança matemática.
Defeitos comuns da costura dupla e seus impactos
Embora o padrão mais comum e mais fiável da indústria de recipientes metálicos seja a costura dupla, trata-se de um processo mecânico e, por conseguinte, propenso a desvios operacionais. Qualquer defeito mecânico pode levar ao comprometimento do lote.
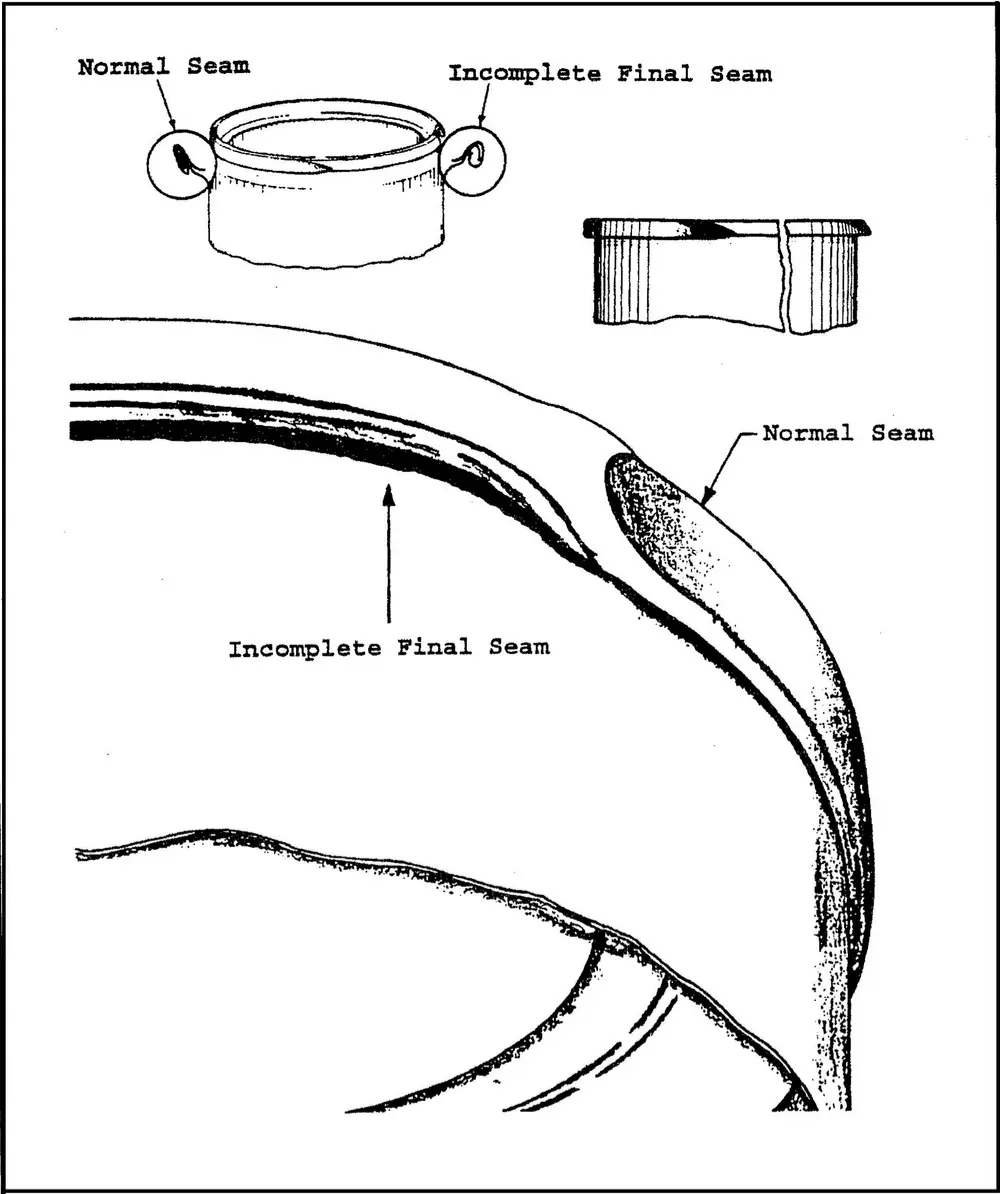
- Costura falsa: Trata-se de uma avaria grave em que o gancho da tampa e o gancho do corpo não se encaixam. São apenas forçados a juntar-se. À superfície, a costura pode parecer normal, mas a sua integridade estrutural é nula e apresenta fugas à mais pequena pressão.
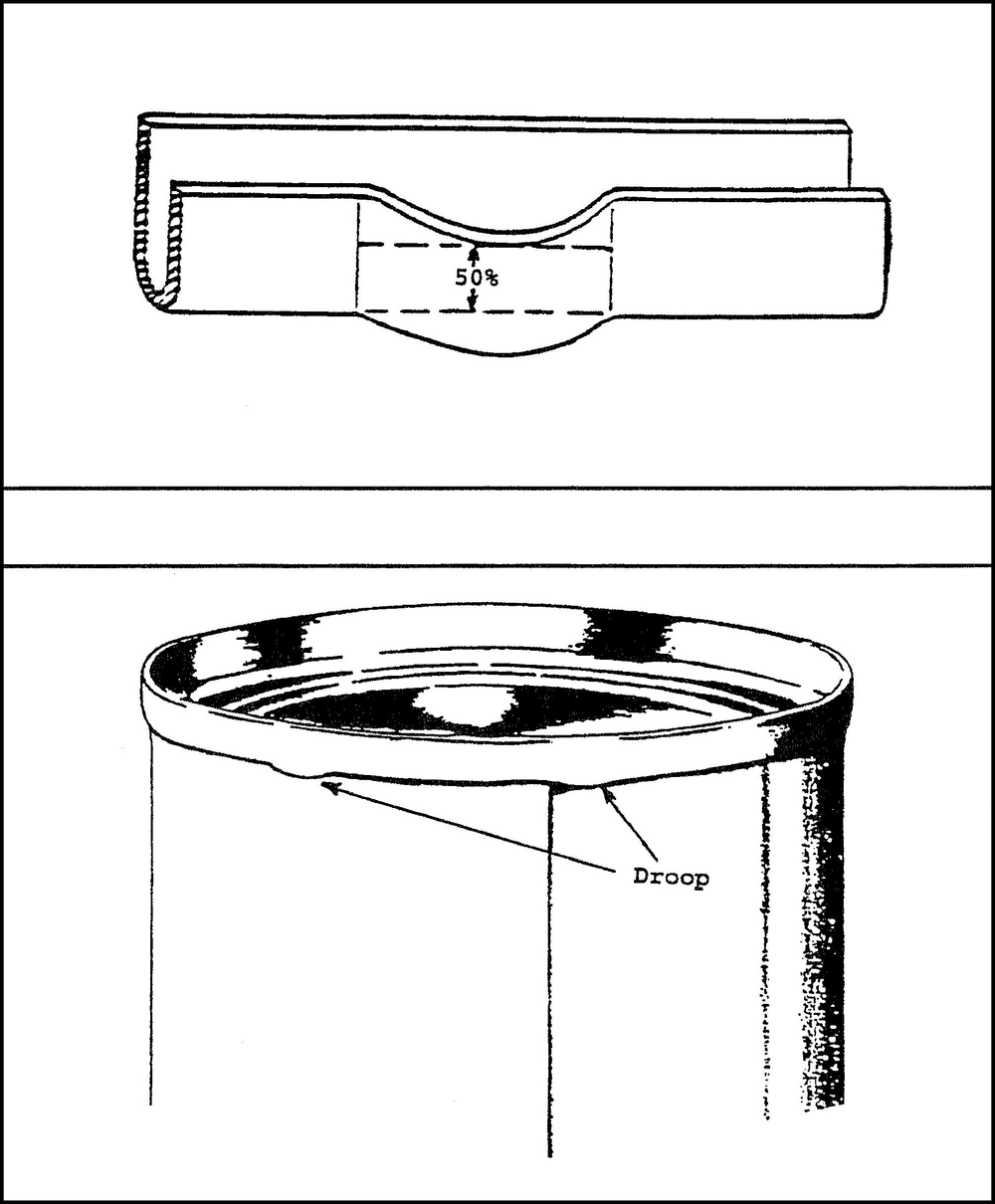
- Abaixar: Uma inclinação é uma suavidade ou saliência localizada na parte inferior da costura dupla. Ocorre normalmente quando uma parte do gancho de cobertura escorrega e não é colocada. Isto forma um ponto de possível intrusão de bactérias.
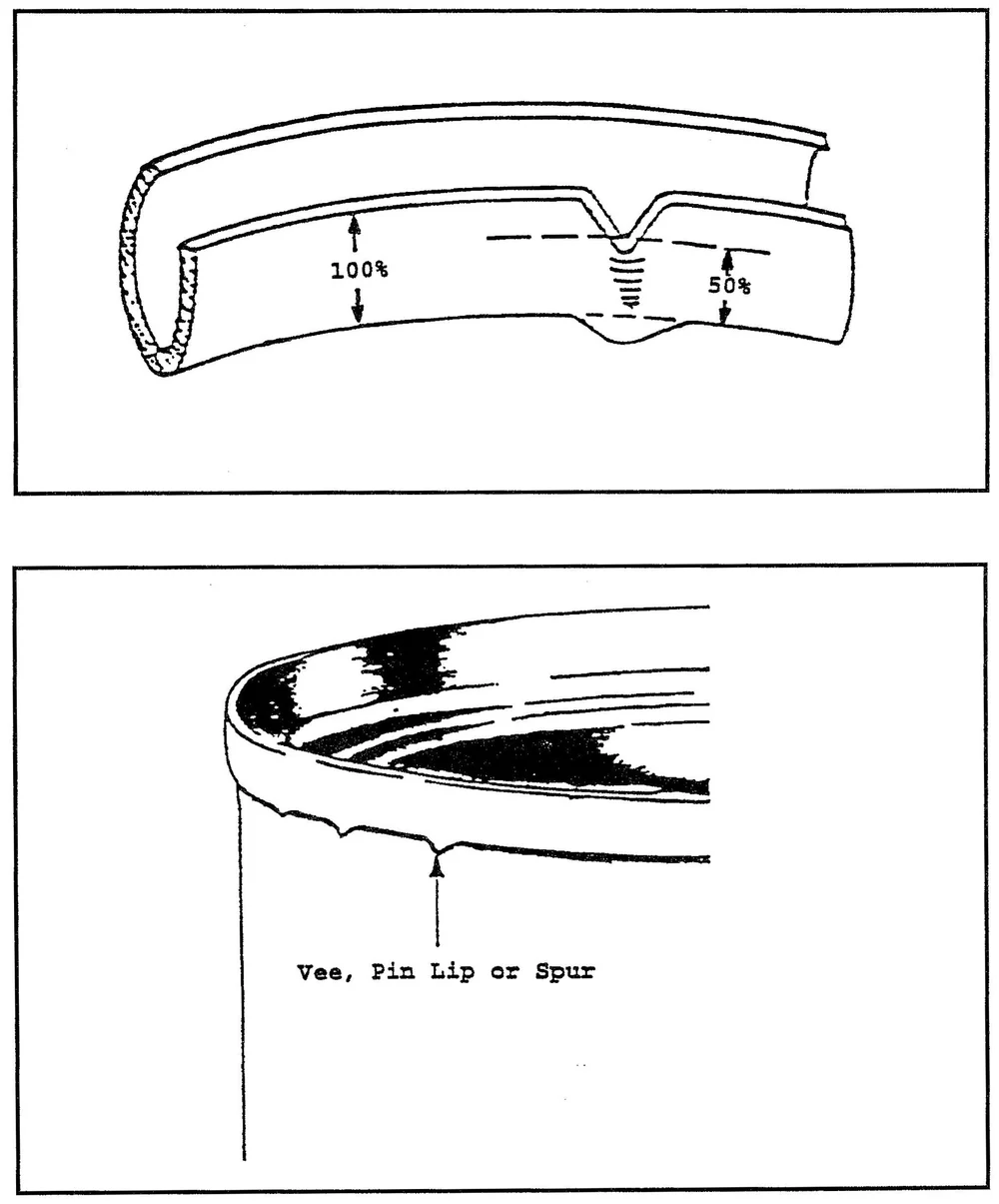
- Vee (Saltar por cima): Trata-se de pequenas saliências em forma de V na parte inferior da costura. Ocorrem normalmente perto da costura lateral de uma lata de três peças. Mostram que os rolos de costura não conseguiram suportar a mesma pressão ao passar sobre o metal mais pesado da costura lateral.
- Cabeça morta (Skidding): Quando o mandril de costura escorrega na tampa da lata durante o processo de costura, chama-se uma cabeça morta. A costura não é completamente moldada porque a lata deixou de rodar à velocidade correta. Isto pode dever-se à falta de pressão do elevador ou a um mandril danificado.
- Cutover (costura afiada): Trata-se de uma aresta afiada na parte superior da costura, normalmente no interior da parede do mandril. Esta borda afiada mostra que o metal foi excessivamente espremido entre o rolo e o mandril. Os cortes podem provocar a fratura do metal e a falha imediata da vedação.
Os efeitos destas falhas são imensos. Um lote de fugas pode causar a deterioração dos produtos, a contaminação do ambiente no armazém e, no pior dos cenários, doenças de origem alimentar que podem prejudicar permanentemente uma marca.
Factores críticos para garantir a integridade da costura
Sabendo que estes defeitos são possíveis, a próxima questão que se coloca é: Como é que os evitamos? Para obter uma costura dupla de alta qualidade, a costureira, o material e o ambiente do processo devem estar perfeitamente alinhados.
Configuração mecânica e especificações de materiais
O Seamer é uma ferramenta fina. Todas as peças devem ser calibradas com uma fração de milímetro.
- Geometria do rolo e do mandril: Os perfis do rolo de costura devem ser verificados para garantir que não estão desgastados. Com o tempo, o perfil do rolo sofre erosão devido ao contacto metal-metal, o que resulta em costuras soltas. A maioria das instalações actuais são revestidas com rolos revestidos de nitreto de titânio ou cerâmica para aumentar a sua vida útil.
- Pressão da placa do elevador: Esta é a força que faz com que o corpo da lata seja empurrado para dentro do mandril. Deve ser equilibrada. Quando é demasiado baixa, a lata derrapa (cabeça morta). Quando é excessiva, o corpo da lata fica deformado pela carga vertical.
- Material Consistência: A dureza e a espessura do metal devem ser uniformes. Quando a extremidade do metal é mais dura do que a especificação, não cederá à força de laminação, resultando em ganchos pouco profundos e sobreposição inadequada. Uma causa frequente de defeitos de costura dupla é a mudança para uma tampa de metal mais barata sem recalibração da máquina de costura.
Parâmetros do processo e ambiente de produção
O manuseamento do produto na linha de produção antes e durante o processo de costura também afecta a qualidade:
- Gestão de sobreposições: O principal indicador de segurança é a sobreposição. Esta é determinada pela dimensão da carroçaria e dos ganchos de cobertura. As normas técnicas exigem normalmente um mínimo de 55% de sobreposição para serem consideradas seguras.
- Contaminação do produto: No caso de derramamento de alimentos ou líquidos na flange antes da costura, estes podem ficar retidos na junta. Este entalamento não permite que o metal se entrelace e forma uma via de fuga. Isto é particularmente prevalecente em linhas de enchimento rápido, onde é provável que os líquidos salpiquem.
- Espaço na cabeça e Vácuo: Durante os processos de enchimento a quente, a lata sofre uma ligeira alteração do seu tamanho devido a mudanças de temperatura. A costureira deve ser ajustada para ter em consideração a temperatura do metal durante o tempo de selagem para manter a compressão constante.
Lista de verificação de inspeção de três níveis para a qualidade da costura
Um programa de garantia de qualidade eficaz emprega um sistema graduado para identificar erros antes de estes chegarem ao consumidor, passando pela observação não destrutiva até ao exame laboratorial intenso.
Nível 1: Inspeção visual
Esta é a primeira linha de defesa e deve ser efectuada pelo operador a cada 15-30 minutos. O operador procura indicações externas aparentes de problemas:
- Riscos ou arranhões na superfície da costura.
- Distorções localizadas (gotas ou veias).
- Arestas agudas na parte superior da parede do mandril (cutovers).
- Sinais de "derrapagem" em que o mandril tenha sido esmagado contra a tampa. Embora a inspeção visual não possa ser utilizada para determinar se uma costura é boa, pode ser facilmente utilizada para determinar se uma costura é má, e a produção pode ser interrompida imediatamente.
Nível 2: Medição externa
Os técnicos medem as dimensões externas com a ajuda de equipamento especial, como um micrómetro de costura ou um medidor de costura digital: espessura da costura, largura da costura e profundidade do escareado. Estas são medidas num gráfico de Controlo Estatístico do Processo (SPC). Quando a espessura começa a desviar-se, isso significa que os rolos de costura estão a ficar gastos ou que as definições de pressão estão a mudar. Isto permite uma manutenção proactiva em vez de uma manutenção reactiva.
Nível 3: Desmontagem/Ensaios destrutivos
É assim que a vedação pode ser realmente verificada. Cada cabeça de costura é objeto de uma amostra. Um técnico remove fisicamente o gancho de cobertura do gancho da carroçaria com uma ferramenta conhecida como desmontagem. Durante a desmontagem, são efectuadas medições de:
Comprimento do gancho do corpo e da tampa.
Cálculo da sobreposição.
Classificação das rugas (firmeza): O técnico inspecciona o gancho de cobertura quanto a rugas. Uma taxa de enrugamento elevada (normalmente superior a 30%) indica que a costura não foi suficientemente comprimida pelo rolo de segunda operação.
Imagiologia transversal: Os monitores de costura de vídeo são atualmente utilizados em muitas fábricas de grande volume. A costura é cortada, polida e colocada sob um microscópio. Todos os parâmetros internos são depois medidos automaticamente com uma precisão de um mícron através de software.
Vedação dupla vs. outras tecnologias de vedação
As latas de metal utilizadas na indústria são as de costura dupla devido à sua capacidade especial para suportar pressões e temperaturas elevadas. No entanto, quando estiver a pensar noutros tipos de materiais de embalagem ou recipientes, deve estar ciente das outras tecnologias existentes no mercado.
| Tecnologia | Mecanismo | Materiais primários | Principal Desvantagem |
|---|---|---|---|
| Costura dupla | Encravamento mecânico | Estanho, alumínio, PET | Requer uma calibração mecânica exacta. |
| Vedação térmica | Fusão térmica | Recipientes de plástico, Laminados | Suscetível de "queima" ou de ligações fracas. |
| Vedação por indução | Aquecimento eletromagnético | Revestimentos de folha em plástico/vidro | Só funciona com recipientes não metálicos. |
| Selagem por ultra-sons | Vibração molecular | Termoplásticos, compósitos | Custo elevado do equipamento; limitado a materiais específicos. |
Embora a selagem por calor seja um ótimo método de embalagem flexível, não é tão forte como uma costura dupla. A selagem por indução oferece uma excelente prova de adulteração e deve ter um recipiente não metálico para permitir a passagem do campo eletromagnético.
Escolher o equipamento certo para emendar latas
A escolha de uma máquina de costura é um investimento de capital a longo prazo. Uma decisão inadequada resultará em anos de manutenção dispendiosa e desperdício de produtos. A sua seleção deve basear-se nos seguintes critérios:
- Escala e velocidade de produção: Ajustar a classificação de latas por minuto (CPM) da máquina à sua linha de enchimento. Um desequilíbrio neste caso forma um estrangulamento nas operações. As máquinas de costura rotativas com várias cabeças são a única solução possível para linhas de alta velocidade (mais de 200 CPM) para garantir o mesmo tempo de permanência em cada lata.
- Versatilidade do contentor: A flexibilidade da SKU é uma vantagem competitiva no mercado atual. A máquina é capaz de trabalhar com vários diâmetros e alturas? Procure modelos com Quick Changeover para que a sua equipa possa mudar os mandris e os rolos em menos de 30 minutos.
- Engenharia Higiénica: No caso dos produtos alimentares e bebidas, a máquina deve ser classificada como máquina de lavagem. Isto implica uma construção em aço inoxidável (304 ou 316) e um design que não tenha quaisquer pontos mortos onde se possam desenvolver bactérias ou bolor.
- Precisão Engenharia: Investigue as tolerâncias de fabrico da própria máquina de costura. Máquinas feitas com peças usinadas em CNC e rolamentos de alta qualidade são mais repetíveis, ou seja, a 1.000.000ª lata terá a mesma qualidade de costura que a primeira.
- Inteligência e integração: A máquina possui sensores de deteção de falta de lata, falta de tampa ou encravamento? É capaz de exportar dados para o sistema ERP da sua fábrica? A curva de aprendizagem dos novos operadores foi grandemente reduzida com as modernas máquinas de costura controladas por PLC que possuem interfaces de ecrã tátil.
O equipamento mais dispendioso não é aquele que tem o preço mais elevado, mas aquele que se avaria na altura da época alta.
Em Levapack, concebemos os nossos sistemas para cumprir esta norma exacta, dominando a tecnologia de costura dupla. Utilizamos maquinação CNC de precisão de 2μm para componentes críticos e integramos eletrónica de classe mundial da Siemens e da Schneider. Compatibilidade é a nossa pedra angular-as nossas máquinas foram concebidas para lidar com vários materiais - incluindo folha de Flandres, alumínio e PET - e diversos tamanhos, desde pequenas seladoras de lotes de 10 latas a linhas industriais de grande escala. O nosso objetivo para os clientes é fornecer mais do que apenas uma máquina; fornecemos uma solução de linha de produção de embalagens feita à medida para si.
Quando escolhe a nossa tecnologia, está a investir numa garantia de 16 meses e numa rede de apoio global que assegura que a sua linha nunca pára. A nossa equipa de engenheiros traz mais de 15 anos de experiência em montagem manual para cada unidade, assegurando que os seus objectivos de produção são atingidos com absoluta certeza mecânica.
FAQs
Com que frequência devo calibrar a minha máquina de costura?
A calibração deve ser verificada no início de cada turno. Os rolos e os mandris devem ser objeto de uma auditoria pelo menos uma vez por trimestre, em função do volume de produção, e devem ser objeto de uma auditoria mecânica completa.
Porque é que a sobreposição é mais importante do que a espessura da costura?
A espessura pode estar de acordo com as especificações mesmo quando os ganchos não estão interligados. A única medida real da ligação física entre o corpo e a tampa é a sobreposição. Se não houver sobreposição, não há vedação.
Posso coser latas PET utilizando o mesmo equipamento que as latas de metal?
O mesmo princípio mecânico pode ser aplicado, mas os rolos devem ser perfilados de uma forma especial para serem utilizados em PET. O plástico não actua como o metal quando está sob pressão e necessita de um método especial de toque suave para evitar fissuras.
A descarga de azoto afecta a costura dupla?
A mecânica da costura não é alterada pelo nitrogénio em si, mas a integração entre o enchimento e a costura é mais complicada. Deve assegurar-se que o oxigénio é eliminado dentro de alguns milissegundos antes do início da operação inicial.
Qual é a causa mais comum de "fugas" numa nova instalação?
É tipicamente uma pressão incorrecta da placa do elevador ou um rolo de primeira operação incorretamente alinhado. Quando a operação inicial não posiciona corretamente a curva S, a segunda operação não será capaz de a corrigir.


